Монтаж асинхронных электродвигателей с фазным ротором производится аналогично монтажу электродвигателей с короткозамкнутым ротором, но при этом дополнительно выполняются работы по монтажу пусковых реостатов, проверке щеток и механизма подъемных щеток.
Монтаж пускового реостата
Перед монтажом пускового реостата производится проверка надежности контактов отдельных выводов путем подтяжки крепящих гаек и проверки прозвонкой целости всех цепей. После этого замеряется величина сопротивления изоляции.
Если величина сопротивления изоляции меньше 1 мом, устанавливается причина ее понижения путем проверки целости изоляционных деталей и отсутствия касания выводных концов о корпус. Причиной понижения величины сопротивления изоляции может быть и отсыревание изолирующей плиты, на которой расположены неподвижные контакты, или нарушение изоляции траверсы подвижных контактов. При необходимости производится сушка указанных изолирующих деталей в сушильном шкафу или при помощи электрических ламп.
Подготовленный к монтажу пусковой реостат устанавливают на месте, указанном в проекте. Для удобства эксплуатации реостаты располагают вблизи пусковой аппаратуры и таким образом, чтобы было видно, как происходит разворот электродвигателя и механизма.
Расстояние от пола или площадки обслуживания до рукоятки реостата принимается 800 — 1 000 мм. Для лучшего охлаждения оставляется зазор в 50 — 100 мм между реостатом и полом и т. п.
Корпус реостата заземляется. В реостат с масляным охлаждением заливается трансформаторное масло до установленного уровня. Электрическая прочность заливаемого масла не нормируется, но обычно используется, сухое масло.
Проверка контактных колец и обмотки ротора
Перед монтажом (или при разборке электродвигателя с фазным ротором, если она производится) проверяется состояние обмотки ротора, выводных концов от нее, контактных колец и щеток. Проверяется надежность контактов, к которым крепятся выводные концы и токоподводы к щеткам, с проверкой мегомметром сопротивления изоляции и целости (отсутствие обрыва) цепи.
Величина сопротивления изоляции обмоток ротора и колец не должна быть ниже 0,5 Мом. Если величина сопротивления изоляции меньше указанной, устанавливается причина ее понижения, проверяется отдельно сопротивление изоляции обмоток и каждого кольца. Причиной понижения изоляции может быть отсыревание изоляции обмоток или колец. В этом случае производится сушка изоляции. Иногда сушкой не удается добиться улучшения состояния изоляции колец из-за повреждения изоляции. В этом случае снимаются кольца и устраняются причины, снизившие сопротивление изоляции.
Перед пуском электродвигателей с фазным ротором проверка и подготовка к пуску производится так же, как и у электродвигателей с короткозамкнутым ротором. Дополнительно к этому проверяется состояние пускового реостата, щеток, сопротивления изоляции обмотки ротора и проводов или кабелей, соединяющих щетки с пусковым реостатом, а также работа механизма закорачивания колец и подъема щеток. После проверки и устранения замеченных недостатков производится пуск электродвигателя вначале вхолостую, а затем под нагрузкой.
Пуск в ход электродвигателя с фазным ротором производится в следующей последовательности :
проверяется и устанавливается в положение «пуск» рукоятка пускового реостата, при этом реостат полностью введен (движок находится на контактах, соответствующих наибольшему сопротивлению),
проверяется наложение щеток на кольца и положение «пуск» механизма для закорачивания колец,
включается пускатель цепи статора и по мере разворачивания ротора электродвигателя медленно передвигается ручка пускового реостата до крайнего положения, соответствующего наименьшему сопротивлению,
проверяется работа щеток, которые не должны сильно искрить,
поворотом рукоятки механизма закорачиваются кольца и поднимаются щетки. При чрезмерном искрении необходимо протереть кольца чистой тряпкой без ворса или отшлифовать их стеклянной шкуркой.
Если искрение остается значительным, электродвигатель останавливают и производят протирку щеток, протягивая при этом полоски стеклянной бумаги между кольцами и щетками. У правильно притертых щеток вся поверхность плотно прилегает к кольцу.
После каждой остановки электродвигателя с фазным ротором ручка пускового реостата устанавливается в положение «пуск». При опробовании вхолостую и под нагрузкой проверяется направление вращения, вибрация, нагрев подшипников и обмоток.
Электрические машины и аппараты
Навигация
Популярно
Технология сборки роторов (якорей). Балансировка. Общие сведения.
К ротору, который поступает на сборку электрической машины, предъявляется ряд требований. Он является вращающимся узлом электрической машины. Вращение происходит в подшипниках, которые внутренней обоймой крепятся на валу, а наружной — в подшипниковом щите. Между вращающимся ротором и неподвижным статором имеется небольшой воздушный зазор. В машинах с высотой оси вращения 50 — 63 мм воздушный зазор составляет 0,2 — 0,3 мм, а с высотой оси вращения 280 — 355 мм — 0,8 — 1,3 мм. Воздушный зазор в машине должен быть равномерным по всей окружности статора. Неравномерность его оговаривается в чертежах и, как правило, не должна превышать 10% величины самого зазора. Таким образом, при зазоре 0,3 мм допускаемая неравномерность не более 0,03 мм.
Продолжение.
Сборка сердечника ротора с нежестким валом.
К ротору асинхронного электродвигателя с высотой оси вращения 180 мм с нежестким валом (рис. 148) предъявляют при сборке следующие основные требования. Сердечник должен быть напрессован на вал так, чтобы выдержать размер 103±1,0 мм, который обеспечивает совпадение сердечников ротора и статора в осевом направлении.
Продолжение.
Электрические машины. Сборка сердечника ротора с жестким валом..
Ротор с жестким валом показан на рис. 155. Все поверхности вала при его изготовлении были обработаны с окончательными размерами. После сборки он не обрабатывается. Сердечник ротора с алюминиевой обмоткой перед сборкой не обрабатывается и не нагревается.
Продолжение.
Сборка коллектора и контактных колец с валом.
Сердечники якорей машин постоянного тока и роторов фазных асинхронных электродвигателей собирают непосредственно на вал. Технология их сборки приведена в этом разделе Кроме сердечников на валы машин постоянного тока устанавливают коллектор, а на вал фазных асинхронных электродвигателей — контактные кольца. Рассмотрим установку коллектора.
Продолжение.
Балансировка роторов (якорей) и вентиляторов. Требования к балансируемым роторам.
В собранном роторе главная ось инерции редко совпадает с осью вращения. Это происходит потому, что детали ротора и пресс-форму для заливки алюминия изготовляют с определенными допусками и при установке в нее сердечника возможны незначительные отклонения. Кроме того, залитый алюминий может иметь различную плотность по пазам.
Продолжение.
Балансировка роторов (якорей) и вентиляторов. Статическая балансировка.
Статическую составляющую неуравновешенности ротора (или другой детали) обнаруживают и устраняют с помощью статической балансировки, для чего ротор устанавливают на стальные параллельные призмы (рис. 157а) или ролики (рис. 157б), поверхность которых должна иметь шероховатость не выше Ra 0,50. Ширина рабочей поверхности призмы (мм) а = М/2d, где М — масса ротора кг; d — диаметр шейки вала ротора, мм.
Продолжение.
Балансировка роторов (якорей) и вентиляторов. Динамическая балансировка.
Динамическую составляющую неуравновешенности обнаруживают и устраняют при вращении ротора, то есть динамической балансировкой на специальных балансировочных станках (рис. 158а).
Продолжение.
Балансировка роторов (якорей) и вентиляторов. Устранение неуравновешенности.
Основные способы устранения неуравновешенности ротора — съем металла в «тяжелом» и добавление груза в «легком» месте используют при балансировке роторов малых электрических машин, Эти способы наиболее благоприятны для автоматизации процесса. Съем металла производят сверлением отверстий в специальных балансировочных кольцах или фрезерованием поверхности сердечника. При фрезеровании дисковыми фрезами не всегда можно снять металл в «тяжелом» месте, поэтому вектор неуравновешенности раскладывают на две составляющие по заданным осям.
Продолжение.
Балансировка роторов. Автоматизация балансировочных работ.
Балансировка роторов может быть автоматизирована. Для балансировки роторов электродвигателей серии 4Ач: высотой оси вращения 71 — 100 мм разработан автомат модели ОП-24, имеющий четыре позиции, связанные между собой транспортным устройством.
Подшипники качения собирают на валу ротора непосредственно перед сборкой его со статором. При диаметре вала 45 мм и менее используют чаще шариковые подшипники с двусторонним уплотнением и постоянно заложенной смазкой на весь срок их службы. При этом смазку не меняют и не добавляют. При неисправной работе подшипников их заменяют. Подшипники с уплотнением имеют герметичную упаковку, которую снимают перед их установкой.
Монтаж электродвигателей. Подготовка к монтажу
На монтажную площадку электродвигатели поставляются комплектными, имеющими исполнение, соответствующее условиям окружающей среды и способу крепления (монтажному исполнению). Их электрические характеристики должны соответствовать параметрам электрической сети (напряжению, роду и частоте тока), а механические характеристики — характеристикам рабочей машины или механизма. По экономическим соображениям частоту вращения электродвигателей часто принимают выше частоты вращения машины или механизма.
Монтаж электродвигателей выполняют в две стадии.
В период подготовительных работ определяют или уточняют место установки электродвигателя и аппаратуры управления (щита, ящика, пульта), подготавливают для них опорные основания, устанавливают закладные детали для крепления к опорному основанию, прокладывают стальные трубы (если силовая электропроводка в трубах), устанавливают (при установке на стене—кронштейн) и закрепляют на фундаменте салазки, следят за правильным выполнением фундамента строителями.
Электрооборудование, полученное для монтажа, очищают от пыли и консервирующих смазочных материалов, проверяют комплектность в соответствии с упаковочным листом, внешним осмотром устанавливают целостность всех наружных частей (корпуса, защитной крышки, колодки зажимов и др.), наличие всех крепежных болтов и их затяжку, состояние контактных колец, щеткодержателей, щеток и пускового реостата (для электродвигателя с фазным ротором). Затем проверяют подшипники качения по осевому и радиальному зазорам. У подшипников качения эти зазоры не должны наблюдаться визуально. Целостность и сопротивление изоляции обмоток статора и ротора проверяют мегаомметром 500 или 1000 В. Предельно допустимым сопротивлением изоляции обмоток по отношению к корпусу принято считать 1000 Ом на каждый вольт рабочего напряжения питающей сети. Для электродвигателей, включаемых в сеть напряжением 380 В, наименьшим допустимым сопротивлением изоляции его обмоток является 0,5 МОм. При меньшем сопротивлении изоляции обмоток и отсутствии видимых повреждений электродвигатель нужно просушить для удаления влаги из обмоток.
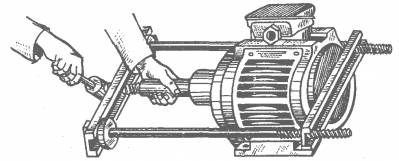
Если электродвигатель исправен (без дефектов), его вал очищают от остатков смазочных материалов, краски или ржавчины тканью, смоченной керосином. Пятна ржавчины удаляют шлифовкой с помощью наждачной бумаги № 00 или № 000, пропитанной минеральным маслом. Поверхность вала после полной очистки протирают тканью насухо и покрывают тонким слоем минерального масла. Снимают защитную крышку вентилятора, укладывают шпонку в шпоночную канавку и с помощью специального приспособления с нажимным винтом надевают шкив или полумуфту на вал электродвигателя, а второй шкив или полумуфту — на вал рабочей машины или механизма (рисунок 1).
Рисунок 1 – Насадка шкива на вал электродвигателя.Рисунок 1 – Насадка шкива на вал электродвигателя.
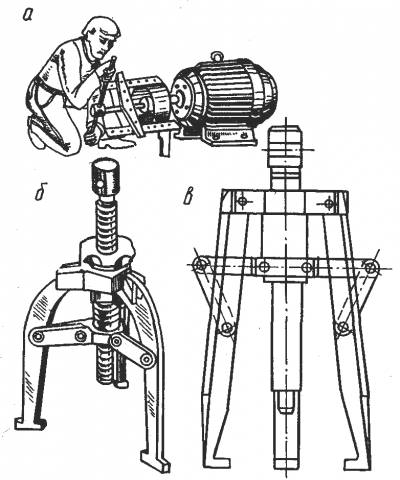
Шкивы или полумуфты снимают с валов электродвигателей с помощью специальных скоб или универсальных съемников (рисунок 2). Последними можно снимать с валов шкивы, полумуфты, шестерни и подшипники качения. Они позволяют захватывать деталь как с наружной, так и с внутренней стороны и развивать тяговое усилие до 20 кН. Использование приспособлений для снятия и насаживания шкивов, полумуфт позволяет все горизонтальные усилия, возникающие при этом в осевом направлении, передать на вал, а не на подшипники.
Рисунок 2 – Снятие шкива с вала электродвигателя: а — съемником с двумя тягами; б — универсальный съемник с регулируемым раскрытием тяг; в — то же, но с самоустанавливающимися тягами.
В зависимости от взаимного расположения приводного органа машины и электродвигателя последний бывает различного монтажного исполнения: на лапах с горизонтальным или вертикальным валом; на лапах с фланцем с горизонтальным или вертикальным валом; с фланцем с горизонтальным или вертикальным валом и т. д. Электрические машины прибывают на место монтажа в собранном или разобранном виде. Машины, прибывающие в собранном виде, как правило, перед установкой не разбирают. Если при внешнем осмотре выявлены повреждения и загрязнения машины в результате транспортировки и хранения, заказчик и монтажная организация составляют акт, определяющий необходимость и степень разборки машины. Такие работы монтажная организация выполняет по отдельному наряд-заказу в соответствии с инструкциями заводов-изготовителей.
Перед монтажом электрической машины проверяют состояние изоляции ее обмоток и, если оно неудовлетворительно, производят сушку обмоток. Проверку изоляции обмоток выполняют мегомметром.
Сопротивление изоляции обмоток электрических машин на номинальное напряжение до 1000 В включительно проверяют мегомметром на 500 В, выше 1000 В — мегомметром на 1000 В.
Сопротивление изоляции обмоток электрических машин относительно их корпуса RB0 (измеренное через 60 с после начала отсчета на шкале мегомметра) и сопротивление изоляции между обмотками при рабочей температуре машины должно соответствовать вычисленному по формуле, но не менее 0,5 МОм:
где Uн — номинальное напряжение обмотки машины, В; Р — номинальная мощность машины, кВт (для машин постоянного тока, кВ•А). За рабочую температуру принимают 75° С. Если сопротивление изоляции обмотки было измерено при другой температуре, но не ниже 10° С, оно может быть пересчитано на температуру 75° С (таблица 1).
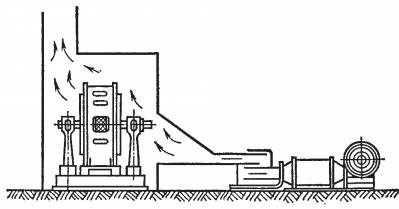
Кроме того, можно пользоваться соотношением: при увеличении температуры на каждые 20° С сопротивление изоляции уменьшается примерно в 2 раза. Если сопротивление изоляции обмоток электрических машин напряжением до 1000 В ниже величин, приведенных в таблице 1, необходимо произвести сушку обмоток. Существуют различные способы сушки электрических машин: индукционным нагревом, внешним нагревом, электрическим током от постороннего источника и др. Наиболее распространена сушка электрических машин индукционным нагревом (рисунок 3). При использовании этого способа можно одновременно сушить несколько машин, соединяя последовательно их намагничивающие обмотки.
Таблица 1 – Сопротивление изоляции обмоток электрических машин в зависимости от температуры
Обмотку из изолированных проводов наматывают на наружной поверхности корпуса машины и присоединяют к источнику переменного тока. Для сушки индукционным нагревом могут быть применены сварочные трансформаторы с регулировкой тока дросселем.
Если намагничивающую обмотку невозможно намотать по всей наружной поверхности станины, приподнимают машину над плитой, либо смещают обмотку на подшипниковые щиты, как показано на рисунке 3.
При сушке индукционным способом ведут непрерывное наблюдение за температурой обмотки (последняя не должна превышать 70° С) и через каждый час измеряют ее сопротивление изоляции. В начале нагрева сопротивление изоляции обычно падает, а затем начинает возрастать.
Сушку заканчивают, когда прекращается нарастание сопротивления изоляции. Если в процессе сушки сопротивление изоляции достигло требуемой нормами величины, но продолжает повышаться, сушку не останавливают. Ее продолжают до тех пop, пока сопротивление изоляции не будет примерно одинаковым в течение 2—3 ч. Другой распространенный способ сушки электрических машин — внешний нагрев (рисунок 4). Машину помещают в кожух, у которого внизу оставляют отверстие для входа нагретого воздуха, а вверху (в противоположном углу) отверстие для выхода теплого воздуха. Кожух должен быть огнестойким (из металла или листового асбоцемента). Если его выполняют из деревянных щитов, последние обшивают кровельной сталью по войлоку. Воздух нагревают с помощью тепловоздуходувки, ламп накаливания, нагревательных сопротивлений или батарей пароводяного отопления, которое устанавливают вблизи нижнего входного отверстия. Температуру нагретого воздуха у входа необходимо контролировать: она не должна быть выше 90° С. Каждый час измеряют также сопротивление изоляции обмоток.
Электрические машины сушат также электрическим током (переменным или постоянным) от постороннего источника. Для сушки асинхронных двигателей трехфазным током применяют напряжение на более 10—15% номинального. При этом ротор должен быть заторможен. В двигателях с фазным ротором обмотку закорачивают на кольцах.
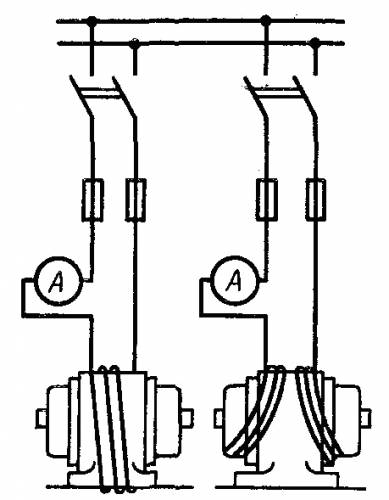
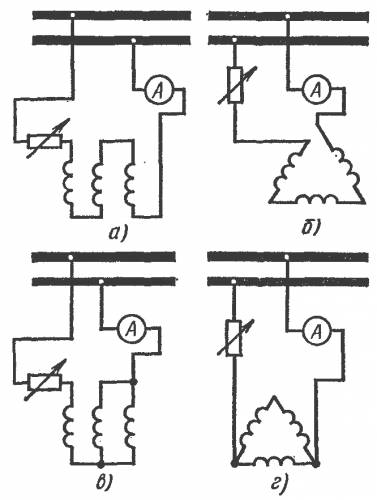
При сушке асинхронных двигателей однофазным переменным или постоянным током ротор также должен находиться в неподвижном состоянии. Схемы включения обмоток двигателя в этом случае выбирают в зависимости от числа выводов обмотки статора (рисунок 5, а, б).
При сушке асинхронных двигателей током от постороннего источника недостаточна вентиляция, так как ротор двигателя находится в неподвижном состоянии. Поэтому ток сушки на каждой фазе не должен превышать 50—70% номинального.
Рисунок 3 – Схема сушки электрических машин индукционным нагревом
При этом необходимо вести непрерывный контроль за нагревом обмотки с помощью термометра (температура должна быть не выше 70° С). Если сушку производят по схемам, показанным на рисунок 5, в, г, рекомендуется каждые 2 ч переключать фазы обмотки электродвигателя так, чтобы нагрев всех трех фаз шел равномерно.
Рисунок 4 – Сушка внешним нагревом
Перед установкой электрических машин необходимо проверить по чертежам соответствие проекту фундаментов, кабельных каналов и монтажных проемов для транспортировки оборудования или его отдельных узлов.
Особое внимание должно быть обращено на уточнение массы перемещаемых электрических машин или их узлов (для машин, поступающих в разобранном виде) и на соответствие грузоподъемности кранов, кран-балок или других механизмов и приспособлений для подъема и перемещения машин.
Рисунок 5 – Схемы для сушки асинхронного двигателя однофазным переменным и постоянным током: а, б — при шести выводах обмотки, в, г — при трех выводах обмотки
При этом необходимо учитывать, что превышение паспортной грузоподъемности такелажных приспособлений и оборудования не допускается.

 Величина сопротивления изоляции обмоток ротора и колец не должна быть ниже 0,5 Мом. Если величина сопротивления изоляции меньше указанной, устанавливается причина ее понижения, проверяется отдельно сопротивление изоляции обмоток и каждого кольца. Причиной понижения изоляции может быть отсыревание изоляции обмоток или колец. В этом случае производится сушка изоляции. Иногда сушкой не удается добиться улучшения состояния изоляции колец из-за повреждения изоляции. В этом случае снимаются кольца и устраняются причины, снизившие сопротивление изоляции.
Величина сопротивления изоляции обмоток ротора и колец не должна быть ниже 0,5 Мом. Если величина сопротивления изоляции меньше указанной, устанавливается причина ее понижения, проверяется отдельно сопротивление изоляции обмоток и каждого кольца. Причиной понижения изоляции может быть отсыревание изоляции обмоток или колец. В этом случае производится сушка изоляции. Иногда сушкой не удается добиться улучшения состояния изоляции колец из-за повреждения изоляции. В этом случае снимаются кольца и устраняются причины, снизившие сопротивление изоляции.