РАЗБОРКА МАШИН НА АГРЕГАТЫ, УЗЛЫ И ДЕТАЛИ




![]()
![]()
Разборка- это совокупность операций предназначенных для разъединения объектов ремонта на сборочные единицы и детали определенной технологической тех. последовательности.
Трудоемкость составляет 10-15%, при этом 60% приходится на разборку резьбовых и 20% прессовых соединений.
Качественная разборка дает РП 70% пригодных деталей. Эти годные детали обходятся предприятию в 6-10% от их цены, восстановленные 30-40% от цены, а новые детали обходятся 110-150%.
Разборку производят в соответствии с картами тех. процесса.
Вначале снимают легкоповреждаемые детали и узлы(электрооборудование, топливо и масло проводы, шланги и крылья), затем сборочные единицы (радиатор, кабина, ДВС, редуктор, коробки и т.д.), агрегаты гидросистемы и топливная аппаратура после снятия направляют на свои участки для определения технического состояния и ремонта.
При разборке не рекомендуется разукомплектовывать сопряженные пары, которые на заводе – изготовителе обрабатывают в сборе или балансируют (крышки коренных подшипников с блоком цилиндров, крышки шатунов с шатунами, картер сцепления с блоком, коленвал с маховиком), а также приработанные пары детали и годные для дальнейшей работы( конические шестерни, распредшестерни, шестерни масляных насосов и т.д.)
Такие пары метят, связывают или соединяют болтами и укладывают в отдельные корзины.
При разборке следует использовать стенды съемники, приспособления и инструменты позволяющие центрировать снимаемые детали и равномерно распределять усилия по периметру.
При выпрессовке подшипников, сальников, втулок применяют оправки и выколотки с мягкими наконечниками из меди и алюминия.
При выпрессовке подшипников из втулок или стаканов усилия прикладывают к наружному кольцу, а снятие с вала к внутреннему кольцу.
При разборке резьбовых соединений детали укладываются в сетчатые корзины и отправляются на мойку.
Запрещается разукомплектовывать детали с резьбой повышенной точности (болты и гайки крепления крышек шатунов, крепление маховика к коленчатому валу).
При разборке чугунных деталей для избежания трещин при перекосах в начале отпускаются все болты или гайки
Открытые полости в деталях смазки ТСА и гидросистемы следует закрывать крышками.
Разборка может быть стационарная или поточная.
Стационарная производится на одном рабочем месте. Применяется не РП с небольшой программой и ед. типом произв.
На спец.предприятиях имеющих значительную программу, может применяться поточная форма разборки.
Поточная линия при которой повышается около 20%произв. труда и интенсивность использования технологической оснастки на 50%.
Разборочные работы состоят из основных и вспомогательных элементов.
Основные – разборка резьбовых и прессовых соединений.
Вспомогательные – это ( процесс) перемещения, установки и крепления изделий и агрегатов.
С целью сокращения непроизводительных затрат времени рационального использования произв. площади на рабочих местах целесообразно устраивать технологические потолки представляющих собой пространств. металлоконструкцию перекрывающая зону участка и раб. места.
На конструкции смонтированы механические инструменты, оснастка, приспособления и грузоподъемные средства.
37 Очистка и мойка деталей машин?
В процессе эксплуатации и ремонта машин на наружных и внутренних поверхностях узлов и деталей откладываются технологические загрязнения и продукты коррозии. Кроме того, на внутренних поверхностях откладываются маслянистые загрязнения и присутствует старая краска, а на наружных — масла, асфальтосмолистые отложения, нагар и накипь.
Известны несколько способов очистки деталей : химический (струйный и в ваннах), механический (скребками, щетками, косточковой крошкой), ультразвуковой, электрохимический, химико- механический, химико-термический. На ремонтных предприятиях наибольшее распространение получил способ химической очистки с применением разнообразных моющих растворов и препаратов.

Очистка деталей от масляных загрязнений — это сложный физико- химический процесс, включающий механические, химические, тепловые и адсорбционное воздействия с последующим отделением загрязнений с поверхности детали. Минеральные масла и продукты их разложения плохо смачиваются водой, поэтому в состав моющих растворов вводят щелочи и вещества с большой поверхностной активностью, облегчающие удаление загрязнений с поверхности деталей. Минеральные масла по химическому составу не- омыляемы, под действием щелочей они не разлагаются, а образуют эмульсии (мелкодисперсные растворы). Щелочные растворы, снижая поверхностное натяжение масляной пленки, не способны полностью отделить ее от детали. Поэтому в щелочные растворы добавляют эмульгаторы, способствующие разрыву масляной пленки и отрыву ее от поверхности детали в виде отдельных мелких капель. Роль эмульгаторов играют поверхностно- активные вещества (мыло, ОП-7, ОП-Ю, ДС-РАС и др.). Хозяйственное мыло вводят в раствор в количестве 8-10 г/л, добавки ОП-7 и ОП-Ю (маслообразные жидкости или пасты) в количестве 2-6 г/л.
Моющие растворы. Остатки грязи, пыли и других загрязнений нежирного происхождения легко удаляются струёй воды, подогретой до 70- 80 °С. Для очистки деталей от топливно-смазочных материалов применяют водно-щелочные растворы на основе каустической соды NaOH и кальцинированной соды Ыа2СОз.
Моющие жидкости на основе каустической соды служат для обезжиривания стальных и чугунных деталей; они содержат 50-80 г/л каустической соды и 8-10 г/л хозяйственного мыла. Эти растворы токсичны, вызывают коррозию металлов, не обладают достаточной моющей способностью. Не допускается очистка ими алюминиевых деталей, так как каустическая сода их разрушает. Для обезжиривания этих деталей применяют водные растворы кальцинированной соды (10-15 г/л), тринатрийфосфата (25-30 г/л) и жидкого стекла (10-15 г/л) с температурой раствора 80-90° С.
В последние годы получили распространение синтетические моющие препараты МЛ, «Лабомид», МС и др. Препараты МЛ-51 и МЛ-52 представляют собой смесь поверхностно-активных веществ с электролитами: натриевыми солями кремниевой и фосфорной кислот. Эти препараты выпускают в виде порошка или гранул белого и светло-желтого цвета. Препарат МЛ-51 используют для струйной очистки отложений при концентрации раствора в воде 10-20 г/л, препарат МЛ-52 — для очистки деталей вываркой от смолистых отложений при концентрации 25 — 35 г/л с температурой растворов 70-80 °С. Моющая способность препаратов МЛ в 2-3 раза выше растворов на основе каустической соды.
Препараты «Лабомид» представляют собой смесь синтетических поверхностно-активных веществ с неорганическими щелочными солями в виде белого порошка. «Лабомид-101» используют в виде водных растворов концентрацией 10-30 г/л в моечных машинах струйного типа при температуре раствора 70 — 85 °С, водный раствор «Лабомид-203» концентрацией 25 — 35 г/л — при мойке погружением и температуре 80-100° С. Препараты «Лабомид» позволяют очищать детали из черных и цветных металлов, в том числе из алюминия.
Препараты МС (МС-5, МС-6, МС-8) имеют в своем составе кальцинированную соду, триполифосфат натрия, метасиликат натрия и поверхностно-активные вещества. Их используют для струйной и ванной очистки агрегатов и деталей водным раствором концентрацией 10-25 г/л при температуре 75-85 °С. Моющая способность препаратов МС в 1,5-2,5 раза выше, чем у препарата МЛ-51, и в 4-5 раз выше, чем у растворов каустической соды.
Синтетические препараты не вызывают коррозии металлов, не токсичны, имеют хорошую моющую способность, могут применяться для мойки черных и алюминиевых сплавов, не требуют после обезжиривания ополаскивания деталей. Недостаток синтетических моющих средств для струйной мойки — повышенное ценообразование.
Органический препарат AM-15 представляет собой раствор поверхностно-активных веществ в органических растворителях и используется в основном для очистки в ваннах деталей дизельных двигателей от прочных смолистых отложений, закоксовывания форсунок, для снятия нагара.
Растворители применяют при удалении синтетических смол, старых лакокрасочных покрытий, очистке деталей дизельной топливной аппаратуры, электрооборудования. Применение растворителей (бензина, керосина, дизтоплива, уайтспирита) на массовых технологических операциях мойки не рекомендуется, так как они токсичны, огнеопасны, имеют низкую растворяющую способность по отношению к неорганическим и углеводородным компонентам загрязнений, а также имеют высокую стоимость.
Мойка агрегатов. До очистки наружных и внутренних поверхностей машин необходимо удалить масло из картерных плоскостей и промыть их.
Для мойки агрегатов применяют проходную однокамерную машину ОМ-837Г ГОСНИТИ с вращающимся гидрантом, при этом по габаритам моечной камеры она рассчитана на мойку агрегатов равных (или меньших) по размерам двигателю СМД-14 в сборе. Можно использовать проходную однокамерную машину АКТБ-116 с качающимися гидрантами, при этом агрегаты навешивают в горизонтальном положении на подвесном конвейере.
Мойка и обезжиривание деталей. Для мойки деталей рекомендуется использовать машины ГОСНИТИ ОМ-4267 (двухкамерная с подвесным конвейером) и ОМ-2839 (двухкамерная с прутковым напольным конвейером).
Ультразвуковой способ очистки основан на передаче энергии от излучателя ультразвука к поверхности детали через раствор. Под действием ультразвуковых колебаний в растворе образуются области разрежения и сжатия. В процессе разрежения на поверхности детали возникают кавитационные полости (пузырьки), которые через полпериода колебаний захлопываются, происходят мощные гидравлические удары, возникают ударные волны, под действием которых жировые пленки, покрывающие поверхность детали, разрушаются. Ультразвуковая мойка применяется для очистки мелких деталей сложной конфигурации: подшипников качения, деталей дизельной топливной аппаратуры, гидросистем, карбюраторов.
Очистка деталей от нагара и накипи. Применяют следующие способы очистки: механический — при помощи щеток и скребков в установке с вращающимися барабанами; пневматический-косточковой крошкой в установке ОМ-3181, — металлическим песком; гидропескоструйной обработкой; химический и термохимический — в расплаве солей и щелочей при температуре 400-450° С в установке ОМ-4944. Для каждого способа применяют специальное оборудование. Старую краску удаляют полностью химическим, пневматическим, гидропеско-струйным, дробеструйным способами.
38 Контроль и сортировка деталей?
Цель дефектации – определение технического состояния и сортировки на соответствующие детали (годные, не годные и подлежащие восстановлению). Результаты дефектации и сортировки используют для определения коэффициента пригодности и распределения деталей по маршрутам восстановления. После сортировки годные детали отправляют в комплектовочные отделения, не годные на склад металлолома или используют как материал для других деталей, требующие ремонта на склад деталей требующих ремонта, далее на соответствующие участки. В процессе дефектации детали маркируют краской – годные зеленой, не годные красной, требующие восстановления желтой. После дефектации составляется дефектовочная ведомость.
Дефекты по своим последствиям подразделяются на:
— критические – использование детали по назначению практически невозможно или исключается в соответствии с ТБ;
— значительные – когда дефект существенно влияет на использование, но не является критическим;
— малозначительные – не влияет существенно на использование деталей и ее долговечность.
Дефекты по месту расположения подразделяются на:
— наружные- деформации, поломки, изменение геометрической формы и размеров, выявляются визуально или не сложными измерениями.
— внутренние – усталостные трещины, трещины термообработки, выявляются методами структуроскопии (магнито, ренгено, ультрозвуковая скопия).
Дефекты по возможности исправления делятся на: исправимые и не исправимые.
По причинам возникновения дефекты делятся на:
Конструктивные – не соответствие требованиям технологического задания. Причины – ошибочный выбор материала изделия, не верное определение размеров детали, они являются следствием несовершенства конструкции.
Производственные – выражаются в не соответствии требованиям нормативной документации на изготовление или ремонт, возникают по вине производства, в нарушении технологического процесса на восстановление и изготовление.
Эти дефекты делятся на 6 групп:
1 дефекты плавления и литья,
2 при обработки давлением (трещины, резки),
3 термической и химико – термической обработки (науглераживание, отслаивание),
4 не обработку (отделочные трещины, прижоги, нарушение размеров),
5 монтажные дефекты (обломы, нарушение посадок),
6 дефекты сварки и наплавки.
Эксплуатационные – в результате износа, усталости, коррозии и не прерывной эксплуатации.
Выбор средств контроля должен обеспечивать заданные показатели процесса контроля. Эти средства регламентируются государственными отраслевыми стандартами предприятий. В зависимости от программы могут быть использованы универсальные, механизированные и автоматические средства контроля. При ремонте наибольшее распространение получили универсальные измерительные приборы и инструменты, которые разделяются на:
1. Механические приборы – линейки, штангенциркули, пружинные, микрометрические. Они просты при высокой надежности измерений, однако имеют не высокую точность и производительность.
2. Оптические – окулярные микрометры и измерительные микроскопы. Высокая точность, однако они сложны в настройке и требуют больших затрат времени и не обладают высокой надежностью и долговечностью.
3. Пневматические – длинномеры для измерений наружных и внутренних размеров, отклонений формы поверхности.
4. Электрические – получают все большее распространение в автоматической контрольно измерительной аппаратуры.
Технологический процесс разборки
ТЕМА 9. РАЗБОРКА АВТОМОБИЛЕЙ И АГРЕГАТОВ
Общие сведения
Разборка– это один из ответственных технологических процессов ремонта автомобилей. От качества работ по разборке автомобилей и их агрегатов зависит количество деталей, используемых повторно. Разборочный процесс дает АРП около 70% деталей для повторного их использования при КР автомобилей без их ремонта или после восстановления. Количество годных и трудоемкость восстановления изношенных деталей во многом зависит от организации и технологии разборочных работ. Трещины, пробоины, погнутость, обломы, срыв резьбы и другие дефекты в деталях появляются часто в результате плохой технологии разборки или нарушений технологических приемов разборки.
Годные детали обходятся авторемонтному производству в 6…10% от номинальной цены, отремонтированные – в 30…40%, а замена деталей новыми – в 110…150%.
Разборка– это процесс разъединения агрегатов и автомобилей на детали. Разборочный процесс представляет собой совокупность различных операций по разъединению всех объектов ремонта до деталей в определенной последовательности.
Разборочный процесс включает в себя следующие виды работ:
— подъемно-транспортные по перемещению объектов ремонта;
От общей трудоемкости этих работ на долю собственно разборочных работ приходится 60…65%.
Разборка автомобиля приКР производится по следующей схеме:
— общая разборка на агрегаты, узлы и детали;
— разборка агрегатов на узлы и детали;
— разборка узлов и сборочных единиц на детали.
Стратегия разборки зависит от конструкции автомобиля и его составных частей, а также от степени и глубины ремонтного воздействия. Последовательность разъединения разборочных единиц может быть одновариантной для простых единиц (снятие подшипника, откручивание болта и др.) и многовариантной для сложных. Поэтому возникает задача выбора оптимального варианта технологического процесса разборки, обеспечивающего высокое качество (сохранность деталей) работ при минимальных затратах труда и средств.
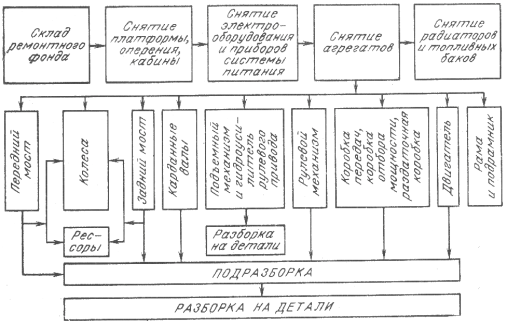 |
Разборка автомобилей начинается со снятия капота, кузова, оперения, топливных баков, радиаторов, приборов, электрооборудования и топливной аппаратуры. Затем отсоединяются механизмы управления и пуска двигателя, сцепления, рулевого управления, управления тормозами и др. После этого с рамы снимают двигатель, коробку передач и т.д. В последнюю очередь отсоединяют ходовую часть автомобиля и на месте разборки остается одна рама. На рис. 9.1. представлена схема процесса разборки автомобиля.
Рис. 9.1. Схема разборки автомобиля.
Виды разборки
На разборочный процесс существеннее влияние оказывает его организация. Разборка в зависимости от объема производства может быть организована на стационарных постах илина поточных линиях.
На рис. 9.2. представлены схематично основные организационные формы разборки.
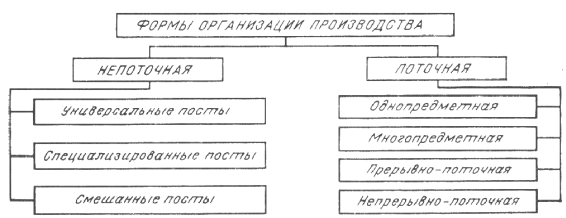 |
Рис. 9.2. Формы организации разборочного процесса.
Стационарный пост — это часть производственной площади, предназначенной для выполнения определенных операций технологического процесса, на которой имеется необходимое оборудование, приспособления и инструмент. На посту может быть одно или несколько рабочих мест. Рабочим местом называется зона трудовой деятельности одного или нескольких рабочих. Отдельная единица оборудования, обслуживаемая одним или несколькими рабочими, считается одним рабочим местом (например: стенд для разборки двигателя).
При разборке на поточных линиях рабочим местом считается каждая позиция конвейера независимо от числа рабочих на этой позиции.
При непоточной организации разборка может быть организована на универсальных, специализированных или смешанных постах.
При организации разборочного процесса на потоке объекты ремонта могут быть неподвижны либо перемещаться на конвейере. Поточные линии могут быть: одно- и многопредметными; прерывно-поточными; непрерывно-поточными.
При поточном способе оборудование и рабочие посты располагаются последовательно друг за другом в порядке выполнения операций технологического процесса. Причем последовательность и объем операций, количество рабочих на постах, такие, что за определенный промежуток времени, равный такту поточной линии, разбирается одно изделие.
Поточный способ разборки автомобилей на агрегаты осуществляется на конвейерах, а разборку агрегатов на узлы и детали проводят на стендах, эстакадах или конвейерах.
Поточная форма организации разборки является наиболее прогрессивной. Она позволяет:
— увеличить производительность труда разборщиков до 20%;
— увеличить интенсивность использования технологической оснастки до 50%;
— улучшить качество разборки и снизить себестоимость разборочных работ;
— сосредоточить одноименные операции разборки на специализированных постах;
— сократить количество одноименных инструментов до 30%.
На предприятиях с разномарочной небольшой программой по капремонту целесообразно применять многопредметные поточные линии, которые подразделяются на переменно-поточные и групповые. Однако переменно-поточные организации разборки более сложная, т.к. необходим ступенчатый выход специализированных рабочих, большой запас агрегатов и т.д.
Групповая поточная линия приспособлена для одновременного выполнения работ по разборке агрегатов разных наименований с последовательным чередованием их в зависимости от наличия ремонтного фонда и потребности в объектах для сборки.
Одной из разновидностей поточной формы организации разборочного процесса является применение многопредметной поточной линии. Они приспособлены для разборки одинаковых агрегатов и узлов автомобилей, разных марок, имеющих общность по технологическим условиям разборки. Такие линии целесообразно применять на АРП с небольшой разномарочной программой по капремонту,
На крупных специализированных АРП разборочный процесс целесообразно организовывать на однопредметных поточных линиях.
Основным условием улучшения технико-экономических показателей разборочного процесса, повышения его эффективности и качества труда разборщиков является механизация и автоматизация операций разборки.
На тех участках разборки, где уровень механизации невысок, эффективен путь широкого внедрения на всех этапах разборки таких механизированных средств , как электро- и пневмоинструмент, пневмосъемники, внедрение их в производство осуществляется практически без перестройки технологического процесса иможет осуществляться за короткий промежуток времени.
Однако механизация только отдельных операций повышает производительность труда в среднем на 5-6% в год, в то время как комплексная механизация обеспечивает рост производительности труда в 2-2,5 раза.
Дальнейшее направление повышения эффективности разборочных работ это совершенствование методов разборочных работ при КР автомашин на основе автоматизации с применением роботов.
Средства разборки
Средства технологического оснащения разборки включают в себя технологическое оборудование, оснастку, приспособления и инструмент.
Технологическое оборудование — это средства технологического оснащения, в которых для выполнения определенного технологического процесса размещается ремфонд, средства воздействия на него и технологической оснастки.
Технологическая оснастка — это средства, дополняющие технологическое оборудование для выполнения определенной части техпроцесса разборки.
Приспособленияпредназначены для установки или направления предмета труда или инструмента при выполнении определенной операции разборки.
Инструмент предназначен для воздействия на предмет труда с целью изменения его состояния.
Разборочные работы являются очень трудоемкими, поэтому важной задачей ремонтного производства является максимально возможная механизация, применение подъемно-транспортных средств, разборочных стендов, прессов, съемников и др. приспособлений, повышающих производительность, обеспечивающих сохранность деталей и повышающих чистоту и общую культуру производства.
На современных ремонтных предприятиях применяются следующие средства технологического оснащения:
1. Универсальный инструмент (ключи гаечные и для шпилек, отвертки, пассатижи, бородки, зубила, съемники и др.).
2. Ручные машины (гайко-, шпилько- и шуруповерты электрические или пневматические).
3. Подъемно-транспортные механизмы и машины (лебедки, тали, домкраты, подъемники, краны, конвейеры, чалки, стропы).
4. Специализированный инструмент.
Домкраты представляют собой простейшие грузоподъемные механизмы и предназначены для подъема ремонтируемых изделий на высоту 200. 400 мм. Они бывают реечные , винтовые и гидравлические.
Подъемники — грузоподъемные машины прерывного действия для подъема ремонтируемых машин и агрегатов на грузонесущих устройствах перемещающихся по жестким вертикальным направляющим. Они бывают гидравлические и пневматические.
Краныразделяются на мостовые, козловые, поворотные, консольные и штабелеры.
Ручные машины при разборке используют с электрическим, пневматическим или гидравлическим приводом. Они применяются для отвинчивания в большом объеме болтов, гаек, шпилек и других резьбовых соединений.
Пневмоинструмент имеет некоторые преимущества по сравнению с электроинструментами:
— большая мощность на 1 кг массы;
— удобство и безопасность в применении;
— бесступенчатое изменение частоты вращения;
— меньшая стоимость и затраты на обслуживание.
Однако эл. инструменты имеют более высокий КПД, создают меньший шум в работе, легко присоединяются к источнику питания, более транспортабельны.
Большим недостатком механизированного инструмента является его вибрация, поэтому он должен испытываться на вибрацию. В зависимости от частоты вращения инструмента и частоты вибрации установлены предельно допустимая амплитуда вибрации (см. табл. 9.1.).
Допустимая амплитуда вибрации механизированного инструмента
| Частота вращения, об/мин | Частота вибрации, Гц | Предельно допустимая амплитуда вибрации, мм |
| 1,15 | ||
| 1,10 | ||
| 0,15 | ||
| 0,005 |
При разборке групповых резьбовых соединений могут применяться многошпиндельные гайковерты. Ручные машины массой более 3 кг для улучшения условий труда укрепляют над постом разборки на эластичной или жесткой подвеске.
Соединение двух деталей при помощи посадок с натягом в автомобиле составляют около 20%.
Для разборки деталей, собранных с натягом применяют прессыи съемники. В зависимости от расположения штока и направления действия создаваемого усилия, различают вертикальные и горизонтальные прессы, а по характеру их использования — стационарные и переносные. Они могут иметь ручной (винтовой, рычажно-реечный), гидравлический, пневматический или пневмогидравлический привод.
Съемники могут быть специальные (для снятия определенной детали) и универсальные. Они имеют винтовой , гидравлический или пневматический привод.
Ручные машины и оснастка для разборочных работ должны удовлетворять следующим требованиям:
— обеспечение максимальной производительности и качества разборочных работ;
— удобство в эксплуатации и максимальное облегчение труда разборщика;
— универсальность и безопасность эксплуатации;
— соответствие нормам промсанитарии по вибрации и шуму;
— экономическая целесообразность применения.
Поточную разборку автомобилей ведут на конвейерах или эстакадах.
Для установки и закрепления разбираемых агрегатов и узлов применяют специальные стенды, установки, эстакады, конвейеры. Они квалифицируются по следующим признакам:
1. По числу устанавливаемых агрегатов (одноместные и многоместные).
2. По назначению — (универсальные и специализированные). Универсальные предназначены для установки однотипных агрегатов разных моделей автомобилей, а специализированные — одной модели.
Разборка резьбовых соединений по трудоемкости составляет около 40% от общей трудоемкости разборочных работ. Из ручных немеханических инструментов более эффективным являются коловоротные и трещеточные ключи. Установлено, что замена рожковых ключей на трещеточные для болтов и гаек М16 производительность повышается соответственно на 25 и 66%. Применение механизированных гайковертов повышает производительность труда в 1,5…5 раза и на 15…20% сокращает трудоемкость всего разборочного процесса, Механизированный инструмент по виду используемой энергии может быть пневматическим, электрическим и гидравлическим.
Величина усилия отвинчивания при разборке обычно выше, чем при завинчивании, что объясняется явлениями схватывания металлов сопрягаемых деталей и образованием вних коррозии. Для облегчения разборки резьбовых соединений рекомендуется перед разборкой вводить вещества, которые снижают схватывание металлов (керосин, масло, олеиновая кислота, тормозная жидкость).
Заклепочные соединения (рамы, ступицы ведомых дисков сцепления, накладки тормозных колодок и ведомых дисков сцепления и др.) разбирают после срезания или высверливания головок заклепок и последующего их выдавливания.
На производительность разборочных работ, сохранность деталей при транспортировке и повышения качества КР автомобилей в целом большое влияние оказывают организация и средства осуществления подъемно-транспортных работ на всех этапах разборки. Поэтому при выборе подъемно-транспортных средств необходимо использовать такие, которые сокращают время операции и обеспечивают сохранность деталей от повреждения. Так для транспортировки агрегатов, узлов и деталей по постам целесообразно применять контейнеры.
Дальнейшее направление повышения эффективности разборочных работ заключается в совершенствовании методов выполнения разборочных операций и всего технологического процесса разборки на основе автоматизации с применением роботов.
Технологический процесс разборки
Разборка автомобилей на агрегаты, узлы и детали производится в строгой
последовательности, предусмотренной технологическим процессом с применением необходимого оборудования, приспособлений и инструмента. Проектирование технологического процесса разборки включает в себя следующие работы:
1. Изучение конструкции разбираемого изделия;
2. Выбор наиболее оптимального метода рациональной организации разборки;
3. Разбивку изделия на разборочные группы и подгруппы;
4. Определение разборочных операций и установление режимов разборки и норм времени на выполнение разборочных операций;
5. Разработку задания на конструирование и изготовление необходимого инструмента, оборудования и приспособлений;
6. Определение и назначение технических условий на разборку изделий, узлов и сопряжений;
7. Определение рациональных способов транспортировки изделий с одной операции разборки на другую;
8. Разработку технологической планировки разборочного цеха или участка;
9. Разработку и оформление технической документации на разборку.
По конструкции и условиям эксплуатации соединения деталей разделяют на подвижные и неподвижные.
Детали подвижных соединений имеют возможность перемещаться одна относительно другой, а детали неподвижных соединений — не могут.
В зависимости от возможности демонтажа все соединения подразделяются на разборные и неразборные.
Разборные соединения могут быть разобраны без повреждения сопряженных деталей. Они составляют в современных автомобилях до 85% всех соединений. Все остальные соединения относятся к группе неразборных, хотя в условиях ремонта автомобилей часть этих соединений подвергается разборке.
Неподвижные неразборные соединения деталей с плоскими поверхностями выполненыв автомобиле при помощи сварки, пайки и клепки, а деталей с гладкими цилиндрическими поверхностями — при помощи сварки, пайки, склеивания, развальцовкии горячих прессовых посадок.
Неподвижные разборные соединения выполнены при помощи болтов , шпилек, шлицев, резьбы, шпонок, штифтов и клиньев.
Подвижные разборные соединения применяются для деталей с цилиндрической гладкой или шлицевой поверхностью.







