- Технология производства и ремонта автомобилей
- Похожие Книги
- Бухгалтерский учет в ТСЖ.
- Физиология и патофизиология сердца в 2 т. Т.1, Т.2.
- Кулак восьми пределов. Бацзи Цюань
- The Cambridge Encyclopedia of the English Language.
- Психология труда и человеческого достоинства.
- Психология личности в парадигме жизненных отношений.
- Глубокое интервью.
- Введение в психологию.
- История современной психологии.
- Теория коммуникации.
- Вы не зарегистрированы!
- Отзывы читателей
- Технология производства и ремонта автомобилей
- Технология производства и ремонта автомобиля
- Назначение зубчатой передачи автомобиля. Качественная и количественная оценка технологичности конструкции. Выбор материала и обоснование метода получения заготовки. Характеристика маршрута изготовления детали. Расчет режимов резания для токарной операции.
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
- Введение
- 1. Анализ технологичности конструкции детали
- 2. Определение типа производства
- Общие требования к технологии ремонта автомобиля
Технология производства и ремонта автомобилей
Название: Технология производства и ремонта автомобилей
Автор: В. К. Ярошевич, А. С. Савич, В. П. Иванов
Издательство: Минск : Адукацыя i выхаванне
Год: 2008
Страниц: 640
ISBN: 978-985-471-239-0
Формат: DJVU
Размер: 10.5 Мб
Язык: русский
Изложены основы технологии автомобилестроения, освещены вопросы базирования и закрепления заготовок при обработке на металлорежущих станках, точности обработки, технология изготовления деталей и принципы проектирования технологических процессов механической обработки. Рассмотрены процессы сборки и испытания автомобилей и их составных частей, а также современные тенденции развития технологии производства автомобилей.
Описаны процессы потери автомобилем работоспособности, технология типовых ремонтных процессов, способы восстановления и упрочнения деталей, сборки и испытания агрегатов и автомобилей. Приводятся основы управления качеством ремонта автомобилей, ресурсосбережения и охраны окружающей среды.
Учебное пособие предназначено для студентов вузов, осуществляющих подготовку инженеров по специальностям «Техническая эксплуатация автомобилей», «Автосервис», «Автомобилестроение» и др. Может быть использовано учащимися колледжей соответствующих специальностей, инженерно-техническими работниками авторемонтного производства.
Скачать с bitoman.ru
Скачать с depositfiles.com
Скачать с turbobit.net
| Рейтинг: | 4.8 баллов / 2537 оценок |
| Формат: | Книга |
| Уже скачали: | 12714 раз |

Похожие Книги
Нам показалось, что Книги ниже Вас заинтересуют не меньше. Эти издания Вы так же можете скачивать и читать совершенно бесплатно на сайте!

Бухгалтерский учет в ТСЖ.
Название: Бухгалтерский учет в ТСЖ Автор: Т. В. Мездрикова Серия или выпуск: Жилищный консультант Издательство: Сибирское университетское издательство, Новосибирск ISBN: 978-5-379-00877-2 Год издани . . .
Физиология и патофизиология сердца в 2 т. Т.1, Т.2.
Автор: Сперелакис Н.Название: Физиология и патофизиология сердца в 2 т. Т.1, Т.2.Издательство: МедицинаГод: 1988Страниц: 624 + 624 с.Формат: pdf / rar + 3%Размер: 49,5 МБМонография посвящена фундамент . . .
Кулак восьми пределов. Бацзи Цюань
Название: Кулак восьми пределов. Бацзи ЦюаньАвтор: Скичко В.В. Издательство: ВэньУГод: 2005Страниц: 195ISBN: 966-8528-10-7Формат: PDFРазмер: 38 МбЯзык: русскийСерия: Традиционные стили ушу В книге уде . . .
The Cambridge Encyclopedia of the English Language.
Название: The Cambridge Encyclopedia of the English Language Автор: David Crystal Издательство: Cambridge University Press ISBN: 0521559677 Год издания: 2003 Страниц: 506 Язык: Английский Формат: PD . . .
Психология труда и человеческого достоинства.
Название: Психология труда и человеческого достоинства Автор: Н. С. Пряжников, Е. Ю. Пряжникова Издательство: Академия ISBN: 5-7695-4123-0 Год издания: 2005 Страниц: 480 Язык: Русский Формат: doc Ка . . .
Психология личности в парадигме жизненных отношений.
Название: Психология личности в парадигме жизненных отношений Автор: Старовойтенко Е.Б. Издательство: Трикста ISBN: 5-8291-0247-1 Год издания: 2004 Страниц: 256 Язык: Русский Формат: doc Качество: х . . .

Глубокое интервью.
Название: Глубокое интервью Автор: С. А. Белановский Издательство: Никколо-Медиа ISBN: 5-901488-03-2 Год издания: 2001 Страниц: 320 Язык: Русский Формат: doc Качество: хорошее Размер: 1.5 МбОписание . . .
Введение в психологию.
Название: Введение в психологию Автор: Под ред. А. В. Петровского Издательство: Академия ISBN: 5-7695-0084-0 Год издания: 1996 Страниц: 496 Язык: Русский Формат: doc Качество: хорошее Размер: 2.6 Мб . . .
История современной психологии.
Название: История современной психологии Автор: Т. Лихи Издательство: Питер ISBN: 5-94723-199-9 Год издания: 2003 Страниц: 448 Язык: Русский Формат: doc Качество: хорошее Размер: 3.6 Мб Описание: В . . .

Теория коммуникации.
Название: Теория коммуникации Автор: Г.Г. Почепцов Издательство: Рефл-бук ISBN: 5-87983-101-9 Год издания: 2001 Страниц: 656 Язык: Русский Формат: doc Качество: хорошее Размер: 2.8 Мб Описание: Пред . . .
Вы не зарегистрированы!
Если вы хотите скачивать книги, журналы и аудиокниги бесплатно, без рекламы и без смс, оставлять комментарии и отзывы, учавствовать в различных интересных мероприятиях, получать скидки в книжных магазинах и многое другое, то Вам необходимо зарегистрироваться в нашей Электронной Библиотеке.
Отзывы читателей
К сожалению, в нашей Бесплатной Библиотеке пока нет отзывов о Книге Технология производства и ремонта автомобилей. Помогите нам и другим читателям окунуться в сюжет Книги и узнать Ваше мнение. Оставьте свой отзыв или обзор сейчас, это займет у Вас всего-лишь несколько минут.
Технология производства и ремонта автомобилей
Купить в магазинах
- OZON.ru 681 RUB При покупке в этом магазине Вы возвращаете на личный счет BM и становитесь претендентом на приз месяца от BookMix.ru!
Подробнее об акции - полный список магазинов
Рейтинг
Общая оценка
Ваша оценка
Метки:
Описание
- Издательство: Адукацыя i выхаванне
- ISBN: 9789854714127
- Год: 2011
В учебнике с общих позиций рассмотрены технологические процессы изготовления и ремонта автомобилей, технология получения заготовок, механической обработки их на металлорежущих станках, основы проектирования технологических процессов. Изложены принципы сборки и испытания автомобилей и их составных частей, даны современные тенденции развития технологии производства автомобилей.
Подробно изложены технология типовых ремонтных процессов, способы восстановления и упрочнения деталей, сборки и испытания агрегатов и автомобилей. Приводятся основы управления качеством ремонта, применения ресурсосберегающих технологий и охраны окружающей среды.
Учебник предназначен для студентов вузов, осуществляющих подготовку инженеров по специальностям «Техническая эксплуатация автомобилей», «Автосервис» и др. Может быть использован учащимися колледжей соответствующих специальностей, инженерно-техническими работниками авторемонтного производства. Обо всём этом и не только в книге Технология производства и ремонта автомобилей (В. К. Ярошевич, А. С. Савич, В. П. Иванов)
Средний балл:
Рецензий на книгу «Технология производства и ремонта автомобилей» пока нет. Уже прочитали? Напишите рецензию первым
Средний балл:
Отзывов о книге «Технология производства и ремонта автомобилей» пока нет. Оставьте отзыв первым
Цитат из книги «Технология производства и ремонта автомобилей» пока нет. Добавьте цитату первым
Технология производства и ремонта автомобиля
Назначение зубчатой передачи автомобиля. Качественная и количественная оценка технологичности конструкции. Выбор материала и обоснование метода получения заготовки. Характеристика маршрута изготовления детали. Расчет режимов резания для токарной операции.
| Рубрика | Производство и технологии |
| Вид | курсовая работа |
| Язык | русский |
| Дата добавления | 27.02.2016 |
| Размер файла | 868,4 K |

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://allbest.ru
Министерство образования Республики Беларусь
Белорусский национальный технический университет
Кафедра » Техническая эксплуатация автомобилей»
по дисциплине» Технология производства и ремонта автомобиля «
Исполнитель: студент 4 курса
доцент Буйкус К.В.
1. Анализ технологичности конструкции детали
2. Определение типа производства
3. Выбор и обоснование способа получения заготовки
4. Обоснование выбора технологического маршрута и составление маршрутной технологии технологического процесса изготовления детали
5. Разработка технологического процесса обработки одной поверхности детали
Введение
Машиностроение является важнейшей отраслью промышленности. Его продукция — машины различного назначения — поставляются во все отрасли промышленности. Машиностроение является основой технического прогресса и в связи с этим его развитию всегда придавалось большое значение.
Современное мировое машиностроительное производство характеризуется постоянным наращиванием выпуска продукции, резким повышением требований к ее качеству, более частой сменяемостью моделей машин и приборов, позволяющей непрерывно совершенствовать их конструкцию.
Отсюда возникает необходимость организации гибкого переналаживаемого производства, внедрение гибкого технологического оборудования во всех типах производства: от мелкосерийного до массового. Главное условие здесь — обеспечение максимальной экономической эффективности, т.е. производство изделий с минимальными затратами труда и денежных средств.
Потребности развивающегося машиностроительного производства вызвали в свое время появление такой науки, как «Технология машиностроения».
Технология машиностроения — это наука об изготовлении машин требуемого качества в установленной производственной программой количестве и в заданные сроки при наименьшей себестоимости.
1. Анализ технологичности конструкции детали
Шестерня ведущая предназначена для передачи крутящего момента. Комплект, состоящий из пары конических и пары цилиндрических шестерен, называется главной передачей ведущих мостов.
Проходной вал вращается в двух конических роликоподшипниках, ведущая коническая шестерня напрессована на проходной вал и находится в зацеплении с ведомой конической шестерней, напрессованной на ведущий цилиндрический вал-шестерню который в свою очередь передает вращение на ведомую цилиндрическую шестерню.
В шлицевые отверстия ступиц полуосевых шестерен входят концы полуосей, через которые крутящий момент передается колесам.
Главная передача и дифференциал установленный в картере и составляют редуктор ведущего моста.
Материал детали — сталь 20ХН3А.
Под технологичностью конструкции изделия понимается совокупность свойств конструкции изделия, проявляемых в возможности оптимальных затрат труда, средств, материалов и времени при технической подготовке производства, изготовлении, эксплуатации и ремонте по сравнению с соответствующими показателями однотипных конструкций изделий того же назначения при обеспечении установленных значений показателей качества и принятых условий изготовления, эксплуатации и ремонта.
Анализ конструкции на технологичность представляет собой комплекс мероприятий по обеспечению необходимого уровня технологичности конструкции по установленным показателям, направлена на повышение производительности труда, снижение затрат и сокращение времени на изготовление изделия при обеспечении необходимого его качества.
Виды и показатели технологичности приведены в ГОСТ 18831-73, а правила отработки конструкции изделия и перечень обязательных показателей технологичности в ГОСТ 14.201-73.
Оценка технологичности конструкции может быть двух видов: качественной и количественной.
Качественная оценка характеризует технологичность конструкции обобщенно на основании опыта исполнителя и допускается на всех стадиях проектирования как предварительная.
Количественная оценка технологичности конструкции изделия выражается числовым показателем и рациональна в том случае, если эти показатели существенно влияют на технологичность рассматриваемой конструкции.
Возможны два конструктивных исполнения шестерен зубчатых передач: за одно целое с валом (вал — шестерня) и отдельно от него (насадная шестерня). Качество (жесткость, точность и т.д.) вала — шестерни оказывается выше, а стоимость изготовления ниже, чем вала и насадной шестерни.
Деталь отвечает следующим требованиям:
— данный вал-шестерня является жестким, т.к. , а это является одним из условий технологичности;
— деталь состоит из стандартных и унифицированных конструктивных элементов: диаметральных и линейных размеров, зубчатого венца. Это способствует использованию стандартных режущих и измерительных инструментов;
— возможность максимального приближения формы и размеров заготовки к размерам и форме детали;
— материал заготовки отвечает требованиям технологии изготовления: при изготовлении нет необходимости применять сложные технологические процессы изготовления детали; для хранения материала нет необходимости создавать определенные условия хранения и транспортировки.
— деталь симметрична относительно своей оси;
— на детали имеются канавки для свободного выхода режущего инструмента и фаски, причем все эти элементы являются унифицированными, что способствует повышению технологичности конструкции детали.
Таким образом, можно сделать вывод о том, что деталь технологична.
2. Определение типа производства
Тип производства в соответствии с ГОСТ 3.1108 — 74 характеризуется коэффициентом закрепления операций, который показывает число различных операций, закрепленных в среднем по цеху (участку) за каждым рабочим местом в течение месяца[1,с 20].
При отсутствии базового технологического процесса тип производства предварительно можно определить по годовому выпуску и массе деталей, пользуясь таблицей 2.1.
Таблица 2.1 Выбор типа производства по годовому выпуску и массе деталей
Общие требования к технологии ремонта автомобиля
Технологию ремонта принято делить на четыре основных этапа работ:
- разборка-мойка;
- контроль-сортировка;
- ремонт (восстановление микро- и макрогеометрии поверхностей и физико-механических свойств деталей);
- сборка с предварительным контролем деталей, поступающих на сборку.
Разборочно-моечные операции ведут в несколько стадий: наружная мойка агрегата, подразборка, узловая мойка, разборка на детали, мойка и очистка деталей.
В процессе контроля деталей обломы, трещины, вмятины, раковины и другие повреждения обнаруживают внешним осмотром. У ответственных деталей наличие трещин проверяют при помощи дефектоскопа. Размеры деталей необходимо контролировать в местах наибольших износов. Зубья шестерен изнашиваются неравномерно, поэтому при их контроле следует замерять не менее трех зубьев, расположенных под углом примерно 120°. Ввиду необходимости гарантировать работу зубчатых передач в течение всего межремонтного пробега отколы на зубьях и выкрашивание рабочей поверхности зубьев усталостного характера не допускаются.
Сборочные единицы (шатун с крышкой шатуна, блок цилиндров с крышками коренных подшипников, шестерни коробки передач и главной передачи) разукомплектовывать нельзя.
Детали, подаваемые на сборку, должны быть чистыми и сухими.
Трущиеся поверхности деталей при сборке смазывают чистым маслом.
Перед сборкой необходимо с помощью мерительного инструмента проконтролировать размеры деталей, образующих посадки. При сборке деталей, имеющих в сопряжении подвижную посадку, должно быть обеспечено их свободное относительное перемещение без заеданий. Втулки, кольца шариковых и роликовых подшипников устанавливают при помощи оправок. При запрессовке подшипников усилие не должно передаваться через шарики или ролики. Инструменты для запрессовки должны упираться в запрессовываемое кольцо. Направление усилия запрессовки должно совпадать с осью подшипника во избежание перекоса колец.
В случае ремонта деталей сваркой и наплавкой сварной шов не должен иметь шлаковых включений, непроваренных участков, подрезов и других дефектов. После сварки шов зачищают, наплывы металла устраняют, чтобы они не мешали установке сопрягаемых деталей.
Если по условиям сборки установка ответственных деталей производится ударом молотка, необходимо применять оправки и молотки из цветных металлов, пластмассы, резины, а также приспособления для запрессовки деталей.
В глухих резьбовых отверстиях не должно быть даже следов масла, смазки или какой-либо жидкости, так как при заворачивании деталь может треснуть из-за давления болта или шпильки.
Трубки топливопроводов и привода тормозов перед сборкой необходимо продуть сжатым воздухом.
Гайки, болты и винты — те детали, в местах установки которых обычно возникает коррозия. Если на резьбе болта, который приходится снова использовать, имеется ржавчина или следы старой блокирующей смазки, то резьбу необходимо прочистить проволочной щеткой и растворителем, а при сборке применить новую смазку. Заржавевшие гайки и болты необходимо обработать легко просачивающейся жидкостью (керосином, скипидаром или специальной), чтобы облегчить отворачивание и предотвратить поломку. Может потребоваться срубить, отпилить, удалить с помощью специального приспособления сильно поржавевшие крепежные детали.
Самоконтрящиеся гайки можно использовать многократно в неответственных соединениях, если при заворачивании чувствуется сопротивление, когда контрящая часть гайки заходит на резьбу шпильки или болта. Однако самоконтрящиеся гайки постепенно теряют свою эффективность при длительном использовании и их также нужно периодически заменять. В случае невозможности применить новые самоконтрящиеся гайки, старые необходимо дополнительно стопорить от отворачивания.
Шпильки обычно выворачивают следующим образом. Наворачивают на шпильку две гайки, одну рядом с другой, и стягивают их вместе. Затем, поворачивая ключом нижнюю гайку, выворачивают шпильку. Шпильки или болты, порвавшиеся ниже поверхности детали, в которую они ввернуты, можно иногда удалить при помощи экстрактора шпилек.
Шпильки должны быть завернуты в резьбовые отверстия плотно без люфта. Детали должны надеваться на шпильки свободно. Подгибание шпилек при установке на них деталей не допускается, крепление узла или детали несколькими гайками или болтами должно производиться равномерно по периметру — сначала предварительно, а затем окончательно.
В отдельных случаях, если это предусмотрено, необходимо применять ключи, позволяющие ограничивать крутящий момент.
Моменты затяжки резьбовых соединений, если они специально не оговорены в технических условиях, определяются в зависимости от диаметра резьбы в соответствии с табл. 1.
Таблица 1. Моменты затяжки резьбовых соединений
| Диаметр резьбы, мм | Момент затяжки, Н · м | Диаметр резьбы, мм | Момент затяжки, Н · м |
| 6 | 6…9 | 16 | 120…140 |
| 8 | 14…17 | 18 | 160…190 |
| 10 | 30…35 | 20 | 230…270 |
| 12 | 55…60 | 22 | 300…360 |
| 14 | 80…90 | 24 | 420…480 |
Болт должен выступать из гайки (кроме особо оговоренных случаев) на две-три нитки резьбы.
Затягивать болты и шпильки, соединяющие детали, испытывающие динамические нагрузки в процессе работы или требующие герметичности, необходимо с одинаковым усилием. При большом количестве гаек их следует затягивать в определенном порядке. Гайки, расположенные по кругу, надо затягивать крест-накрест (рис. 1). Гайки, расположенные по прямоугольнику, затягиваются от центра детали к краям.
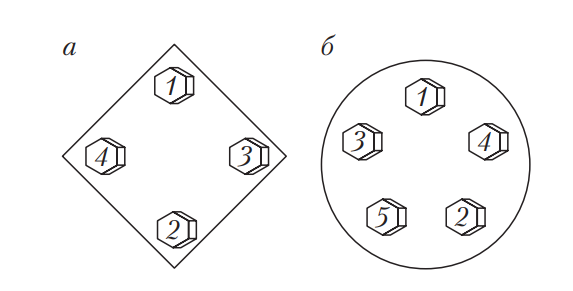
Рис. 1. Порядок затяжки резьбовых соединений: а — с четырьмя болтами; б — с пятью болтами
Болты головки цилиндров, болты поддона картера и т.п. следует затягивать в рекомендованной последовательности и поэтапно, чтобы избежать деформации детали. Сначала болты или гайки следует затянуть от руки. Затем каждый из них нужно затянуть на один полный оборот, переходя от одного к другому крестообразно или по диагонали. После того, как каждый будет затянут на один полный оборот, возвращаются к первому и в том же порядке затягивают на пол-оборота. Далее аналогично затягивают каждую деталь на четверть оборота до тех пор, пока не будет достигнута требуемая величина момента затяжки.
Все гайки или болты одного соединения должны быть затянуты с одним крутящим моментом. Перезатяжка крепежного изделия может привести к уменьшению его прочности или к поломке, в то время как недозатяжка — к саморазвинчиванию соединения. Болты, винты и шпильки в зависимости от материала, из которого они изготовлены, и диаметра имеют определенные моменты затяжки, указанные в технических требованиях. При отпускании крепежных деталей действуют в обратной последовательности.
Если необходимо проверить правильность затяжки болта или гайки, то отворачивают его (ее) на четверть оборота, затем снова затягивают требуемым крутящим моментом. Однако это нельзя делать, если крепежная деталь после затяжки динамометрическим ключом была довернута на требуемый угол.
Для некоторых резьбовых соединений, особенно для болтов или гаек головки цилиндров, в качестве последней стадии затяжки указывается не крутящий момент, а угол, на который надо довернуть крепежную деталь. Обычно указывается сравнительно небольшой момент затяжки для заворачивания болтов в определенной последовательности, а затем производится доворот в один или несколько приемов на указанные углы.
При затягивании корончатой гайки, чтобы вставить шплинт, гайку затягивают до рекомендованного значения момента, а затем подворачивают дальше к следующему отверстию для шплинта. Не допускается ослаблять гайку, чтобы совместить отверстия для шплинта, если так не указано в инструкции. Шплинты не должны выступать из прорезей гаек. Концы шплинтов должны быть разведены и отогнуты — один на болт, а другой на гайку.
Если на резьбу был нанесен состав, препятствующий отворачиванию, то его нужно удалить при помощи проволочной щетки и растворителя, а при сборке нанести свежий состав.
Шпонки должны быть плотно посажены в шпоночные пазы валов при помощи молотка или оправок из цветного металла. Люфт шпонок в пазах валов не допускается. В правильно собранном шлицевом соединении перемещение охватывающей детали должно быть легким, без заеданий.
Отверстия с изношенной или поврежденной резьбой восстанавливают, нарезая резьбу увеличенного ремонтного размера и заваривая отверстия с последующим нарезанием резьбы номинального размера, постановкой ввертышей и спиральных резьбовых вставок. Последнее предпочтительнее по соображениям качества восстановления и снижения трудозатрат.
Под любой крепежный элемент, который будет вращаться относительно детали или корпуса при затяжке, всегда необходимо устанавливать шайбу. Пружинные или разрезные шайбы следует всегда заменять в ответственных соединениях (например, крепление нижней головки шатуна). Отгибные шайбы, если они хотя бы раз были отогнуты для освобождения гайки или болта, также всегда нужно заменять.
Прокладки, шплинты, сальники и уплотнительные кольца следует менять при каждой разборка ответствующих узлов — они прирабатываются по месту, деформируются и, будучи установлены вновь после разборки, как правило, не исполняют нормально своих функций.
Сальники можно снимать при помощи отвертки с широкой рабочей поверхностью или подобным инструментом. Можно ввинтить в сальник пару самонарезающих винтов и вытянуть за них сальник пассатижами. При установке сальников с металлическим корпусом гнездо под сальник смазывают тонким слоем герметика. При отсутствии специальных указаний, сальники должны устанавливаться так, чтобы рабочие кромки были направлены к объему, который они герметизируют, т.е. внутрь корпуса. Перед установкой сальник смазывают маслом. При установке сальника с двумя кромками пространство между ними заполняют консистентной смазкой.
Для установки сальника используют специальную трубчатую оправку или деревянный брусок подходящего размера. Если в корпусе или держателе сальника есть бурты, установочный инструмент заводят внутрь них. Если буртов нет, то сальник должен быть установлен так, чтобы его поверхность была вровень с поверхностью корпуса или держателя.
Во многих местах используются прокладки для уплотнения стыкуемых поверхностей двух деталей и удержания смазок, жидкостей, вакуума или давления в сборке. Старение, нагрев и давление приводят к настолько прочному слипанию двух частей, что их трудно разъединить. Соединение можно разъединить, постучав молотком с головкой из мягкого материала вблизи поверхностей стыка. Можно воспользоваться и обычным молотком, если бить им по деревянному бруску, положенному на деталь. Однако следует иметь в виду, что этот метод не годится для разборки штифтовых соединений.
Следует избегать использования отвертки или ломика в качестве рычага при разделении сборки на части — ими легко повредить поверхности стыка деталей, соприкасающихся с прокладкой, а они должны оставаться гладкими. Если это необходимо, применяют деревянный рычаг.
После разделения деталей необходимо тщательно отскоблить прокладки и очистить поверхности деталей от их остатков с помощью проволочной щетки. Плохо удаляющийся материал можно смочить растворителем ржавчины или обработать специальным химическим составом. Скребок можно сделать из отрезка медной трубки, которую нужно расплющить и заточить один конец. Медь обычно мягче, чем те поверхности, которые нужно скоблить, что уменьшает вероятность повреждения детали.
Если между сопрягаемыми поверхностями двух деталей должна быть прокладка, то при сборке всегда следует устанавливать новую прокладку; устанавливают сухую прокладку, если в руководстве по сборке не указано иное.
Нельзя царапать поверхность, на которую надевается шланг, особенно это касается шланга системы охлаждения, так как из-за неплотности прилегания может появиться течь. Шланг может приклеиться к металлическому штуцеру, на который надевается. Снятие шлангов можно облегчить, облив стык горячей водой — она проникнет в слипшееся место и ослабит сцепление. Чтобы снять шланг, его зажимают комбинированными щипцами и поворачивают вокруг штуцера, перемещая его вперед и назад, пока он не будет двигаться совершенно свободно, а затем снимают. Для облегчения снятия шлангов между шлангом и поверхностью штуцера вводят силиконовую или другую смазку.
При разборочно-сборочных работах снимать, транспортировать и устанавливать агрегаты разрешается только при помощи подъемно-транспортных механизмов и устройств, оборудованных приспособлениями, подвесками, захватами, полностью гарантирующими безопасность работы.
Не разрешается производить ремонт автомобиля при работающем двигателе, кроме регулировки двигателя и тормозов. Автомобиль, находящийся на посту ремонта, должен быть заторможен ручным тормозом при включенной низшей передаче (кроме ремонта и регулировки тормозов). Запрещается работа под вывешенным автомобилем без страховочных устройств.







