Техническое обслуживание и текущий ремонт кузовов, кабин и платформ
Отказы и неисправности механизмов, узлов и деталей кузовов, кабин и платформ, вызваны износами механическими повреждениями, производственными дефектами ослаблением заклепочных и болтовых соединений. Износы вызваны коррозией, трением, вибрацией перепадом температур. К механическим повреждением относятся вмятины и выпуклости, прогибы и перекосы, трещины, разрушения сварочных соединений, аварийные. Эти повреждения происходят в результате аварийных повреждений, неправильной сборки, регулировки и старения. Производственные дефекты вызваны некачественным проведением ТО и ремонта, несоответствием сборочных деталей техническим условиям.
В зависимости от степени повреждения, деформации и коррозионного разрушения существует 6 видов ремонта кузовов.
При ремонте №1 производится выправление повреждений с площадью до 20% в легкодоступных местах. При ремонте №2 – выправление повреждений со сваркой. При ремонте №3 – со вскрытием и сваркой, частичном восстановлении до 30% площади поверхности. При ремонте №4 частичном восстановлении деталей на площади поверхности свыше30%. При ремонте №5 производится замена поврежденной детали кузова ремонтной вставкой из запасных частей. При ремонте №6 производится крупноблочный ремонт, предусматривающий замену поврежденных частей кузова блоками деталей с разметкой, отрезкой. Подгонкой, вытяжкой, рихтовкой и их сваркой сплошным или точечным швом. Для тонких металлов, из которых делают кузова легковых автомобилей наиболее часто используются точечные швы чтобы не нарушить конфигурацию деталей. Частичное восстановление деталей производят путем устранения повреждений вытяжкой и правкой с усадкой металла, вырезкой участков, не подлежащих ремонту, изготовлением ремонтных вставок с приданием им формы восстанавливаемой детали. После ремонта кузова необходимо проводить контроль его геометрических параметров.
При ремонте кабин, кузовов, рам и других деталей ходовой части используется следующее оборудование и инструмент: различные ножницы и резаки по металлу, переносные и стационарные электромеханические ножницы, гильотины, кислородно-ацетиленовые горелки, полуавтоматы для сварки в среде защитных газов которые могут производить сварку сплошным и точечным швом не нарушая структуры металла (рис.2.42) стенды для вытяжки и правки деформированных мест кузовов легковых автомобилей, зигмашины необходимые для зиговки, гибки и отбортовки листового металла, машины трубо- и листогибочные, трансформаторы сварочные, инструмент и т д.
Кроме того, при ремонте кузовов, кабин используются новые композиционные материалы на основе эпоксидных смол с помощью которых выравниваются поверхности (вмятины) и производится склеивание деталей. Для выравнивания поверхности кузовов, кабин напылением используется термопластик ТПФ –37. Трещины в панелях кабины могут устраняться пайкой припоем ПМЦ-54, бронзовой или латунной проволокой используя специальный аппарат НИИАТ Р-447.
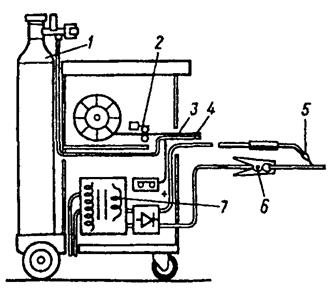
1 – баллон с углекислотой; 2 – механизм подачи проволоки; 3 – проволока; 4 – трубопровод подачи газа; 5 – горелка; 6 – заземление; 7 – трансформатор
Рисунок 2.42 – Схема полуавтомата для сварки в среде защитных газов
В период эксплуатации автомобилей при ТО согласно технологическим картам проводятся крепежные и смазочные работы, антикоррозионное покрытие кузова, осмотр лакокрасочных и декоративных покрытий, полировка кузова легковых автомобилей.
Характерными работами при их текущем ремонте являются: правка и сварка поврежденных деталей, шпатлевка, грунтовка, покраска и сушка.
При ТО используют различные виды ключей для откручивания и закручивания гаек. Могут использоваться электогайковерты и динамометрические ключи.
При допуске к работе рабочие должны пройти соответствующие виды инструктажей. Все инструменты, имеющие электропривод, должны быть заземлены. Разливы масел и топлив не допускаются. Не допускается мытье деталей, рук бензином или керосином.
Для поддержания внешнего вида необходим постоянный уход за лакокрасочным покрытием. При разрушении лакокрасочного покрытия производится вначале зачистка наждачной бумагой поврежденной поверхности вручную или с помощью технических средств. Удаление лакокрасочного покрытия может производиться и химическим путем, для чего используются специальные смывки. Затем зачищенное место тщательно промывают водой, продувают сжатым воздухом, обезжиривают растворителем и наносят травильно-защитный слой, который содержит ортофосфорную кислоту, цинковые белила, натрий и т. д. Защитный слой, состоящий в основном из цинка, образует защитную пленку толщиной до 3 мкм. После нанесения защитного слоя обязательно следует тщательно промыть поверхность, теплой водой удалив остатки ортофосфорной кислоты. Затем на обработанную поверхность соответственно наносятся шпатлевка слоем не более 2 мм, после сушки и обработки пульвелизатором грунтовка слоем 10…50 мкм. Производится сушка пр температуре 70…80 0 С в течении часа ( в покрасочной камере), при температуре 18…24 0 С в течении 24 часов. После сушки производится обработка поверхности водостойкой шкуркой типа КЗ-4 с применением теплой воды и, после сушки и подогрева поверхности до температуры 40…50 0 С, наносят первый выявительный слой краски. Выявительный слой краски позволяет выявить некачественно обработанную поверхность, которая затем снова обрабатывается. Поверхность тщательно промывается и высушивается в покрасочной камере.
Подготовленная поверхность окрашивается слоями нанесенными перпендикулярно друг другу краской подогретой до температуры 40-60 С 0 . Производится сушка. Время сушки и температурный режим указываются в инструкции наклеенной на емкость, в которой находится краска. Для синтетических эмалевых красок рекомендуется наносить 2…3 слоя, доведя толщину слоя до 40…60 мкм, для нитрокрасок толщину слоя можно увеличить на 10 мкм.
В большинстве случаев легковой автомобиль приходит в негодность из-за разрушения коррозией кузова, в то время как другие агрегаты еще работоспособны. Поэтому в процессе эксплуатации оголенные места кузова и днище подвергают специальной обработке. Для обработки используют поливинилхлоридные пластизоли (срок действия от 3 до 7 лет). Антикоры на битумной (АнТИКОР-2) и сланцевой (МСА-3) основе. Мовиль, Резистин и т.д. Обработка поврежденной поверхности кузова производится как и при покраске. После тщательной обработки наносится грунтовка типа ГФ-021, а щели заливаются Мовилем. Грунтовка высушивается и наносится пульвелизатором подслой состава «Автогрунтовка цинконаполненная» одним слоем с целью замедления коррозии металла за счет оцинкования голой поверхности кузова. Наносится с помощью кисти или специальной установки первый антикоррозионный слой толщиной 0,2…0,4 мкм. Сушится при температуре 24 0 С 54 часа. Наносится второй слой такой же толщины, который сушится уже 5 часов при той же температуре. Наносится такой же третий слой, который сушится в течение 48 часов. Режим нанесения и сушки для многих мастик указан в инструкции наклеенной на емкости, где содержится мастика. Противокоррозионная обработка закрытых полостей кузова производится по схемам, разработанным заводами изготовителями. Две схемы указаны на рис.2.43.
а – вид спереди; б – сзади
Рисунок 2.43 – Схемы обработки скрытых полостей кузова
На практике могут использоваться для обработки кузовов различные варианты составов антикоррозионных мастик и суспензий.
Ремонт рам, поворотных платформ и кабин
Ремонт рам (полурам) и платформ
Во время работы машины на раму действуют различные по характеру и направлению нагрузки, которые вызывают в ее конструктивных элементах погнутость, перекосы, трещины, ослабления заклепочных и резьбовых соединений, разрушение сварных швов, износы проволочных плоскостей и отверстий для крепления сборочных единиц и т. д.
Величину скрученности и погнутости отдельных продольных и поперечных балок определяют с помощью шаблонов, реек и линеек. Разность диагоналей рамы указывает на величину перекоса. Состояние заклепочных соединений определяют остукиванием молотком. Если в продольных балках имеется более трех трещин длиной более половины поперечного сечения, раму бракуют. При небольших изгибах, износе привалочных плоскостей, ослаблении не более одной заклепки в каждом соединении раму ремонтируют без разборки.
Трещины в элементах стальных рам устраняют электродуговой сваркой электродами ОЗС-4, ОЗС-6 УОНИ-13/55У и др. Концы трещины засверливают электродрелью, а кромки разделывают с двух сторон на глубину 4-5 мм под углом 45″.
Сварной шов и зону термического влияния проковывают клепальным молотком. Для усиления сварного соединения приваривают ромбовидную накладку. Приваривать накладки поперечным швом не рекомендуется.
Правку погнутых элементов в собранном виде выполняют винтовыми или гидравлическими приспособлениями. При значительных деформациях раму разбирают, погнутые элементы правят на гидравлических прессах, оставшийся прогиб балок, поперечин и раскосов не должен превышать 2 мм на каждый метр длины.
Ослабленные заклепки удаляют, срезая головки пламенем газовой горелки или пневматическим зубилом. Оставшуюся часть заклепки удаляют выколоткой. Изношенные отверстия рассверливают и развертывают под увеличенный размер заклепки или заваривают, удаляют наплывы металла и по шаблону просверливают и развертывают новое отверстие нормального размера. Затем ставят новую заклепку и расклепывают в холодном или горячем состоянии, формируя ее головку вручную, пневматическим или гидравлическим инструментом. Более эффективна холодная клепка, преимущество которой заключается в том, что тело зак-лепки заполняет отверстие независимо от его формы и плотно соединяет элементы рамы. При горячей клепке заклепки нагревают до температуры 900-950 «С в горне или газовой горелкой. Клепку производят вручную при помощи наставки, обжимки и молотка или гидравлического приспособления типа клешей или скоб. Горячая заклепка при остывании уменьшается в размере, в результате чего ослабляется соединение.
В каждом заклепочном соединении рамы допускается замена одной заклепки болтом, при этом болт становится с натягом, а гайка затягивается до отказа и стопорится.
Изношенные отверстия под болты развертывают под увеличенный размер или заваривают, сверлят и развертывают под нормальный размер.
Резьбовые отверстия восстанавливают нарезанием резьбы ремонтного размера или заваркой с последующим сверлением и нарезанием резьбы номинального размера.
Изношенные отверстия проушины передней полурамы под ось вертикального шарнира и под палец цилиндра поворота трактора К-701 растачивают на проход на станках 2Н55 или 2Н150 с помощью специальных приспособлений и запрессовывают ремонтные втулки с последующим их растачиванием на проход под номинальный размер. Изношенные втулки заменяют новыми, а оси вертикального шарнира тракторрв К-701 и Т-150К восстанавливают наплавкой под слоем флюса.
Опорные поверхности на брусьях рам при износе более 3 мм наплавляют электродами УОНИ-13/55У и обрабатывают до размеров, указанных в технических требованиях.
При ремонте поворотных платформ экскаваторов сварные швы, имеющие трещины, срубают или срезают пламенем газового резака по всей длине дефектного участка и вновь заваривают электродами УОНИ-13/45 и УОНИ-13/55. Не допускается подваривать поврежденные швы без удаления дефектных участков. Трещины в сварных швах, соединяющих корпуса опорных подшипников центральной цапфы ходовой рамы и вертикальных валов реверсивного и поворотного механизмов с листом платформы, заваривают с использованием сварочного кондуктора, который позволяет сохранять межцентровые расстояния между отверстиями. После заварки параллельность осей отверстий и межцентровые расстояния проверяют специальными шаблонами.
Сквозные трещины в нижнем листе поворотной платформы экскаватора ЭО-4111Б, проходящие к отверстию корпуса подшипника нижней опоры поворотного механизма, к отверстию корпуса подшипника центральной цапфы ходовой рамы или под рельсовые накладки, не заваривают, а заменяют все участки, пораженные этими трещинами. Для этого пламенем газового резака срезают детали, прилегающие к зоне трещины, затем вырезают в нижнем листе и в задней усиливающей накладке место, пораженное трещинами. Вырез делают так, чтобы усиливающая накладка выступала из-под нижнего листа на 100 мм. Затем изготовляют из листовой стали две заплаты. Первую приваривают встык с усиливающей накладкой и внахлестку с нижним листом. Вторую заплату вставляют в вырез нижнего листа и сваривают по периметру встык. После сварки швы зачищают заподлицо с основным металлом и вновь приваривают детали, срезанные перед постановкой заплаты.
Трещины на внутренних и наружных листах станин (стойках поворотной платформы экскаватора ЭО-4111Б) устраняют вырезкой дефектных участков листов с последующим наложением на них заплат.

Рис. Приварка заплат к нижнему листу поворотной платформы:
1 — нижний лист; 2 — усиливающая накладка; 3 — первая заплата; 4 — вторая заплата.
Ремонт кабин и оперения
Основными дефектами являются:
- вмятины
- трещины
- разрывы
- перекосы
- коррозионные разрушения
- повреждение антикоррозионных покрытий
- нарушение уплотнений кабин
- износ резьбовых отверстий, спинок и сидений
- и др.
Кабину выбраковывают, если несущая ее часть значительно деформирована или повреждена коррозией.
Ремонт кабины сводится к выравниванию деформированных участков. Вмятины и мелкие неровности правят (рихтуют) специальным инструментом. Правку можно вести с местным нагревом газовой горелкой. Если часть изделия (капот, кабина, облицовка) значительно повреждена, то поврежденную часть вырезают. Заплату или ремонтную деталь вырезают по шаблону, соответствующему вырезанной части, устанавливают на место и прихватывают сваркой. После окончательной подготовки и зачистки вырез приваривают по всему периметру.
Трещины, разрывы, пробоины заваривают сваркой в среде углекислого газа проволокой Св-08Г2С, Св-08ГС диаметром 0,8-1,2 мм с помощью полуавтоматов А-825М, А-547 и др. При ремонте деталей из тонколистовой стали используют также газовую сварку. После сварки швы на лицевой поверхности зачищают заподлицо с основным металлом.
Перекосы и прогибы кабины устраняют при помощи специальных приспособлений и струбцин с винтовым или гидравлическим приводом.
Сиденья кабин могут иметь загрязнения, истирания и прорывы обивки спинок и подушек, износы и повреждения пористой пластмассы или губчатой резины.
При ремонте сиденья полностью разбирают, обивку обычно заменяют новой. Пружины, потерявшие форму и упругость, выбраковывают. Поврежденные участки подушки из губчатой резины вырезают и вставляют на резиновом клее новые. Изношенные подушки из пористой пластмассы заменяют новыми.
Технология ремонта металлических кузовов аналогична технологии ремонта кабин.







