Техническое обслуживание производится для всех электрических машин, находящихся в эксплуатации, и состоит из следующих работ: — мелкий ремонт, не требующий специальной остановки машины и осуществляемый во время перерывов в работе технологических установок, с целью своевременного исправления незначительных дефектов машин, подтяжки контактов и креплений, смены щеток, регулировки траверс, регулировки устройств, обеспечивающих выходные параметры генераторов, умформеров и преобразователей, регулировки защиты, протирки и чистки доступных частей машины — наружных поверхностей, колец, коллекторов и т. п.; — осмотры эксплуатируёмых машин, включая систему их управления и защиты; — заполнение карты осмотра; — повседневный надзор за выполнением правил эксплуатации и инструкций заводов-изготовителей и, в частности, за величиной нагрузки, за температурой подшипников, обмоток и корпуса, а для машин с замкнутой системой вентиляции — надзор за температурой входящего и выходящего воздуха, контроль за наличием смазки, проверка отсутствия ненормальных шумов и гула, а также отсутствия искрения на коллекторах и кольцах; — контроль за соблюдением правил безопасности операторами или мотористами, работающими на оборудовании; — повседневный контроль за целостностью заземления; — отключение электромашин в аварийных ситуациях; — участие в приемо-сдаточных испытаниях после монтажа, ремонта и наладки электрических машин и систем их защиты и управления.
Типовой объем текущего ремонта машин включает:
— производство операций технического обслуживания; — отключение от питающей сети; — очистку наружных поверхностей от грязи, пыли и масел; разборку машины в нужном для производства ремонта объеме; — проверку состояния, промывку подшипников, замену подшипников качения при превышении величины максимально допустимых радиальных зазоров; — проверку работы смазочных колец для электромашин с подшипниками скольжения; — проверку, ремонт системы принудительной смазки отключающей блокировки при прекращении подачи смазки в соответствии с требованиями; — замену смазки; — осмотр и очистку вентиляционных устройств; — проверку и ремонт крепления вентилятора; проверку и ремонт у машин с принудительной вентиляцией (продуваемых электромашин) шиберов, заслонок и их приводных механизмов; — осмотр, очистку и продувку сжатым воздухом статорных и роторных (якорных) обмоток, коллекторов, а также вентиляционных каналов; — проверку состояния и надежности крепления лобовых частей обмоток и устранение дефектов; — устранение местных повреждений изоляции обмоток статора, ротора (якоря); — сушку обмоток и покрытие лобовых частей обмоток покровным лаком (при необходимости); — проверку и подтяжку крепежных соединений (крепление к фундаменту, к салазкам, крепление шкивов, муфт, конструктивных креплений узлов самой машины) и контактов, при необходимости замену крепежных деталей; — зачистку и шлифовку колец и коллекторов, продороживание коллектора (при необходимости); — проверку и регулировку щеткодержателей, траверз, щеткоподъемных закорачивающих механизмов; — проверку состояния и обозначений (маркировки) выводных концов обмоток, клеммных щитков с производством необходимого ремонта; — замену фланцевых прокладок и уплотнений; проверку и восстановление герметичности взрывозащищенных машин в соответствии с «Инструкцией по ремонту взрывозащищенного электрооборудования»; — сборку машины; — проверку защитного заземления; — подсоединение электросети; — проверку работы на холостом ходу и под нагрузкой; — проверку для машин, работающих при разных частотах вращения, правильности работы в различных режимах; — проверку для генераторов, преобразователей, умформеров, индукционных регуляторов, фазорегуляторов выходных параметров; — устранение повреждений окраски; проведение приемо-сдаточных испытаний, оформление сдачи машины после ремонта.
Типовой объем капитального ремонта машин включает:
Ремонт электрических машин
Содержание материала
При текущем ремонте электрических машин выполняют следующие работы: проверку степени нагрева корпуса и подшипников, равномерности воздушного зазора между статором и ротором, отсутствия ненормальных шумов в работе электродвигателя; чистку и обдувку электродвигателя без его разборки, подтяжку контактных соединений у клеммных щитков и присоединении проводов, зачистку колец и коллекторов, регулирование и крепление траверсы щеткодержателя, восстановление изоляции у выводных концов, смену электрощеток; смену и долив масла в подшипники. При необходимости производят: полную разборку электродвигателя с устранением повреждений отдельных мест обмотки без ее замены; промывку узлов и деталей электродвигателя; замену неисправных пазовых клиньев и изоляционных втулок, мойку, пропитку и сушку обмотки электродвигателя, покрытие обмотки покрывным лаком, проверку крепления вентилятора и его ремонт, проточку шеек вала ротора и ремонт беличьей клетки (в для подшипников с принудительной смазкой (0,05 + 0,08) Дш, где Дш — диаметр шейки вала.
Для создания более благоприятных условий образования масляного клина рекомендуют у разъемных подшипников делать боковые зазоры В = а. В этом случае подшипники растачивают на диаметр Д + 2а с применением прокладок толщиной а.
Допустимая разница воздушных зазоров электрических машин не должна превышать значений, указанных в заводских инструкциях, а если таких данных нет, то зазоры должны отличаться на величину не больше, чем указано ниже для машин: асинхронных — на 10 %; синхронных тихоходных — на 10 %; синхронных быстроходных — на 5 %; постоянного тока с петлевой обмоткой и зазором под главными полюсами более 3 мм — 5 %; постоянного тока с волновой обмоткой и зазором под главными полюсами более 3 мм — на 10 %; а также якорем и дополнительными полюсами — на 5 %. Разбег — осевая игра вала машины в подшипниках скольжения в одну сторону от центрального положения ротора не должен превышать 0,5 мм для машин напряжением до 10 кВт, 0,75 мм — для машин 10—20 кВт, 1,0 мм — для машин 30—70 кВт, 1,5 мм — для машин 70—100 кВт. Суммарный двусторонний разбег вала не должен превышать 2—3 мм. Зазоры в подшипниках качения
Внутренний диаметр подшипника, мм
Осевая игра в однорядных шарикоподшипниках, мм» для серии
Радиальный зазор, мм
в новых однорядных шарикоподшипниках
в новых роликоподшипниках
наибольший допустимый при износе подшипников
В контрольно-дефектационные операции после разборки электромашин входят: внешний осмотр и обмер всех изнашиваемых поверхностей деталей; окончательное заключение о состоянии деталей в результате осмотра, проверок и испытаний. Результаты дефектации записывают в ремонтную карту, на основании которой технолог или мастер заполняет операционную карту и назначает вид ремонта. Дефектные детали и узлы ремонтируют способами, указанными ниже.
Технология ремонта узлов и деталей электрических машин. Конструкция коллектора.
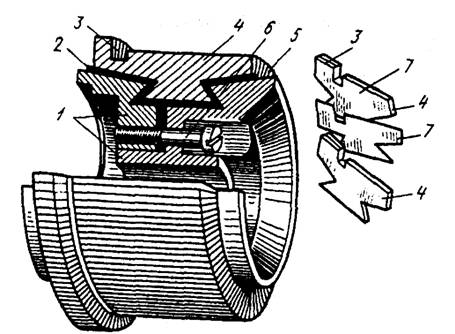
Дня большинства электрических машин применяют конструкцию коллектора, показанную на рис. 6. Коллектор машины должен быть очищен от грязи и смазки. Изоляция коллектора должна быть продорожена, с граней коллекторных пластин сняты фаски. Коллектор, имеющий неровности до 0,2 мм, должен быть отполирован, 0,2—0,5 мм — прошлифован, более 0,5 мм — проточен. Биение коллектора у машин (проверенное по индикатору) не должно превышать 0,02 мм для коллекторов диаметром до 250 мм и 0,03—0,04 мм для коллекторов диаметром 300-600 мм.
Ремонт коллекторов.
Сведения о возможных неисправностях, причинах их возникновения и способах ремонта коллекторов приведены в табл. Рис. 6. Устройство коллектора: 1 — стальной корпус; изоляция; 3 — петушки; 4 — пластина коллекторная; 5— шайба конусная натяжная; 6— винт стопорный; 7— прокладка миканитовая Рис. 7. Формовка коллектора на токарном станке
Неисправность коллектора
Неисправность
Искрение. Круговой огонь
Биение. Выступание пластин
Плохая сборка. Некачественный миканит
Выступание изоляции между пластинами
Износ пластин. Ослабление коллектора
Продороживание. Подтягивание. Обточка
Выступание пластин на краю коллектора
Предельная обточка. Слишком тонкие пластины
Замена комплекта пластин и межламельной изоляции
Обломана часть петушков (в шлице)
Неосторожная выбивка концов обмотки из шлица
Разборка. Ремонт или за мена пластин
Замыкание между пластинами
Заусенцы на поверхности. Прогар миканитной изоляции из-за попадания масла и медно-угольной пыли
Осмотр. Расчистка. Глубокая прочистка между пластинами. Промывание спиртом. Замазывание пастой
Замыкание внутри кол лектора
Замыкание на корпус
Пробой, прогар изоляционных конусов
Разборка, ремонт или за мена коллектора с формовкой на станке (рис. 7)
Ремонт контактных колец.
Комплект контактных колец показан на рис. 8. Незначительные повреждения поверхности контактных колец (подгары, биение, неравномерная выработка) устраняют зачисткой и полировкой без демонтажа колец. При больших повреждениях поверхностей кольца снимают и протачивают с уменьшением их толщины не более чем на 20 %. Пробой изоляции на корпус, а также предельный износ колец вызывают необходимость их замены. Замены целесообразно производить только в крупных ЭРЦ, где на каждый вид контактных колец составляют типовой технологический процесс разборки, изготовления, сборки и испытания с обеспечением соответствующими приспособлениями и оборудованием.
Ремонт сердечников.
Сердечники (активная сталь) одновременно служат магнитопроводом и остовом для размещения и укрепления обмотки. При ремонте и замене обмотки необходимо проверить сердечники и устранить обнаруженные дефекты. Основные неисправности сердечников статора и ротора, их причины, а также способы устранения приведены в табл. Неисправности сердечников статора и ротора
Неисправность
Выпадение вентиляционных распорок Ослабление стяжных болтов Отлом и выпадение отдельных зубцов
Ремонт распорок Подтянуть болты Забить и укрепить клинья
Распушение зуб цов
Слабые крайние листы или нажимные шайбы
Подпрессовка. Усилие крайних листов
Заусенцы. Зашлифованные места. Механические повреждения поверхности сердечников
Порча изоляции стяжных болтов
Пробой изоляции обмотки на сталь
Неправильная сборка или монтаж машины. Механические повреждения
Рис. 8. Кольца контактные в сборе: 1 — втулка; 2 — электрокартон; 3 — кольцо контактное; 4 — изоляция шпилек; 5 — шпильки контактные (выводы от колец)
Условия для безыскровой коммутации.
Если плотность тока, приходящаяся на единицу поверхности соприкосновения щетки с коллектором в каком-либо месте становится слишком большой, щетки искрят. Искрение разрушает щетки и поверхность коллектора. Надежный контакт между щеткой и коллектором обеспечивает гладкая зеркальная поверхность коллектора (без выступов, вмятин, подгаров, без эксцентриситета или биения). Механизм подъема щеток должен быть исправным. На одной машине нельзя применять щетки разных марок. Они должны быть установлены строго на нейтрали. Расстояние между щетками по окружности коллектора должны быть равными. Отклонения в расстояниях между сбегающими концами щеток не должны превышать 1,5 % для машин мощностью до 100 кВт. От обоймы до поверхности коллектора расстояние должно быть 2—4 мм. При наклонном расположении щеток острый угол щетки должен быть набегающим. Допустимые отклонения обойм щеткодержателя от номинального размера в осевом направлении — 0—0,15 мм; в тангенциальном направлении, при ширине щеток менее 16 мм —0—0,12 мм; при ширине щеток более 16 мм — 0—0,14 мм. Допустимые отклонения размеров щеток от номинальных размеров обоймы щеткодержателя могут быть только со знаком минус. Величины допустимых отклонений: в осевом направлении от — 0,2 до — 0,35 мм; в тангенциальном направлении (при ширине щеток до 16 мм) от — 0,08 до — 0,18 мм; в тангенциальном направлении (при ширине щеток более 15 мм) от — 0,17 до — 0,21 мм. Рис. 9. Формы валов электромашины: а — машин постоянного тока; б, в — асинхронных двигателей
Зазор щеток в обойме не должен превышать в осевом направлении — 0,2 -г- 0,5 мм; в тангенциальном направлении (при ширине щеток до 16 мм) 0,06 * 0,3 мм; в тангенциальном направлении (при ширине щеток более 16 мм) 0,07 + — 0,35 мм. Рабочая (контактная) поверхность щеток должна быть отшлифована до зеркального блеска. Удельное нажатие различных марок щеток должно находиться в пределах 0,15—4 МН/м 2 и приниматься по каталогам. Отклонение в величине удельного нажатия между отдельными щетками одного стержня допускается на ± 10 %. Для двигателей, подвергающихся толчкам и сотрясениям (крановые и др.), удельное нажатие допускается повышать на 50—75
Сайт для электриков
внешний осмотр и прослушивание шума работы;
при необходимости — определение вида и причины дефекта;
чистка от пыли и грязи;
проверка показаний измерительных приборов, теплового состояния контактных соединении, работы подшипников;
устранение мелких дефектов;
контроль состояния заземления.
Текущий ремонт Выполняются все операции ТО и, кроме того, производится:
проверка надежности крепления и подтяжка всего крепежа электрической машины, проверка исправности заземления, равномерности воздушного зазора между статором (индуктором) и ротором (якорем), исправности работы вентиляции и охлаждения, правильности подбора плавких вставок;
зачистка контактных колец или коллектора;
Регулировка щеточных механизмов и замена щеток;
регулировка и крепление траверз;
восстановление изоляции перемычек и выводных концов;
смена или добавление при необходимости смазки в подшипники;
проверка плотности посадки и состояния полумуфты на валу электрической машины;
диагностика работоспособности всех основных узлов;
измерение сопротивления изоляции обмоток мегомметром.
Примечание. Проверка равномерности воздушного зазора текущем ремонте производится только в том случае, если это допускает исполнение машины.
Средний ремонт Выполняются все операции текущего ремонта и, кроме этого производится:
полная и частичная замена обмоток или их ремонт с последующей не менее 2-кратной пропиткой;
правка, проточка шеек или замена вала ротора;
ремонт или изготовление подшипниковых щитов и фланцев;
переборка контактных колец или коллектора;
полная пропайка «петушков»;
замена вентиляторов и крепежных деталей;
проверка крепления активного железа на валу и в статоре и его ремонт (при необходимости);
чистка, сборка, окраска электрической машины и испытание в соответствии с ГОСТ для новых машин.
[Типовое положение о техническом обслуживании и ремонте (ТОиР) электрооборудования]