Установка шестерен двигателя газ 53
 Как я уже писал бывает (редко, но бывает) что ломает шестерню распредвала. Шестерня распредвала сделана из текстолита или армамида(молочного света, наполненные и модифицированные композиции на основе полиамида-6 (ПА-6) производятся группой Полипластик под торговой маркой АРМАМИД).
Как я уже писал бывает (редко, но бывает) что ломает шестерню распредвала. Шестерня распредвала сделана из текстолита или армамида(молочного света, наполненные и модифицированные композиции на основе полиамида-6 (ПА-6) производятся группой Полипластик под торговой маркой АРМАМИД).

Не трудно заметить, на фото, ступица у шестерни распредвала, стальная. Бывает что вот как раз проворачивает ступицу и срывает. Бывает и зубья шестерни распредвала ломает. Лично у меня такое не было, но на практике было такое. Ремонтировал я такой двигатель. Я по совместительству еще и моторист.
Чем это чревато, ну на клапана это не влияет- то есть не гнет их. На некоторых двигателях, ну это обычно на двигателях легковых автомобилей, гнет клапана. На грузовых тоже есть и на дизелях есть, но не об этом сейчас речь. А чревато это тем что у двигателя не будет крутится распредвал. Соответственно не будет работать газораспределительный механизм. А как нам определить цела наша шестерня или же нет. Есть несколько способов:
Первое это конечно на звук. При запуске у любых двигателей свой характерный звук, если Вы профессиональный водитель, то должны знать какой характерный звук у двигателя ЗМЗ-511 при запуске.
Так вот звук при запуске со сломанной шестерней распредвала будет совсем другой. Двигатель будет крутится совсем легко потому что сжатия то в камерах сгорания нет. Так -как у нас не работает газораспределительный механизм потому что распредвал не крутится. Большинство клапанов открыты по этому двигатель будет крутится легко.
Второе это нужно проверить компрессия и степень сжатие в камерах сгорания с помощью компрессометра.

Компрессия для новых двигателей ЗМЗ-511 в среднем 10,5-11 атм. степень сжатия примерно 7,6 атм. а для изношенных двигателей компрессия 8,4, а степень сжатия 6 атм.. тоже допустимая норма. Если еще меньше то стоит уже задуматься о ремонте двигателя. Ну, а если вообще нет то как раз таки может быть проблема с газораспределительным механизмом , то есть не крутится распредвал.
Еще отсутствие сжатия бывает из за зажатых клапанов или вообще выпускной клапан перегорел.
Ну и третий самый простой способ. Снимаете крышку трамблера, вставляете рукоятку для ручного запуска двигателя(кривой стартер или горбач у кого как) и крутите. Конечно же если все нормально то бегунок в трамблере должен крутится, ну, а если сломлена шестерня распредвала то соответственно не будет крутится. Это я Вам описал основные методы как определить цела шестерня распредвала или нет.
Снятие шестерни распредвала Газ 3307.
Может возникнуть такой момент, что Вам понадобится снятие и замена шестерни распредвала. Как я уже писал выше, шестерня распредвала имеет свойство ломаться и изнашиваться. И так, что нужно сделать что бы добраться до шестерни распредвала.
- Слить масло из двигателя и снять поддон;
- Слить охлаждающую жидкость с системы охлаждения;
- Отсоединить патрубки радиатора;
- Снять радиатор;
- Снять вентилятор и шкивы помпы;
- Открутить храповик и снять шкив коленвала;
- Снять фланец шкива коленвала;
- Снять переднюю крышку блока цилиндров.
Вот такая картинка у Вас должна получится после проделанной работы. Теперь нужно снять шестерню распредвала. Для этого нам понадобится проделать следующее:
Нужно снять шпонку шкива коленвала и резиновый уплотнитель, снять маслоотражательную шайбу. (Делайте как показано на картинках ниже).

Теперь нужно выставить метки на шестернях распредвала и коленвала, что бы не сбилась ваза газораспределения.

Следующее, нужно открутить болт шестерни распредвала, ключом или лучше всего головкой на 17мм.
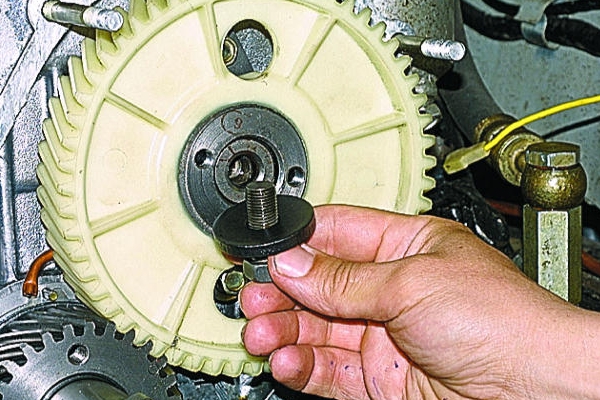
Теперь же, осталось, с помощью съемника снять саму шестерню распредвала.


Думаю не так уж сложно Вы разберетесь. Собирается все в обратной последовательности. Только при установки шестерни распредвала будьте аккуратны, не забывайте она не металлическая.
Если вдруг, Вы что то не нашли, или у Вас просто нет времени на поиски, то я рекомендую ознакомиться со статьями в категорий «Ремонт ГАЗ«. Я уверен Вы найдете ответ на свой вопрос, а если же нет напишите в комментариях интересующий Вас вопрос я обязательно отвечу.
Сборка двигателя автомобиля ГАЗ-66, ГАЗ-53
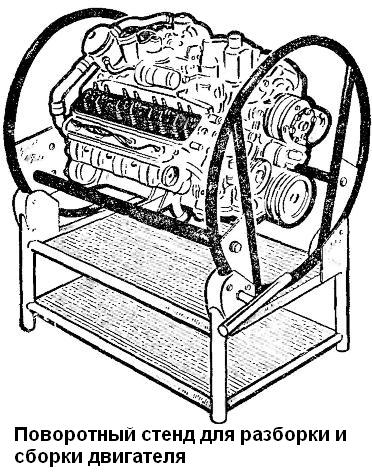
Для сборки двигателя, так же как и для его разборки, блок цилиндров двигателя в сборе с картером сцепления закрепляют на стенде (см. рис. 1).
Все детали двигателя перед сборкой подбирают по размерам, тщательно промывают, продувают сжатым воздухом и протирают чистыми салфетками. Все резьбовые соединения (шпильки, пробки, штуцера и т. д.), если они вывертывались при разборке или были заменены, необходимо ставить на сурике или свинцовых белилах, разведенных натуральной олифой.
 Неразъемные соединения (заглушки блока и головок цилиндров) ставят на нитролаке.
Неразъемные соединения (заглушки блока и головок цилиндров) ставят на нитролаке.
К постановке на ремонтируемый двигатель не допускаются:
— шплинты и шплинтовочная проволока, бывшие в употреблении;
— пружинные шайбы, потерявшие упругость;
— болты и шпильки с вытянувшейся резьбой;
— гайки и болты с изношенными гранями;
— детали, имеющие на резьбе более двух забоин или вмятин или сорванные нитки резьбы;
Собирают двигатель в порядке, обратном разборке.
Ниже приводятся отдельные рекомендации и дополнительные требования по сборке двигателя.
При замене гильз цилиндров перед установкой гильзу подбирают по гнезду в блоке цилиндров.
Гильзы подбирают при помощи точной металлической линейки и набора щупов следующим образом:
— гильза, установленная на свое место в блоке цилиндров без уплотнительных прокладок, должна утопать относительно привалочной поверхности блока цилиндров.
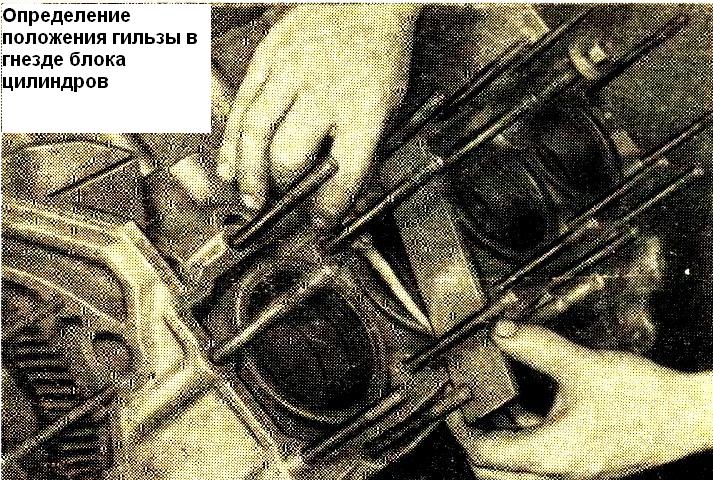
Линейку устанавливают на привалочную поверхность, а щуп вводят в зазор между линейкой и торцом гильзы (рис. 2).
Толщину прокладки выбирают таким образом, чтобы после установки гильзы с прокладкой было обеспечено возвышение ее над поверхностью блока цилиндров в пределах 0,02—0,09 мм.
Уплотнительные прокладки выпускают различной толщины:
0,3; 0,2; 0,15 и 0,1 мм. В зависимости от зазора на гильзу цилиндра надевают ту или иную прокладку, иногда необходимую величину получают набором прокладок различной толщины.
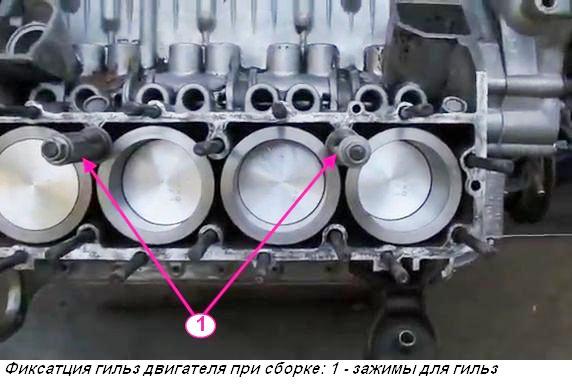
После установки в блок цилиндров гильзы закрепляют втулками-зажимами (см. рис. 3).
В качестве заднего сальника на двигателях применяют асбестовый шнур, пропитанный масляно-графитовой смесью. В гнезда блока цилиндров и сальникодержателя укладывают шнур длиной 140 мм. При помощи приспособления шнур опрессовывают в своих гнездах легкими ударами молотка, как указано на рис. 4. Не снимая приспособления, подрезают концы шнура заподлицо с плоскостью разъема сальникодержателя. Срез должен быть ровным, разлохмачивание концов и неровный срез не допускаются.

При сборке коленчатого вала с маховиком и сцеплением соблюдают следующие требования.
Гайки крепления маховика затягивают, обеспечивая момент 7,6—8,3 кГм.
При сборке сцепления ведомый диск устанавливают демпфером к нажимному диску и центрируют по подшипнику коленчатого вала (в качестве оправки может быть использован ведущий вал коробки передач).
Метки «О», выбитые на кожухе нажимного диска и маховика около одного из отверстий для болтов крепления кожуха, необходимо совместить.
Коленчатый вал в сборе с маховиком и сцеплением должны быть динамически сбалансированы. Допустимый дисбаланс 70 Гсм.
При балансировке снимают лишнюю массу с тяжелой стороны высверливанием металла маховика на расстоянии 6 мм от зубчатого венца сверлом диаметром 8 мм на глубину не более 10 мм.
Если дисбаланс собранного вала превышает 180 Гсм, вал разбирают и балансируют каждую деталь отдельно. Дисбаланс маховика не должен превышать 35 Гсм; дисбаланс нажимного диска в сборе с кожухом — 36 Гсм; Дисбаланс ведомого диска— 18 Гсм.
Крышки коренных подшипников устанавливают так, чтобы фиксирующие выступы вкладышей находились с одной стороны, а номера или метки, выбитые на крышках, соответствовали номерам постелей. При установке передней крышки необходимо следить, чтобы фиксирующий усик задней шайбы упорного подшипника вошел в паз крышки, и чтобы не образовывалось ступеньки между торцом крышки и торцом блока цилиндров.
Гайки крепления крышек коренных подшипников затянуть (момент 11—12 кГм). После затяжки и шплинтовки гаек крышек коренных подшипников коленчатый вал должен легко вращаться от небольших усилий.

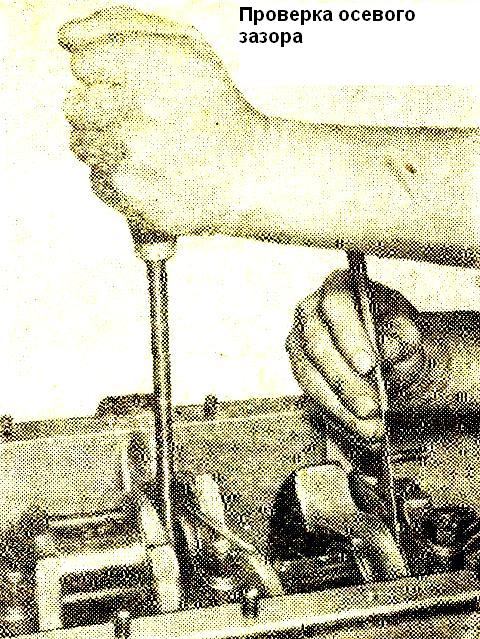
После напрессовки шестерни коленчатого вала (рис. 5) при помощи съемника и упорной втулки проверить осевой зазор коленчатого вала, для чего отжать коленчатый вал к заднему концу двигателя и при помощи щупа определить зазор между торцом задней шайбы упорного подшипника и торцом передней коренной шейки коленчатого вала (рис. 6). Зазор должен быть в пределах 0,075 — 0,175 мм.
При сборке деталей шатунно-поршневой группы необходимо соблюдать следующие требования.
Поршневые пальцы подбирают к шатунам так, чтобы при комнатной температуре (+18 0 С) слегка смазанный палец плавно перемещался в отверстии шатуна под легким усилием большого пальца руки.
Перед сборкой поршни нагревают в горячей воде до +70 0 С.
Запрессовка пальца в холодный поршень не допускается, так как это может привести к порче поверхностей отверстий бобышек поршня, а также к деформации самого поршня.
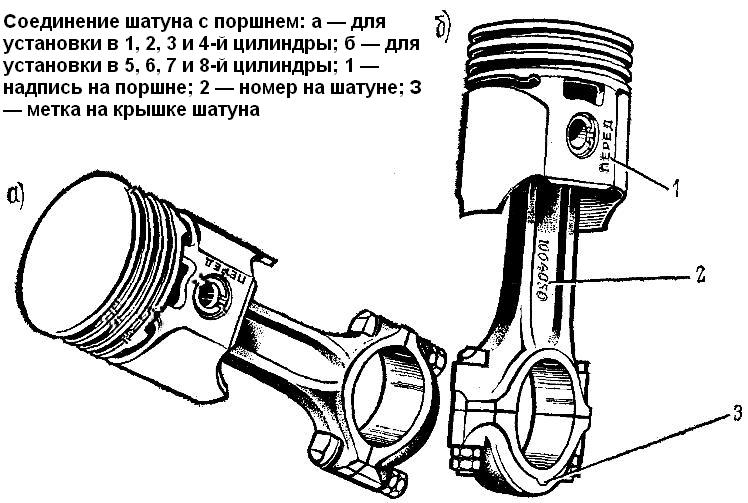
Шатуны и поршни при сборе ориентируют следующим образом: для поршней первого, второго, третьего и четвертого цилиндров надпись на поршне «перед» и номер, выштампованный на стержне шатуна, должны быть направлены в противоположные стороны, а для поршней пятого, шестого, седьмого и восьмого цилиндров — в одну сторону (рис. 7).
Стопорные кольца поршневого пальца устанавливают в канавки бобышек поршня так, чтобы отгиб усика был направлен наружу.
Поршневые кольца подбирают по гильзам, в которых они будут работать. Зазор, замеренный в стыке кольца, уложенного в гильзу, должен быть в пределах 0,3—0,5 мм для компрессионных и маслосъемных колец. В верхнюю поршневую канавку устанавливают хромированное, а во вторую — луженое компрессионное кольцо выточкой на внутренней стороне к днищу.
Перед установкой в гильзы цилиндров стыки поршневых колец расположить под углом в 120° друг к другу, а на шатунные болты следует надеть защитные латунные колпачки, чтобы избежать случайной порчи поверхности шатунных шеек.
При установке поршней в гильзы цилиндров следить за тем, чтобы надпись на поршне «перед» была направлена к переднему торцу блока цилиндров. Гайки болтов шатуна затянуть (момент 6,8 — 7,5 кгм) и законтрить.

После запрессовки шестерни на распределительный вал (рис. 8) проверить щупом осевой зазор между упорным фланцем и торцом шестерни распределительного вала. Зазор должен быть в пределах 0,08 — 0,2 мм.
Установка шестерен двигателя газ 53
Сборка двигателя автомобиля ГАЗ-53-12
Сборка распределительного вала двигателя автомобиля ГАЗ-53-12
Порядок сборки распределительного вала:
надевают на передний конец распределительного вала распорное кольцо и упорный фланец, устанавливают в паз сегментную шпонку шестерни распределительного вала;
напрессовывают шестерню распределительного вала до упора в распорное кольцо (рис. 80);

Рис. 80. Напрессовка шестерни распределительного вала

Рис. 81. Проверка осевого зазора распределительного вала

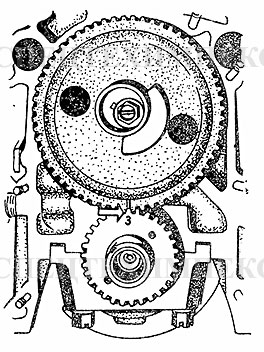
Рис. 82. Установка шестерен распределения
устанавливают балансир эксцентрика и эксцентрик привода топливного насоса и закрепляют все детали специальным болтом с шайбой;
проверяют осевой зазор распределительного вала (рис. 81) щупом, вводимым между фланцем и ступицей шестерни распределительного вала. Зазор должен быть 0,10 — 0,20 мм.
Вставляют распределительный вал в блок Цилиндров, предварительно смазав опорные шейки чистым моторным маслом. При зацеплении шестерен газораспределения зуб шестерни коленчатого вала с отметкой ”3” должен обязательно войти во впадину зубьев шестерни распределительного вала, отмеченную риской (рис. 82).
Шестерни заменяют комплектно, так как их подбирают на заводе по боковому зазору и шуму при работе. Боковой зазор и зацеплении должен быть 0,03 — 0,08 мм.
Через отверстия в шестерне привода распределительного вала с помощью торцового ключа двумя болтами с пружинными шайбами привертывают упорный фланец к блоку. Надевают на шейку коленчатого вала маслоотражатель выпуклой стороной к шестерням.
Надевают на шпильки крепления прокладку и крышку распределительных шестерен. Крышка должна быть сцентрирована по переднему концу коленчатого вала с помощью специальной конусной оправки (рис. 83). Надевают на передний конец коленчатого вала оправку и с помощью храповика прижимают крышку распределительных шестерен к блоку цилиндров и затягивают гайками с пружинными шайбами. Снимают центрирующую оправку и, установив призматическую шпонку в паз коленчатого вала, напрессовывают ступицу шкива до упора. Ввертывают в носок коленчатого вала храповик с пружинной шайбой. Привертывают шкив коленчатого вала к ступице. Устанавливают на блок цилиндров маслоприемник с уплотнительной прокладкой трубки маслоприемника и закрепляют его гайкой с пружинной шайбой.

Рис. 83. Центрирование переднего сальника коленчатого вала:
Устанавливают масляный картер с прокладкой на блок цилиндров и затягивают гайки крепления.
Устанавливают водяной насос с прокладкой и закрепляют корпус насоса на крышке распределительных шестерен. Привертывают шкив водяного насоса к ступице. Устанавливают масляный насос с прокладкой на блок цилиндров и закрепляют его двумя гайками с пружинными шайбами. Устанавливают на место бензиновый насос с прокладкой и привертывают его двумя болтами.







