Технология ремонта тракторных двигателей
Универсально-пропашные тракторы «Беларусь» МТЗ-80, МТЗ-82 относятся к лучшим отечественным тракторам. С каждым годом конструкция их совершенствуется, улучшается качество, повышаются экономичность, надежность и ремонтопригодность. Они получили широкое признание механизаторов.
Вместе с тем велики еще простои тракторов из-за отказов и неисправностей, возникновение которых зачастую обусловлено низкой культурой эксплуатации машин, неудовлетворительным качеством ремонта.
Основным справочным материалом при проведении ремонта для трактористов и слесарей-ремонтников служит инструкция по эксплуатации тракторов МТЗ-80, МТЗ-82, изданная заводам и заготовителем. Несмотря на информативность инструкции, содержащиеся в ней данные о конструкции, ремонте, пр и меняемом инструменте, съемниках, приспособлениях, контрольно-измерительных приборах, об основных правилах и последовательности разборки-сборки трактора оказываются недостаточными. В результате трактор и его составные части даже опытные механизаторы нередко разбирают наугад. Из-за отсутствия данных по дефектации многие пригодные к работе детали заменяют, что приводит к удорожанию ремонта.
Настоящее пособие может оказать практическую помощь механизаторам, слесарям-ремонтникам мастерских колхозов и совхозов, арендаторам. В нем содержатся сведения о причинах возникновения неисправностей и методах их устранения, показываются правильные приемы выполнения разборочно-сборочных и регулировочных работ при текущем ремонте тракторов МТЗ-80, МТЗ-82.
Следуем учесть, что заводы-изготовители постоянно совершенствуют продукцию с целью повышения надежности ее и лучшей приспособленности к обслуживанию. Поэтому конструкция некоторых деталей, представленных на рисунках, может отличаться от конструкции деталей реального трактора, находящегося у потребителей.
Пособие подготовлен о сотрудниками ГОСНИТИ Ф. Н. Пуховицким и С. В. Петровым (составители), О. М. Копыловым, Е. Ж. Сапожниковым.
Спецтехника
На стадии эксплуатации жизненного цикла двигателя (агрегата) кроме текущего и капитального ремонта могут выполняться ремонт по техническому состоянию, гарантийный и профилактический ремонты.
Ремонт по техническому состоянию проводится по результатам оценки технического состояния машины (агрегата) по ряду оценочных показателей в случае, если значения этих показателей отличаются от допустимых. В зависимости от числа таких показателей, устанавливают объем ремонтных воздействий. Данный вид ремонта позволяет поддерживать и даже увеличивать ресурс машины или ее агрегатов и может выполняться на специализированных ремонтных заводах и других крупных ремонтных предприятиях.
Гарантийный ремонт проводится с целью устранения отказов, возникающих в интервале гарантийной наработки и по вине завода-изготовителя (завода по капитальному ремонту).
Профилактический ремонт проводится по рекомендациям главного конструктора с целью замены элементов, не обеспечивающих заданный межремонтный ресурс изделия. Как правило, такой ремонт выполняется силами ремонтных служб эксплуатирующих изделие организаций. Подменные элементы (запасные части) поставляются заводом — изготовителем.
Методы ремонта определяют организационные формы преимущественно сборочных процессов при восстановлении машины (агрегата).
По признаку сохранения принадлежности ремонтируемых частей машине или агрегату ремонт может производиться необезличенным и обезличенным методами.
При необезличенном методе ремонта неисправные агрегаты и детали снимают с машины, ремонтируют и ставят на ту же машину. При этом сохраняется взаимная приработанность деталей, их первоначальная взаимосвязь, благодаря чему качество ремонта оказывается, как правило, более высоким, чем при обезличенном методе. Существенные недостатки необезличенного метода ремонта заключаются в том, что при нем значительно усложняется организация ремонтных работ и неизбежно увеличивается длительность нахождения изделия в ремонте.
Обезличенный метод — метод ремонта, при котором не сохраняется принадлежность восстановленных составных частей определенному экземпляру. Снятые с двигателей агрегаты и узлы при этом заменяют заранее отремонтированными или новыми, взятыми из оборотного фонда, а неисправные агрегаты и узлы подвергают ремонту и пополняют оборотный фонд. При обезличенном методе ремонта упрощается организация ремонтных работ и значительно сокращается длительность пребывания изделия в ремонте. Экономия времени достигается за счет того, что объекты ремонта не ожидают, пока будут отремонтированы снятые с них агрегаты и узлы.
По организации выполнения ремонт машин может осуществляться агрегатным методом, представляющим собой обезличенный ремонт, при котором неисправные агрегаты заменяют новыми или заранее отремонтированными (из оборотного фонда). При этом снятые неисправные агрегаты отправляют для ремонта на специализированные ремонтные предприятия.
Агрегатный метод является основным методом ремонта машин и позволяет сокращать продолжительность ремонта, в короткие сроки восстанавливать значительное число машин. Агрегатный метод ремонта требует наличия оборотного фонда, величина которого зависит от мощности ремонтного предприятия, затрат времени на обмен неисправных агрегатов и машины в целом, страхового запаса агрегатов.
В зависимости от типа производства (массовое, серийное, единичное) ремонт двигателей может быть организован поточным методом, методом специализированных постов (бригадно-узловой) или универсальных постов (тупиковый).
Поточный метод характеризуется расположением средств технического оснащения в последовательности выполнения операций технологического процесса и специализацией рабочих мест.
Машину, агрегаты, механизмы, детали (например, блок цилиндров, коленчатый вал двигателя) передают от одного специализированного поста к другому сразу после выполнения очередной технологической операции. Поточный метод обеспечивает высокую производительность труда, эффективное использование высокопроизводительного специализированного оборудования, создает условия для достижения высоких показателей качества ремонта.
Метод специализированных постов характеризуется тем, что ремонтные работы, например разборка и сборка агрегатов и узлов, а также работы по восстановлению деталей и ремонту сборочных единиц осуществляют бригады (исполнители), специализирующиеся по маркам машин, сборочным единицам определенного типа.
Специализация постов (бригад, исполнителей) может быть технологической по выполнению определенных операций и подетальной. Метод специализированных постов применяют на ремонтных предприятиях, осуществляющих средний ремонт двигателей на готовых агрегатах.
Метод универсальных постов характеризуется тем, что все работы по ремонту двигателей выполняет на одном рабочем посту одна бригада. При этом производительность труда, коэффициент использования оборудования невысокие. Квалификация работающих должна быть высокой, так как членам бригады приходится выполнять разные виды работ.
В общем случае ремонт может быть плановым. Постановка двигателя на такой ремонт осуществляется в соответствии с требованиями нормативно-технической документации. Постановка двигателя на неплановый ремонт осуществляется без предварительного назначения. Средний и капитальный ремонты проводят по плановой наработке.
Плановый ремонт, выполняемый с периодичностью и в объеме, установленными эксплуатационной документацией без учета технического состояния машины в момент начала ремонта, называется регламентированным.
Ремонт по техническому состоянию — плановый ремонт, при котором контроль технического состояния выполняется с периодичностью, установленной в нормативно-технической документации, а объем ремонта и момент начала работы определяются техническим состоянием изделия.
Цель ремонта двигателя — это восстановление эксплуатационных характеристик и параметров двигателя или отдельного узла, детали до уровня, указанного в паспортах данных, инструкциях по эксплуатации и ремонту. К эксплуатационным характеристикам и параметрам двигателя, которые контролируются и определяют качество ремонта, следует отнести шум двигателя; дымность и токсичность отработавших газов; пусковые характеристики: уровень вибрации, устойчивость работы на всех режимах; приемистость, мощность (крутящий момент), эксплуатационный расход топлива; ресурс двигателя после ремонта, т.е. пробег до следующего ремонта.
Инструмент и оборудование для ремонта двигателей. Основными инструментами для ремонта двигателей являются торцовые гаечные ключи, обычно называемые торцовыми головками. Головки могут иметь различную длину, размеры квадратного отверстия для воротка, также форму рабочей части (шести-, двенадцатигранные и типа шестиугольной звезды).
Для тарированной затяжки болтов (гаек) определенным моментом служат динамометрические ключи. Наиболее часто применяют два типа таких ключей — с непрерывным отсчетом момента по шкале и настройкой по шкале, а индикацией заданного момента по характерному щелчку.
Для ускорения затяжки большого числа однотипных болтов и гаек, например, поддона картера, головки блока цилиндров, коллекторов и других элементов используют пневмоинструмент.
При ремонте двигателей помимо универсального инструмента необходимо иметь достаточно большую номенклатуру специальных приспособлений, без которых выполнение многих операций затруднено.
Дефектация деталей. Для оценки технического состояния деталей с последующей их сортировкой на группы годности в ремонтном производстве определен технологический процесс, называемый дефектацией. В холе этого процесса осуществляется проверка соответствия деталей техническим требованиям, которые изложены в технических условиях на ремонт или в руководствах по ремонту, при этом выполняется сплошной контроль деталей. Для исключения невосстанавливаемых деталей используют следующие стадии выявления дефектов: с явными неустранимыми дефектами — визуальный контроль; со скрытыми неустранимыми дефектами — неразрушаюший контроль; с неустранимыми геометрическими параметрами — измерительный контроль.
В процессе дефектации деталей применяют следующие методы контроля: органолептический осмотр (внешнее состояние детали, наличие деформаций, трещин, задиров, сколов и т.д.); инструментальная проверка при помощи приспособлений и приборов (выявление скрытых дефектов деталей при помощи средств неразрушающего контроля); безшкальных мер (калибры и уровни) и микрометрических инструментов (линейки, штангенинструменты, микрометры и т.д.) для оценки размеров, формы и расположения поверхностей деталей. Контролю в процессе дефектации подвергают только те элементы детали, которые в процессе эксплуатации повреждаются или изнашиваются.
В первую очередь необходимо проверить зазоры в основных сопряжениях. У большинства новых двигателей для их нормальной работы зазор между поршнем и цилиндром должен составлять 0,025…0,045 мм, а предельный зазор не должен превышать 0,2 мм.
Зазор в канавке у новых колец и поршней составляет приблизительно 0,06… 0,08 мм для верхнего кольца (у дизелей 0,08…0,1 мм), 0,04…0,07 мм — для среднего и 0,03…0,05 мм — для маслосъемного, а допустимое его значение в верхней канавке не должно превышать 0,09…0,1 мм для бензиновых двигателей и 0,12. .0,13 мм для дизелей. Зазор в замке поршневого кольца при установке в цилиндр должен составлять 0,3…0,6 мм в зависимости от модели автомобиля. У большинства двигателей ширина замка колец, установленных в цилиндр, не должна превышать 0,7…0,8 мм, в противном случае кольца должны быть заменены. У наборных маслосъемных колец допустимая ширина замка больше — обычно до 1,2… 1,4 мм. В зависимости от модели двигателя номинальный зазор между вкладышами и коренной шейкой должен составлять 0,026…0,12 мм, между вкладышами и шатунной шейкой — 0,026..0,11 мм. Зазоры в подшипниках распределительного вала определяют по результатам измерения диаметров отверстий опор и шеек распределительного вала. Величина этих зазоров не должна превышать 0,09…0,1 мм. Отверстие коромысла также следует проверить нутромером и определить зазор по изношенной и неизношенной поверхностям оси. Если во втором случае зазор в соединении больше 0,06…0,07 мм, то замена оси не восстановит зазор до номинального значения 0,02…0,04 мм. В конструкциях с цилиндрическими толкателями следует проверить зазор толкателя в отверстии — он не должен превышать0,08…0,1 мм. В малоизношенной втулке люфт клапана не будет превышать 0,15…0,18 мм, если зазор во втулке номинальный (0,04…0,05 мм). В случае превышения допустимой величины зазора необходимо проверить и проконтролировать сопрягаемые детали.
В результате контроля детали должны быть подразделены на три группы: годные детали, характер и износ которых находятся в пределах, допускаемых техническими условиями (детали этой группы используются без ремонта); детали, подлежащие восстановлению, дефекты этих деталей могут быть устранены освоенными на ремонтном предприятии способами ремонта; негодные детали. [Основы эксплуатации и ремонта автомобилей и тракторов. Под ред. С. П. Баженова. 2005 г.]
Организация и технология ремонта двигателей
Схема технологического процесса ремонта двигателя представлена на рисунке 10.
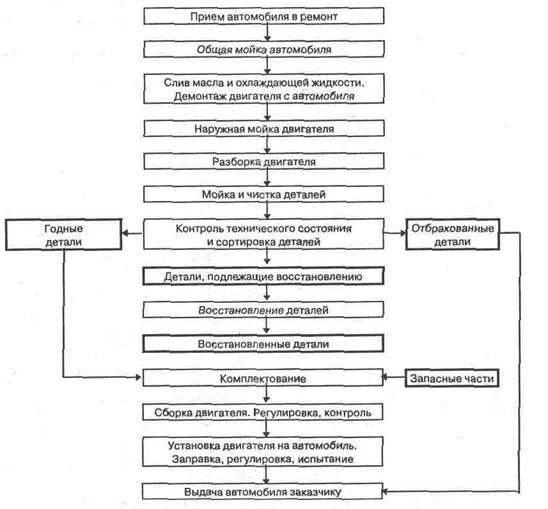
Рисунок 10 – Схема технологического процесса ремонта двигателя
Приём в ремонт. Приём в ремонт имеет своей задачей определение комплектности и технического состояния двигателей, оформление приёмо-сдаточного акта, составление предварительной калькуляции стоимости ремонта, ознакомление заказчика с калькуляцией и оформление заказа (договора на выполнение работ, оказание услуг).
В начальной стадии ремонта производится наружная мойка двигателя. Эта стадия мойки имеет большое значение для поддержания общей чистоты на предприятии и качества выполнения всех последующих ремонтных работ.
Мойка двигателя. Мойка двигателя производится или в специальной струйной моечной машине, или с помощью аппаратов высокого давления. Оптимальная температура моющего раствора t = 60…90°С.
Разборка двигателя.Технологический процесс разборки может быть организован на одном рабочем месте или на поточной линии. Последний вариант организации технологического процесса применяется на крупных мотороремонтных предприятиях с небольшой номенклатурой ремонтируемых агрегатов. При небольших разномарочных производственных программах используются универсальные посты разборки-сборки, оснащенные стендами-кантователями.
Необходимо исключить применение методов разборки с использованием ударных воздействий на детали, при которых в дополнение к дефектам, возникающим у деталей в процессе эксплуатации, возникают «разборочные» дефекты (деформация, разрушение и др.). Эти дефекты дополнительно увеличивают объем восстановительных работ и долю отбракованных деталей.
При выборе инструмента и другой технологической оснастки необходимо учитывать, что усилие отворачивания резьбовых соединений и распрессовки сопряжений с натягом в среднем на 15…25% выше усилий при их сборке.
Наиболее важным является применение специальных съемников, обеспечивающих сохранность демонтируемых деталей. Кроме этого, наиболее передовые инструментальные фирмы выпускают универсальные гаечные ключи и головки новой конструкции. Они имеют специальный профиль рабочей поверхности, который в отличие от традиционного, не концентрирует усилие на ребре гайки или головке болта, а распределяет его по поверхности грани, обеспечивая сохранность крепежных деталей и высокую производительность труда.
Стоимость профессионального инструмента высока, поэтому актуальным является вопрос его сохранности.
Опыт передовых зарубежных ремонтных предприятий показывает, что наиболее надежным и дешевым способом решения этой проблемы является передача инструмента в собственность исполнителям. Сотрудник в рассрочку обязан выкупить комплект необходимого ему для работы инструмента. При этом на него автоматически возлагается ответственность за сохранность.
При индивидуальном ремонте детали и узлы разобранного двигателя не обезличиваются и укладываются в специальный контейнер. Это необходимо для последующей сборки двигателя. Кроме того, отбракованные детали должны быть возвращены заказчику. Ряд деталей не разукомплектовываются из соображений сохранения их взаимного расположения. Это детали, которые при производстве обрабатываются в сборе. Например, в двигателе не разукомплектовываются: блок цилиндров и крышки коренных подшипников; шатуны и крышки шатунов; головка цилиндров и крышки опор распределительного вала. Не рекомендуется разукомплектовывать коленчатый вал и маховик. При разборке целесообразно маркировать сопряженные детали, обозначая их принадлежность и взаимное расположение.
Очистка деталей. Детали двигателей имеют различные виды эксплуатационных загрязнений, которые должны быть в процессе ремонта полностью удалены.
На первом этапе производится общая мойка деталей, аналогично тому, как осуществляется мойка агрегатов. В процессе общей мойки с поверхностей деталей удаляются масляные пленки. Кроме масляных пленок детали имеют сложные виды загрязнений, не удаляемые общей мойкой. К сложным видам загрязнений относятся нагар, накипь, смолистые отложения.
Нагар удаляется механическим путем с помощью металлических щеток, а также струёй сжатого воздуха, подающей на поверхность детали частицы твердой очищающей среды. В качестве твердой очищающей среды используется песок, косточковая крошка, пластмассовая крошка, сухой лед и др.
Пескоструйная обработка повреждает поверхность детали и, поэтому, может применяться только для очистки стальных и чугунных деталей, не имеющих хорошо обработанных поверхностей, например, выпускных трубопроводов.
Косточковая и пластмассовая крошки имеет меньшую твердость и сбивает слой нагара, не повреждая при этом поверхность деталей. Данная очищающая среда применяется при очистке деталей из черных и цветных материалов (головки цилиндров, поршни, клапаны и др.).
Накипь, образующаяся на поверхностях деталей, контактирующих с охлаждающей жидкостью, удаляется или способами удаления нагара или химическим способом специальными составами.
| | | следующая лекция ==> | |
| Оформление результатов научного труда | | | Для деталей из алюминиевых сплавов |
Дата добавления: 2018-06-28 ; просмотров: 3496 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ







