- Контрольно-измерительные машины
- Схема использования измерительного робота для сортировки проконтролированных изделий на размерные группы. Технические характеристики координатной измерительной машины российской фирмы «ЛАПИК»: конструкция механической части, скорость перемещения.
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
- Координатно-измерительные машины
- Сферы применения КИМ
- Конструктивные исполнения координатно-измерительных машин
- Консольные
- Портальные
- Мостовые
- Шарнирно-сочлененные манипуляторы типа «рука»
- Датчики для координатно-измерительных машин
- Контактные измерительные системы
- Лазерные трекеры
- Что влияет на точность измерений?
- Решение метрологических задач при помощи станков MULTICUT
Контрольно-измерительные машины
Схема использования измерительного робота для сортировки проконтролированных изделий на размерные группы. Технические характеристики координатной измерительной машины российской фирмы «ЛАПИК»: конструкция механической части, скорость перемещения.
| Рубрика | Производство и технологии |
| Вид | лекция |
| Язык | русский |
| Дата добавления | 11.05.2016 |
| Размер файла | 1,2 M |

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru//
Размещено на http://www.allbest.ru//
В мелкосерийном и среднесерийном производстве при частой сменяемости выпускаемых изделий широкое применение находят контрольно-измерительные машины: измерительные роботы и координатно-измерительные машины (КИМ). С их помощью автоматизируются процессы измерения и наладки в автоматизированных комплексах машиностроения.
Измерительные роботы — автоматические измерительные устройства, отличающиеся хорошими манипуляционными свойствами, высокими скоростями перемещений и измерений.
Измерительные роботы могут выполнять типовые контрольные операции: качественная оценка состава рабочей среды; установление присутствия определенных объектов, их счет, определение расположения, сортировка; оценка значения параметров деталей. Типовая структура измерительного робота показана на рисунке 2.16.
Рис. 2.16. Схема измерительного робота
Датчики d служат для определения вариаций измеряемых параметров в запястье 1 и шарнире 2 захватного устройства 3. Область применения — механическая обработка, сборка, шлифовка, упаковка, а при использовании датчиков визуальной информации (телекамера) геометрическое распознавание внешней среды в двух- и трехмерном геометрическом пространстве и т.д. Захватные устройства могут быть механическими, вакуумными, электромагнитными. Базы данных и знаний содержат информацию о последовательности действий, позициях и времени выполнения операций, набор возможных объектов, образцовых значений. Датчики d могут определять наличие объекта, его положение, регулировать усилие захватного устройства и т.д.
Измерительные роботы позволяют выполнять работы в труднодоступных (морское дно, космос и т.п.) и опасных для здоровья (запыление пространства, радиация, взрывоопасность и т.п.) местах, сократить утомительные операции, простои оборудования.
На рисунке 2.17 (а) показана схема использования измерительного робота для сортировки проконтролированных изделий на размерные группы.
Рис. 2.17. Схема измерительного робота-рассортировщика
Проконтролированные изделия подаются транспортным диском 1 в зоны захвата 2 робота 3. Система управления обеспечивает такие перемещения робота 3, при которых изделия сбрасываются в нужную ячейку приемника 4.
Конструкция робота показана на рисунке 2.17 (б). После запуска робота от пульта управления 2 приводится в действие привод 13 продольного перемещения манипулятора 10, который перемещается до тех пор, пока не сработает фотореле, состоящее из осветителя 4 и фоторезистора 3. Это фотореле по отражению света обнаруживает наличие детали между губками 5 и 7 захватного устройства манипулятора. По сигналу фотореле привод 13 отключается и включается привод 12 поперечного перемещения. Привод перемещает кисть захватного устройства до тех пор, пока деталь не окажется между губками 5 и 7 и не произойдет затемнения фотодиода фотореле 6. Затем включается привод 9 сжатия кисти и блок коммутации. Датчик 8 габаритных размеров захваченной детали через схемы сравнения вводит необходимые программы с координатами точек доставки детали. Для этой цели служат также датчик 1 продольного и датчик 11 поперечного положения манипулятора 10. Когда заданное положение кисти будет достигнуто, приводы отключаются, деталь освобождается, и цикл перемещения робота повторяется.
В более сложных робототехнических комплексах захватное устройство находит в строго фиксированных местах нужное измерительное средство и осуществляет качественную и количественную оценку параметров изделия.
Новые возможности для современного производства создают широкоуниверсальные, автоматические, достаточно гибкие средства контроля — координатные измерительные машины (КИМ). С их применением повышается точность и достоверность результатов измерения. Использование принципов оперативного и диалогового программирования дало возможность применения КИМ как универсального средства контроля в единичном и мелкосерийном производствах.
В КИМ используется координатный метод измерения, сводящийся к последовательному нахождению координат ряда точек изделия и последующему расчету размеров, отклонений размера, формы и расположения в соответствующих системах координат. Структурная схема КИМ представлена на рисунке 2.18. измерительный машина робот
Рис. 2.18. Структурная схема КИМ
Рис. 2.19. КИМ фирмы dEA и измерительная головка
Конструкция КИМ реализует идею мехатронных систем в станкостроении и обеспечивает высокую жесткость корпуса 1 и прецизионное функционирование механики. Использование виброопор обеспечивает высокоточные измерения даже без использования специального фундамента. Измерительная головка 2 является одним из основных элементов КИМ, т.к. её погрешность непосредственно входит в результат измерения. Функциональные возможности измерительной головки во многом определяют функциональные возможности КИМ, классы поверхностей и объем параметров изделий, доступные для контроля. В КИМ используются различные типы измерительных головок в зависимости от встречающихся на практике метрологических задач. В любом случае измерительная головка дает первичную измерительную информацию, на основе которой определяются размеры детали. Эта информация может быть получена или в виде фактических координат точек проверяемой поверхности или в виде отклонений этих координат от заданных в определенном направлении.
Датчики 3 больших перемещений обеспечивают измерение перемещений измерительной головки 2 относительно измеряемой детали по пространственным координатам X,Y, Z. Автоматическое управление перемещениями измерительной головки 2 в рабочем пространстве КИМ осуществляется от вычислительного управляющего устройства 6 с погрешностью позиционирования до 0,05 мкм. Связь вычислительно-управляющего устройства с приводами перемещения измерительной головки обеспечивается интерфейсом 4. Отображение результатов измерений обеспечивается блоком цифровой индикации координат 5 и печатающим устройством 7, которые позволяют оператору контролировать движение измерительной головки и выполнение программы, находясь непосредственно у измеряемой детали. КИМ может быть оснащена графопостроителем 8.
КИМ позволяет осуществить переход от контроля размеров к контролю форм в лабораторных и цеховых условиях и позволяют проводить измерения крупногабаритных деталей сложной формы размером до трех метров, таких как: корпусные изделия машиностроения, турбины, прессформы, штампы. Для них характерны высокая прецизионность и производительность (таблица 2.1)
Таблица 2.1. Технические характеристики КИМ российской фирмы «ЛАПИК»
Координатно-измерительные машины
Контроль размеров готовой продукции всегда был узким местом в машиностроении. С момента появления массового производства и до настоящего времени на многих предприятиях до сих пор пользуются ручным мерительным инструментом. И основная проблема состоит в скорости проведения измерений, а также в записи и систематизации результатов. Распространение оборудования с ЧПУ только усугубило эту проблему. Увеличились производительность станков, сложность и ассортимент выпускаемых изделий.
В медицинской, авиастроительной, аэрокосмической и машиностроительной отраслях наблюдается непрерывный рост требований к точности. И погрешность у современных средств измерений должна быть на порядок выше, чем у станка. Одним из наиболее современных решений метрологических задач в машиностроении считается применение координатно-измерительных машин (КИМ). Устройства этого класса позволяют контролировать формы высокой сложности, делать это быстро и с высокой повторяемостью результата.
Сферы применения КИМ
КИМ машина используют координатный метод измерения, суть которого заключается в последовательном нахождении координат точек, заданных оператором измерительной машины или управляющей программой. После определения их пространственного положения (координат X, Y и Z) координатно-измерительная машина рассчитывает геометрию объекта. Формат вывода результатов измерений зависит от поставленных задач и интеграции с другим оборудованием.
Координатно-измерительные машины используются в лабораториях (помещениях с постоянным контролируемым микроклиматом) и в рабочих цехах.
КИМ используются для решения задач двух типов:
- Контроль качества готовой продукции. Изготовленные на станках с ЧПУ детали устанавливаются на рабочий стол машины, где проводятся контрольные замеры. Результаты выводятся на монитор, и, если реальные размеры выходят за пределы полей допуска, технолог принимает решение о необходимости коррекции управляющей программы для станка с ЧПУ. Если КИМ и станок с ЧПУ интегрированы в единую систему, возможно настроить их работу на автоматическое изменение параметров задания, влияющих на контролируемые размеры. То есть КИМ могут корректировать работу управляющих программ для станков с ЧПУ без участия оператора или технолога.
- Создание математических моделей реальных объектов. Координатно-измерительные машины успешно применяются в автоматизированном проектировании. Построение пространственных моделей реальных объектов высокой сложности при помощи КИМ требует значительно меньше времени, чем проведение измерений вручную Разница составляет один – два порядка. Координатно-измерительная машина строит графические модели объектов, которые можно передавать в CAD-CAM систему и тут же формировать управляющую программу для создания копий.
Также КИМ используются для контроля качества сборки при производстве металлоконструкций, магистральных инженерных сетей, при проведении механосборочных работ.
Конструктивные исполнения координатно-измерительных машин
Компоновка базовой части контрольно-измерительной машины определяется габаритами и массой измеряемых деталей, а также требованиями к точности и производительности. Кроме того, она должна соответствовать принципу Аббе (исключать погрешности механических и электронных люфтов), компенсировать деформации, вызванные массой измеряемых деталей, иметь достаточно рабочего пространства и быстро перемещать измерительную головку.
Существующие в настоящее время КИМ можно разделить на несколько типов по конструктивному исполнению.
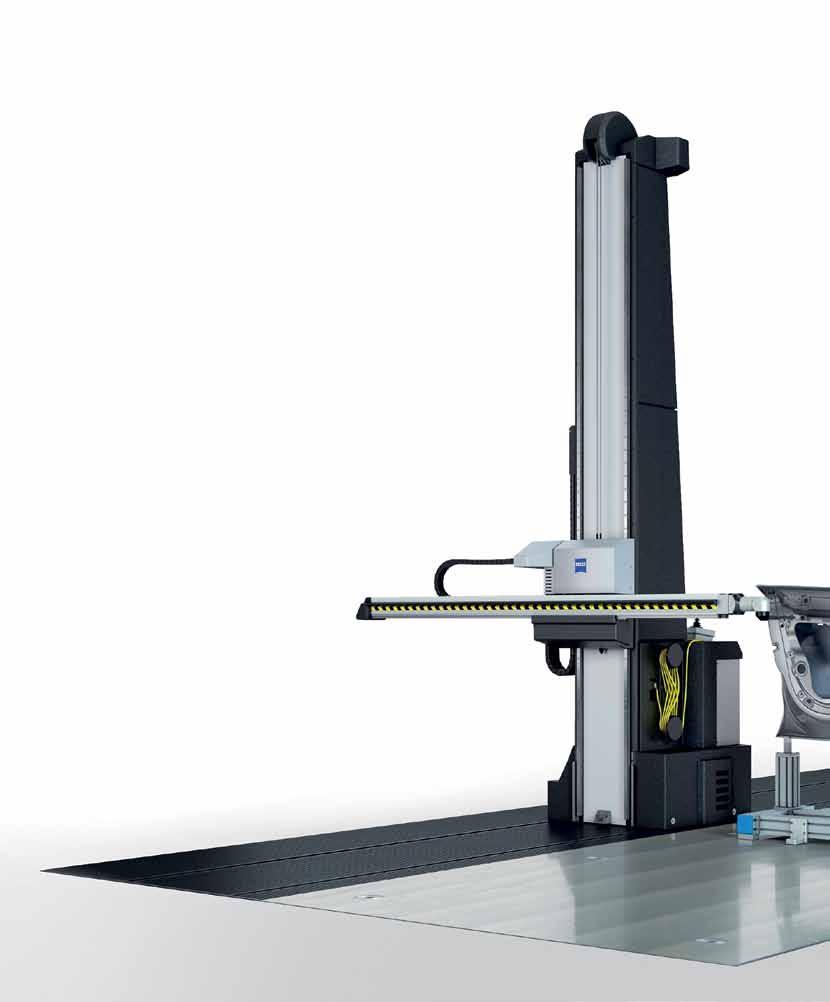
Консольные
Базовая часть консольной координатно-измерительной машины внешне и по принципу работы напоминает напольный сверлильный станок. Она состоит из:
- жестко установленной вертикальной стойки;
- консоли, которая способна вращаться на 360° в горизонтальной плоскости и перемещаться вертикально;
- каретки, которая движется вдоль консоли;
- пиноли, на которой закреплена измерительная головка.
Консольные КИМ подходят для измерения крупногабаритных деталей, работают достаточно быстро, но не способны давать высокой точности.
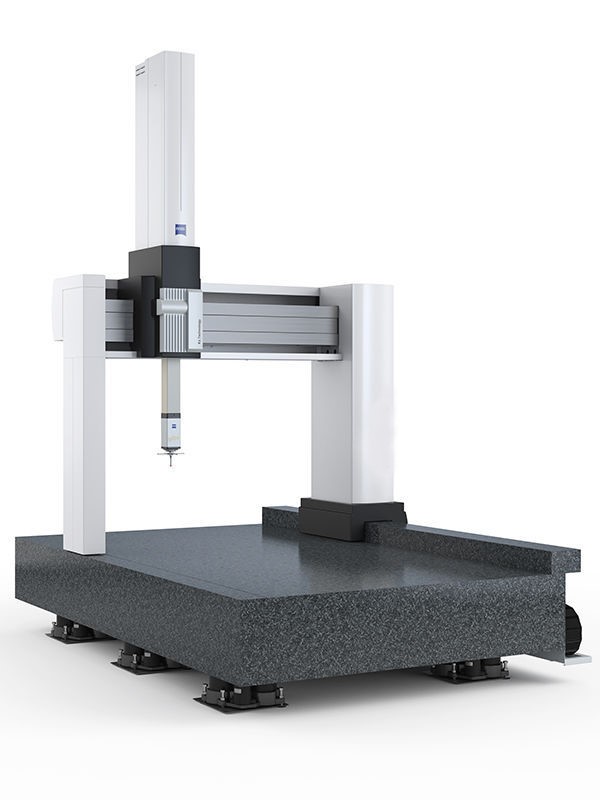
Портальные
Наиболее распространенной считается портальная компоновка координатно-измерительных машин. В состав машины входят:
- горизонтальный портал на П-образных стойках;
- каретка, движущаяся по его балке;
- пиноль с вертикальным перемещением;
- рабочий стол.
Различают модели с подвижным порталом и с подвижным столом.
К преимуществам такой компоновки относятся простота установки детали, хороший обзор рабочего пространства, высокая жесткость конструкции, что дает высокую точность измерений в сочетании с хорошей производительностью.
Мостовые
У мостовой в сравнении с портальной КИМ компоновкой значительно снижена масса подвижных частей, за счет чего повышается точность измерений. Установка детали возможна только через верх или со стороны, противоположной «дому» моста.
Шарнирно-сочлененные манипуляторы типа «рука»
Манипуляторы – преимущественно переносные конструкции. Они состоят из основания (треноги) из рукояти и нескольких шарнирно-сочлененных колен, на последнем из которых размещена измерительная головка. Основные преимущества таких установок — мобильность и высокая скорость измерений. Главный недостаток — сравнительно низкая точность, обусловленная способом определения координат. В шарнирах манипулятора «координатно измерительная рука» установлены датчики угловых перемещений. Они посылают сигналы, по которым система управления КИМ высчитывает положение контрольной точки, последовательно суммируя координаты каждого шарнира.

Датчики для координатно-измерительных машин
Скорость работы КИМ с определенными объектами сканирования и показатели предельных отклонений зависят не только от конструкции машины, но и от используемых датчиков. Наилучшие результаты в решении метрологических задач дают контактные и оптические преобразователи.
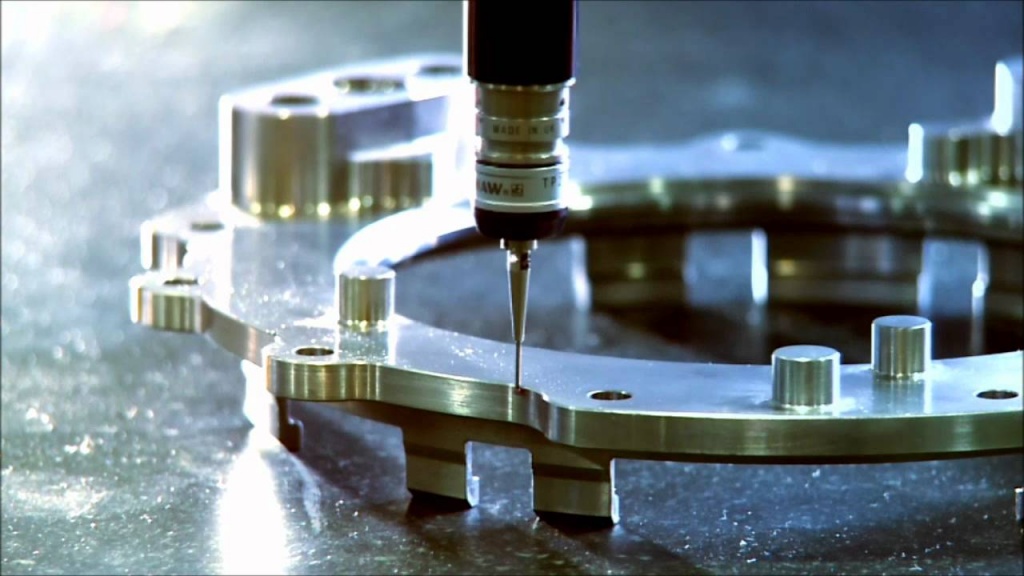
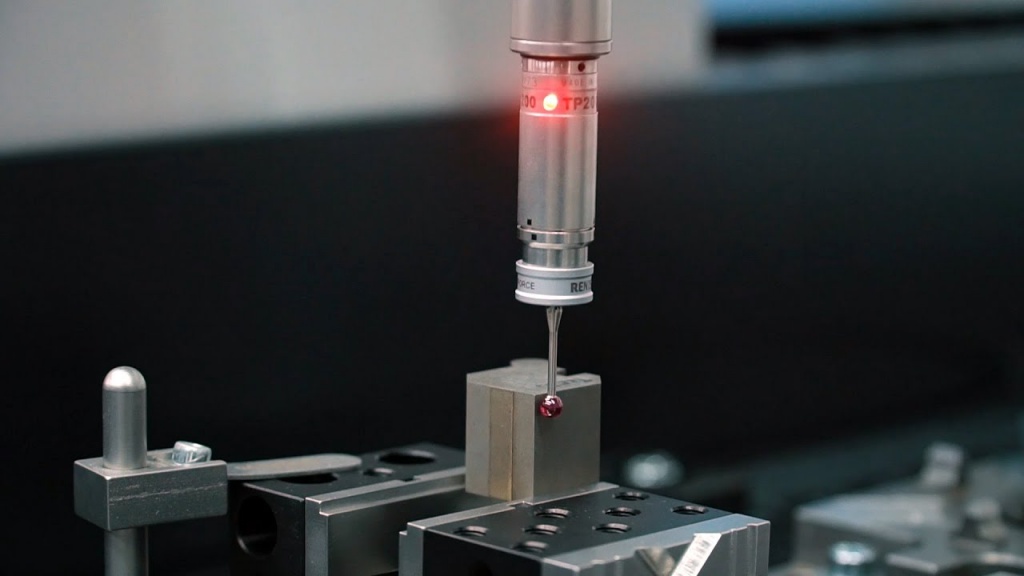
Контактные измерительные системы
Координатный датчик контактной измерительной системы представляет собой щуп, который подает сигнал при касании к измеряемому объекту.
В наиболее современных измерительных головках есть функция поворота на фиксированные углы, что дает возможность работать на объектах со сложной формой поверхности. Помимо расчета координат отдельных точек контактные датчики позволяют определять линейные размеры и форму поверхности. Также существуют преобразователи для определения шероховатости поверхности.
Одна из характеристик контактного датчика – время измерения. Для разных моделей оно составляет от десятых долей до нескольких секунд и оказывает значительное влияние на производительность КИМ.
Лазерные трекеры
Оптические преобразователи с лазерными излучателями (лазерные трекеры) предназначены для быстрого сканирования 3D объектов, линейные размеры которых могут превышать 100 м. Принцип работы датчика основан на измерении расстояния от излучателя до отражателя.
Специальная призма устанавливается вблизи измеряемого объекта. Излучатель посылает на нее сигнал и регистрирует его отражение. После калибровки отражающая призма устанавливается на поверхность объекта. Оператор координатно измерительной машины перемещает ее по контрольным точкам, а излучатель автоматически следует за ней. Фиксация координат выполняется автоматически или вручную (с пульта ДУ).
Что влияет на точность измерений?
У любого прибора есть погрешность измерений, и она может увеличиться в зависимости от окружающих условий. Выше было упомянуто влияние массы измеряемой детали, которая при установке на рабочий стол деформирует конструкции КИМ. Кроме этого, на точность влияют:
- Температура. Ее изменение по-разному влияет на линейные размеры машины и измеряемого объекта.
- Запыленность. Наличие взвешенных в воздухе частиц влияет на показания оптических датчиков.
При выборе координатно-измерительной машины следует обратить внимание на допустимые условия эксплуатации. Некоторые модели можно эксплуатировать только в стабильных температурных условиях, другие рассчитаны на работу в действующих цехах, и в их управляющих системах есть алгоритмы компенсации погрешностей.
Решение метрологических задач при помощи станков MULTICUT
Станки MULTICUT портальной конструкции способны решать обе задачи КИМ: создание 3D-моделей по существующему образцу и контроль размеров готовых деталей. На шпиндель можно установить контактный датчик и выполнить сканирование с заданным шагом. Применяемые нами стойки ЧПУ позволяют сохранять данные измерений, передавать их в совместимые CAD-CAM системы для обработки.
В базовую комплектацию каждого станка MULTICUT включен датчик поверхности, предназначенный для калибровки режущего инструмента. Он устанавливается на рабочий стол. Вынос инструмента определяется методом касания. Для получения дополнительных консультаций по комплектации станков свяжитесь с представителем компании через обратную связь или по телефону.







