- Как ремонтировать автомобиль
- Организация сборки автомобилей
- Характерными для поточной сборки автомобиля являются следующие признаки:
- Цех по сборке легковых машин
- Климатические параметры на протяжении года в г. Кокшетау. Объемно-планировочные и конструктивное решение строительства цеха по сборке легковых машин. Описание применяемого инженерного оборудования. Фундамент, колонны и несущая конструкция покрытия здания.
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
- Автосборочное производство
- Процесс сборки автомобилей (кузова и шасси). Trim and chassis.
- Как устроен АВТОВАЗ – анатомия крупнейшего в России автозавода
- Производственный периметр
- Металлургическое производство (МтП)
- Прессовое производство (ПрП)
- Энергетическое производство ЭП
- Производство пластмассовых изделий (ППИ)
- Механосборочное производство (МСП)
- Сборочно-кузовное производство (СКП)
- Сотрудники
Как ремонтировать автомобиль
Организация сборки автомобилей
Организация сборки автомобилей. Общую сборку автомобилей производят либо на универсальных рабочих местах при небольшом объеме производства и многономенклатурной производственной программе, либо на потоке в случае специализированных предприятий со значительным объемом производства. Общая сборка на ремонтном предприятии должна производиться в той же последовательности и с той же тщательностью, как и сборка нового автомобиля.
Сборка на универсальных рабочих местах характеризуется неподвижностью собираемого автомобиля, к которому подаются все составные части. Такая организация сборки требует продолжительного времени и сборщиков высокой квалификации.
Поточная сборка осуществляется при принудительном передвижении собираемого автомобиля. Автомобиль перемещается конвейером, на котором производится процесс сборки. Движение конвейера (непрерывное или периодическое) принимается в зависимости от размера производственной программы, такта выпуска, сложности сборочных операций и других технологических факторов. Отрезок времени между выходом со сборки двух готовых автомобилей называется тактом сборки.
Характерными для поточной сборки автомобиля являются следующие признаки:
за рабочим местом закреплена определенная сборочная операция;
собранный на предыдущем рабочем месте автомобиль передается на следующую операцию немедленно по окончании предыдущей;
на всех рабочих местах сборочной линии работа синхронизирована и производится по выбранному такту;
Процесс сборки автомобиля начинается, как правило, с установки рамы автомобиля на подставки при сборке на универсальных рабочих местах или на подвижные тележки при поточной сборке. Затем на базовую сборочную единицу (раму) устанавливают в строгой технологической последовательности все основные узлы и агрегаты: передний и задний мосты, карданную передачу, рулевое управление, двигатель в сборе с коробкой передач, радиатор, кабину, колеса и остальные узлы, механизмы и детали. В процессе сборки выполняются необходимые регулировочные работы.
При сборке необходимо обращать внимание на строгое центрирование агрегатов относительно друг друга, так как несоблюдение этого условия приводит к чрезмерному износу отдельных агрегатов и их преждевременному выходу из строя в процессе эксплуатации.
Цех по сборке легковых машин
Климатические параметры на протяжении года в г. Кокшетау. Объемно-планировочные и конструктивное решение строительства цеха по сборке легковых машин. Описание применяемого инженерного оборудования. Фундамент, колонны и несущая конструкция покрытия здания.
| Рубрика | Строительство и архитектура |
| Вид | курсовая работа |
| Язык | русский |
| Дата добавления | 09.09.2012 |
| Размер файла | 22,2 K |

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
Министерство Образования и Науки Республики Казахстан
Международная Образовательная Корпорация
Казахская Головная Архитектурно-Строительная Академия
По дисциплине: «Архитектура»
Выполнил: Стр.10-2 Садыков Н.Б
Проверил: ассист пр. Мэлс Р.М
2. Исходные данные
3. Объемно- планировочное решение
4. Конструктивное решение
5. Список использованной литературы
цех строительство фундамент колонна
Темой курсовой работы является «Цех по сборке легковых машин» который расположен в городе Кокшетау.
Наиболее крупным промышленным предприятиям города является: Цех по сборке легковых машин.
В городе традиционно развита лёгкая промышленность.
Основным назначением архитектуры всегда являлось создание необходимой для существования человека жизненной среды, характер и комфортабельность которой определялись уровнем развития общества, его культурой, достижениями науки и техники. Эта жизненная среда, называемая архитектурой, воплощается в зданиях, имеющих внутреннее пространство, комплексах зданий и сооружений, организующих наружное пространство — улицы, площади и города.
Сокращение затрат в архитектуре и строительстве осуществляется рациональными объемно — планировочными решениями зданий, правильным выбором строительных и отделочных материалов, облегчением конструкции, усовершенствованием методов строительства. Главным экономическим резервом в градостроительстве является повышение эффективности использования земли.
Темой курсовой работы является «Промышленные здания». Данное ПП запроектировано простой прямоугольной формы. Параметры промышленного здания:
При проектировании промышленных зданий необходимо руководствоваться:
— основными техническими направлениями в проектировании предприятий соответствующих отраслей промышленности исходя из ближайшей перспективы развития науки и техники;
— действующими Строительными нормами и правилами, указаниями по проектированию и строительству, каталогами проектов, строительных конструкций и деталей;
— утвержденными прейскурантами, сметными нормами и правилами, указаниями по проектированию и строительству, каталогами проектов, строительных конструкций и деталей;
— нормативами удельных капитальных вложений для отраслей промышленности.
— Проектирование должно осуществляться с учетом рекомендаций по использованию законченных научных исследований, проектно -конструкторских работ по созданию нового оборудования, прогрессивных технологических процессов.
Современное индустриальное строительное производство ведется на базе развитой сети заводов-изготовителей, направляющих на строительные площадки, подготовленные к монтажу укрепленные элементы зданий массой до 10 т, в соответствии с грузоподъемностью монтажных кранов.
Габарит крана от оси головки рельса: вверх — 1375 мм, вниз — 125 мм, наружу — 150мм. Ширина кран-балки 3150 мм. Расстояние от продольной оси колонн до оси катков крана 325 мм, так как грузоподъемность крана равна — 10 т.
2. Исходные данные
Климатические параметры холодного периода года
Климатические параметры теплого периода года
Автосборочное производство

Копирование текста разрешено при условии ссылки на данный контент.
Процесс сборки автомобилей (кузова и шасси). Trim and chassis.
Процесс сборки автомобилей имеет аналогию между всеми автопроизводителями, но могут отличаться последовательностью. Важным аспектом можно выделить наличие автоматизации, т.к. именно на сборке этот показатель имеет самый низкий коэффициент, в пределах 10-15%. Как бы странно это не выглядело, но именно автоматизация специально минимизируется автопроизводителем и в цифрах это выглядит следующим образом: окупаемость автоматического процесса предприятию (оборудование) в денежном эквиваленте достигает 5 лет и более. Это высокий показатель, тогда как оптимальный срок окупаемости должен сохраняться до 3-х лет.
Касательно автоматизации на сборке.
Автоматическая сборка применяется зачастую для вклейки стекол, когда робот наносит клей на стекло и устанавливает на кузов.
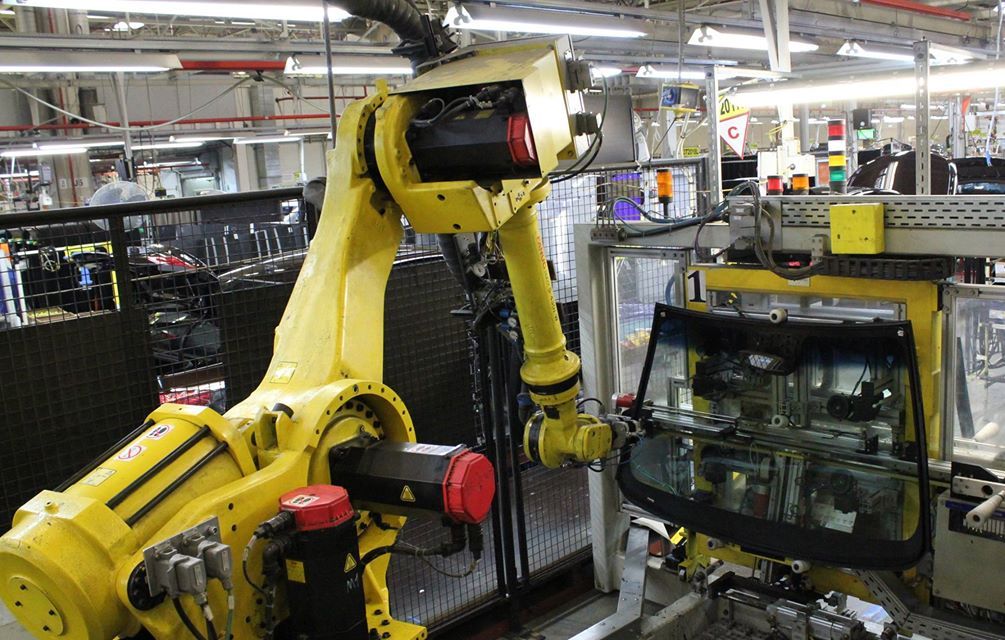 Процесс роботизированной вклейки стекла
Процесс роботизированной вклейки стекла
Остальные вариации это в основном манипуляторы, они облегчают вес изделия и скорость подачи крупной и тяжелой детали, например, как панель приборов, двигатель, двери, колеса, АКБ.
Передовые европейские заводы усовершенствовали процесс сборки интегрировав в конвейер возможность продольного кручения кузова, допустив 90 градусный поворот собираемого автомобиля. Данная опция позволяет быстро, качественно и с минимальной трудоемкостью для операторов производить сборку со стороны днища автомобиля. Т.к. это дорогое оборудование, в России нет подобных линий.

Оптимизации численности персонала возможна с помощью подачи деталей и комплектующих на конвейер посредством автоматических транспортеров AGV.
AGV – это автоматическая телега которая перемещается в заданной траектории. Траектория создается с помощью специальной ленты на полу, от точки А к точке Б и обратно, т.е. склад-конвейер-склад. Имеет она собственную АКБ батарею, блок управления, программатор, связь по WI-FI.

В СНГ AGV используют на Рено Россия (ранее Автофрамос), GM-AVTOVAZ, Nissan СПБ. Сегодня AGV пользуются популярностью, имеют окупаемость в течение года.
Логист на складе заполняет AGV и подтверждает отправку, далее транспортер приезжает к точке доставки и ожидает дальнейшей команды, сборщик на линии выгружает телегу на своем посту и подтверждает возврат на склад.
 Применение AGV в условиях производства
Применение AGV в условиях производства
Но, прогресс в сборочном производстве не стоит на месте и вместо автоматизации сборочные производства сконцентрированы на оптимизации процессов, именно этот пункт позволяет минимизировать количество персонала с максимальным экономическим эффектом, при этом улучшить показатели качества автомобиля, о них опишем ниже:
В особенности в этом заинтересованы отечественные автопроизводители и небольшие компании по производству крупных автокомпонентов. Например, российские автопроизводители редко производят замену модельного ряда, в том числе и фейслифт. Причина крайне проста, все сохранившиеся заводы наследия СССР перешли в частные руки с устаревшим и не модифицированным многие годы принципом работы, в свою очередь у владельцев нет свободных средств, как следствие мы слышим из СМИ о выделении государственной поддержки/субсидий.
Иностранные автопроизводители последовательно вели цикл оптимизаций, как один из простых примеров, это завод полного цикла держать в одних руках убыточно, концентрация осуществляется на основные процессы производства автомобиля, а именно Прессовое, Сварочное, Окрасочное, Сборочное.
Все вторичные производственные процессы, как например: производство баков, пластика (бампера, панели проборов и т.п.), сиденья, печки, шумоизоляция (в том числе ковры) и прочее отдается на аутсорсинг и изготавливается партнерами автопроизводителя.
Почему убыточен завод полного цикла? Опишем требуемые замороженные средства в этапах для деталей и комплектующих на примере производства металлического бензобака:
- Заводу необходимо закупить металл для бензобака (если используется металлический),
- Оплата доставки,
- Хранение на складе завода,
- Транспортировка внутри завода на раскрой,
- Далее, нарезка на заготовки,
- Штамповка,
- Транспортировка на сборку и “обварку” заготовок,
- Транспортировка на окраску,
- Процесс окраски,
- Далее транспортировка на подсборку навесных деталей и в качестве готового продукта через склад в сборочно-кузовной цех.
Данное количество операций занимает несколько дней прежде чем изделие будет установлено на автомобиль, а прибыль за готовую единицу продукции (в нашем случае бензобак) возможно получить только после продажи товарного автомобиля, что составляет примерно 3-4 месяца.
В общей сложности период замораживания средств для детали и ее комплектующих, персонала, здания, налога, электричества, логистики по заводу и т.д. составит порядка 5-6 месяцев.
Однозначно, компактное предприятие с основными циклами имеет меньший период оборота финансовых средств, что позволяет пустить их на развитие.
Все вторичные детали отданы поставщикам, где они сами заказывают оснастку, обслуживают здание и помещение, склады в том числе доставку до сборочного цеха на условиях 30 или 60 дневной отсрочки платежа перед заказчиком.
 Площадка GM
Площадка GM
 Площадка GM
Площадка GMНа примере General Motors.
Автопроизводитель не производит пластиковые детали, но имеет несколько поставщиков, где каждый изготавливает панель приборов, бампера, обшивки дверей. GM выставляет требования к качеству, согласовывает входные цены, производит постоянный аудит поставщика, это называется “развитием”.
При необходимости сделать фейслифт новому продукту, GM отдает поставщику
чертежи. Поставщик за счет собственных средств заказывает оснастку, ведет проект под ключ до серийного производства и поставки продукта на площадку GM.
Оплата затрат поставщика имеет 2 варианта:
- цена затрат поставщика ложится на стоимость детали,
- затраты оплачиваются отдельно после запуска производства.
Каждый из вариантов имеет отсрочку оплаты, что выгодно для GM.
Как устроен АВТОВАЗ – анатомия крупнейшего в России автозавода

В одной из своих публикаций интернет-версия Forbes писала: «Мрачноватые серые корпуса АВТОВАЗа видны еще на подъезде к Тольятти». Хороший литературный прием, но на самом деле это не так. Автозавод расположен на окраине одноименного автозаводского района города и не виден ни с одной трассы — ни со стороны Самары, ни со стороны Сызрани, ни со стороны Дмитровограда и Ульяновска. Главные же районы города, Центральный и Комсомольский, находятся на значительном удалении от заводского периметра.
Производственный периметр
Производственный периметр АВТОВАЗа включает следующие единицы: сборочно-кузовные производства LADA Priora, LADA Кalina, LADA 4х4, производство автомобилей на платформе альянса Renault-Nissan и опытно-промышленное производство. В периметре завода также находятся: металлургическое, прессовое, энергетическое производство и производство пластмассовых изделий.

Металлургическое производство (МтП)
МтП называют «заводом в заводе», и это совершенно справедливо, потому что это полноценный металлургический завод, разделённый на семь подразделений: основные (кузнечное, чугуннолитейное и алюминиевое литьё) и вспомогательные (ремонтное, инструментальное, ремонтно-литейное и ремонтно-кузнечное).
• 120 000 тонн чугунного литья (90 наименований заготовок из высокопрочного чугуна)
• 35 000 алюминиевого литья (120 наименований деталей)
• свыше 103 000 тонн штампованных заготовок
• порядка 1115 тон металлокерамики (84 позиции)
• более 1 миллиона блоков цилиндров для двигателей
В кузнечных цехах делают 170 наименований штамповок и поковок — среди них блоки шестерен, шатуны, поворотные кулаки, полуоси, пружины подвесок. При этом используют методы горячей, полугорячей и холодной объемной штамповки.
Прессовое производство (ПрП)
Прессовое производство АВТОВАЗа считается лучшим в Европе. Этой информацией Бу Андерссон поделился с нами во время проекта «Один день из жизни Президента». Ежегодно ПрП выпускает более 1 миллиона автокомплектов. Они поставляются на заводской конвейер, на предприятия внешней сборки, дочерние фирмы и рынок запчастей.
Энергетическое производство ЭП
В состав ЭП входит 5 энергоцехов: западной зоны, восточной зоны, главного корпуса, металлургического производства, внешних объектов. Водоснабжение поддерживается работой трех цехов: очистные сооружения воды, очистные сооружения канализации, оборотное водоснабжение и канализация. Кроме того, в число подразделений ЭП также входят: электросиловой цех, электротехническая лаборатория, цех противопожарных автоматов, цех контрольно-измерительных приборов и автоматики, цех газоснабжения, цех аварийной техники и спецмашин, цех тепловодоснабжения и ремонта сетей и электромеханический цех.

• 2,5 миллиарда киловатт-часов электроэнергии в год (этой энергии хватило бы для города с 1,5 миллионами жителей)
• 100 миллионов кубометров хозпитьевой воды в год
• миллиарды кубометров сжатого воздуха в год
• миллиарды кубометров сжатого воздуха, триллионы — кондиционированного (в год)
• сотни тысяч кубометров ацетилена и углекислого газа в год
• более 1000 мегаватт установленной мощности головных трансформаторов
• 3,5 миллиона гигакалорий тепла
• тысячи километров трубопроводов, кабельных и воздушных линий электропередач, шинопроводов и воздуховодов
Помимо указанного ежегодно в ЭП очищаются сотни миллионов кубометров различных стоков, и даже этим деятельность подразделения не исчерпывается.
Производство пластмассовых изделий (ППИ)
ППИ — сравнительно молодое производство АВТОВАЗа, оно было создано в 1995 году. Большая честь интерьерного и экстерьерного пластика для автомобилей Lada изготавливается в ППИ. Помимо потребностей АВТОВАЗа это производство обеспечивает пластиком и предприятие GM-AVTOVAZ, где выпускают Chevrolet Niva.
Механосборочное производство (МСП)
Сейчас МСП преобразовано в три самостоятельных подразделения — производство двигателей, шасси и коробок передач. И это полностью отражает его структуру — все узлы автомобиля (за исключением связанных с кузовом) действительно собирают в МСП. Каждый год тут производят более 1 миллиона комплектов для обеспечения выпуска автомобилей на главном конвейере, в комплексе «Lada Kalina», производстве Lada 4×4, на предприятии GM-AVTOVAZ, а также для поставок на предприятия внешней сборки и на рынок запчастей.

Сборочно-кузовное производство (СКП)
Сборка автомобилей на АВТОВАЗе ведётся на трёх линиях. На так называемом главном конвейере сейчас две «нитки» — на одной делают Lada Priora в трёх типах кузова, а на другой — автомобили на французской платформе B0, в том числе и Lada Largus. Отдельный сборочный цех имеет трёхдверная Lada 4х4. И ещё один отдельный цех — открытый в 2004 году цех сборки машин на платформе Granta; помимо «Гранты» это Lada Kalina в вариантах хэтчбек и универсал, а также седан и хэтчбек японского бренда Datsun. А опытно-промышленное производство в полном смысле слова стоит особняком — оно вынесено за основной периметр завода, а собирают там мелкосерийные пятидверную Lada 4×4 и «Приору» в кузове купе.

Сотрудники
На конец 2014 года численность персонала на АВТОВАЗе составляла 52 500 человек. Такое количество — это результат оптимизации персонала, сокращений. Для сравнения приведем официальные цифры, которые были обнародованы годом ранее. В конце 2013 года на предприятии работало 65 800 человек. Что касается средней зарплаты на АВТОВАЗе, то на основании данных прошлого года можно говорить о 26 980 рублях. По сравнению с 2013 годом рост составил 11%.
На каждого работника предприятия в 2014 году приходилось 40 выпущенных автомобилей. А по заверениям Бу Инге Андерссона, в 2015 году эта цифра должна подняться до 60. Если оглянуться назад, в то время, когда оптимизация персонала рисовалась в качестве ужасающей перспективы, а было это в 2013 году, то каждый работник в год «выпускал» 20 автомобилей. А в 2011 году этот показатель составлял лишь 5 (!) автомобилей, «выпущенных» в год одним сотрудником. В цифрах выпущенных авто это выглядит так: за 2014 год АВТОВАЗ выпустил 511 894 автомобиля.
Следите за публикациями в рубрике «Спецпроект Lada 2015». В ближайшем будущем мы расскажем о привлекательности АВТОВАЗа для рабочих и многом другом, чего вы не знали.







