- Замена гильз 421 двигатель
- Ремонт блока цилиндров 421.1002014
- Замена гильз 421 двигатель
- SashaKaramyshev:
- diesel:
- #21 05.03.2018 08:24:29
- #22 05.03.2018 09:42:44
- #23 05.03.2018 18:41:25
- #24 13.03.2018 08:24:22
- #25 21.03.2018 20:55:28
- Сайт о внедорожниках, SUV, автомобилях повышенной проходимости
- Ремонт блока цилиндров 421.1002014 двигателя УМЗ-421 © А. Федорочев
Замена гильз 421 двигатель
Спасибо ПРОСТО ШУРИК. Буду точить.:neutral:
Тут такое дело. Замена гильз на 421 моторе заводом УМЗ не предусмотрена. Гильзы залиты в блок. Но это еще не все. Гильзы имеют несколько поясков. Которые выполняют герметизирующую и фиксирующую функции в блоке. Выточив гильзу и всунув в блок самопальное изделие, вы тем самым не вернете блоку прежнюю прочность. И останется вопрос по герметичности. Потому как герметизировать придется исключительно за счет посадки. В общем куча если. Да и сама процедура по вырезанию старых гильз, вытачиванию новых и потом их вставление в блок не из дешевых. Более оправданным выглядит не вложение денег в переделку старого блока с с заведомо плохим результатом, а покупка нового блока. Разница в цене будет процентов в 40-30. А результат кардинально иным. И еще возьму на себя смелость, порекомендовать вам взять 417 блок нового образца вместо 421. Разница в ТТХ 417 и 421 моторов не очень большая, но за то получите возможность спокойно менять гильзы. Подумайте.
Тут такое дело. Замена гильз на 421 моторе заводом УМЗ не предусмотрена. Гильзы залиты в блок. Но это еще не все. Гильзы имеют несколько поясков. Которые выполняют герметизирующую и фиксирующую функции в блоке. Выточив гильзу и всунув в блок самопальное изделие, вы тем самым не вернете блоку прежнюю прочность. И останется вопрос по герметичности. Потому как герметизировать. .
Спасибо за ответ, но я имел в виду что я хочу расточить гильзы под ремонтный размер. Кстати кто нибудь может подсказать сколько раз можно расточить двигатель?:confused: И тут еще такой вопрос, при попытках выбить гильзы (ну не знал я что они не выбиваются) откололся кусочек от гильзы:( примерно миллиметров 6-7 (со стороны коленвала) сильно ли это страшно?:confused:
P.S. Дурная голова рукам покоя не дает.
Спасибо за ответ, но я имел в виду что я хочу расточить гильзы под ремонтный размер. Кстати кто нибудь может подсказать сколько раз можно расточить двигатель?:confused: И тут еще такой вопрос, при попытках выбить гильзы (ну не знал я что они не выбиваются) откололся кусочек от гильзы:( примерно миллиметров 6-7 (со стороны коленвала) сильно ли это страшно?:confused:
P.S. Дурная голова рукам покоя не дает.
Тут то же не все однозначно. Заводом УМЗ предусмотрен ТОЛЬКО ОДИН РЕМОНТ. (:(:(. Расточкой на 100,5. Некоторые точат и второй ремонт 101,0. Но второй ремонт — это на свой страх и риск. Потому как поршня и кольца под второй ремонт будут однозначно не заводские. Да и в ассортименте в магазинах бывают не всегда. Да и стенки у цилиндров получаются тонковатые. Одним словом не предусмотрен второй ремонт заводом.
По поводу отколотого куска. Надо смотреть. Что бы нижнее кольцо не показалось. Что бы герметичность не была нарушена, иначе тосол в картер потечет. И что бы скол не дал возможности развиваться трещине в гильзе при дальнейшей эксплуатации. Гильза ведь чугунная. И с одной стороны гильзы тосол, а с другой пламя бушует. Если все условия выполняются, то думаю ничего страшного в небольшом сколе нет.
Ремонт блока цилиндров 421.1002014
Достаточно часто можно услышать о неремонтопригодности блоков цилиндров с залитыми чугунными гильзами двигателей 421 «Ульяновского моторного завода Группы ГАЗ». Но практика показывает, что ремонт таких блоков не сложнее ремонта блоков двигателей ВАЗа или ЗМЗ-406. По нижеприведенной технологии неоднократно восстанавливались двигатели 421 или его модификации.
Ремонт производился в случае достижения предельных износов гильз или их аварийного выхода из строя, а также ремонтировались негерметичные блоки: течь между алюминием и залитой гильзой; просечки газов из камеры сгорания в рубашку охлаждения. На некоторых блоках заменялись сразу четыре гильзы.
Из блока цилиндров вырезается залитая чугунная гильза. Ее наружный диаметр 106 мм. Черновую расточку лучше производить, ориентируясь на этот размер. После извлечения залитой гильзы в блоке остаются три чугунных пояска, которые достаточно прочно держатся в алюминии. В дальнейшем они ничему не помешают.
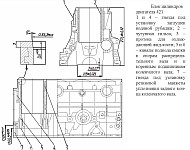
Расточка мест под установку гильзы в соответствии с рис. 1.
Чистовую обработку поверхности В под запрессовку новой гильзы желательно проводить с минимальным съемом алюминия. Диаметр D получается около 107 мм и зависит от положения гильзы в теле блока. Если она располагалась с наклоном относительно базовых поверхностей блока, то и отверстие получается большего диаметра.
Изготавливается гильза цилиндра (см. рис. 2).
Наиболее подходящая для этой цели заготовка – отливка гильзы 421.1002018-02 (материал — ИЧГ-33М, твердость – 217…250 НВ), изготовитель — ОАО «Мотордеталь», г. Кострома. Допустимая замена — перлитный серый чугун с твердостью не ниже 190 НВ.
Диаметр D назначается, ориентируясь на окончательный размер чистовой расточки в блоке цилиндров, с учетом необходимой величины натяга.
Запрессовка охлажденной в твердой углекислоте или жидком азоте гильзы в нагретом до (150-180)oС блок цилиндров. Если в блоке имеются втулки опор распределительного вала (а они присутствуют, примерно, на трети блоков), то нагревать его выше 150oС не следует.
Холодная гильза в горячий блок входит свободно. Операцию запрессовки выполнять следует быстро, иначе гильза может схватиться на полпути. Чтобы она гарантированно села на место, ее необходимо поджать оправкой и удерживать до полной фиксации.
Расточка и хонингование гильзы (рис. 1).
Для обеспечения допусков по геометрии и расположению, растачивать и хонинговать гильзу следует в блоке цилиндров. Если она посажена в блок с натягом менее 0,05 мм, то существует опасность, что ее провернет при обработке, и тогда начинай с пункта 1.
Наиболее сложная операция — хонингование. Выход хона в нижней части гильзы очень мал — не больше 15 мм. Обычным хоном нижнюю часть гильзы трудно вывести в размер с необходимой точностью. Как правило, получается конус. Хон-головку желательно модернизировать так, чтобы бруски имели максимально возможный выход из обрабатываемой гильзы.
Если гильза уже обработана в размер 100 мм, то ее лучше запрессовывать с натягом до 0,02 мм. При установке ее меньше покоробит, но и при таком натяге ее окончательная геометрия — дело случая.
Обработка верхнего бурта гильзы с выступанием 0,03-0,05 мм над плоскостью блока (см. рис. 1).
Пробовали обрабатывать верхнюю плоскость блока «как чисто», но в эксплуатации запрессованные гильзы все же проседают. Поэтому лучше торцевать гильзу в размер попутно с расточкой под хонингование.
Проверка блока на герметичность водой под давлением 2-3 кгс/см2. Контроль со стороны опор коленвала. Образование капель не допускается.
Не последнюю роль здесь играет величина натяга гильза — блок цилиндров. Большой натяг – не сто процентная, но все же гарантия от появления течи. Преимущество малого натяга только в одном — если потекло, то несложно выпрессовать гильзу из блока и попытаться принять какие-то меры.
Замена гильз 421 двигатель

SashaKaramyshev:
diesel:
г Череповец Краснодонцев 5
както дизель центр

#21 05.03.2018 08:24:29

1 человек сказал cпасибо:
erida
#22 05.03.2018 09:42:44
1 человек сказал cпасибо:
erida
#23 05.03.2018 18:41:25
Парни апну тему сегодня был очередной брифинг у токарей
по моему я им надоел)))
предложили вариант я согласился
Больше ничего не скажу , боюсь сглазить
по результату отпишусь.
12.03.2018 20:01:14:
Всем привет! как и обещал пишу чем кончилось дело:
значит позвонили мне мол всё готово, прилетаю а там расточены только гильзы
блок был привезён другой 410 аналог402 но гильзы на 100.
спрашиваю что с распредвалом ,отвечают надо новый и нечего втулить не надо
подозрительно всё это, буду мерять сам.
#24 13.03.2018 08:24:22
Я задам вопрос раз Серега промолчал.
У кого в Вологде есть знакомые/ответственные/не косячные расточники-ремонтники? Надо разобраться с 421 блоком ( на котором гильзу просадили). Есть подозрение что сломали упорный буртик. В общем посмотреть и сказать ремонтнопригодный блок или в утиль. И если можно то сделать. А главно кто может встретить блок и отвезти его в ремонт. Все подробности можно будет обговорить по телефону.
Не прям щас а в перспективе.
ПыСы. Тему немного переназвал.
#25 21.03.2018 20:55:28
| Расскажите друзьям: |
Страница 1 из 2
1 чел. читают эту тему (гостей: 1, пользователей: 0)
Сайт о внедорожниках, SUV, автомобилях повышенной проходимости
Сопряжение изнашивающихся деталей в блоке цилиндров двигателя УМЗ-421 осуществлено в основном, сменными деталями, что позволяет ремонтировать блок цилиндров перешлифовкой и заменой поршней с заменой вкладышей коренных подшипников коленчатого вала.
Блок цилиндров двигателя УМЗ-421 с пробоинами стенок цилиндров, водяной рубашки и картера или с трещинами верхней плоскости и ребер, поддерживающих коренные подшипники, подлежит замене.
Ремонт блока цилиндров двигателя УМЗ-421.
С 1996 года распределительные валы устанавливаются в блок цилиндров двигателя УМЗ-421 без промежуточных втулок. Для восстановления изношенных подшипников распределительного вала опоры растачивают под следующие размеры :
Опора 1 — 55.5 +0.018 мм.
Опора 2 — 54.5 +0.018 мм.
Опора 3 — 53.5 +0.018 мм.
Опора 4 — 52.5 +0.018 мм.
Опора 5 — 51.5 +0.018 мм.
В расточенные опоры запрессовывают полуобработанные втулки с последующей их расточкой под размеры опорных шеек распределительного вала. Восстановление работоспособности пары: отверстие блока цилиндров – толкатель из-за незначительного износа блока цилиндров сводится к замене толкателей.
Расточка и хонингование гильз блока.
В результате износа цилиндры блока приобретают по длине форму неправильного конуса, а по окружности — овала. Наибольшей величины износ достигает в верхней части цилиндров в районе верхнего компрессионного кольца, при положении поршня в ВМТ: наименьший — в нижней части, при положении поршня в НМТ.
Увеличение некруглости и нецилиндричности гильз до 0.08-0.1 мм., можно исправить путем хонингования, без применения расточки, под ремонтный диаметр 100.1 мм. На указанный размер выпускаются ремонтные поршни, имеющие обозначение 421.10004015-Р1 с разбивкой на пять размерных групп с теми же допусками, что и поршни номинального размера.
При большей некруглости и нецилиндричности гильз, а также при износе гильз по диаметру более чем на 0.1 мм., необходимо произвести их расточку с последующим хонингованием на ремонтный диаметр 100.5 мм под имеющиеся поршни соответствующей размерной группы с учетом обеспечения зазора между юбкой и гильзой в пределах 0.03-0.06 мм.
Если для ремонта имеется ограниченное количество поршней, рекомендуется рассчитать отклонения диаметра для каждого цилиндра, исходя из фактического размера диаметра юбки поршня, предназначенного для работы в данном цилиндре, и под эти размеры расточить цилиндр. Отклонения формы цилиндров должны располагаться в поле допуска размерной группы на диаметр цилиндра.
Восстановление резьбовых отверстий блока цилиндров.
Повреждение резьбовых отверстий в виде забоин или срыва резьбы менее двух ниток восстанавливают метчиком под номинальный размер.
Резьбовые отверстия, имеющие износ или срывы резьбы более двух ниток, восстанавливаются нарезанием резьбы увеличенного ремонтного размера, постановкой резьбовых ввертышей с последующим нарезанием в них резьбы номинального размера или установкой резьбовых спиральных вставок. Последний способ наиболее эффективен и менее трудоемок.
Ремонт блока цилиндров 421.1002014 двигателя УМЗ-421
© А. Федорочев
Нередко можно услышать о неремонтопригодности блока цилиндров с залитыми чугунными гильзами двигателя 421 Ульяновского моторного завода (в настоящее время ОАО «Волжские моторы»). Но практика показывает, что ремонт таких блоков не сложнее ремонта блоков двигателей ВАЗа или ЗМЗ-406, и без проблем производится на той же производственной и инструментальной базе.
По нижеприведенной технологии неоднократно восстанавливались двигатели 421 и его модификации. Ремонт производился в случае достижения предельных износов гильз или их аварийного выхода из строя, а также ремонтировались негерметичные блоки: течь между алюминием и залитой гильзой; просечки газов из камеры сгорания в рубашку охлаждения. На некоторых блоках заменялись сразу четыре гильзы.
И так, технологические операции и некоторые комментарии к ним.
- Из блока цилиндров вырезается залитая чугунная гильза. Ее наружный диаметр 106 мм. Черновую расточку лучше производить, ориентируясь на этот размер. После извлечения залитой гильзы, в блоке остаются три чугунных пояска, которые достаточно прочно держатся в алюминии. В дальнейшем они ни чему не помешают.
- Расточка мест под установку гильзы в соответствии с рис. 1.

- Изготавливается гильза цилиндра (рис. 2). Наиболее подходящая для этой цели заготовка — отливка гильзы 421.1002018-02 (материал — специальный чугун ИЧГ-33М, твердость — 217:250 НВ), изготовитель — ОАО «Мотордеталь», г.Кострома. Допустимая замена — перлитный серый чугун твердостью не ниже 190 НВ. Внешний диаметр гильзы D назначается в зависимости от окончательного размера чистовой расточки в блоке цилиндров, естественно, с учетом необходимой величины натяга.
- Запрессовка охлажденной в твердой углекислоте или жидком азоте гильзы в нагретый до (150-180) С блок цилиндров. Если в блоке имеются втулки опор распределительного вала (а они присутствуют, примерно, на трети блоков), то нагревать его выше 150 С не рекомендуется. Холодная гильза в горячий блок входит свободно. Операцию запрессовки выполнять следует быстро, иначе гильза может схватиться на полпути. Чтобы она гарантированно села на место, ее необходимо поджать оправкой и удерживать до полной фиксации.
- Расточка и хонингование гильзы (рис. 1). Для обеспечения допусков по геометрии и расположению, растачивать и хонинговать гильзу следует в блоке цилиндров. Если она посажена в блок с натягом менее 0,05 мм, то существует опасность, что ее провернет при обработке, и тогда начинай с пункта 1. Наиболее сложная операция — хонингование. Выход хона в нижней части гильзы очень мал — не больше 15 мм. Обычным хоном нижнюю часть гильзы трудно вывести в размер с необходимой точностью. Как правило, получается конус. Хон-головку желательно модернизировать так, чтобы бруски имели максимально возможный выход из обрабатываемой гильзы. Если гильза уже обработана в размер 100 мм (например, изготовлена из ЗМЗвской или ЗиЛовской), то ее лучше запрессовывать с натягом до 0,02 мм. Тогда в блоке ее меньше покоробит, но и при таком натяге ее окончательная геометрия — дело случая.
- Обработка верхнего бурта гильзы с выступанием 0,03-0,05 мм над плоскостью блока (см. рис. 1). Казалось бы, проще обработать верхнюю плоскость блока на проход «как чисто», но в эксплуатации запрессованные гильзы проседают. Поэтому лучше торцевать гильзу в размер 0,03:0,05 мм попутно с расточкой под хонингование.
- Проверка блока на герметичность водой под давлением 2-3 кгс/см2. Контроль со стороны опор коленвала. Образование капель не допускается. Не последнюю роль здесь играет величина натяга гильза — блок цилиндров. Большой натяг — не стопроцентная, но все же гарантия от появления течи. Прелесть малого натяга только в одном — если потечет, то несложно выпрессовать гильзу из блока и попытаться принять какие-то меры.

Чистовую обработку поверхности В (см. рис. 1) под запрессовку новой гильзы желательно проводить с минимальным съемом алюминия. Диаметр D получается около 107 мм и зависит от положения гильзы в теле блока. Если она располагалась с наклоном относительно базовых поверхностей блока, то и отверстие получается большего диаметра.

Удачи!
А. Федорочев
наверх







