Устройство коленчатого вала двигателя зил 130
Примечания: 1. Координаты центра тяжести указаны от упорного торца коленчатого вала.
2. Моменты инерции указаны с установленными на шатунные шейки грузами, масса которых эквивалентна массе деталей шатун но-поршневой группы, связанных с одним кривошипом.
С целью дальнейшего повышения уравновешенности двигателей в настоящее время шатуны по массе подгоняют к одной величине (ранее их разбивали по массе на четыре группы). Вследствие этого масса шатунов несколько повышается из-за увеличения размеров бобышек для подгонки их массы, расположенных на верхней головке шатуна и его крышке. В связи с этим введены дополнительные выносные противовесы на шкиве коленчатого вала и маховике двигателя ЗИЛ-130.
В коленчатом валу имеются каналы для подвода смазки от коренных вкладышей к шатунным, а в шатунных шейках—закрытые резьбовыми пробками полости большого диаметра, уменьшающие массу неуравновешенных частей коленчатого вала и одновременно служащие для центробежной очистки масла, подаваемого для смазки шатунных подшипников.
В качестве упорного используется первый коренной подшипник коленчатого вала. Для предотвращения утечки масла на переднем конце коленчатого вала в гнезде передней крышки блока установлен резиновый каркасный сальник. На заднем конце вала для этой цели предусмотрены: дренажная канавка в задней части вкладыша коренного подшипника с отверстием для слива масла, маслосбрасывающий гребень на коленчатом валу, сальник из асбестовой набивки, расположенный в канавке блока и крышки коренного подшипника, микрошнек на шейке вала в зоне под этой набивкой, резиновые уплотнители между горизонтальными поверхностями стыка крышки коренного подшипника и блока цилиндров и деревянные уплотнители между вертикальными соприкасающимися поверхностями этих деталей. Для повышения эффективности работы сальника перед ним на коленчатом валу сделана винтовая маслосгонная канавка. Чтобы предотвратить проворачивание сальниковой набивки, она насажена на штифт, установленный в канавке крышки коренного подшипника.
Несмотря на то что при многочисленных испытаниях двигателей как на стенде, так и в дорожных условиях уплотнение заднего конца коленчатого вала работало надежно, в некоторых случаях наблюдалась течь масла через это уплотнение. Чтобы установить причины течи масла, были проведены специальные исследования по выяснению влияния различных факторов на эффективность работы уплотнения. В результате было установлено следующее:
— наибольшее разрежение за уплотнением (в зоне маховика) при п = 2200 об/мин составляет всего лишь 5 мм вод. ст. и, естественно, не может вызвать течи масла через уплотнение;
— течь масла через уплотнение начинается только при повышении давления перед сальником до 1,5 кгс/см2 при п = 500 об/мин; с повышением частоты вращения давление, приводящее к течи масла через уплотнение, повышается и при п = 2500 об/мин составляет 2 кгс/см2, это свидетельствует о высокой эффективности уплотнения вала;
— при стендовых испытаниях течи масла через уплотнение заднего конца коленчатого вала не наблюдается даже при удалении асбестовой набивки;
— при снятой сальниковой набивке течь масла через уплотнение начинается только при появлении избыточного давления в масляном картере. При п = 3000 об/мин давление, вызывающее течь масла, равно 25 мм вод. ст.;
— при уменьшении диаметрального зазора в зоне винтовой маслосгонной канавки с 1,50 до 0,50 мм давление, при котором начинается течь масла, если снята сальниковая набивка, повышается до 80 мм вод. ст. при п — 3000 об/мин;
— увеличение размеров канавки в блоке и крышке коренного подшипника, в которой расположен маслосбрасывающий гребень коленчатого вала, при испытаниях без набивки приводит к резкому снижению давления масла, вызывающему течь через уплотнение, что, очевидно, связано с уменьшением скорости циркуляции воздуха в канавке увеличенных размеров;
— увеличение площади отверстия, отводящего масло из дренажной канавки вкладыша, практически не влияет на давление, при котором начинается течь масла через уплотнение заднего конца коленчатого вала.
В конечном итоге был уменьшен диаметральный зазор в зоне маслосгонной канавки до 0,50 мм.
Появление течи масла через уплотнение заднего конца коленчатого вала во время эксплуатации вызывается проворачиванием асбестовой набивки или высыханием (с соответствующим уменьшением размеров) боковых уплотнителей крышки пятого коренного подшипника.
Исследованию подвергались различные набивки, отличающиеся формой плетения нитей и их количеством, материалом нитей и их пропиткой, размерами и формой набивки. Предварительные испытания образцов на машине трения позволили отобрать набивку, имеющую минимальный коэффициент трения и значительное время сохраняющую эластичность. Эта набивка имеет сердечник и внутреннюю оплетку из пеньковой пряжи, а наружную оплетку — из асбестовой нити. Набивка пропитана моторным маслом АС-8 с добавкой талька и графита.
Отобранные образцы набивок были испытаны на двигателе, работающем на режиме максимальной мощности при температуре масла в картере 120° С. Эти испытания подтвердили высокие качества выбранной набивки.
Чтобы устранить течь масла через уплотнение, возникающую в связи с высыханием боковых уплотнителей крышки заднего коренного подшипника, были разработаны режимы просушки деревянных уплотнителей, их пропитки в трансформаторном масле и последующей просушки на воздухе. Эти мероприятия обеспечили достаточную стабильность размеров уплотнителей при хранении и работе.
Для определения путей дальнейшего повышения прочности вала были проведены сравнительные испытания нормализованных и улучшенных коленчатых валов из стали 45. Испытания показали следующее:
— при статическом нагружении прочность нормализованных и улучшенных валов практически одинакова;
— максимальные напряжения, действующие в коленчатом валу, не превышают предела выносливости нормализованного вала;
•— пределы выносливости нормализованных и улучшенных валов одинаковы как при кручении, так и при изгибе;
— при перегрузках, при которых напряжения менее чем в 1,5 раза превышают предел выносливости, долговечность нормализованных валов несколько больше долговечности улучшенных, а при больших перегрузках — несколько меньше долговечности последних;
— усталостная прочность переднего конца нормализованного вала на 15% ниже, чем улучшенного. Тем не менее в этом случае, как и во всех других случаях нагружения, коэффициенты запаса по усталости различных элементов коленчатого вала двигателя ЗИЛ-130 находятся в рекомендуемых пределах и равны: при кручении 2,0—2,1 для щеки и 4—4,1 для шатунной шейки; при изгибе 2,8 для шатунной шейки.
Одинаковая усталостная прочность нормализованных и улучшенных коленчатых валов объясняется тем, что глубина прока-ливаемости стали 45 соизмерима с припусками на обработку вала и весь упрочненный слой металла удаляется в виде стружки. Кроме того, последующая поверхностная закалка т. в. ч. снижает эффект упрочнения детали примерно вдвое. Последнее подтверждается повышением предела выносливости переднего конца улучшенного коленчатого вала, который не подвергается закалке т. в. ч.
Коленчатый вал ЗИЛ-130 (коленвал ЗИЛ-130)
Коленчатый вал ЗИЛ-130 (коленвал ЗИЛ-130) — стальной, с закаленными шейками, пятиопорный, с каналами для смазывания (рис. 14) и полостями для очистки масла. Полости коленчатого вала ЗИЛ-130 закрыты пробками с внутренним шестигранником под ключ. Момент затяжки пробок должен составлять не менее 30 Н-м (3 кгс-м). Пробка коленвала ЗИЛ-130 может выступать из вала не более чем на высоту — фаски. Полости следует очищать после 100 000 км пробега, при замене шатунных и коренных вкладышей, а также при ремонте двигателя.
Диаметр коренной шейки коленчатого вала двигателя ЗИЛ-130 74,5-0,020 мм, а шатунной 65,5-0,020 мм. Вкладыши коренных подшипников — сталеалюминиевые, толщиной 25,5-0,025-0,031 мм, взаимозаменяемые на всех опорах, кроме задней.
Болты крышек коренных подшипников нужно затягивать динамометрическим ключом. Момент затяжки должен быть равен 110—113 Н • м (11—13 кгс • м). Проверять и в случае необходимости затягивать болты крышек коренных подшипников надо каждый раз при снятии масляного поддона. При изнашивании вкладышей шатунных или коренных подшипников коленвала ЗИЛ-130 обязательно одновременно заменять обе половины вкладышей. На передней коренной шейке в проточке блока цилиндров устанавливают две сталеалюминиевые упорные шайбы в виде двух полуколец, предохраняющие вал от осевых перемещений.
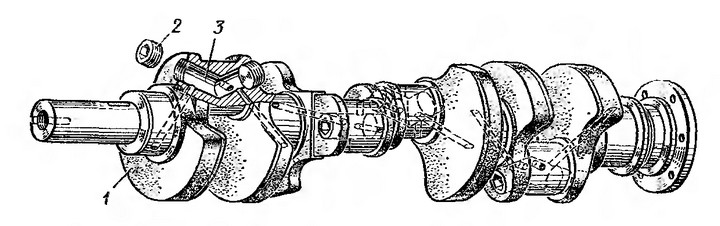
Рис. 14. Коленчатый вал ЗИЛ-130:
1 — противовес; 2 — пробка; 3 — полость для центробежной очистки масла.
Коленчатый вал ЗИЛ-130 динамически сбалансирован в сборе с маховиком и сцеплением. Момент затяжки болтов крепления маховика на фланце коленчатого вала должен быть равен 140—150 Н • м (14—15 кгс • м).
Маховик — чугунный, со стальным зубчатым венцом для пуска двигателя от стартера, прикреплен к фланцу заднего конца коленчатого вала шестью болтами. При сборке маховика с коленчатым валом надо иметь в виду, что одно из отверстий крепления маховика смещено на 2°, При креплении маховика к фланцу коленчатого вала следует равномерно затягивать гайки. Необходимо следить за тщательностью шплинтовки болтов крепления маховика коленчатого вала ЗИЛ-130. Шплинт должен плотно облегать торец болта.
Распределительный вал — стальной, с закаленными кулачками и шестерней привода распределителя зажигания, приводится во вращение парой зубчатых колес. Распределительный вал установлен на пяти опорах, снабженных втулками из биметаллической ленты. Для правильной взаимной установки зубчатых колес коленчатого вала и распределительного вала нужно поставить их так, чтобы метки находились на одной прямой, соединяющей центры (рис. 15).
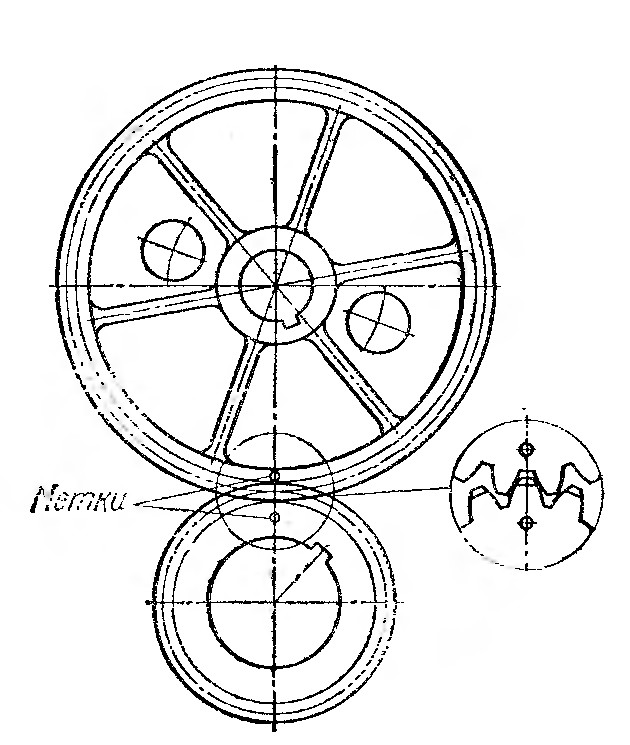
Рис. 15. Положение меток на зубчатых колесах при установке фаз газораспределения.
Двигатель ЗИЛ-130: механизмы двигателя, смазочная система
Механизмы двигателя
Двигатель ЗИЛ-130 представляет собой четырехтактный агрегат с восьмью цилиндрами, расположенными V-образно под углом 90˚. Двигатель карбюраторный. В ДВС применена водяная система охлаждения, циркуляция в системе принудительная.

Рис. 1. Двигатель ЗИЛ-130
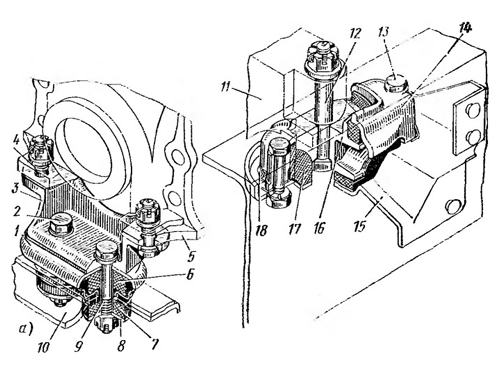
Рис. 2. Подвеска двигателя:
а – передняя опора; б – задняя опора; 1 – защитный колпак; 2 – болт крепления передней опоры; 3 – кронштейн передней опоры; 4 и 12 – болты крепления двигателя; 5 – передняя крышка блока цилиндров; 6 – верхняя подушка передней опоры; 7 – нижняя подушка передней опоры; 8 – шайба; 9 – распорная втулка; 10 – поперечина рамы; 11 – картер сцепления; 13 – болт крепления задней опоры; 14 – крышка; 15 – кронштейн задней опоры; 16 – башмак; 17 – подушка задней опоры; 18 – регулировочная прокладка
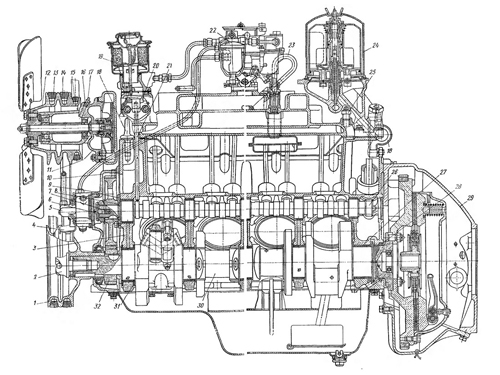
Рис. 3. Продольный разрез двигателя:
1 – шкив коленчатого вала; 2 – храповик; 3 – блок цилиндров; 4 – указатель установки момента зажигания; 5 – датчик ограничителя максимальной частоты вращения коленчатого вала; 6 – валик привода датчика ограничителя; 7 – поджимная пружина валика; 8 – распорное кольцо; 9 – упорный фланец; 10 – передняя крышка блока; 11 – водяной насос; 12 – шкив водяного насоса; 13 – ремень привода генератора; 14 – ремень привода насоса гидроусилителя; 15 – ремень привода компрессора; 16 – пробка; 17 – масленка; 18 – рым-болт; 19 — воздушный фильтр маслоналивной горловины; 20 – топливный насос; 21 – штатив насоса; 22 – фильтр тонкой очистки топлива; 23 – трубка вентиляции картера; 24 – центробежный фильтр очистки масла (центрифуга); 25 – датчик указателя температуры воды; 26 – распределительный вал; 27 – вкладыш коренного подшипника; 28 – сальник заднего коренного подшипника; 29 – сцепление; 30 – коленчатый вал; 31 – упорная шайба; 32 – зубчатое колесо распределительного вала
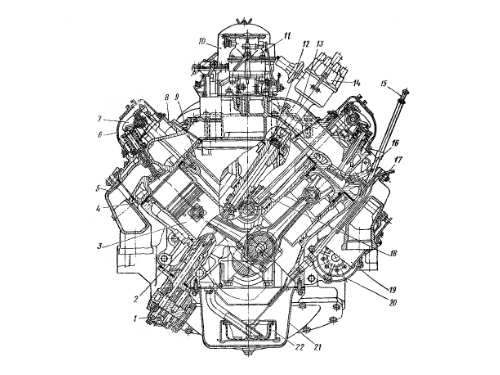
Рис. 4. Поперечный разрез двигателя:
1 – масляный насос; 2 – блок цилиндров; 3 – поршень; 4 – прокладка головки блока; 5 – выпускной газопровод; 6 – крышка головки блока; 7 – коромысло; 8 – головка блока; 9 – штанга коромысла; 10 – центробежный фильтр очистки масла; 11 – карбюратор; 12 – привод распределителя зажигания; 13 – впускной трубопровод; 14 – распределитель зажигания; 15 – указатель уровня масла; 16 – свеча; 17 – щиток свечей; 18 – толкатель; 19 – щиток стартера; 20 – стартер; 21 – масляный поддон; 22 — маслоприемник
Отливают блок цилиндров из чугуна, вставные гильзы (применяются «мокрые» гильзы) также изготовлены из чугуна, в который включены ферритовые соединения. В верхней части БЦ находится изготовленная из специального чугуна вставка. Эта часть блока изнашивается быстрее. Для продления срока ее службы применяется запрессовка в ее тонкостенных кислотоупорных гильз (материал – чугун). Для обеспечения уплотнения гильзы в верхней ее части применяется асбостальная прокладка в ГБЦ. Прокладка помогает зажать бурт гильзы между блоком и ГБЦ. Два резиновых кольца обеспечивают уплотнение нижней части гильзы.
Материал для изготовления головки бока цилиндров со вставными седлами и направляющими клапанами – сплав алюминия. Между блоком и ГБЦ размещена асбостальная прокладка. Крепление каждой головки к блоку осуществляется болтами (всего их 17), предварительно производится цекование отверстий под них. Из общего числа крепежных болтов каждой ГБЦ четыре служат для фиксации оси коромысел и одновременно используются для крепежа ГБЦ.
Для подтягивания крепежа и контроля усилия затяжки используют динамометрический ключ. Это связано с разницей в расширении нагретого материала, из которых изготовлена головка блока (алюминий) и крепеж (сталь). Подтягивание крепежных болтов ГБЦ выполняется на двигателе в холодном состоянии. Так делается, потому что затяжка ГБЦ будет увеличиваться или уменьшаться в зависимости от того, повышается температура ДВС или уменьшается. При температуре двигателя:
- в районе 0°С усилие для затяжки должно составлять ≥ 9 кгс∙м (90 H∙м)
- в интервале температур + 20° − +25°С – в пределах 11 кгс∙м (110 H∙м).
- ниже 0°С проводить подтягивание крепежных болтов ГБЦ запрещено. Для того, чтобы провести затяжку при таких температурах, сначала требуется прогреть двигатель.
После того, как крепежные болты ГБЦ подтянуты, требуется провести проверку и регулировку зазоров клапанов, если возникнет такая необходимость. Крепежные болты выпускных газопроводов подтягиваются вместе с затяжкой крепежных болтов ГБЦ.
На рис. 5 показано, как в два этапа осуществляется подтягивание крепежных болтов ГБЦ:
- затяжка всех крепежных болтов;
- дополнительное их подтягивание с первого по пятый.
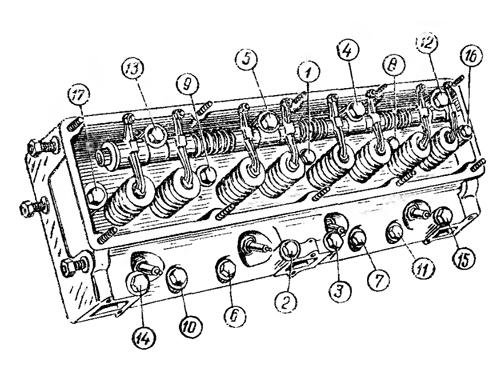
Рис. 5. Последовательность затяжки болтов крепления головки блока цилиндров
Так можно добиться, чтобы плоскости ГБЦ полностью прилегали к блоку. Сначала следует удалить отложения из водяных отверстий камеры сгорания, БЦ и ГБЦ, потом приступать к смене прокладок. У прокладки крышки ГБЦ поверхность рифленая. Для правильной установки рифленая поверхность должна смотреть на крышку ГБЦ. Требуется регулировать усилие для затяжки крепежных гаек крышки ГБЦ – он должен составлять от 0,5 до 0,6 кгс∙м (от 5 до 6 H∙м). Необходимо равномерно проводить затяжку.
Материал поршней − сплав алюминия, который покрывают оловом. Требуется контролировать соответствие гильзы и поршня. Ленту-щуп, у которой размеры составляют 200х10х0,08 мм, и поршень утапливают в цилиндр. Ленту с усилием протаскивают. Лента оказывается зажатой в цилиндре между его стенкой и поршнем, и для ее освобождения нужно приложить усилие. Прикладываемое для протаскивания ленты усилие необходимо измерить – его величина должна составлять от 2 до 3,5 кгс (20-35 H).
Фиксация плавающих поршневых палец в поршне делается с помощью двух стопорных колец. Точность изготовления поршневых пальцев очень высокая. Пальцы подбирают к шатунам и поршням. По внешнему диаметру проводят сортировку пальцев на разные группы (их всего четыре). В качестве критерия для сортировки используют именно внешний диаметр. Для того, чтобы указать принадлежность детали к определенной группе, на нее краской наносят соответствующее обозначение. Место нанесения такого обозначения:
- у поршней – на внутренней поверхности;
- у шатуна – на малой головке, наружная поверхность которой имеет цилиндрическую форму;
- у пальцев – на внутренней поверхности.
При сборке могут использоваться только детали из одной группы. Для этого на каждой из них должна быть нанесена маркировка, показывающая принадлежность к этой группе. Следует помнить, что на сопряженных поверхностях деталей могут появиться задиры. Чтобы этого не допустить, поршни сначала помещают в масло, после чего нагревают до 55°С. Только после этого приступают к сборке поршня и пальца.
Количество устанавливаемых на каждый поршень колец – четыре, из них одно маслосъемное и три компрессионных. Отличие двух верхних компрессионных колец состоит в нанесенном покрытии из хрома. Хромированное покрытие нанесено на наружную цилиндрическую поверхность.
Нижнее из компрессионных колец отличается конической формой. Конус своим основанием смотрит вниз. Компрессионные кольца установлены правильно, если выточка, которая имеется на их внутренней цилиндрической поверхности, будет обращена вверх (рис. 6). Маслосъемное кольцо составное – это два стальных кольца, плоские по форме, а также два расширителя, осевой и радиальный.
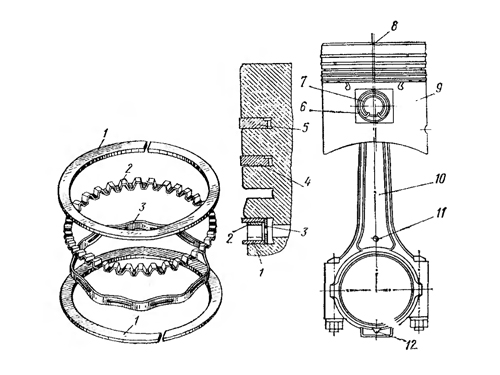
Рис. 6. Поршень с шатуном:
1 – кольцевой диск маслосъемного кольца; 2 – осевой расширитель; 3 – радиальный расширитель; 4 – нижнее и среднее компрессионные кольца; 5 – верхнее компрессионное кольцо; 6 – стопорной кольцо; 7 – поршневой палец; 8 – стрелка на днище поршня; 9 – поршень; 10 – шатун; 11 – метка на стержне шатуна; 12 – бобышка на крышке шатуна
Стальные кольца плоской формы при монтаже поршня устанавливают таким образом, чтобы замки кольцевых дисков находились под углом 180° один по отношению к другому. Угол, под которым устанавливают замки обоих расширителей по отношению к замкам стальных дисков, должен составлять 120°.
При такой форме поршневых колец удается добиться оптимального распределения давления кольца, которое оно оказывает на стенки гильзы. Это помогает увеличить рабочий ресурс детали и дает возможность проводить смену колец, при условии своевременного прохождения ТО, только при проведении капремонта ДВС. До замены поршневых колец проводится проверка расхода масла на угар, для чего устраняются наружные масляные протечки, фильтр системы вентиляции картера промывается, на клапане удаляются отложения. Это необходимо сделать и до принятия решения о проведении капремонта ДВС. Если нет достаточных оснований для принятия решения о замене поршневых колец, проводить ее нельзя − это может привести к уменьшению ресурса ДВС.
Необходимость замены поршневых колец или отправки ДВС в капремонт определяется только после диагностики на специальном оборудовании.
Срок эксплуатации ДВС ЗИЛ-310 можно продлить, если:
- выполнять рекомендации производителя двигателя по использованию типа горючего и моторного масла;
- чистить своевременно клапаны и трубки вентиляции картера, центробежного маслоочистителя;
- промывать фильтры (воздушный и вентиляции картера).
Шатуны изготовлены из стали и имеют сечение в виде двутавра. В верхнюю головку детали запрессовывается втулка из бронзы. В нижнюю запрессовываются вкладыши. Вкладыши изготавливают из сплава алюминия и олова (их называют сталеалюминиевые), они тонкостенные.
Точность при производстве вкладышей в дальнейшем исключает необходимость прецизионного выравнивания их поверхности (шабрения) и стыков, а также использования прокладок. Более того, такие действия проводить запрещено.
При установке поршня и шатуна требуется соблюдение правил:
- направление стрелки, которая есть на днище − в сторону передней части коленвала;
- направление в одну сторону стрелки и метки, которая есть на стержне шатуна – это правило действует, когда в сборе устанавливается комплект для цилиндров, расположенных слева (левая группа);
- Направление метки на стержне шатуна и стрелки в разные стороны – так надо устанавливать комплект для цилиндров, расположенных справа (правая группа).
Усилие для подтягивания гаек болтов шатуна с помощью динамометрического ключа должно составлять от 5,6 до 6, 2 кгс∙м (от 56 до 62 H∙м). Проверка нужного усилия дополнительное подтягивание гаек проводится каждый раз, когда демонтируется картер поддона.
Коленвал пятиопорный, есть закаленные шейки. Изготовлена деталь из стали. В коленвале имеются каналы для смазывания (рис. 7). Предусмотренные полости для очистки масла закрывают пробки. В пробках предусмотрен внутренний шестигранник под ключ, который используется для откручивания. Усилие для их затягивания должно составлять минимум 3 кгс∙м (30 H∙м). Допустимый размер выступа детали над поверхностью коленвала – это высота фаски. Полости очищаются при проведении ремонтных работ. Чистку надо также проводить при замене шатунных и коренных вкладышей и когда пробег превысил 100 тыс. км.
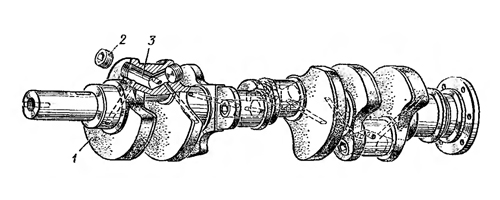
Рис. 7. Коленчатый вал:
1 – противовес; 2 – пробка; 3 – полость для центробежной очистки масла
Есть взаимозаменяемость вкладышей коренных подшипников на всех опорах. Это не касается только задней опоры.
Усилие, которое требуется для затягивания болтов крышек коренных подшипников с помощью динамометрического ключа, составляет от 11 до 13 кгс∙м (110 — 113 H∙м). Требуется проверять усилие для подтягивания и при необходимости подтягивать эти болты при каждом демонтаже масляного поддона. В случае возникновения износа вкладышей коренных и шатунных подшипников, производится одновременная замена – заменяются обе половинки детали. Две сталеалюминиевые упорные шайбы не позволяют коленчатого валу смещаться по оси. Шайбы имеют форму полукольца, место их установки – в проточке БЦ на передней коренной шейке.
Динамическая балансировка коленвала производится после сбора с маховиком и сцеплением. Затяжка крепежных болтов маховика на фланце коленчатого вала делается с усилием 14-15 кгс∙м (140 — 150 H∙м).
Материал, из которого изготовлен маховик − чугун. К фланцу коленвала он крепится 6 болтами. У маховика есть зубчатый венец, изготовленный из стали. С его помощью производится запуск ДВС от стартера. Смещение одного из отверстий крепления детали составляет 2° − это требуется учитывать при сборке с коленвалом. К фланцу коленчатого вала крепежные гайки маховика надо подтягивать с одинаковым усилием. Крепежные болты маховика должны быть хорошо зашплинтованы.
Распределительный вал изготавливается из стали. Имеются закаленные кулачки и шестерня привода распределителя зажигания. Распредвал пятиопорный. В опоры запрессованы втулки (они изготовлены из биметаллической ленты). С помощью двух зубчатых колес осуществляется привод распределительного вала. Правильной считается установка колес коленвала и распредвала, когда метки располагаются на прямой, которая соединяет центры этих колес (рис. 8).
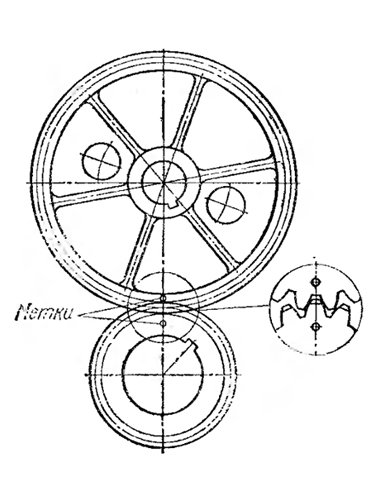
Рис. 8. Положение меток на зубчатых колесах при установке фаз газораспределения
Материал для изготовления клапанов − жаростойкая сталь. Клапаны в один ряд расположены в ГБЦ под наклоном по отношению к оси цилиндров. Привод клапанов осуществляется от распредвала через штанги, толкатели и коромысла. Седла клапанов имеют рабочую фаску. Угол рабочей фаски у впускного клапана составляет 30°, у выпускного – 45°.
Для увеличения сока службы выпускных клапанов используется механизм принудительного поворачивания (рис. 9).
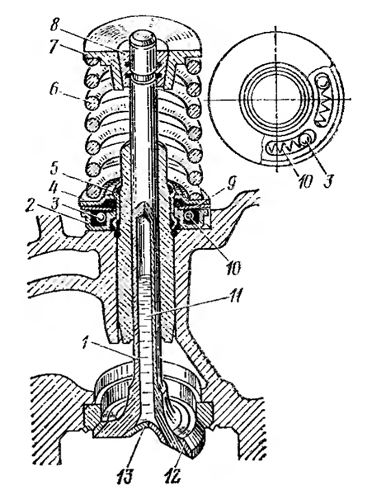
Рис. 9. Механизм для поворачивания выпускного клапана:
1 – клапан; 2 – неподвижный корпус; 3 – шарик; 4 – упорная шайба; 5 – замочное кольцо; 6 – пружина клапана; 7 – тарелка пружины клапана; 8 – сухарь клапана; 9 – дисковая пружина механизма; 10 – возвратная пружина8 11 – наполнитель; 12 – наплавка; 13 — заглушка
При возникновении стука в клапанном механизме проводится их проверка. При необходимости регулируются зазоры между клапанами и коромыслами. Установленные пределы зазоров для клапанов, как впускных, так и выпускных – от 0,25 до 0,30 мм. Регулировка зазоров проводится с помощью специального регулировочного винта с контргайкой. Регулировочный винт находится в коротком плече коромысла. Проводить регулировку можно только тогда, когда двигатель остыл.
Регулировка производится так – в верхнюю мертвую точку такта сжатия устанавливают поршень первого цилиндра. Эту точку называют также ВМТ. Необходимо установить отверстие на шкиве коленчатого вала под меткой ВМТ на указателе установки момента зажигания.
Установив в таком положении поршень первого цилиндра и отверстие на шкиве коленвала, проводится регулировка зазоров клапанов цилиндров:
| впускного и выпускного 1-го цилиндра | выпускного 4-го цилиндра |
| выпускного 2-го цилиндра | выпускного 5-го цилиндра |
| впускного 3-го цилиндра | впускного 7-го цилиндра |
| впускного 6-го цилиндра |
К регулировке оставшихся клапанов приступают, развернув коленвал на 360°.
Неисправности, которые могут появится, если ДВС длительное время работает с неправильно отрегулированными зазорами:
- клапаны могут обгореть;
- детали механизма изнашиваются быстрее предусмотренных сроков;
- коромысла, толкатели (их опорные поверхности) и кулачки распределительного вала изнашиваются.
При разборке двигателя, пробег которого превышает 70 000 км, в обязательном порядке производится проверка состояния возвратных пружин и шариков механизма для поворачивания выпускного клапана.
При появлении износа на витках пружины, нужно развернуть деталь изношенной частью вниз. Необходимо правильно собирать механизм для поворачивания клапанов – в выбранном направлении вращения пружина устанавливается позади шарика.
Толкатели клапанов (они пустотелые) изготавливаются из стали. На торец детали наплавляется чугун – это повышает надежность пары кулачок-толкатель. В толкателе, в нижней части детали, детали высверливается отверстие, которое используется для смазывания.
Впускной трубопровод изготавливается из сплава алюминия. Трубопровод общий для двух рядов цилиндров. Располагается между ГБЦ. Для подогрева смеси используется жидкостная полость детали. Затяжку гаек крепления трубопровода проводят равномерно. Важно проводить ее последовательно − крест-накрест. Усилие для подтягивания гаек крепления детали к ГБЦ должно составлять от 1,5 до 2,0 кгс∙м (15 — 20 H∙м).
Из чугуна изготавливаются выпускные трубопроводы. Они размещены с каждой стороны БЦ.
Смазочная система
В ЗИЛ-130 используется комбинированная схема. Она сочетает разбрызгивание и циркуляционную систему, которая предусматривает принудительную подачу масла (рис. 10). Для охлаждения масла используется радиатор.
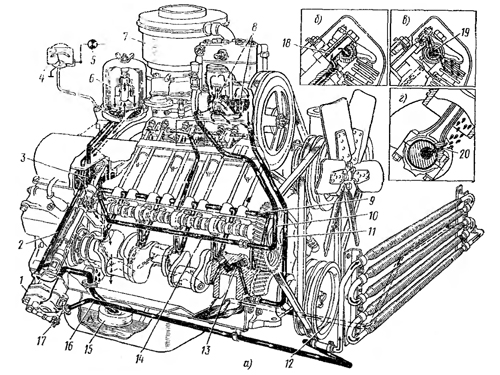
Рис. 10. Схема смазочной системы двигателя:
а – общая схема смазывания; б – подача масла в ось коромысла; в – смазывание регулировочного винта и верхнего наконечника штанги; г – смазывание стенок цилиндра; 1 – масляный насос; 2 – канал для подвода масла от насоса к фильтру; 3 – маслораспределительная камера; 4 – указатель давления масла; 5 – контрольная лампа аварийного снижения давления масла; 6 – центробежный фильтр очистки масла; 7 – воздушный фильтр; 8 – компрессор, смазанный разбрызгиванием; 9 – левый магистральный канал; 10 – трубка подвода масла для смазывания компрессора; 11 – трубка для слива масла из компрессора; 12 – шкив коленчатого вала; 13 – полости для центробежной очистки масла в шатунных шейках коленчатого вала; 14 – правый магистральный канал; 15 – маслоприемник; 16 – трубка подвода масла в масляный радиатор; 17 – кран выключения масляного радиатора; 18 – канал в стойке коромысла клапана; 19 – полая ось коромысла; 20 – отверстие в шатуне для подачи масла на стенку цилиндра
В смазочную систему входит масляный насос, состоящая из двух отделений. Верхнее отделение предназначено для подачи масла через центрифугу в смазочную систему, нижнее – для подачи в масляный радиатор. В насосе установлены два клапана. Редукционный клапан установлен в крышке – он служит для перепуска масла из напорной полости во всасывающую. Перепускной клапан установлен в корпусе нижнего отделения. Уровень давления в редукционном отрегулирован на показатель не менее 3,2 кгс/см², или 320 кПа, в перепускном – 1,2 кгс/см² (120 кПа).
В системе смазки установлен фильтр очистки масла центробежного типа (рис. 11). Фильтр имеет реактивный привод − масло через жиклеры вытекает из корпуса и своей струей создает реактивную силу для вращения центрифуги. Фильтр включен в систему последовательно.
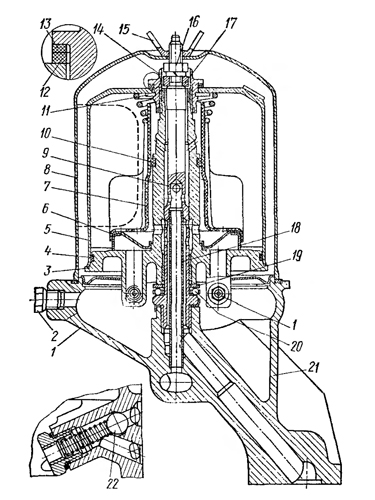
Рис. 11. Фильтр очистки масла:
1 – жиклер; 2 – прокладка; 3 – ротор; 4 – уплотнительное кольцо; 5 – колпак ротора; 6 – сетчатый фильтр; 7 – вставка; 8 – колпак фильтра; 9 – ось; 10 –кольцо вставки; 11 – стопорное кольцо; 12 – прокладка гайки; 13 – шайба гайки; 14 и 15 – гайки; 16 – гайка-барашек; 17 – упорная шайба; 18 – трубка оси; 19 –упорное кольцо шарикоподшипника; 20 – упорный подшипник; 21 – основание фильтра; 22 – перепускной клапан
Если после остановки двигателя центрифуга, продолжая вращение, издает характерный звук, значит она работает правильно. Исправный насос до 3 минут может продолжать вращение после остановки двигателя.
В центрифуге возникает центробежная сила, которая воздействует на механические частицы в составе масла. Воздействие центробежной силы на масло приводит к отбрасыванию механических частиц. Они откладываются в виде плотного осадка на боковых стенках крышки корпуса. Когда в картере двигателя меняют масло, насос чистят и выпавший осадок удаляется.
Рекомендации по очистке масляного фильтра:
- двигатель остановить и подождать около одного часа для того, чтобы масло из него стекло;
- открутить гайку 15 и демонтировать кожух 8;
- выкрутить пробку, которая расположена в корпусе 21. Для того, чтобы корпус не начал вращаться, в освободившееся отверстие пробки вставляют стержень;
- открутить гайку 14 с помощью свечного ключа и демонтировать крышку 5 корпуса (вместе с крышкой снимается гайка 14);
- демонтировать сетчатый фильтр 6 и вставку 7;
- почистить снятые детали от грязи, затем помыть их. Смоляные отложения, образовавшиеся на сетке фильтра (если их не получается удалить при чистке) и повреждения сетки – основание для замены фильтра;
- удалить загрязнения с прокладки 2 кожуха.
Торцевая часть кожуха, которая примыкает к прокладке 2, не должна быть повреждена − через повреждения могут происходить масляные протечки.
Последовательность монтажа снятых деталей − обратная. Во время установки сетчатый фильтр 6 центруется по буртику корпуса 3 насоса.
Перед установкой кожуха проводится проверка вращения насоса – он должен вращаться от движения руки. Затягивать гайку 15, которой крепится кожух, надо только рукой. Не рекомендуется с оси насоса снимать корпус и откручивать для этого гайку 16 на его оси. Подобная попытка удалить загрязнения может привести к повреждению подшипников. Такая операция допускается исключительно тогда, когда корпус 3 вращается неудовлетворительно. Снимается крышка 5, откручивается осевая гайка 16, с оси демонтируется корпус 3 и шайбы. После этого проверяется состояние оси и втулки. Нельзя допустить, чтобы опорное кольцо подшипника попало в корпус фильтра. Промывкой бензином удаляют загрязнения с втулок. Жиклеры 1 надо очищать осторожно – нельзя допускать изменения размеров отверстия, которое откалибровано. Последовательность, в которой производится монтаж корпуса 3 − обратная.
После завершения монтажа производится проверка вращения насоса. Двигатель должен быть прогрет. Проверка проводится по звуку.
Картер вентилируется принудительно. Для этого через клапан 3 (рис. 12) газы из него отсасываются во впускной трубопровод ДВС. Клапан, в зависимости от режима работы ДВС, может подниматься или опускаться. При прикрытой заслонке дросселя в трубопроводе создается разрежение, которое заставляет клапан двигаться вверх. Подъем клапана приводит к уменьшению размера проходного сечения – через него может попасть в картер только небольшой объем газов. Если заслонка открыта полностью, разрежение в трубопроводе уменьшается, что ведет к опусканию клапана. Опустившись, он открывает проходное сечение.
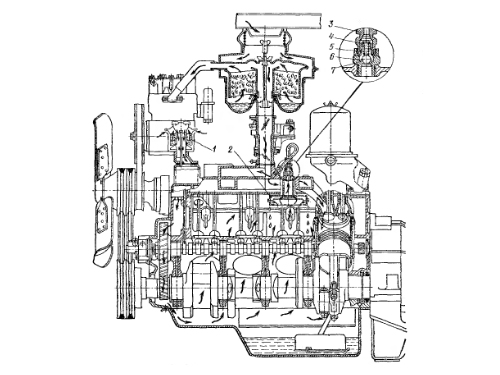
Рис. 12. Схема вентиляции картера двигателя:
1 – воздушный фильтр; 2- маслоуловитель; 3 – клапан; 4 – стакан пружины; 5 – пружина; 6 – шарик клапана; 7 – штуцер
Маслоуловитель установлен до клапана. Газы из картера проходят через маслоуловитель 2, который улавливает из них частицы масла. Воздушный фильтр используется для очистки воздуха, поступающего в картер ДВС. Фильтр 1 соединен с маслозаливной горловиной. Воздушный фильтр следует чистить и промывать при смене моторного масла.
Масляный радиатор имеет воздушное охлаждение. Его отключение допускается только при запуске двигателя в условиях отрицательных температур. В остальных случаях масляный радиатор должен быть включен.
По указателю проверяется уровень масла в картере двигателя. На указателе есть три метки (рис. 13). Уровень масла по средней метке «Полно» является оптимальным для ДВС, достигшего рабочей температуры. Метка «Долей» и верхняя метка в форме прямоугольника показывают недостаточный уровень масла или его избыток.
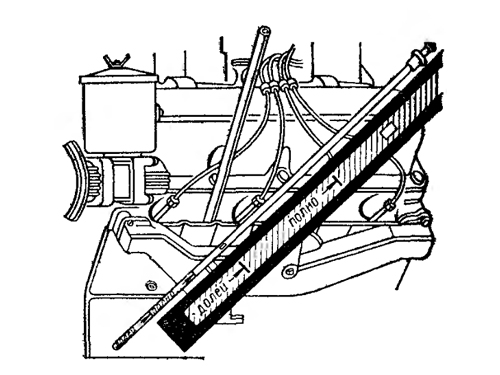
Рис. 13. Указатель уровня масла
До выезда автомобиля обязательно требуется проверить уровень масла. Проверку нужно проводить и в ходе поезди, если совершается длительный рейс. Это делается во время осмотров автомобиля. Проверка проводится так – двигатель выключается, через несколько минут (за это время масло успеет стечь) вытаскивается указатель уровня масла и вытирается сухой тряпкой. Затем указатель ставится на место. Задвинуть указатель надо до упора. Потом он опять вытаскивается и проверяется уровень масла. Запрещается продолжать движение, если уровень масла не достигает метки «Долей». Доливать масло нужно до метки «Полно».
Если стоянка автомобиля была продолжительной, необходимо учитывать, что в картер дополнительно попало масло из масляного фильтра и каналов в БЦ, и его уровень мог подняться над меткой «Полно». При проведении проверки уровня масла на холодном двигателе после продолжительной стоянки требуется следить, чтобы уровень не поднялся выше верхней метки в форме прямоугольника. Надо помнить, что не допускается уровень масла выше метки «Полно» на двигателе, разогретом до рабочей температуры, и выше верхней метки в форме прямоугольника на неработающем остывшем двигателе.







