СПОСОБЫ ОПРЕДЕЛЕНИЯ НЕИСПРАВНОСТЕЙ ЭЛЕКТРИЧЕСКИХ МАШИН
СХЕМА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА РЕМОНТА ЭЛЕКТРИЧЕСКИХ МАШИН
Структура электроремонтного завода или электроцеха предприятия, технология ремонта должны обеспечивать качество ремонта и максимальную экономию материалов и труда. Эта структура и технология ремонта зависят от количества, номенклатуры и мощности ремонтируемых электрических машин, наличия необходимого оборудования (подъемно-транспортных средств, металлообрабатывающих станков, электросварочных аппаратов, специального технологического оборудования), размеров производственных площадей и ряда других факторов.
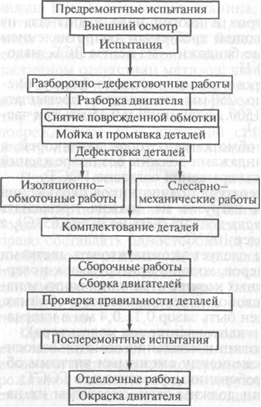
Рис. 15.1. Схема технологического процесса ремонта
При этом учитывают также возможности кооперирования с другими электроре- монтными предприятиями, наличие кадров квалифицированных электромонтеров и электрослесарей по ремонту электрических машин, экономическую целесообразность осуществления на своем предприятии ремонта небольшого количества сложных или мощных машин, требующего особого оборудования, и др.
Важнейшие критерии организации и технологии ремонта электрических машин — сокращение нормативных сроков пребывания машин в ремонте; увеличение продолжительности работы отремонтированных машин между очередными ремонтами; снижение фактической стоимости ремонта по сравнению с плановой.
На сельскохозяйственных предприятиях применяют разнообразные электрические машины общего и специального назначения различных мощностей и конструктивных исполнений, поэтому нельзя рекомендовать универсальную структуру электроремонтного цеха или технологию ремонта. В качестве примера на рисунке 15.1 показана наиболее распространенная функциональная схема ремонта электрических машин мощностью до 100 кВт.
Электрические машины, поступившие в ремонт, тщательно осматривают, а при необходимости испытывают и разбирают с целью полного выявления причин, характера и масштабов повреждения. Осмотрмашины, ознакомление с объемом и характером предыдущих ремонтов и эксплуатационными журналами, а также проведение испытаний позволяют оценить состояние всех сборочных единиц и деталей машины и определить объемы и сроки ремонта, составить техническую документацию по ремонту, изготовить или заказать ремонтные приспособления и запасные части, произвести другие необходимые работы по организационной и технической подготовке ремонта.
Машины повреждаются чаще всего из-за недопустимо длительной работы без обслуживания и ремонта или при нарушении режима работы. Поврежденияэлектрических машин бывают механические и электрические.
Механические повреждения — это разрушение сепаратора, кольца, шарика или ролика в подшипниках качения; деформация или поломка вала ротора (якоря); образование глубоких выработок («дорожек») на поверхности коллекторов и контактных колец; ослабление крепления полюсов или сердечника статора к станине, разрыв или сползание проволочных бандажей роторов (якорей); ослабление прессовки сердечника ротора (якоря) и др.
Неисправности и повреждения электрических машин не всегда удается обнаружить внешним осмотром, так как некоторые из них (витковые замыкания в обмотках статоров, пробой изоляции на корпус, замыкания пластин коллектора, нарушение пайки в обмотках) носят скрытый характер, и их определяют только после соответствующих измерений и испытаний.
О всех обнаруженных после разборки машины неисправностях и повреждениях делают соответствующие записи в дефектовочной карте, на основании которых составляют маршрутную карту ремонта с указанием работ, подлежащих выполнению по каждой ремонтной единице или отдельным сборочным единицам ремонтируемой машины.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Неисправности электрических машин и их проявление
Витковое короткое замыкание вследствие пробоя изоляции между смежными витками обмотки статора или ротора приводит к повышенному перегреву электрической машины даже при нагрузке, не превышающей номинальную.
Короткое замыкание между фазами обмотки статора вследствие пробоя межфазной изоляции или пробоя изоляции двух фаз на корпус приводит к сильным вибрациям машины переменного тока, которые прекращаются при отключении машины от сети. Кроме того, наблюдается асимметрия токов в фазах и быстрый нагрев отдельных участков обмотки.
При коротком замыкании обмотки фазного ротора (или при пробое изоляции между контактными кольцами и валом) асинхронный двигатель пускается в ход при разомкнутой обмотке ротора. Под нагрузкой пуск двигателя происходит медленно, а ротор сильно нагревается даже при небольшой нагрузке. » Обрыв проводников обмотки статора двигателей переменного тока вызывает асимметрию токов и быстрый нагрев одной из фаз при работающей машине. При обрыве фазы (крайний случай обрыва проводников) двигатель не пускается при подаче напряжения, наблюдается сильный шум и быстрый нагрев двигателя. При обрыве фазы работающего двигателя наблюдается резкая асимметрия токов статора, сильный шум и быстрый нагрев сверх допустимых пределов. Обрыв стержня короткозамкнутой обмотки ротора асинхронного двигателя приводит к повышенным вибрациям, уменьшению частоты вращения под нагрузкой, периодическим пульсациям тока статора во всех фазах.
Недопустимое снижение сопротивления изоляции обмоток может произойти вследствие ее сильного загрязнения, увлажнения или частичного разрушения в результате износа.
Нарушение электрических контактов, паянных или сварных соединений приводит в асинхронных двигателях к тем же последствиям, что и обрыв витков, стержней обмотки ротора или фазы обмотки в зависимости от места нахождения данного электрического соединения. Нарушение контакта в цепи щеток приводит к повышенному искрению.
Нарушение межлистовой изоляции сердечников магнитопроводов статора машин переменного тока или ротора машин постоянного тока приводит к недопустимому повышению температуры Магнитопровода в целом и его отдельных участков. Это в свою очередь приводит к повышенному нагреву обмоток и может вызвать выгорание части магнитопровода.
Ослабление прессовки листов магнитопровода вызывает шум и повышенную вибрацию электрических машин, исчезающие после отключения машины от сети.
Ослабление крепления полюсов и сердечников статоров приводит к повышенной вибрации, исчезающей после отключения машины от сети.
Выработка коллектора и контактных колец, ослабление нажатия щеток приводит к повышенному искрению и нагреву контактных колец и коллектора. При этом износ щеток ускоряется.
Деформация вала приводит к появлению эксцентриситета ротора, больших сил одностороннего тяжения, в результате чего асинхронный двигатель не развивает номинальную скорость, а его работа сопровождается низкочастотным шумом (на оборотной частоте).
Засорение охлаждающих (вентиляционных) каналов и загрязнение корпуса приводит к повышенному нагреву машины или ее отдельных частей при нагрузках, не превышающих расчетных значений.
Выплавка баббита в подшипниках скольжения или чрезмерный износ подшипников качения приводят к нарушению соосности электрической машины и приводного механизма, к появлению эксцентриситета ротора. Первая причина вызывает повышение вибраций, которые не исчезают после отключения ее от сети, а вторая — такие же проявления, как и при деформации вала.
Нарушение уравновешенности (балансировки) вращающихся частей (муфт, шкивов и роторов) приводит к появлению повышенных вибраций.
Как видно из анализа проявлений возможных неисправностей и их влияния на рабочие свойства электрических машин, одни и те же физические дефекты могут быть вызваны различными причинами. Это часто не позволяет однозначно определить неисправности машины, а ограничиться лишь их возможным перечнем. Истинная причина может быть определена только в процессе дефектации. Если говорить о неисправностях конкретных видов электрических машин, то, как правило, эксплуатационный персонал при работе ориентируется на перечень типовых неисправностей и способ их устранения, который содержится в паспорте каждой электрической машины (или группы однотипных машин). В качестве примера в табл. 11.1 приведен перечень возможных неисправностей асинхронных двигателей с короткозамкнутой обмоткой ротора серии АИР, вероятных причин их появления и способов устранения. Аналогичные перечни содержатся в паспортах, поставляемых заводами-изготовителями вместе с электрическими машинами.
При устранении неисправностей, указанных в табл., двигатель необходимо отсоединить от питающей сети и от привода
Перечень возможных неисправностей асинхронных двигателей
| Неисправность, внешнее проявление и дополнительные признаки |




| Деталь | Испытательное напряжение, В, при номинальном напряжении, В |
| до 230 | |
| Изготовленная или переизолирован- ная катушка после укладки в пазы и заклиновки, до соединения схемы | |
| То же после соединения, пайки и изолирования схемы | |
| Старая катушка, не демонтированная из пазов | |
| Все обмотки после соединения схемы при частичном ремонте обмоток |

Испытания изоляции относительно корпуса проводят по очереди для каждой электрически независимой цепи. Один вывод источника испытательного напряжения соединяют с выводом испытываемой обмотки, второй надежно заземляют и подключают к заземляемому корпусу машины, с которым на время испытания данной обмотки электрически соединяют все другие обмотки, которые не участвуют в испытании.
Соединенные фазы многофазных обмоток считают за одну цепь, если начало и конец каждой фазы не обеспечены отдельны ми выводами, и всю многофазную обмотку испытывают относительно корпуса машины целиком. Если имеются выводы от начала и конца каждой фазы, испытания проводят по очереди для каждой фазы при соединении других фаз с корпусом машины. Результаты испытания изоляции обмотки относительно корпуса и между обмотками считаются удовлетворительными, если во время испытания не происходит пробоя изоляции или перекрытия ее скользящими разрядами.
При испытаниях межвитковой изоляции обмотки она должна в течение 5 мин выдерживать повышенное напряжение. Испытания проводят на холостом ходу электрической машины путем повышения подводимого (для электродвигателей) или генерируемого (для генераторов) напряжения на 30% сверх номинального. Для вращающейся машины допускается одновременно повышение частоты вращения до 15%.
Для машин постоянного тока с числом полюсов более четырех испытательное напряжение должно быть таким, чтобы среднее напряжение между смежными коллекторными пластинами составляло не более 24 В. Синхронные машины, в которых при номинальном токе возбуждения напряжение холостого хода превышает номинальное напряжение более чем на 30%, испытывают при напряжении холостого хода, соответствующем номинальному току возбуждения.
При испытании трехфазных асинхронных двигателей с фазным ротором напряжение повышают при неподвижном роторе и разомкнутой обмотке; при испытании двигателей с короткозамкнутым ротором — на холостом ходу.
Машины с многовитковыми катушками (секциями), обмотки которых имеют номинальное напряжение до 600 В включительно, допускается испытывать с использованием напряжения повышенной частоты.
При испытаниях на холостом ходу, кроме определения величины тока и испытания межвитковой изоляции, проверяют состояние механической части машины, степень нагревания подшипников, возможность проворачивания от руки машин малой мощности без зацепления, стука и посторонних шумов. Хотя ток холостого хода является ненормированной величиной, его увеличение сверх заводского значения (табл. 2.5) свидетельствует о наличии дефектов — аксиальном смещении ротора (якоря) по отношению к статору, увеличении воздушного зазора между ротором и статором, использовании при предыдущих ремонтах меньшего числа витков в обмотках и листов стали в сердечниках при пере- шихтовке и др.
Таблица 2.5. Относительные значения тока холостого хода для асинхронных трехфазных двигателей
| Мощность двигателя, кВт | Ток холостого хода | % к Iном | при частоте вращения, об/мин |
| 0,1-0,5 | — | ||
| 0,6-1,0 | |||
| 1,1-5,0 | |||
| 5,1-10,0 | |||
| 10,1-25,0 | |||
| 25,1-50,0 | |||
| 50,1-100 | — |
Неравномерность тока холостого хода по отдельным фазам электродвигателя не должна превышать 4,5% его среднего значения.
Температура подшипников качения не должна превышать 100 °С, подшипников скольжения — 80 °С (температура масла при этом не больше 65 °С).
Воздушный зазор между статором и ротором, а также между полюсами и якорем (ротором) машин постоянного тока и синхронных оказывает существенное влияние на их эксплуатационные параметры (особенно асинхронных двигателей), где увеличение воздушного зазора приводит к увеличению тока холостого хода, уменьшению коэффициента мощности и КПД. Увеличение воздушного зазора на 1% вызывает возрастание тока холостого хода на 0,6% и снижение коэффициента мощности на 0,3%. Поэтому, если воздушный зазор ремонтируемого электродвигателя больше заводского, то перед ремонтом двигателя его обмоточные данные пересчитывают. Мощность такого электродвигателя после пересчета практически невозможно довести до паспортной, но она все же будет больше, чем при перемотке по старым обмоточным данным.
При резком увеличении воздушного зазора (табл. 2.6) в мощных электродвигателях с короткозамкнутым ротором предвари тельно осуществляют механический ремонт ротора, при котором на поверхность наносят слой стали и обтачивают ротор до требуемого размера.
Воздушный зазор измеряют с двух противоположных торцов электродвигателя калибровочным щупом, который вводится через специальные или наблюдательные люки в торцевых щитах. С каждой стороны измерения производят в четырех точках, смещенных одна относительно другой на 90°. Зазор определяют как среднее арифметическое всех замеров.
В асинхронных двигателях нормируется также неравномерность зазора, которая определяется как отношение значения зазора в данной точке к его среднему значению. Отклонение не должно превышать 10%.
Некоторые электродвигатели не имеют люков в щитах. В этом случае зазор измеряют после их разборки. Ротор укладывают непосредственно на статор и замеряют зазор напротив самой верхней части расточки статора. Затем ротор поворачивают на 90° и измеряют зазор (с2 напротив той же точки статора. Зазор определяют по формуле:
Разборка электрических машин
Способ и последовательность операций при разборке в значительной степени определяются мощностью и конструкцией машины. Для разборки крупных машин необходимы специальный инструмент и сложные ремонтные приспособления. При разборке машин малой и средней мощности пользуются слесарным инструментом и несложными приспособлениями.
Электрические машины должны приниматься в ремонт с демонтированными передаточными и соединительными деталями. Но не всегда заказчик имеет техническую возможность осуществить это.
Перед снятием детали откручивают стопорный винт или выбивают шпонку, которая фиксирует деталь на валу. Места посадки рекомендуется залить керосином. Для снятия деталей, посаженных на вал, применяют двух- или трехлапчатые съемники (рис. 2.13).
Рис. 2.13. Эскиз лапчатого съемника при демонтаже шкива
При снятии шкива 5 лапы 4 съемника накладывают на внешнюю поверхность шкива. Вращая рукоятку 2, перемещают гайку 3 влево, при этом лапы плотно захватывают деталь. Затем, вращая рукоятку 1, стягивают шкив с вала. Лапы съемника позволяют захватывать детали, а гайка 3, которая двигается по резьбовой втулке, — фиксировать положение лап. Тяговое усилие, которое создается ручным съемником, составляет 25-30 кН.
Работы, производимые с помощью съемника, как правило, выполняются двумя рабочими: один поддерживает лапы, а второй вращает рукоятку.
Для снятия шкивов, шестерен или полумуфт, имеющих аксиальные отверстия, используют съемник (рис. 2.14), с которым может работать один рабочий. Траверса 1 съемника с помощью болтов 4 соединяется с демонтируемой деталью 2. При затяжке винта 5 происходит снятие детали с вала.
Для предотвращения проворачивания ротора при затяжке винта одно плечо траверсы упирается в подставку из рессорных труб 3. При разборке более крупных деталей применяются гидросъемники, в которых усилие создается гидропрессом.
В некоторых случаях для облегчения работы детали подогревают. Нагрев необходимо вести интенсивно, одной-двумя газовыми горелками, начиная от края детали и постепенно приближаясь к ступице. Температуру контролируют с помощью оловянного прутка, который начинает плавиться при температуре около 250 °С. Чтобы уменьшить нагрев вала, его обертывают асбестовым картоном, смоченным в воде. Очень эффективно использование токов высокой частоты; при этом вал практически не нагревается.
Разборку электрических машин малой мощности, например асинхронных двигателей мощностью до 100 кВт, производят в такой последовательности:
снимают кожух наружного вентилятора и вентилятор (у двигателей закрытого обдуваемого исполнения);
откручивают болты, которыми прикреплены к станине передний (расположенный со стороны, противоположной приводу) и задний (расположенный со стороны привода) щиты, а также болты, которые крепят крышку подшипников со стороны привода;
снимают задний щит легкими ударами молотка из мягкого материала — дерева, цветного металла и т. д.;
вынимают ротор из статора, для чего легкими толчками подают ротор в сторону переднего щита и выводят щит из замка. Затем, поддерживая ротор, вынимают его из статора. При этом следят, чтобы не повредились лобовые части обмотки, крылья вентилятора и другие детали;
снимают передний щит с подшипника, посаженного на вал ротора, легкими ударами молотка из мягкого материала, предварительно открутив болты, которыми крепится подшипниковая крышка.
У электродвигателей с контактными кольцами предварительно снимают кожух контактных колец и щетки (при необходимости и подшипники вала), а затем — контактные кольца, для чего отпаивают соединительные хомутики от выводных концов, откручивают болты, которыми крепят отвододержатель (если он предусмотрен по конструкции), снимают с канавки вала стопорное кольцо.
При съеме подшипниковых щитов машин мощностью 50 кВт и больше их равномерно отводят отжимными болтами до тех пор, пока они не выйдут из центрирующей заточки станины. Если по конструкции отжимные болты не предусмотрены, щиты снимают винтовыми или гидравлическими приспособлениями. В некоторых машинах подшипниковый щит выводят с заточки статора рычагом, который вводится в отверстие между торцом станины и краем щита.
После снятия одного из подшипниковых щитов положение ротора по отношению к статору изменяется: ротор принимает наклонное положение (образуется перекос). Поэтому перед снятием щита крупных машин под конец вала устанавливают домкрат или ротор подвешивают за конец вала с помощью тали. Затем закладывают в нижнюю часть расточки подкладку из электрокартона и только после этого освобождают конец вала от домкрата или тали.
Одной из ответственных операций является вывод ротора из расточки статора: если статор зацепится за сердечник или обмотку, это может привести к серьезным повреждениям. Масса роторов и якорей крупных машин достигает нескольких тонн, поэтому такую операцию необходимо поручать лицам, которые имеют достаточный опыт такелажных работ. Выемку роторов и якорей машин малой мощности выполняют вручную, без применения каких-либо приспособлений. Способы и приемы выемки роторов и якорей машин средней и большой мощности зависят от их конструкции, массы, а также от имеющихся подъемных приспособлений.
Широко распространен способ выемки роторов и якорей машин средней мощности с помощью удлинителя — толстостенной трубы, насаженной на конец вала (рис. 2.15, а).
Машину устанавливают в строго горизонтальное положение; строп, длина которого должна быть в 4-5 раз больше длины вала, набрасывают на конец вала и на удлинитель и подвешивают к крюку. Чтобы предотвратить скольжение стропа при натяжении, в случае резкого крена ротора (якоря), строп накладывают не на ровную часть вала, а на то место, где имеется ступенька-переход от одного диаметра вала к другому. Для этой же цели к удлинителю приваривают специальное упорное кольцо, а подвеску на крюк делают в виде петли-удавки. Строп не должен находиться на шейке вала, касаться вентилятора, контактных колец, коллектора и обмотки. Если лобовые части обмотки статора выступают из корпуса, то между стропом и корпусом кладут предохранительный деревянный брусок.
После подвески стропа каждую его ветвь регулируют таким образом, чтобы при пробном натяжении стропа ротор находился в строго горизонтальном положении. Затем с помощью крана ротор приподнимают и сдвигают в сторону, показанную на рис. 2.15, а стрелкой, до того положения, пока строп не подойдет близко к лобовой части обмотки статора. Свободный конец вала опускают на заранее подготовленную шпальную выкладку, а конец ротора со стороны удлинителя — на сердечник статора, защищенный прокладкой из электрокартона 5 (можно использовать также ленточный строп). После этого осуществляют перестропывание, строп набрасывают на крюк и на бочку ротора по центру тяжести ротора (рис. 2.15, в).
Центр тяжести находят путем перемещения стропа по ротору с последующим натяжением его до такого положения, когда подвешенный ротор будет находиться в строго горизонтальном положении. После выверки натяжения стропа ротор окончательно выводят из расточки статора. При этом все время проверяют воздушный зазор.
Рис. 2.15. Способы вывода ротора (якоря) из статора:а- с помощью удлинителя из толстостенной трубы; б — с помощью скобы; в — уравновешиванием массы ротора (якоря); г — специальным приспособлением, установленным на станине электрической машины







