Устройство кшм двигателя ямз 240б
Коленчатый вал — стальной, изготовлен методом горячей штамповки. Шейки вала закалены токами высокой частоты. Коленчатый вал имеет семь коренных опор и шесть шатунных шеек. В шатунных шейках есть закрытые заглушками внутренние полости, где масло подвергается дополнительной центробежной очистке.
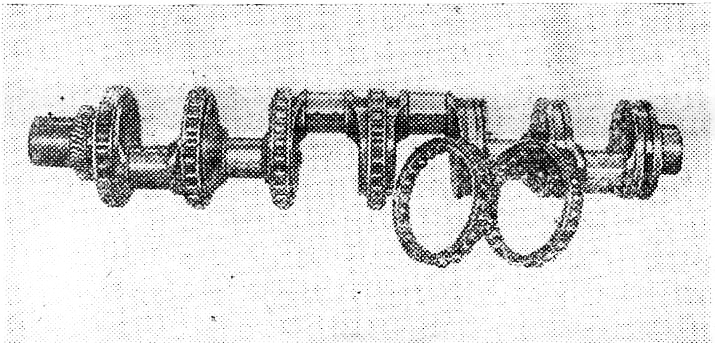
Рис. 1. Коленчатый вал и роликовые подшипники
Рекламные предложения на основе ваших интересов:
Шесть кривошипов вала расположены в трех плоскостях под углом 120° одинок другому.
На коническом хвостовике коленчатого вала установлена ступица маховика.
На переднем конце коленчатого вала установлен жидкостный гаситель крутильных колебаний. При ремонте двигателя следует помнить, что удары и вмятины на гасителе выводят его из строя, что неизбежно приведет к поломке коленчатого вала.
Коренными подшипниками коленчатого вала служат роликовые подшипники качения. Наружные кольца подшипников запрессованы в расточки картерной части блока и от осевых перемещений ограничены стопорными кольцами.
Роликовые подшипники не имеют внутренних колец, ролики работают непосредственно по беговым дорожкам, выполненным на опорных шейках коленчатого вала.
При износе беговых дорожек на опорных шейках вала допускается их перешлифовка на ремонтные размеры с соответствующей заменой роликовых подшипников.
Осевая фиксация коленчатого вала осуществляется двумя бронзовыми кольцами, установленными в выточки специального корпуса, прикрепленного к переднему торцу блока.
Маховик отлит из серого чугуна и крепится болтами к специальной ступице, установленной на коническом хвостовике коленчатого вала. Ступица напрессована на хвостовике вала с большим натягом, поэтому ее снятие и установку можно производить только с помощью спе-иального приспособления; нагревание ступицы при этом не допускается.
Зубчатый венец маховика служит для пуска двигателя стартером. Кроме того, в зацепление с зубчатым венцом вводится специальная шестерня механизма прово-рота при ручном проворачивании коленчатого вала. Механизм проворота смонтирован на картере маховика с правой стороны двигателя.
От переднего конца коленчатого вала производится отбор мощности для привода вентилятора системы охлаждения, компрессора пневмотормозов и генератора. Механизм отбора мощности смонтирован в расточке передней крышки блока, шлицевый валик механизма соединяется со шлицами специального фланца, установленного на переднем конце коленчатого вала.
Шатун представляет собой стальную фасонную поковку. Стержень его — двутаврового сечения; вдоль всего стержня просверлен канал для подачи смазки к подшипнику верхней головки шатуна.
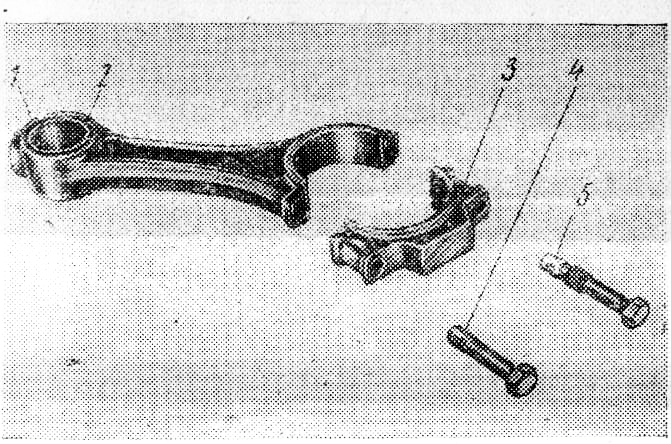
Рис. 2. Шатун:
1— шатун; 2 — втулка верхней головки; 3 — крышка; 4 — короткий болт крепления крышки шатуна; 5 — длинный болт крепления крышки
Нижняя головка выполнена с разъемом под углом 55° к оси стержня, что позволяет устанавливать и снимать комплект поршня с шатуном через цилиндр. Окончательную обработку шатун проходит в сборе с крышкой, вследствие чего крышки шатунов не взаимозаменяемы. У одного стыка имеются метки спаренности в виде условного числа, одинакового для обеих частей.
Подшипник нижней головки шатуна снабжен сменными вкладышами, а верхней — запрессованной бронзовой втулкой. Вкладыши нижней головки шатуна — сменные, тонкостенные. Верхний и нижний вкладыши взаимозаменяемы.
Для возможности ремонта коленчатого вала предусмотрены шесть ремонтных размеров вкладышей. Клеймо ремонтного размера и уменьшение диаметра шеек вала наносятся на тыльную сторону вкладыша недалеко от стыка.
При замене вкладышей очистите полости шатунных шеек коленчатого вала от отложений. При установке заглушек замените уплотнительные кольца.
Поршни отлиты из высококремнистого алюминиевого сплава. На поршне расположены три компрессионных и два маслосъемных кольца. Компрессионные кольца имеют трапецеидальное сечение. Маслосъемные кольца коробчатого сечения с расширителями. Наружная поверхность верхнего компрессионного кольца покрыта слоем пористого хрома. В головке поршня расположена камера сгорания. Поршень с шатуном соединяется пальцем плавающего типа, осевое перемещение которого в поршне ограничивается стопорными кольцами.
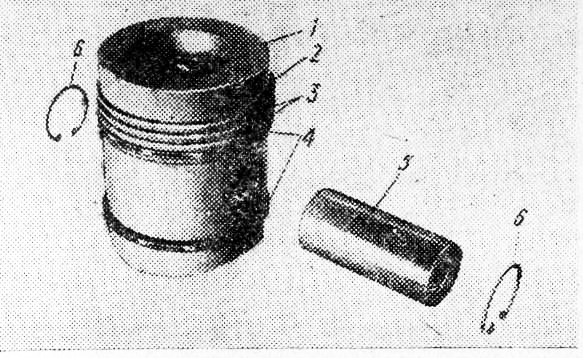
Рис. 3. Поршень:
1 — поршень; 2 — верхнее компрессионное кольцо; 3 — компрессионные кольца; 4 —маслосъемные кольца; 5 — поршневой палец; 6 — стопорные кольца
Для обеспечения точной посадки поршни и гильзы цилиндров разбиваются на шесть размерных групп, обозначаемых соответствующей маркировкой на днищах поршней и верхних торцах гильз.
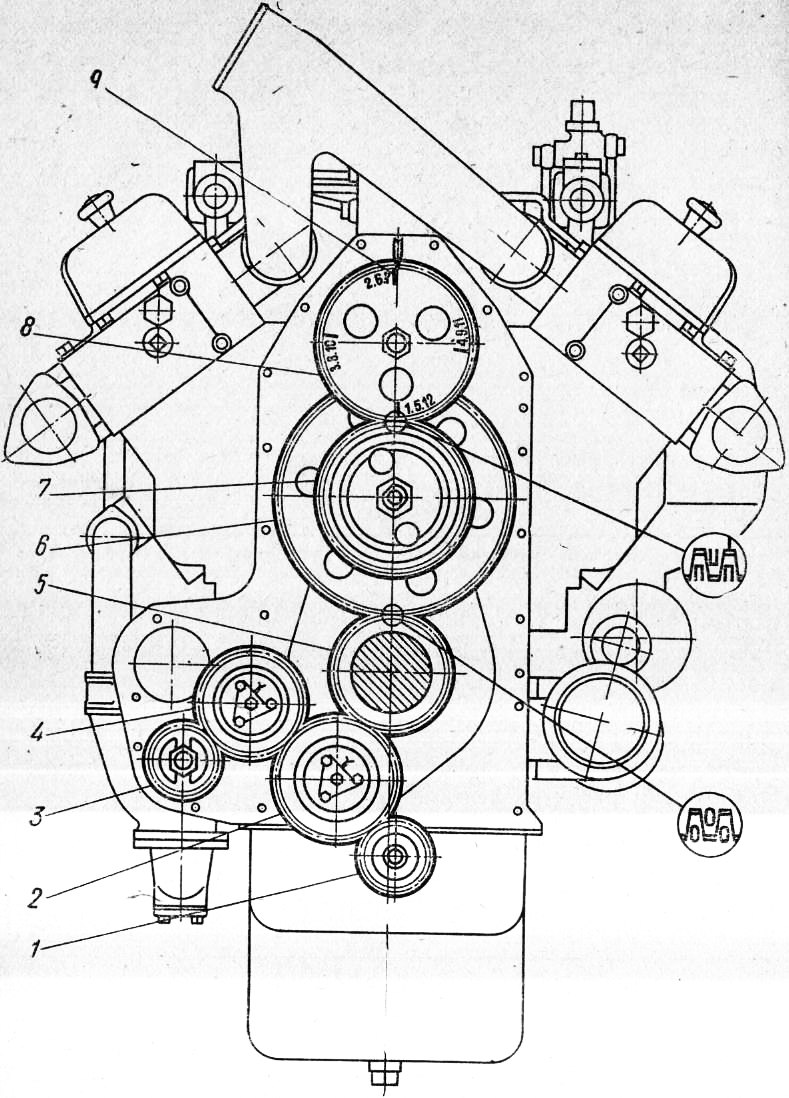
Рис. 4. Шестерни распределения и привода агрегатов:
Кривошипно-шатунный механизм
Кривошипно-шатунный механизм дизеля преобразует возвратно-поступательное движение поршня во вращательное движение коленчатого вала. Основные детали кривошипно-шатунного механизма дизеля ЯМЗ-240Б: гильзы цилиндров, поршни с поршневыми пальцами и кольцами, шатуны и коленчатый вал с подшипниками, маховик.
Гильза цилиндра изготовлена из легированного чугуна. Внутренняя ее поверхность (зеркало) упрочнена закалкой. Гильза имеет опорный фланец и два направляющих пояса. В канавках нижнего пояса установлены два уплотнительных и одно анти-кавитационное кольца. Гильза запрессована в блок-картер до упора верхним фланцем в кольцевую выточку блока. Гильзы цилиндров называют мокрыми вследствие наличия между гильзами и блоком полости для доступа охлаждающей жидкости.
Поршень изготовлен из высококремнистого алюминиевого сплава. В его головке выполнена ω -о бразная выемка, которая служит камерой сгорания. В поршне предусмотрены две внутренние бобышки с отверстиями для поршневого пальца и пять кольцевых канавок для размещения трех компрессионных и двух маслосъемных колец. Чтобы поршень при нагреве не заклинивало в цилиндре, дизель собирают так, чтобы между поршнем и цилиндром оставался зазор 0,19. 0,21 мм. Точность посадки обеспечивается подбором совместно работающих поршней и гильз одной из шести размерных групп (табл. 3). Маркировку размерных групп наносят на днище поршня и на верхний торец гильзы.
Поршневой палец соединяет поршень с шатуном. Он может перемещаться вдоль оси бобышек и поэтому отнесен к типу плавающего. Перемещение поршня ограничено стопорными шайбами, установленными в выточках бобышек.
Компрессионные кольца имеют трапецеидальное сечение. Наружная поверхность верхнего кольца покрыта слоем пористого хрома. Маслосъемные кольца — коробчатого сечения с расширителями.
Шатун изготовляют из стали двутаврового сечения. Он имест две головки. В верхнюю головку запрессована бронзовая втулка, к которой подается масло из нижней головки по осевому сверлению в стержне шатуна. Нижняя головка имеет разъем под углом 55° к оси стержня, что позволяет устанавливать и снимать ша-тунно-поршневой комплект через цилиндр. Крышки нижних головок обрабатывают в сборе с шатунами, поэтому они не взаимозаменяемы. Метки на парных деталях в виде одинаковых условных чисел и риски наносят на обе части шатуна около одного из стыков. На стыке шатуна с крышкой выполнены треугольные зубья, препятствующие радиальному сдвигу крышки относительно шатуна. В осевом направлении крышка зафиксирована штифтом, который запрессован в шатун и входит в паз крышки. В нижнюю головку шатуна устанавливают сменные тонкостенные вкладыши, основание которых из стали, а рабочий слой — из свинцовистой бронзы. Верхний и нижний вкладыши взаимозаменяемы.
Коленчатые валы дизелей ЯМЗ изготовляют штамповкой из стали. Шейки вала закалены токами высокой частоты. В щеках вала просверлены каналы для подвода масла к полостям в шатунных шейках. В этих полостях (они закрыты заглушками) масло подвергается дополнительной центробежной очистке.
Коленчатый вал дизеля ЯМЗ-240Б имеет семь коренных опорных и шесть шатунных шеек. Кривошипы вала расположены в трех плоскостях под углом 120° одна к другой. На одном конце вала установлен гаситель крутильных колебаний, на другом — маховик. На опорных шейках выполнены беговые дорожки, служащие внутренними кольцами для однорядных подшипников качения с короткими цилиндрическими роликами. Наружные кольца подшипников запрессованы в расточки блок-картера. Их осевые перемещения ограничены стопорными кольцами.
При износе опорных и шатунных шеек вал перешлифовывают на следующий ремонтный размер, роликовые подшипники (табл.4) и шатунные вкладыши (табл. 5) заменяют. В осевом направлении коленчатый вал фиксируют двумя бронзовыми кольцами 3 и 15 (рис. 4), установленными в корпусе 10 упорного подшипника. Последний крепят к переднему торцу блок-картера 11.
Гаситель крутильных колебаний предназначен для уменьшения колебаний, возникающих при совпадении частоты собственных колебаний вала с частотой вспышек в цилиндрах. Гаситель поглощает энергию колебаний за счет сил трения.
Он состоит из корпуса 4, бронзовой втулки 5, ступицы 2 и диска 8. Зазоры между диском и корпусом заполнены вязкой полиметилсил-оксановой жидкостью. Эту жидкость заправляют через два отверстия, после чего их закрывают пробками и запаивают. Неисправный гаситель не только не снижает крутильные колебания, но и создает момент инерции, дополнительно нагружающий вал.
В расточке передней крышки корпуса дизеля установлен механизм привода (рис. 5) следующих вспомогательных агрегатов: вентилятора системы охлаждения, компрессора пневмосистемы и генератора системы электрооборудования. В этом механизме крутящий момент от носка коленчатого вала передается на ступицу 4 через ступицу 17, валик 3, приводной вал 15 и сегментную шпонку 8. К ступице 4 крепят шкив клиноременной передачи. Смазочный материал к шлицам соединительного валика и к подшипникам 11 и 14 поступает через калиброванное отверстие А в пробке 18.
Коленчатый вал дизеля ЯМЗ-238НБ имеет пять коренных опорных и четыре шатунных шейки. Для уравновешивания дизеля и разгрузки коренных подшипников от инерционных сил предусмотрены противовесы на щеках, а также выносные массы на маховике и переднем конце вала. В осевом направлении вал зафиксирован четырьмя бронзовыми полукольцами, которые установлены в выточках задней коренной опорной шейки и застопорены штифтами, запрессованными в крышку заднего коренного подшипника. В нижних полукольцах выполнены пазы. Коленчатый вал балансируют в сборе с противовесами.
При износе опорных шеек вал перешлифовывают на следующий ремонтный размер (табл. 6). Изношенные шатунные шейки восстанавливают так же, как на коленчатом валу дизеля ЯМЗ-240Б (см. табл. 5).
При перешлифовке шеек вала необходимо обеспечить плавный радиус перехода (5,95. 6 мм) от шеек к щекам без подрезов, прижогов и грубых рисок; шероховатость Ra поверхности шеек и радиусов перехода не должна превышать 0,32 мкм. Во избежание образования шлифовочных трещин, снижения усталостной прочности и нарушения балансировки вала запрещается перешлифовывать шатунные шейки с диаметра 88 мм на 85 мм , а коренные— с диаметра 110 мм на 105 мм .
Маховик предназначен для равномерного вращения коленчатого вала, вывода поршней из мертвых точек и облегчения пуска двигателя. Его изготовляют из серого чугуна. Маховик крепят болтами к специальной ступице, установленной на коническом хвостовике коленчатого вала. Ступица насажена с большим натягом, поэтому снимать и устанавливать ее можно только с помощью специального приспособления; нагревание ступицы при этом не допускается. На обод маховика напрессован зубчатый венец, необходимый для пуска дизеля стартером и проворачивания коленчатого вала вручную.
Коленчатый вал дизеля ЯМЗ-240Б можно проворачивать также специальным ломиком, который вставляют в одно из радиальных отверстий в маховике через нижний лючок его картера. Коленчатый вал дизеля ЯМЗ-238НБ проворачивают ключом за болт крепления шкива или ломиком, вставляемым в отверстия маховика.
Техническое обслуживание кривошипно-шатунного механизма. При эксплуатации дизеля ЯМЗ-240Б не требуется периодическое техническое обслуживание кривошипно-шатунного механизма. На дизеле ЯМЗ-238НБ через каждые 3000 мото-ч проверяют состояние поршневых колец и вкладышей шатунных и коренных подшипников, проводят текущий ремонт.
Текущий ремонт кривошипно-шатунного механизма. В процессе эксплуатации возможно возникновение следующих неисправностей кривошипно-шатунного механизма (табл. 7), для устранения которых необходима его разборка.
Поршневые кольца заменяют при снятых головке цилиндров и поддоне в такой последовательности.
1. Очищают верхний пояс гильзы от нагара, чтобы легче было извлекать поршень.
2. Отсоединяют и снимают крышку нижнем головки шатуна и извлекают поршень в сборе с шатуном из цилиндра (вверх). Если поршень необходимо отсоединить от шатуна, то извлекают стопорные кольца из бобышек поршня, нагревают поршень в масляной ванне до 353К (80°С) и вынимают поршневой палец.
3. Специальными щипцами (рис. 6), ограничивающими расширение кольца обоймой внутренним диаметром 142,5 мм , снимают старые поршневые кольца.
4. Очищают поршень от нагара так, чтобы не повредить торцовые поверхности канавок.
5. Перед сборкой тщательно промывают и смазывают детали моторным маслом. Масляные каналы продувают сжатым воздухом.
6. Соединяют поршень с шатуном. Поршневой палец при этом должен свободно входить в нагретый поршень. Поршень устанавливают так, чтобы камера сгорания в поршне была смещена в сторону топливного насоса высокого давления. Метки на шатуне и его крышке должны быть одинаковыми, а риски совпадать. Резьбу и опорные торцы головок болтов крепления крышек шатунов смазывают моторным маслом и затягивают в два приема начиная с длинного болта (сначала моментом 100 Н-м, а затем 200. 220 Н-м).
Надевают кольца на поршень в последовательности, обратной снятию. Компрессионные кольца ставят скошенной стороной и клеймом верх к головке поршня. Замки соседних поршневых колец разворачивают в противоположные стороны в плоскости поршневого пальца.
Устанавливают в гильзу цилиндра специальную оправку (рис. 7) с конической внутренней поверхностью и центрирующим буртиком.
Помещают в цилиндр шатунно-поршневой комплект, последовательно утапливая кольца в поршневые канавки и осаживая его вначале внутрь оправки, а затем внутрь гильзы цилиндра.
Резиновые кольца на гильзах цилиндров заменяют, сняв головки цилиндров, шатунно-поршневые комплекты и поддон. Операции выполняют в такой последовательности.
Вводят приспособление (рис. 8) во внутреннюю полость гильзы и зацепляют планкой 1 за нижний торец гильзы.
Надевают приспособление направляющими втулками 4 на шпильки блок-картера.
Выпрессовывают гильзу из блока, вращая за рукоятки гайку 6.
С гильзы цилиндра снимают уплотнительные и антикави-тационные кольца.
Тщательно очищают гильзу от продуктов коррозии и накипи и смазывают тонким слоем моторного масла.
Устанавливают в канавки гильзы уплотнительные и анти-кавитационные кольца, не допуская их порезов, перекосов, скручивания и механических повреждений.
Помещают гильзы в сборе с кольцами в соответствующие расточки блока.
Протирают хлопчатобумажной салфеткой и смазывают моторным маслом гильзы цилиндров и шатунные шейки вала.
Устанавливают шатунно-поршневые комплекты в гильзы цилиндров и крепят болтами крышки шатунов. Затем проверяют суммарный осевой зазор между торцами нижних головок шатунов и щеками вала (должен быть 0,15. 0,70 мм ). Измерять зазор необходимо между торцами шатунов, а не крышек. Не допускается выступа-ние крышек за торец шатуна. Этот дефект устраняют, ослабив болты и сдвигая крышки легкими ударами резинового молотка. Дальнейшая сборка дизеля производится в последовательности, обратной разборке.
Венец маховика заменяют, предварительно сняв системы очистки воздуха и выпуска отработавших газов, капот облицовки, вентилятор-пылеотделитель системы вентиляции и отопления кабины, карданный вал коробки передач, полужесткую муфту и редуктор привода насосов и крышку переднего люка пола кабины, а также отсоединив привод подачи топлива и электропроводы от датчиков ТМ100, ТМ103 (установлены в водяных трубах) и ММ355 (установлен в корпусе турбокомпрессора на дизеле ЯМЗ-238НБ). Венец маховика снимают в такой последовательности.
1. Отгибают усы замковых пластин болтов крепления маховика.
2. Вывертывают болты крепления маховика к ступице.
Ввертывают два технологических болта Ml2 в отверстия маховика до упора в торец ступицы и снимают маховик. (Во избежание перекоса маховика болты необходимо вворачивать одновременно.)
Вывертывают болты крепления и спрессовывают с маховика венец.
Затем маховик очищают от загрязнений и продуктов коррозии, промывают в дизельном топливе, после чего напрессовывают на него новый венец, который закрепляют болтами. Сборку выполняют в последовательности, обратной разборке.
Коренные и шатунные подшипники заменяют следующим образом. При замене шатунных вкладышей предварительно снимают котел предпускового обогрева и поддон. Для замены коренных подшипников необходимо также снять коленчатый вал. На дизеле ЯМЗ-240Б это связано с демонтажом шатунно-поршневых комплектов, а также механизмов и деталей, установленных на носке (привод вспомогательных агрегатов, гаситель крутильных колебаний, упорный подшипник) и на хвостовике (маховик, ступица маховика) коленчатого вала, а на дизеле ЯМЗ-238НБ — с выполнением тех же операций (за исключением демонтажа гасителя крутильных колебаний) и дополнительно демонтажа передней крышки блока цилиндров и картера маховика. При замене подшипников коленчатых валов необходимо следить, чтобы размеры подшипников соответствовали размерам шеек валов (см. табл. 4—6). Крышки коренных подшипников (в дизеле ЯМЗ-238НБ) невзаимозаменяемы; при их установке клеймо на крышке должно соответствовать клейму на блоке.







