- Ремонт рамы грузовика своими руками. Особенности сварки
- Диагностика рамы
- Правка рамы
- Что делать, если треснула рама
- Этапы при сварочных работах
- Подготовка к сварке
- Как правильно резать раму
- Процесс сварки
- Обработка шва после сварки
- Особенности сварки рамы из высокопрочной стали
- Усиление рамы
- Стоимость ремонта
- Ремонт рамы
Ремонт рамы грузовика своими руками. Особенности сварки
Силовой каркас большегруза несет на себе практически всю конструкцию автомобиля. На него крепятся детали кузова, мотора, коробки передач, приводов и других элементов. При интенсивной эксплуатации автомобиля его рама может сломаться во время движения. Избежать этого помогает регулярный осмотр каркаса и своевременный ремонт грузовых рам.
Этот элемент должен соответствовать серьезным требованиям. Перекос полок не может превышать 0,2 см на каждый метр длины (или 0,7 см — на всю длину). Перпендикулярное положение поперечин и лонжеронов не должно изменяться более, чем на 0,2 см. А сама рама должна сохранять целостность.
Повреждения каркаса встречаются часто и бывают разнообразными — трещины, складки, деформация. Большинство из них можно отремонтировать. Лишь поведенную после тяжелых аварий раму приводить в чувства бессмысленно.
Мы рассмотрим технологии и этапы ремонта рамы. При их соблюдении конструкция и дальше сможет выдерживать огромные нагрузки на кручение.
Диагностика рамы
 Перед ремонтом необходима диагностика состояния рамы. Проверить на наличие трещин можно с помощью видеоэндоскопа. За неимением профессионального инструмента Вы можете воспользоваться эндоскопом USB, который сопряжается с ноутбуком, планшетом.
Перед ремонтом необходима диагностика состояния рамы. Проверить на наличие трещин можно с помощью видеоэндоскопа. За неимением профессионального инструмента Вы можете воспользоваться эндоскопом USB, который сопряжается с ноутбуком, планшетом.
Проверить раму грузовика на искривление можно диагональными замерами между контрольными точками. Так Вы выясните, в какую сторону повело раму. Определить прямолинейность несущей системы на длинномерах можно разными методами. Суть каждого — определить прямую, как исходную координату, и сравнить с ней раму.
- Лазер. Точный метод, при котором на один конец рамы Вы настраиваете лазер (на расстоянии 5 см от края) и направляете луч на противоположный конец конструкции (также на 5 см от края). Часть плоского материала, например, картона, удерживаете вдоль рамы в нескольких точках. Фиксируйте и сравнивайте все замеры — совпадают ли они на всех точках. Несовпадение данных говорит об искривлении рамы. Аналогичным образом проверьте высоту — при отклонении замеров вверх или вниз можно говорить об изгибе рамы.
- Шнур. Этот способ — точное повторение описанных выше манипуляций с лазером. Только роль луча выполняет шнур.
- Отвес и шнур. Замеры отвесом удобно делать, когда вдоль рамы много препятствий. Отвесом Вы намечаете точки на полу, а шнуром эти точки соединяете. На нижней части балок определите симметричные точки, от внешней стороны которых опустите отвес. На полу сделайте пометки мелом. Соедините точки, а потом проведите анализ — если все диагонали пересекают центральную линию, значит она ровная. Максимально допустимое отклонение — 0,6 см.
Правка рамы
 При ДТП рама берет на себя большую часть энергии. Поэтому она может сместиться в плоскости, искривиться, скрутиться. Обычно одновременно бывают разные типы деформации.
При ДТП рама берет на себя большую часть энергии. Поэтому она может сместиться в плоскости, искривиться, скрутиться. Обычно одновременно бывают разные типы деформации.
Выправить геометрию рамы можно, если повреждение не очень серьезное. При существенных дефектах приходится вырезать и заменять на новый проблемный участок металла. При этом требуется сохранить расстояние между контрольными точками. (О сварочных работах — немного ниже).
Как только Вы определили степень и направление смещения деталей рамы, закрепите ее на стапеле и воспользуйтесь гидравлическим оборудованием для восстановления геометрии.
Основное правило при вытягивании рамы — действовать в обратном порядке и в направлении, противоположном удару. Вытягивайте постепенно, контролируя расстояние между обозначенными точками. Металл при ослаблении вытягивающего усилия слегка возвращается обратно, поэтому стоит незначительно перетянуть раму от необходимых параметров.
Что делать, если треснула рама
 При ремонте грузовых рам часто приходится ликвидировать трещины. Представьте, что Вы сгибаете и разгибаете какой-то материал. Рано или поздно он достигает предела своей эластичности и трескается. То же самое происходит с рамой грузового автомобиля, когда он подвергается циклическим загрузкам и разгрузкам. Металл испытывает усталость и дает трещины. Небольшие повреждения завариваются без дополнительного усиления, серьезные — с накладками.
При ремонте грузовых рам часто приходится ликвидировать трещины. Представьте, что Вы сгибаете и разгибаете какой-то материал. Рано или поздно он достигает предела своей эластичности и трескается. То же самое происходит с рамой грузового автомобиля, когда он подвергается циклическим загрузкам и разгрузкам. Металл испытывает усталость и дает трещины. Небольшие повреждения завариваются без дополнительного усиления, серьезные — с накладками.
Но прежде чем приступать к сварочным работам, поврежденный участок нужно подготовить.
Этапы при сварочных работах
Подготовка к сварке
Перед ремонтом обеспечьте свободный доступ к поврежденному участку силового каркаса. Если надо, демонтируйте детали, которые стоят на пути. Чтобы минимизировать нагрузку на грузовую раму во время ремонта, стоит также снять все навесное оборудование.
При расхождении трещин сведите их домкратом, замеряя контрольные точки по диагонали. Расхождение не должно быть более 0,5 см. В противном случае потребуется править раму на стапеле.
Основная подготовка к сварке состоит из шагов:
- Просверлить отверстие на конце ( примерно 1-1,5 см от конца) трещины сверлом 5-6 мм на глубину примерно 0,3 см. Оно необходимо для того, чтобы трещина не пошла дальше по металлу.
- Разделать кромки примерно под прямым углом на ⅔ толщины детали. Для разделки подойдет болгарка либо плазменный резак.
Как правильно резать раму
Не делайте швов перпендикулярно лонжерону. Иначе после сварки не создадутся зоны с концентрацией напряжения. Это может повлечь за собой новые трещины.
Делать срезы можно под углом 30, 45 градусов, в виде буквы Z. Большая площадь сварки поможет распределить нагрузку на большую поверхность. Так отремонтированная рама прослужит дольше.
Чтобы разметить места реза, удобно использовать малярную ленту — по ней легко чертить.
Процесс сварки
Принципиальный момент — за сварочные работы имеет смысл браться только если есть возможность проварить корень.
Сварочные работы выполняются полуавтоматом. На протяжении всего процесса необходимо контролировать, чтобы металл на месте сварки не перегревался. Останавливайтесь, чтобы он успевал остыть.
Сварочные швы должны быть не более 0,5 см.
Первый проход — проваривание корня. В качестве электродов используется проволока Св09 диаметром 1,2 мм. Ток — 100А. Корню нужно уделить особое внимание — он должен быть проварен строго по всей длине.
Второй, третий проходы. Проволока используется с той же маркировкой. Валики минимальной толщины должны перекрывать друг друга. Ток увеличивается до 110 А.
Четвертый проход. Показатель тока — 120 А.
Обработка шва после сварки
Шов после ремонта рамы грузовых автомобилей необходимо обработать, чтобы сохранить металл в условиях агрессивного воздействия окружающей среды.
- Зачистить шов заподлицо с основной поверхностью. Это позволит не только повысить эстетику каркаса, но и оценить качество сварки.
- Покрасить участок. Предварительно его обезжирить и прогрунтовать
Особенности сварки рамы из высокопрочной стали
Повышенная прочность стали на рамах современных грузовиков достигается путем тепловой закалки. Перед сварочными работами такие силовые каркасы необходимо нагреть — на 10 см в каждую сторону ремонта до температуры 100 градусов. Это снизит чувствительность рамы к растрескиванию. В противном случае при ремонте одних трещин, Вы получите новые.
Во время варки нужно избавиться от сквозняков и не выполнять работы при низких температурах.
Усиление рамы
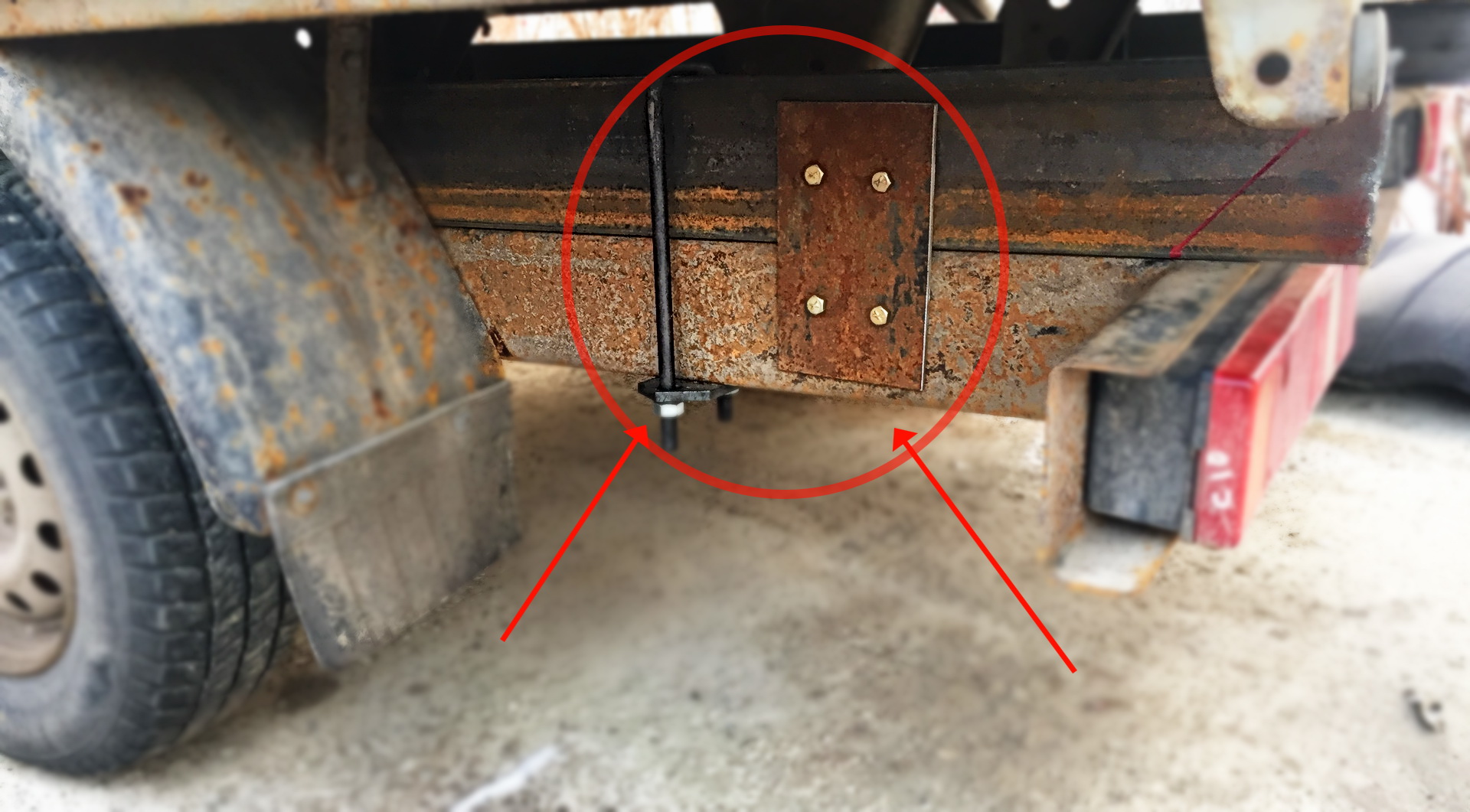 Если лонжерон порвало не до конца, но трещина имеет внушительные размеры, то исправить ситуацию помогут усилительные накладки или профильный усилитель (внутренний или наружный).
Если лонжерон порвало не до конца, но трещина имеет внушительные размеры, то исправить ситуацию помогут усилительные накладки или профильный усилитель (внутренний или наружный).
Выбор материала и способа усиления зависит от самой рамы — они должны быть выполнены из одного металла и иметь одинаковую толщину. Длина накладки должна быть в 2 раза больше высоты рамы.
Чаще всего используются усилительные накладки, которые привариваются на зачищенный шов.
Накладки можно фиксировать заклепками или приваривать. В зависимости от расположения и типа трещин, накладка может быть треугольная, в форме ромба (для продольных повреждений) либо прямоугольная. Следите за плавностью переходов с основного на дополнительный металл.
Стоимость ремонта
Стоимость ремонта грузовой рамы зависит от различных факторов — места и размеров повреждения, его доступность. Так, необходимость демонтировать кузов требует дополнительного времени и усилий, а потому и повышает стоимость работ.
Влияют на итоговую цифру и накладки либо их отсутствие.
В любом случае. ремонт рамы грузового автомобиля требует щепетильности и наличия опыта сварочных работ. Слишком большая нагрузка и ответственность ложится на усилительный каркас большегрузов.
Ремонт рамы




![]()
![]()
ЕО: при ЕО
Техническое обслуживание рамы.
— визуально производить контроль на наличие трещин.
— следить за состоянием окраски рамы
2) ТО-1 (для грузовых автомобилей, через 3000км.)
3) ТО-2 (через 12000км.)
— все процессы при ЕО произвести.
— проверить состояние заклепочных соединений и целостность отдельных соединений рам.
— замена ослабевших заклепок.
Ремонт рамы производится или по мере необходимости, или при капитальном ремонте автомобиля. В зависимости от вида дефектов, их числа, ремонт рамы выполняют при полной или частичной разборке. Ремонт с частичной разборкой производят при наличии на раме небольшого числа дефектов в виде ослабления заклепочных соединений и износа отверстий. Ремонт рам с полной разборкой осуществляют при наличии большого числа дефектов и в основном при серьезных деформациях элементов рамы.
Схема типового технологического процесса ремонта рамы с полной разборкой.
| 1 мойка 2 удаление старой краски 3 обезжиривание | → | 1 разборка на детали 2 деффектовка 3 сортировка | → | Ремонт деталей рамы | → | Сборка Рамы | → | Контроль Качества сборки | → | Окраска рамы |
1) Мойку, удаление старой краски и обезжиривание производят погружением на 1-1,5 часа в ванну с щелочным раствором каустической соды (лобомит). Концентрация раствора 80-100гр. на 1л., t = 80…90°С
Для удаления остатков моющего раствора, раму промывают горячей водой.
2) Разборку рамы на детали производят удалением заклепок высверливанием, выжиганием газовой горелкой или срезом головок заклепок. Деффектовку и сортировку деталей рамы выполняют в соответствии с техническими требованиями на ремонт. Критериями для выбраковки лонжеронов и поперечен, являются деформации деталей, скрученность деталей, наличие трещин с коррозионным разрушением. При наличии других дефектов раму ремонтируют.
3) Ремонт деталей рам. Ремонт лонжеронов и поперечен, начинают с устранения их деформации в холодном состоянии. Правка на специальном стенде – прессе. На стенде – прессе устраняют скрученность и погнутость лонжеронов. Трещины в неответственных деталях рамы восстанавливают сваркой. Во всех других случаях ремонт рамы производится заваркой трещин с усилением восстанавливаемых участков, при помощи дополнительных ремонтных деталей (ДРД). Все сварные соединения выполняют в стык или в нахлестку, при определенной последовательности наполнения швов.
Перед установкой на раму и приваркой к ней ДРД необходимо предварительно заварить имеющиеся трещины. Поврежденное место рамы должно быть обязательно очищено металлической щеткой, промыто керосином и насухо протерто. Подлежащая заварке трещина разделывается при помощи наждачного круга. Заварка трещин детали рамы производится по форме стыковых соединений с разделкой кромок по всей толщине металла.
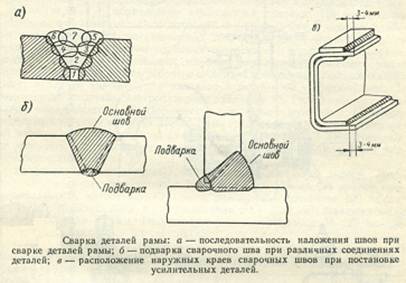
Пред установкой на лонжероны и другие детали рамы, усилительных коробок, угольников, пластин, и других элементов необходимо сварной шов срубить или спилить заподлицо. После подгонки ДРД к лонжеронам их приваривают продольным швом.
Дополнительные ремонтные детали (ДРД)
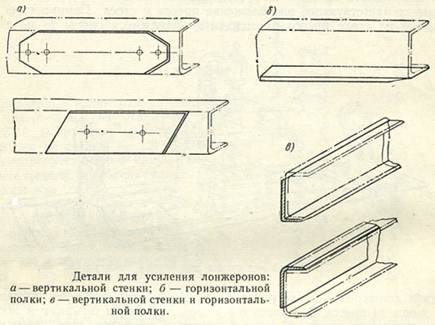
ДРД для усиления лонжерона в виде швеллерной коробки. Изготовление ДРД ведется, из листовой стали: ст.3, ст.5, ст.20, ст.25-для углерода. Толщина ДРД не должна превышать толщину лонжерона t= 5,5…8мм.
Применяются электроды: Э42а- постоянный ток; Э42 с покрытием ОММ-5-переменный ток. Ø 3…5мм.
При сборке рамы применяются переносные и стационарные клепаные установки.
5)Контроль качества ремонта рамы.
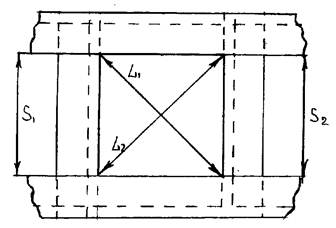
Контроль качества ремонта рамы заключается в проверке ее размеров и формы.
а) Разница в длине диагоналей на отдельном участке рамы между двумя поперечинами L1-L2 ≤ 5мм.
б) Результаты измерений расстояний между лонжеронами рам спереди и сзади не должно давать разницу больше чем 4см. |S1|-|S2|≤4мм.

в) У собранной рамы отверстие в передних кронштейнах, передних и задних рессор должны быть соосны.
г) Разность степени прогиба лонжеронов по вертикали одной рамы не должна превышать 6мм. δ ≤6мм.
д) Кривизна вертикальной стенки лонжерона допускается не более 2х мм. на длине 1м., а на всей длине не более 10мм.
Окраску рамы в зависимости от производственной программы осуществляют пневматическим распылением или окунанием.
При небольшой программе окраски рам, иногда, их загружают в окрасочные ванны подъемником. При большой программе применяется метод окунания, обеспечивающий полную окраску рамы во всех местах и позволяющий использовать подвесной конвеер, что повышает производительность труда.
Конструкция, техническое обслуживание, неисправности и ремонт подвесок автомобилей.
Подвеской называются – совокупность устройств осуществляющих упругую связь колес с несущей системой автомобиля ( рамой или кузова).
Подвеска служит для обеспечения плавности хода авто и повышения безопасности его движения.
Плавность хода – это свойство автомобиля защищать перевозимых людей и грузы от воздействия дороги.
Подвеска повышает безопасность движения автомобиля, обеспечивающая постоянный контакт колес с дорогой и исключая отрыв от нее.
Составные части подвески: это упругие элементы (рессоры и пружины), направляющие устройства (верхние и нижние рычаги подвески), амортизаторы.
В автомобиле различают подрессорные массы: кузов( раму) и закрепленные на них механизмы, и не подрессорные массы ( колеса, мосты, тормозные механизмы).
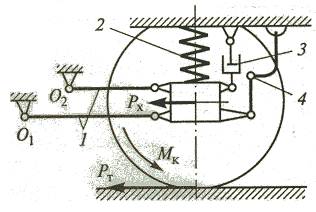
Подвеска состоит из 4х основных устройств: направляющего устройства- 1, упругого устройства 2, гасящего устройства -3 и стабилизирующего устройства-4.
Направляющее устройство подвески ориентирует движение колеса и определяет характер его перемещения относительно кузова и дороги. Направляющее устройство передает продольные и поперечные силы, и их моменты между колесом и кузовом автомобиля.
Упругое устройство подвески, смягчает толчки и удары, передаваемые от колеса на кузов автомобиля. При наезде на дорожные неровности, упругое устройство исключает копирование кузовом неровностей дороги и улучшает плавность хода автомобиля.
Гасящее устройство подвески уменьшает колебания кузова и колес автомобиля возникающие при движении по неровностям дороги и приводит к их затуханию. Гасящее устройство превращает механическую энергию колебаний в тепловую энергию с последующим ее рассеиванием в окружающую среду.
Стабилизирующее устройство подвески уменьшает боковой крен и поперечные боковые колебания кузова автомобиля.
Работа подвески.
Крутящий момент Мk передаваемый от двигателя через трансмиссию на колеса, создает между колесом и дорогой силу тяги Рт, которая приводит к возникновению на ведущем мосту толкающей силы Рх. Толкающая сила через направляющее устройство 1 подвески передается на кузов автомобиля и приводит его в движение.
При движении по неровностям дороги колесо перемещается в вертикальной плоскости относительно точек О1 и О2. Упругое устройство 2 деформируется за счет сжатия и растяжения, а кузов и колеса совершают колебания, гасит которые амортизатор.
Корпус амортизатора 3 заполнен жидкостью или газом, закреплен к балки моста. В корпусе находится поршень с отверстиями и клапанами, шток которого связан с кузовом автомобиля. В процессе колебания кузова и колес поршень совершает возвратно- поступательные движения.
Боковой крен и поперечные угловые колебания автомобиля уменьшает стабилизатор 4 поперечной устойчивости, который представляет собой, специальное упругое устройство, устанавливаемое поперек автомобиля.
Подсветка различается по направляющему устройству на: зависимую(грузовые автомобили) и независимую (легковые автомобили).
По упругому устройству: рессорная, пружинная, торсионная, пневматическая, гидропневматическая.
Возможные неисправности и техническое обслуживание подвесок.
В процессе эксплуатации автомобиля, возникают следующие неисправности подвесок:
— в рессорах: обломы, трещины, снижение упругости листов рессор, износ листов, износ резиновых подушек, износ хомутов, износ пальцев верхних и нижних опор.
— неисправности амортизаторов: засоление клапанов, износ штока, подтекание жидкости, износ поршня цилиндра.
— неисправности в направляющем устройстве и стабилизаторе: износ шаровых соединений, износ стабилизатора.







