Понятия о взаимозаменяемости в машиностроении
Конструкторы стремятся создать детали машин, приборов и механизмов взаимозаменяемыми, т. е. такими, которые могут быть легко заменены при сборке или ремонте машины другими, того же номера и наименования.
Взаимозаменяемость в машиностроении относится к одному из качественных показателей технологичности конструкций изделий и ее определение предусмотрено в ГОСТ 18831—73; «Взаимозаменяемость — свойство конструкции составной части изделия, обеспечивающее возможность ее применения вместо другой без дополнительной обработки, с сохранением заданного качества изделия, в состав которого оно входит». Взаимозаменяемые детали могут быть изготовлены независимо друг от друга в разное время и в разных местах, что экономически выгодно.
В этом случае под независимым изготовлением деталей понимается изготовление их в разное время, в разных местах. Например, одна деталь машины делается в одном городе, другая — в другом, а сборка машины производится в третьем месте.
Взаимозаменяемые детали должны быть одинаковыми по размерам, форме, твердости, прочности, химическим, электрическим свойствам и др. Если все эти функциональные параметры качества деталей установлены в пределах допусков, которые обеспечивают высокие показатели работы машины (мощность, надежность, скорость и др.) и оптимальную стоимость ее, то это называется функциональной взаимозаменяемостью.
Взаимозаменяемость может быть полной и неполной. Полная взаимозаменяемость — это такой способ конструирования и изготовления деталей, при котором, любая деталь из партии может быть поставлена на соответствующее место в машине без подгонки или подбора. В машиностроении имеет место и неполная (ограниченная) взаимозаменяемость, при которой изготовленные детали сначала сортируются но размерам на ряд групп, а затем при сборке машин используются не любые детали данного типа, а только лишь определенной группы: либо при сборке одна из деталей подбирается без дополнительной обработки в пару к другой с таким размером, который лучше всего подходит по требуемому характеру сопряжения, либо дополнительно обрабатывается.
Различают взаимозаменяемость внешнюю и внутреннюю. Внешняя взаимозаменяемость — это взаимозаменяемость различных сборочных единиц, которые но присоединительным размерам входят в состав более сложных изделий. Например, замена подшипников качения по размерам присоединительных поверхностей.
Внутренняя взаимозаменяемость — это взаимозаменяемость отдельных деталей, входящих в сборочную единицу, или сборочных единиц и механизмов, входящих в изделие. Например, в подшипниках скольжения — замена вкладышей, в подшипниках качения — замена тел качения и колец.
Взаимозаменяемость в машиностроении является основным и необходимым условием современного массового и серийного производства. Без соблюдения принципов взаимозаменяемости невозможно также нормальное использование многих предметов и домашнего обихода. Например, удобно и выгодно, когда любая электрическая лампочка ввертывается в патрон, шариковый подшипник одного и того же номера по посадочному размеру подходит к любой машине (мотоцикл, автомобиль и др.), ружейные патроны входят в любое ружье одного и того же калибра; гайки навертываются на любой болт одного и того же типоразмера и т. п.
Взаимозаменяемость связывает между собой и упрощает работу конструктора и технолога. Например, при массовом выпуске специализированными заводами типовых деталей крепежа (болтов, шпилек, винтов, гаек, Шайб и др.), подшипников, зубчатых колес и передач и ряда других деталей и комплектующих изделий (например, шариковых подшипников) ускоряется процесс конструирования и изготовления новых машин. Если такие детали и другие изделия отвечают предъявляемым требованиям проектируемой машины, то конструктору не нужно создавать чертежи на них, а заводу — тратить время и средства на изготовление их.
Взаимозаменяемость помогает конструктору создать легкие и удобные по габаритам машины, рассчитывая иа возможность замены отдельных деталей или сборочных единиц после определенного срока их работы новыми из запасных частей. В этом случае срок работы особо нагруженных деталей можно определить расчетом.
На производстве при взаимозаменяемости упрощается процесс сборки машин и обеспечиваются более высокие темпы работы. В эксплуатации у потребителя значительно упрощается ремонт машин, так как детали, шедшие в негодность или малонадежные для дальней эксплуатации, легко заменяются новыми. Первыми применили принцип взаимозаменяемости тульские мастера оружейного дела. В инструкциях 1706 — 1715 гг. Петр I предписал мастерам при изготовлении ружей следить за правильным применением калибров, по которым делались детали, и за однородностью отдельных частей ружей. В 1826 г. принцип взаимозаменяемости в производстве оружия на Тульском оружейном заводе был блестяще продемонстрирован иностранным представителям. Взятые со склада без выбора тридцать ружей были разобраны и детали их перемешаны. Затем ружья были снова собраны из первых попавшихся деталей и действовали безотказно.’
Широкое внедрение принципа взаимозаменяемости в гражданскую промышленность началось после первой мировой войны (1914—1918), которая заставила раскрыть секреты конструирования и производства взаимозаменяемых деталей на отдельных военных предприятиях как в России, так и за рубежом.
Развитие и повышение уровня взаимозаменяемости немыслимо без стандартизации и унификации.
Понятие о взаимозаменяемости в машиностроении. Полная и ограниченная взаимозаменяемость
Допуски и посадки.
На современных машиностроительных заводах детали, как правило, изготавливают независимо друг от друга в одних цехах, а собирают в сборочные единицы и изделия – в других. При сборке широко используют крепежные детали, различные виды подшипников, электротехнические и другие комплектующие готовых изделий, изготовленные в разное время и на разных заводах. Несмотря на это, сборка изделия осуществляется без подгонки деталей, а полученные в результате сборки изделия отвечают установленным на них техническим условиям. Такая организация производства стала возможной благодаря реализации принципов нормирования требований к деталям, сборочным единицам, машинам, используемых при конструировании.
Основополагающими принципами при конструировании являются принципы взаимозаменяемости. Они обеспечиваются при изготовлении и используются при эксплуатации изделий.
– гарантированное качество продукции;
– упрощение процесса сборки;
– предпосылки к широкой специализации и кооперированию заводов;
– возможность организации поточного производства;
– упрощение ремонта, который сводится к простой замене детали или узла.
В целях обеспечения качества продукции, повышения эффективности производства за счет унификации требований к точности, увеличения масштабов выпуска продукции и т.п. используется система допусков и посадок, охватывающая все размерные параметры. Выпускаются отдельные стандарты на предельные отклонения и посадки различных видов соединений, но все они объединяются едиными принципами построения.
Взаимозаменяемость – это свойство независимо изготовленных деталей, узлов машин и приборов обеспечивать возможность беспригоночной сборки (или замены при ремонте) сопрягаемых деталей в сборочную единицу, а сборочных единиц – в изделия при соблюдении предъявляемых к ним требований. Взаимозаменяемыми могут быть и изделия в целом.
Взаимозаменяемость обеспечивается соблюдением в заданных пределах не только геометрических параметров сопрягаемых деталей, но и электрических, гидравлических, пневматических и других физико-механических параметров деталей и сборочных единиц машин, а также соблюдением кинематических и динамических параметров звеньев механизмов и т.п. Взаимозаменяемость может быть полной и неполной (ограниченная).
При полной взаимозаменяемости любая деталь или сборочная единица могут быть поставлены на соответствующие места в машине без дополнительной обработки, пригонки, подбора или регулирования. Полностью взаимозаменяемыми могут быть самые разнообразные детали машин, начиная от самых простых (валики, втулки, пальцы и т.п.) и кончая наиболее сложными (зубчатые колеса, червяки, резьбовые детали, гайки, болты и др.).
Ограниченно взаимозаменяемыми называются такие детали, при сборке или смене которых может потребоваться групповой подбор деталей (селективная сборка), применение компенсаторов, регулирование положения некоторых частей узла, пригонка.
Полностью или ограниченно взаимозаменяемыми могут быть не только детали, но и сборочные единицы, например блоки цилиндров, муфты сцепления, подшипники качения, свечи зажигания к двигателям внутреннего сгорания, агрегатные узлы и т.п.
Тот или иной уровень взаимозаменяемости определяется эксплуатационными требованиями и требованиями рационального производства.
Взаимозаменяемость базируется на стандартизации, нормативно-техническим документом которой является стандарт, устанавливающий комплекс норм, правил и требований к объекту стандартизации.
Вопросы взаимозаменяемости в машиностроении и приборостроении регламентируют следующие системы стандартов: «Основные нормы взаимозаменяемости» (ОНВ) и «Единая система допусков и посадок» (ЕСДП). При разработке стандартов используют стандарты Международной организации по стандартизации ИСО.
Стандарт —это нормативно-технический документ, устанавливающий комплекс норм, правил, требований к объему стандартизации.
Объектами стандартизации являются, например, конкретная продукция, методы, термины, обозначения и т. д.
Одной из наиболее распространенных форм стандартизации является унификация.
Унификация — это рациональное сокращение числа объектов одинакового назначения. Проводится она путем анализа конструкций изделий, их применяемости и приведения близких по конструкции и размерам изделий, их составных частей и деталей к единой оптимальной типовой конструкции.
В России существует «Государственная система стандартизации». В нее входят следующие категории стандартов: государственные (ГОСТы), отраслевые (ОСТы), республиканские (РСТ) и стандарты предприятий (СТП).
При разработке отечественных стандартов учитывают рекомендации международных организаций по стандартизации. Это необходимо для обеспечения взаимозаменяемости деталей и стандартных узлов машин, изготовленных в разных странах, что способствует расширению научно-технических и торговых связей’ между государствами.
Крупнейшей международной организацией в области стандартизации является ИСО (Интернациональная организация по стандартизации). Наряду с международными есть региональные организации по стандартизации, включающие ограниченное число стран. Такой организацией, в которую входит наша страна, является Совет Экономической Взаимопомощи.
2. Размеры. Понятия «отверстие» и «вал». Сопрягаемые и свободные размеры. Предельные отклонения.
Две детали, элементы которых взаимодействуют друг с другом, образуют соединения. Такие детали называются сопрягаемыми деталями, а поверхности соединяемых элементов – сопрягаемыми поверхностями. Размеры, по которым не происходит соединения деталей, называют свободными размерами.
В соединении элементов двух деталей один из них является внутренним (охватывающим), другой – наружным (охватываемым). В системе допусков и посадок гладких соединений наружный элемент условно называется валом, внутренний – отверстием. Термины «отверстие» и «вал» применяют и к несопрягаемым элементам.
Размер– числовое значение величины параметра (диаметр, длина и т.д.) в выбранных единицах измерения.
Размеры подразделяют на номинальные, действительные и предельные.
Номинальный размер – это размер, который служит началом отсчета отклонений и относительно которого определяются предельные размеры. Номинальный размер отверстия обозначают латинской прописной буквой  , вала – латинской строчной буквой
, вала – латинской строчной буквой  .
.
Номинальный размер получают в результате расчетов (на прочность, жёсткость и т.п.) или выбирают из конструктивных и технологических соображений. Применение стандартных номинальных размеров дает большой экономический эффект, так как создает основу при сокращении типоразмеров изделий и деталей, а также технологической оснастки, в первую очередь режущих инструментов, калибров и т.п.
Действительный размер – размер элемента, установленный измерением.
Предельные размеры – два предельно допустимых размера, в пределах которых должен находиться действительный размер детали (рис. 1, а, б).
Больший из двух предельных размеров называется наибольшим предельным размером (Dmax, dmах), меньший – наименьшим предельным размером (Dmin, dmin).
Из этих определений следует, что для изготовления детали ее размер должен задаваться двумя предельно допустимыми значениями: наибольшим и наименьшим.
Отклонением размера называется алгебраическая разность между размером (действительный, предельный) и соответствующим номинальным размерами.
Предельное отклонение – это алгебраическая разность между предельным и номинальным размерами. Различают верхнее и нижнее предельные отклонения, применяя при этом краткие термины – верхнее и нижнее отклонения.
Верхнее отклонение – алгебраическая разность между наибольшим предельным и номинальным размерами. Верхнее отклонение отверстия обозначают буквами ES, вала – es.
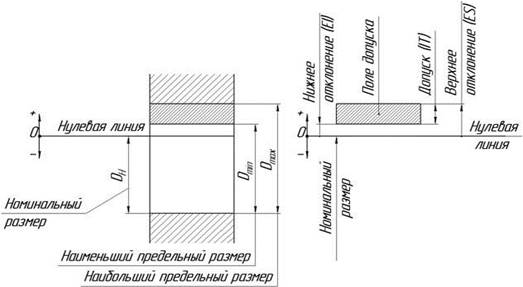
Рис. 1. Предельные размеры отверстия и графическое изображение его поля
допуска: а – схема отверстия; б – изображение поля допуска отверстия
Нижнее отклонение – алгебраическая разность между наименьшим предельным и номинальным размерами. Нижнее отклонение отверстия обозначают буквами EI, вала – ei, тогда
Допуск (Т) – разность между наибольшим и наименьшим предельными размерами или алгебраическая разность между верхним и нижним отклонениями.
Стандартный допуск (IT) – допуск, установленный системой допусков и посадок.
Поле допуска – поле, ограниченное наибольшим и наименьшим предельными размерами или верхним и нижним отклонениями и определяемое его положением относительно номинального размера (рис. 1, б),т.е. нулевой линии.
Изобразить отклонения и допуски в одном масштабе с размерами детали практически невозможно. При графическом изображении полей допусков предельные отклонения размеров в условном масштабе откладываются от нулевой линии.
Положение допуска относительно нулевой линии определяется основным отклонением
Основное отклонение – одно из двух предельных отклонений (верхнее или нижнее), ближайшее к нулевой линии.
Основные отклонения обозначаются одной или двумя буквами латинского алфавита, прописными для отверстий (А,В,С, СD.D … ZC) и строчными для валов (а,в,с,сd … zc)
Таким образом, поле допуска обозначается сочетанием буквы, указывающей на положение допуска относительно нулевой линии, с цифрой, говорящей о степени точности – величине допуска.
Нулевая линия – это линия, соответствующая номинальному размеру. Приведем формулы по которым вычисляются предельные размеры и допуски:
– наибольший и наименьший предельные размеры отверстия, соотв.
 ; (5)
; (5)  (6)
(6)
– наибольший и наименьший предельные размеры вала, соотв.
 , (7)
, (7)  (8)
(8)
 (9) или
(9) или  (10)
(10)
 (11) или
(11) или  (12)
(12)
Примеры обозначения на чертеже полей допусков и схемы их построения для отверстия и
вала, а также значения отклонений и расчет допусков приведены на рис.
Верхнее отклонение: ES= +21 мкм
Нижнее отклонение: EI = 0
Допуск TD= ES-EI=+21-0=21мкм
Верхнее отклонение: es= -20 мкм
Нижнее отклонение: ei = -33 мкм
Допуск Td= es-ei=-20-(-33)= -13 мкм







