Сборка и установка шатунно-поршневой группы на двигатель
Поршни с шатунами
На днище поршня нанесено обозначение группы поршня по диаметру юбки, на передней части поршня — ремонтной группы и ремонтного размера поршня. Для облегчения индивидуального подбора поршней к цилиндрам каждый из размеров ремонтной группы подразделяют на размерные группы, в которых размеры поршней по диаметру юбки следуют через 0,01 мм. Все операции подбора поршней по цилиндрам необходимо проводить при температуре окружающей среды 17… 23 °С.
Для облегчения индивидуального подбора поршневых пальцев поршни по диаметру отверстия под поршневой палец подразделяют на четыре размерные группы. Маркировку размерной группы по диаметру отверстий под поршневой палец осуществляют нанесением краски на бобышку поршня.
При замене поршней без замены гильзы цилиндров верхнюю кромку (буртик) гильзы, которая образовалась в результате износа гильзы под верхним поршневым кольцом, целесообразно обработать шабером или мелкозернистым шлифовальным кругом, установленным на пневматической или электрической дрели.
Поршни к цилиндрам следует подбирать так, чтобы зазор между стенкой цилиндров и юбкой поршня был 0,03…0,05 мм. Зазор определяется лентой-щупом толщиной 0,08 мм, шириной 10… 13 мм и длиной не менее 200 мм. Ленту-щуп протягивают через зазор между поршнем и цилиндром при неподвижном поршне с усилием 25… 45 Н, При этом поршень должен быть обращен днищем вниз, а лента-щуп должна находиться в плоскости, перпендикулярной оси отверстия под поршневой палец. Подбор поршней можно проводить не выпрессовывая гильзы из блока или после их выпрессовки. После подбора поршней к гильзам цилиндров необходимо на днищах поршней выбить порядковые номера цилиндров.
Посадку пальца в бобышках поршня выполняют с натягом 0,0025… 0,0075 мм. Допуск цилиндричности пальца равен 0,00125 мм в радиусном выражении. Стопорные кольца поршневого пальца следует устанавливать в канавках поршня с некоторым натягом, т.е. они не должны проворачиваться от усилия руки. Кольца, потерявшие упругость, следует заменить.
Шатуны
Нижнюю головку шатуна обрабатывают в сборе с крышкой, поэтому при разборке, контроле и сборке следует сохранять комплектность шатуна и крышки шатуна. Крышки шатунов центрируют по шлифованным поверхностям шатунных болтов. Ремонт верхней головки шатуна обычно заключается в выпрессовывании, запрессовывании и растачивании втулки. Усилие запрессовки втулки должно быть не менее 7 000 Н, При ремонте верхней головки шатуна размеры под втулку и палец должны соответствовать размерам, рекомендованным заводом-изготовителем. Для подбора пары поршневой палец — шатун размеры верхней головки шатуна (диаметр от-верстия под втулку) подразделяют на размерные группы, которые отличаются друг от друга на 0,0025 мм.
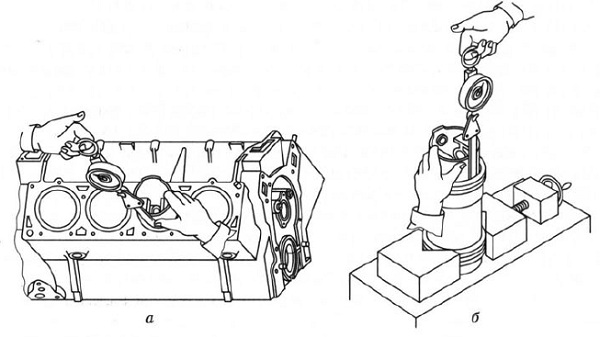
Рис. Подбор поршня к гильзе с помощью ленты-щупа:
а — гильза запрессована в блок цилиндров; б — гильза выпрессована из блока цилиндров
Сборка шатунно-поршневой группы
Для сборки шатуна с поршнем нужно подобрать поршневой палец к втулкам верхней головки шатуна и бобышкам поршня. Для соединения с шатуном поршень нагревают в масле или в электронагревательном приборе до температуры 55 °С. При этом палец в отверстие бобышки нагретого поршня должен входить плавно от усилия большого пальца правой руки. В таком соединении после охлаждения поршня появляется необходимый натяг 0,0025 …0,0075 мм.
Затем нужно сверить порядковые номера поршней и шатунов. Шатун закрепляют в тисках, устанавливают поршень, их соединение фиксируют пальцем. Поршень при сборке с шатуном должен быть установлен так, чтобы метка на днище поршня была направлена к передней части двигателя. Бобышка, выштампованная на шатуне для левой группы цилиндров, также должна быть направлена к передней части двигателя, т.е. в одну сторону с меткой на поршне. Для правой группы цилиндров при сборке поршня с шатуном бобышка шатуна должна быть направлена к задней части двигателя, а метка на днище поршня — к передней части.
После соединения и проверки шатунно-поршневой группы следует закрепить стопорными кольцами палец в бобышках поршня, затем тщательно протереть подобранные по канавкам и подогнанные к цилиндрам поршневые кольца и установить их на поршни с помощью специального приспособления. Поршни в сборе с шатуном необходимо проверить по массе. Детали комплекта, установленного на одном двигателе, не должны отличаться по массе более чем на 12 г, т.е. шатуны должны соответствовать по массе одной группе. Для установки поршней с шатунами в цилиндры блока нужно выполнить следующие операции:
- повернуть блок двигателя, установить его на стенде вертикально, передней частью вверх;
- последовательно, один за другим брать поршни с шатунами в сборе;
- тщательно протереть салфеткой постель под вкладыши в нижней головке шатуна;
- отвернуть гайки и снять крышку шатуна;
- установить шатун с поршнем.
При этом рекомендуется надеть на шатунные болты специальные колпачки из латуни или меди, предохраняющие зеркало гильзы цилиндров от повреждений.
Затем необходимо проверить и продуть отверстие в нижней головке шатуна, служащее для разбрызгивания масла на стенки цилиндра, вставить вкладыши в шатун и в крышку, протереть салфеткой верхние вкладыши шатуна и поршень, установить на поршень кольца, располагая внутреннюю выточку вверх, развести стыки компрессионных колец по окружности поршня примерно на 120°. После установки развести стыки компрессионных колец на 180°.
Далее следует протереть салфеткой гильзы цилиндров блока и шатунную шейку, смазать чистым маслом, применяемым для двигателя, поверхность шатунного вкладыша, поршня, поршневых колец и гильз цилиндров, вставить поршень с шатуном в цилиндр, направив метку на днище поршня к передней части двигателя с помощью специального приспособления, довести подшипники шатуна до шейки коленчатого вала, продвигая поршень по цилиндру с помощью деревянной оправки, смазать маслом шейку вала и подтянуть нижнюю головку к ней, снять предохранительные наконечники с шатунных болтов и поставить на место нижнюю крышку шатуна, закрепив ее шатунными гайками.
Перед окончанием сборки нужно проверить суммарный осевой зазор между торцами шатунов и шатунной шейки коленчатого вала с помощью щупа и окончательно затянуть болты шатунных подшипников динамометрическим ключом. После затяжки каждой пары шатунных подшипников следует проворачивать коленчатый вал. Момент прокручивания вала при правильно подобранных радиальных зазорах в подшипниках должен быть не более 100 Нм. Аналогичные операции нужно провести при установке в цилиндры остальных поршней с шатунами.
Сборка автомобильного двигателя
29.04.2018, 2270 просмотров.

Из всех операций по ремонту двигателя, его сборка относится к наиболее ответственным. Решающую роль при этом играет опыт моториста и его специализация по определенной категории двигателей. Также важным является тот факт, занимается моторист сборкой бензиновых или дизельных двигателей, так как эти моторы и их сборка имеют свои отличительные особенности.
Сама сборка двигателя включает в себя подготовительный этап, который не менее ответственен, чем сама сборка.
Подготовка к сборке
Все детали будущего двигателя вымываются самым тщательным образом, с вскрытием закрытых полостей и дополнительной продувкой их сжатым воздухом. Так как внутренняя чистота двигателя гораздо важнее наружной. Если внутри остался не удаленный малейший кусочек старой грязи или окалины, то он может свести на нет всю сборку двигателя. Сборка ведется в чистом помещении с бетонными или деревянными полами, исключающими наличие песка или пыли, для чего производится ежедневная влажная уборка сборочного участка. Непосредственно перед сборкой все детали проверяются на отсутствие дефектов и соответствию необходимым размерам и допускам. Наиболее востребованы к этому двигатели иномарок и поэтому при сборке двигателей зарубежного производства допускам уделяется повышенное внимание.
Блок цилиндров после выполнения операций по расточке подлежит обязательной мойке теплым содовым раствором, который способен убрать мельчайшие частицы абразива с зеркала цилиндров, невидимые простым взглядом. Проверить готовность цилиндра к сборке можно путем прижатия к зеркалу чистого белого листа бумаги. Если цилиндры удалось полностью отмыть от остатков абразива, то лист останется чистым, в противном случае на листе останутся множественные черные точки. Необходимо добиться абсолютной чистоты, которая будет являться залогом качественной сборки двигателя. В вымытом и продутом блоке цилиндров вставляются новые заглушки, там, где открывались внутренние каналы и полости и он готов к сборке.
Коленчатый вал
Далее проверяется коленчатый вал на осевое биение и соответствие прошлифованных шеек таблицам допуска. Если устанавливается новый коленчатый вал, то он также проверяется, так как не исключены дефекты. Помимо коренных и шатунных шеек проверяется посадочные места под сальники коленчатого вала, где не допускается никаких рисок. Все внутренние полости коленчатого вала должны быть тщательно вымыты и продуты под давлением. На рабочих поверхностях вала не должно быть трещин, прижогов или волнистости, а также не допускаются риски, забоины, вмятины или царапины. Появившиеся после шлифовки острые кромки масляных каналов должны быть обработаны и заполированы. Помимо этого коленчатый вал проверяется на магнитном дефектоскопе на отсутствие трещин или раковин.
Поршня и шатуны
Поршня проверяются на соответствие развесовке и при необходимости подгоняются. Массы поршней одного двигателя не должны отличаться друг от друга более чем на 4 г и при несоответствии масс, подгоняется их вес. Поршня не должны иметь трещин, раковин, забоин, задирав и заусенец. Поршневые пальцы должны быть одной размерной группы с поршнем, допускается подбор пальца из соседней размерной группы. Шатуны также проверяются на соответствие весу, где разница между шатунами для одного двигателя не должна превышать 8 г., при необходимости также производится подгонка веса, путем снятия металла либо с бобышек, либо равномерно по всей длине шатуна.
Шатун и крышка должны быть одного комплекта и иметь совпадение номеров и меток. Не допускается переворачивание крышки относительно шатуна, так как они обработаны совместно в одном положении. При необходимости замены верхней втулки шатуна (плавающий палец), ее предварительно охлаждают или же нагревают шатун до 200 градусов, после чего запрессовывают новую втулку и развальцовывают края. Втулку разворачивают под соответствующий размер поршневого пальца. Правильно подобранный палец должен легко проворачиваться во втулке шатуна и не выпадать из него под собственным весом. Перед установкой коленвала в блок цилиндров собирается каждая шатунная шейка, где устанавливается соответствующий шатун с вкладышами и после зажатия его крышки предписанным моментом, проверяется легкое вращение его вокруг шатунной шейки. Если все в норме, то шатуны снимаются, и вал можно устанавливать в блок цилиндров.
Соединение шатуна с поршнем
Соединение относится к ответственным операциям при сборке. Необходимо совместить метки на поршне и шатуне для правильной ориентации при сборке. На днище поршня обычно ставится стрелка, указывающая на первый цилиндр. Шатуны могут иметь метку в виде прилива или прорези, или же ориентиром служит отверстие для выхода масла, которые также ориентируют на первый цилиндр. Если нет никаких отметок, то для большинства существующих шатунов ориентиром служат замки вкладышей, которые при виде на шатун спереди расположены справа.
Шатуны с поршнями «собираются » до установки поршневых колец. Если поршень с плавающим пальцем, то он предварительно нагревается до 80-100 градусов, после чего поршневой палец в бобышки поршня должен войти от усилия руки. После соединения палец стопорится кольцами в канавках бобышек поршня.
Если пара шатун поршень с плавающим поршнем, то в температурной печи нагреваются верхние головки шатуна до температуры 270-300 градусов и сборка с поршнем производиться очень быстро, пока не остыла головка шатуна. После остывания верхней головки шатуна, поршневой палец уже невозможно будет сдвинуть без применения пресса.
Для монтажа поршня с шатуном в этом случае используется специальная оправка, которая ориентирует поршневой палец относительно краев бобышек поршня, После установки шатун должен быть по центру поршневого пальца, а края пальца должны быть на одном расстоянии утоплены от краев бобышек поршня. Далее собранный с шатуном поршень устанавливается в тиски, и монтируются поршневые кольца с использованием специальных щипцов. Первым ставится маслосъемное кольцо, затем два компрессионных. Если на кольцах есть отметка TOP (верх ), то метка должна смотреть на верх поршня, если метка отсутствует, то допускается произвольная установка кольца. Комплекты поршневых колец для иномарок обязательно имеют отметку TOP.
Контроль зазора в замке поршневых колец
Обязательным условием перед монтажом является контроль зазора в замке кольца, который должен быть не менее 0.3-0, 4 мм для верхнего компрессионного кольца и 0, 2-0,3 мм для среднего и маслосъемного колец. Если устанавливается наборное маслосъемное кольцо (обычно им мотористы отдают предпочтение при сборке), то зазор между дисками лучше увеличить до 0, 4-0, 5 мм, чтобы цилиндр не «голодал » от излишнего съема масла.
Если зазор будет слишком мал, то после прогрева двигателя, за счет температурной разницы кольца и цилиндра, зазор исчезнет совсем, что приведет к заклиниванию кольца и как следствие задиру зеркала цилиндров. При необходимости зазор обязательно подгоняется, желательно алмазным надфилем, После подгонки зазора, в замке подпиленные края обрабатываются от заусенцев.
Блок цилиндров после проверки устанавливается на сборочный, поворотный стенд. Вставляются коренные вкладыши, на иномарках один из вкладышей, выполнен с боковыми отливами, играющими роль полуколец, ограничивающих осевое перемещение коленчатого вала. Проверяются совпадения отверстий во вкладышах с масляными каналами. Вкладыши обильно смазываются маслом для двигателя, и устанавливается коленчатый вал. При установке коленчатого вала не допускается перестановка местами его крышек (бугелей ), равно как и использование «чужих », так как крышки обрабатываются совместно с блоком и не допускается изменение их установки. Крышки коленчатого вала затягиваются соответствующим моментом, и проверяется вращение вала. Признаком правильной шлифовки и сборки, является свободное вращение коленвала при помощи рук.
Монтаж поршневой группы
Затем с помощью универсальной оправки вставляются поршня с шатунами, с предварительно вставленными в них шатунными вкладышами. Оправка обжимает поршневые кольца и поршень, смазанные маслом и, поршень легкими ударами деревянной ручки молотка просаживается внутрь цилиндра до соединения нижней головки шатуна с шатунной шейкой, которая также предварительно обильно смазана маслом. Стрелку на днище поршня при этом ориентируют в направлении первого цилиндра. На болты шатунов устанавливаются крышки и гайки, которые затягиваются предписанным моментом. Когда посажены и затянуты предписанным моментом все шатуны, двигатель проворачивают для проверки правильности сборки. Коленчатый вал должен без заеданий провертываться при проверке, не оказывая заметного сопротивления. «Душа » двигателя собрана и можно быть уверенным, что если соблюдены все эти условия, то отремонтированный двигатель будет иметь значительный ресурс, мало чем уступающий новому двигателю.
Известно, что дизельные двигатели являются довольно экономными. Если сравнивать с бензиновыми двигателями, дизельный двигатель потребляет меньше топлива примерно на 30%.
Статья для тех, кто решил самостоятельно ремонтировать двигатель.







