- Основы технологии производства автомобилей и их составных частей
- Этапы производства автомобиля
- Общее описание процесса производства автомобиля.
- Прессового производства / Press Shop
- Сварочного производства / Body Shop
- Окрасочного производства / Paint Shop
- Основы технологии производства и ремонте автомобилей (стр. 1 )
- ОСНОВЫ ТЕХНОЛОГИИ
- ПРОИЗВОДСТВА И РЕМОНТА АВТОМОБИЛЕЙ
- Введение
- 1 Основы технологии автомобилестроения
- Рисунок 1.2.1 – Зависимость стоимости обработки от точности
- Рисунок 1.2.2 – Положение детали в системе координат
Основы технологии производства автомобилей и их составных частей
Технология – наука о производстве. Автомобильная промышленность характеризуется наиболее развитой и совершенной технологией.
        |
Производственный процесс представляет собой совокупность действий, в результате которых сырье или полуфабрикат, поступающие на завод, превращаются в готовую продукцию (в автомобиль) (рис. 2.1). Производственный процесс автомобильного завода включает в себя получение заготовок, различные виды их обработки (механическую, термическую, химическую и др.), контроль качества, транспортирование, хранение на складах, сборку машины, ее испытание, регулировку, отправку потребителю и т.д. Вся совокупность этих действий может быть осуществлена либо на нескольких заводах (при кооперировании), либо в отдельных цехах (литейном, механическом, сборочном) одного завода.
Рис. 2.1. Схема производственного процесса
Технологическим процессомназывается часть производственного процесса, непосредственно связанная с последовательным изменением состояния предмета производства (материала, заготовки, детали, машины).
Изменение качественного состояния касаются химических и физических свойств материала, формы и относительного положения поверхностей детали, внешнего вида объекта производства. В технологический процесс включаются дополнительные действия: контроль качества, очистка заготовок и деталей и т.п.
Технологический процесс выполняется на рабочих местах.
Рабочим местом называется участок производственной площади, оборудованной в соответствии с выполняемой на нем работой одним или несколькими рабочими. Законченную часть технологического процесса, выполняемую на отдельном рабочем месте, одним или несколькими рабочими, называют ОПЕРАЦИЯ. Операция является основным элементом производственного планирования и учета. Например см. рис. 2.2.
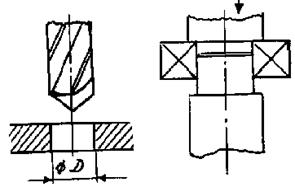
Рис. 2.2. Сверление отверстия; напрессовка подшипника на вал
Операция может быть выполнена за один или несколько установов.
Установом называется часть операции, выполняемая при неизменном закреплении обрабатываемой заготовки или собираемого узла. Например, Рис. 2.3.
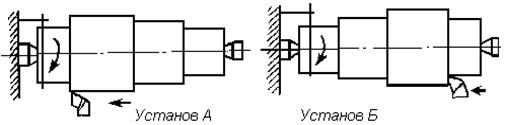
здесь ступенчатый валик обрабатывается на токарном станке за два установа.
Позицией называется каждое из различных положений неизменно закрепленной заготовки относительно оборудования, на котором производится работа. Например,
Фрезерование уступов производится за две позиции; деталь закреплена на поворотном столе, установленном на столе фрезерного станка.
Переходом называется часть операции, заключающая обработку одной поверхности одним иди несколькими одновременно действующими инструментами при неизменном режиме работы станка. При изменении обрабатываемой поверхности или инструмента при обработке той же поверхности или изменении режима работы станка при обработке той же поверхности и тем же инструментом возникает новый переход. Переход называется простым, если обработка ведется одним инструментом, сложным – при работе несколькими инструментами. Например,
обработка диска производится за несколько переходов.
Проходом называется одно перемещение инструмента относительно обрабатываемого изделия.
Переход расчленяется на приемы.
Прием представляет собой законченную совокупность отдельных движений в процессе выполнения работы или в процессе подготовки к ней. Например, рассмотренный выше пример обработки диска включает следующие приемы: взять деталь, установить ее в патроне, закрепить деталь, включить станок, подвести первый инструмент и т.д.
Элементы приема – это наименьшие для измерения во времени участи рабочего приема. Разбивка перехода на приемы и элементы приема необходима для нормирования ручных работ.
Для выполнения технологического или производственного процесса требуется определенное время (от начала до конца процесса) – это цикл.
Цикл – промежуток времени, необходимый для изготовления детали, узла или всей машины.
Дата добавления: 2016-07-05 ; просмотров: 2368 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Этапы производства автомобиля

Копирование текста разрешено при условии ссылки на данный контент.
Общее описание процесса производства автомобиля.
Делится на основные 4 этапа производства и состоит из
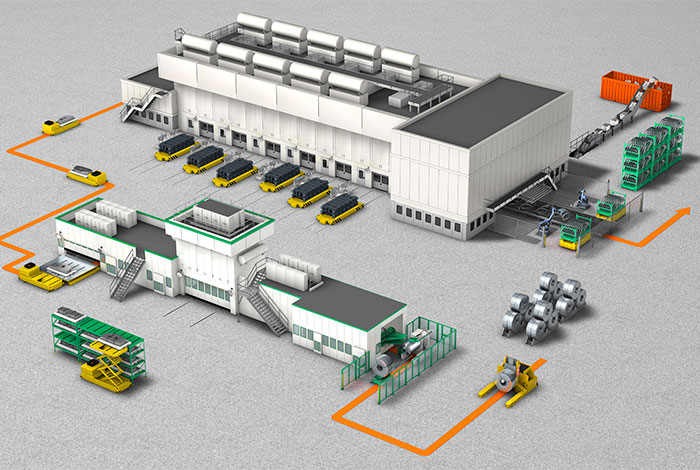
Прессового производства / Press Shop
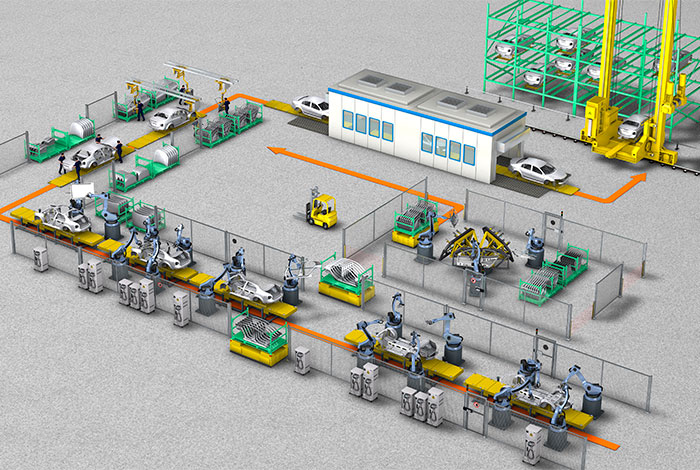
Сварочного производства / Body Shop
Тенденция сварочного производства последних лет сводится к следующим принципам. Так например, в странах с высокой оплатой труда используется оборудование с максимальной автоматизацией процесса и может составлять до 90%. При этом в странах с низкой оплатой труда ситуация обратная, площадки автоматизированы в пределах 20-40%. Низкая автоматизация обоснована в том числе и менее затратным переходом к новой модели.
Лидеры по части оборудования COMAU (Италия). Ведущие поставщики роботов для цехов сварки, это Kuka (Германия), Fanuc (Япония), ABB (Шведско-Швейцарская).
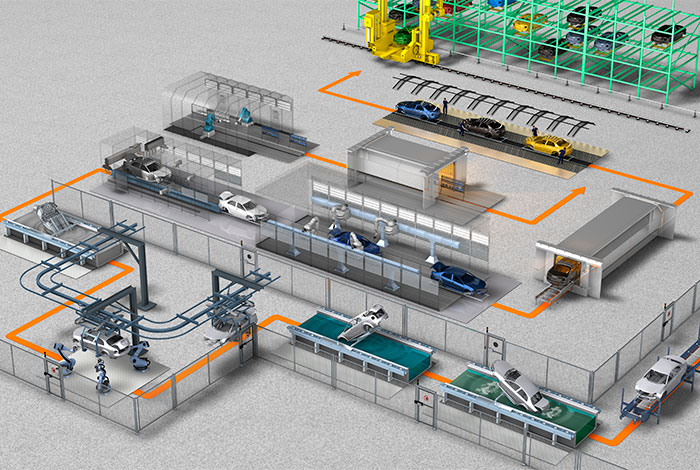
Окрасочного производства / Paint Shop
В первую очередь, стоит отметить, что комплекс нанесения ЛКП (ЛакоКрасочное Покрытие) является самым дорогим в автомобильной промышленности. Затраты на запуск данного комплекса обходятся дороже вместе взятых сварочного и сборочного производства, в денежном эквиваленте стоимость комплекса обходиться автопроизводителю от 50 до 300 млн. долларов.
В данном сегменте имеются свои мировые лидеры, так например самыми технологичными являются комплексы немецких компаний EISENMANN и Dürr, по части роботов Dürr (Германия), ABB (Шведско-Швейцарская), Stäubli (Швейция), Fanuc (Япония), Yaskawa (Япония) в составе Motoman. Поставщики красок это BASF (Германия), PPG Helios (USA), Axalta ранее DuPont (USA), KCC (Ю.Корея) только для корейского автопрома, по части химии Henkel (Германия), Chemetall (USA), ЭКОХИМ (Россия) только на рынке России.
Сборочного производства / Assembly Shop
Сборочное производство можно считать уникальным, т.к. без человека существование этого этапа на сегодняшний день не возможно. Автоматизация крайне мала, по причине сложности выполняемых операций.
Лидеры по производству комплексов оборудования так же немецкие компании EISENMANN и Dürr.
Основы технологии производства и ремонте автомобилей (стр. 1 )
 | Из за большого объема этот материал размещен на нескольких страницах: 1 2 3 4 5 6 7 8 9 10 11 |

Министерство образования и науки
имени С. Торайгырова
Факультет металлургии, машиностроения и транспорта
Кафедра транспортная техника
ОСНОВЫ ТЕХНОЛОГИИ
ПРОИЗВОДСТВА И РЕМОНТА АВТОМОБИЛЕЙ
УДК 629.113
Рекомендовано Ученым советом ПГУ имени С. Торайгырова
Рецензент: профессор кафедры «Двигатели и организация дорожного
движения», кандидат технических наук
Составитель:
Г 24 Основы технологии производства и ремонта автомобилей:
Конспект лекций /сост. . – Павлодар, 2006. – 143 с.
Конспект лекций по дисциплине «Основы технологии производства и ремонте автомобилей» состоит из двух разделов. В первом разделе приводятся основные понятия и определения производственного и технологического процессов, точности механической обработки, качества поверхности, методы получения заготовок и их характеристики, рассматриваются производственная технологичность изделий и порядок разработки технологического процесса.
Второй раздел посвящен капитальному ремонту автомобилей. В этом разделе рассматриваются особенности производственного и технологического процессов капитального ремонта автомобилей, способы восстановления деталей, методы испытаний и контроля качества отремонтированных узлов и автомобиля в сборе.
Конспект лекций составлен в соответствии с программой дисциплины и предназначен для студентов специальностей «280540 — Автомобили и автомобильное хозяйство» и «050713 – Транспорт, транспортная техника и технологии»
© Павлодарский государственный университет
имени С. Торайгырова, 2006г.
Введение
Эффективная эксплуатация автомобильного транспорта обеспечивается высоким качеством технического обслуживания и ремонта. Успешное решение этой задачи зависит от квалификации специалистов, подготовка которых ведется по специальностям «280540 — Автомобили и автомобильное хозяйство» и «050713 – Транспорт, транспортная техника и технологии».
Основная задача преподавания дисциплины «Основы технологии производства и ремонта автомобилей» — дать будущим специалистам знания, позволяющие с технико-экономической целесообразностью применять прогрессивные методы ремонта автомобилей, повышения их качества и надежности, обеспечивающих доведение ресурса отремонтированных машин до уровня близкого к ресурсу новых.
Для глубокого понимания и усвоения вопросов технологии ремонта автомобилей необходимо изучить основные положения механической обработки восстанавливаемых деталей и сборки автомобилей, которые базируются на технологии автостроения, основы которой приведены в первом разделе конспекта лекций.
Второй раздел «Основы ремонта автомобилей» является основным по назначению и содержанию дисциплины. В этом разделе излагаются методы обнаружения скрытых дефектов деталей, технологии их восстановления, контроля при комплектации, мтоды сборки и испытания узлов и автомобиля в целом.
Целью написания конспекта лекций является изложение курса в объеме программы дисциплины наиболее кратко и обеспечение студентов учебным пособием, позволяющим им выполнять самостоятельную работу в соответствии с программой дисциплины «Основы технологии производства и ремонта автомобилей» для студентов.
1 Основы технологии автомобилестроения
1.1 Основные понятия и определения
1.1.1 Автомобилестроение как отрасль массового
Автомобилестроение относится к массовому производству – наиболее эффективному. Производственный процесс автозавода охватывает все этапы производства автомобилей: изготовление заготовок деталей, все виды их механической, тепловой, гальванической и других обработок, сборку узлов, агрегатов и машины, испытание и окраску, технический контроль на всех стадиях производства, транспортировку материалов, заготовок, деталей, узлов и агрегатов на хранение на складах.
Производственный процесс автозавода осуществляется в различных цехах, которые по своему назначению делятся на заготовительные, обрабатывающие и вспомогательные. Заготовительные – литейные, кузнечные, прессовые. Обрабатывающие – механические, термические, сварочные, окрасочные. Заготовительные и обрабатывающие цехи относятся к основным цехам. К основным цехам относятся также модельный, ремонтно-механический, инструментальный и т. п. Цехи, занятые обслуживанием основных цехов, являются вспомогательными: электроцех, цех безрельсового транспорта.
1.1.2 Этапы развития автомобилестроения
Первый этап – до Великой отечественной войны. Строительство
автомобильных заводов с технической помощью иностранных фирм и постановка на производство автомобилей зарубежных марок: АМО (ЗИЛ) – форд, ГАЗ-АА – форд. Первый легковой автомобиль ЗИС-101 в качестве аналога был использован американский Бьюик (1934г.).
Завод имени Коммунистического интернационала молодежи (Москвич) выпускал легковые автомобили КИМ-10 на базе английского «Форда Префект». В 1944 году были получены чертежи, оборудование и оснастка для изготовления автомобиля «Опель».
Второй этап – после окончания войны и до распада СССР (1991) Строятся новые заводы: Минский, Кременчугский, Кутаисский, Уральский, Камский, Волжский, Львовский, Ликинский.
Разрабатываются отечественные конструкции и осваивается производство новых машин: ЗИЛ-130, ГАЗ-53, КрАЗ-257, КамАЗ-5320, Урал-4320, МАЗ-5335, Москвич-2140, УАЗ-469 (Ульяновский завод), ЛАЗ-4202, микроавтобус РАФ (Рижский завод), автобус КАВЗ (Курганский завод) и другие.
Третий этап – после распада СССР.
Заводы распределились по разным странам – бывшим республикам СССР. Нарушились производственные связи. Многие заводы прекратили производство автомобилей или резко сократили объемы. Крупнейшие заводы ЗИЛ, ГАЗ освоили малотоннажные грузовики ГАЗель, Бычок и их модификации. На заводах начали разрабатывать и осваивать типоразмерный ряд автомобилей разных назначений и разной грузоподъемности.
В Усть-Каменогорске освоено производство автомобилей «Нива» Волжского автозавода.
1.1.3 Краткий исторический очерк развития науки
о технологии машиностроения.
В первый период развития автомобилестроения производство автомобилей носило мелкосерийный характер, технологические процессы выполнялись рабочими высокой квалификации, трудоемкость изготовления автомобилей была высокой.
Оборудование, технология и организация производства на автомобильных заводах были для того времени передовыми в отечественном машиностроении. В заготовительных цехах использовались машинная формовка и конвейерная заливка опок, паровоздушные молоты, горизонтально-ковочные машины и другое оборудование. В механосборочных цехах применялись поточные линии, специальные и агрегатные станки, оснащенные высокопроизводительными приспособлениями и специальным режущим инструментом. Общая и узловая сборка производилась поточным методом на конвейерах.
В годы второй пятилетки развитие технологии автостроения характеризуется дальнейшим освоением принципов поточно-автоматизированного производства и увеличением выпуска автомобилей.
Научные основы технологии автостроения включают выбор метода получения заготовок и базирование их при обработке резанием с обеспечением высокой точности и качества, методику определения эффективности разработанного технологического процесса, методы расчета высокопроизводительных приспособлений, повышающих эффективность процесса и облегчающих труд станочника.
Решение проблемы повышения эффективности производственных процессов потребовало внедрения новых автоматических систем и комплексов, более рационального использования исходных материалов, приспособлений и инструментов, что является основным направлением работы ученых научно-исследовательских организаций и учебных заведений.
1.1.4 Основные понятия и определения изделия, производственного и технологических процессов, элементов операции
Изделие характеризуется большим разнообразием свойств: конструктивных, технологических и эксплуатационных.
Для оценки качества изделий машиностроения используют восемь видов показателей качества: показатели назначения, надежности, уровня стандартизации и унификации, технологичности, эстетические, эргономические, патентно-правовые и экономические.
Совокупность показателей можно разделить на две категории:
— показатели технического характера, отражающие степень пригодности изделия к использованию его по прямому назначению (надежность, эргономика и т. д.);
— показатели экономического характера, показывающие непосредственно или косвенно уровень материальных, трудовых и финансовых затрат на достижение и реализацию показателей первой категории, во всех возможных сферах проявления (создания, производства и эксплуатации) качества изделия; показатели второй категории включают в основном показатели технологичности.
Как объект проектирования изделие проходит ряд стадий по ГОСТ 2.103-68.
Как объект производства изделие рассматривается с позиций технологической подготовки производства, методов получения заготовок, обработки, сборки, испытания и контроля.
Как объект эксплуатации изделие анализируется по соответствию эксплуатационных параметров техническому заданию; удобству и сокращению трудоемкости подготовки изделия к функционированию и контролю его работоспособности, удобству и сокращению трудоемкости профилактических и ремонтных работ, требуемых для повышения срока службы и восстановления работоспособности изделия, по сохранению технических параметров изделия в период длительного хранения.
Изделие состоит из деталей и узлов. Детали и узлы могут соединяться в группы. Различают изделия основного производства и изделия вспомогательного производства.
Деталь – элементарная часть машины, изготовленная без применения сборочных приспособлений.
Узел (сборочная единица) – разъемное или неразъемное соединение деталей.
Группа – соединение узлов и деталей, являющихся одной из основных составных частей машин, а также совокупность узлов и деталей, объединенных общностью выполняемых функций.
Позиция – фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой или собираемой сборочной единицей совместно с приспособлением относительно инструмента или неподвижной части оборудования для выполнения определенной части операции.
Технологический переход – законченная часть технологической операции, характеризуемая постоянством применяемого инструмента и поверхностей, образуемых обработкой или соединяемых при сборке.
Вспомогательный переход – законченная часть технологической операции, состоящая из действий человека и (или) оборудования, которые не сопровождаются изменением формы, размеров и чистоты поверхности, но необходимы для выполнения технологического перехода, например, установка заготовки, смена инструмента.
Рабочий ход – законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, сопровождаемого изменением формы, размеров, чистоты поверхности или свойств заготовки.
Вспомогательный ход – законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, не сопровождаемого изменением формы, размеров, чистоты поверхности или свойств заготовки, но необходимого для выполнения рабочего хода.
Технологический процесс может быть выполнен в виде типового, маршрутного и операционного.
Типовой технологический процесс характеризуется единством содержания и последовательности большинства технологических операций и переходов для группы изделий с общими конструктивными признаками.
Маршрутный технологический процесс выполняется по документации, в которой содержание операции излагается без указания переходов и режимов обработки.
Операционный технологический процесс выполняется по документации, в которой содержание операции излагается с указанием переходов и режимов обработки.
1.1.5 Задачи, решаемые при разработке технологического
Основной задачей разработки технологических процессов является обеспечение при заданной программе выпуска деталей высокого качества при минимальной себестоимости. При этом производится:
— выбор способа изготовления и заготовки;
— выбор оборудования с учетом имеющегося на предприятии;
— разработка операций обработки;
— разработка приспособлений для обработки и контроля;
— выбор режущего инструмента.
Технологический процесс оформляется в соответствии с Единой системой технологической документации (ЕСТД) – ГОСТ 3.1102-81
1.1.6 Виды машиностроительных производств.
В машиностроении различают три типа производств: единичное, серийное и массовое.
Единичное производство характеризуется изготовлением небольших количеств изделий разнообразных по конструкции, применением универсального оборудования, высокой квалификацией рабочих и более высокой себестоимостью продукции по сравнению с другими типами производства. К единичному производству на автозаводах относятся изготовление опытных образцов автомобилей в экспериментальном цехе, в тяжелом машиностроении – производство крупных гидротурбин, прокатных станов и т. п.
В серийном производстве изготовление деталей осуществляется партиями, изделий сериями, повторяющимися через определенные промежутки времени. После изготовления данной партии деталей производится переналадка станков на выполнение операций той же или другой партии. Серийное производство характеризуется применением как универсального, так и специального оборудования и приспособлений, расстановкой оборудования как по типам станков, так и по технологическому процессу.
В зависимости от величины партии заготовок или изделий в серии различают мелкосерийное, средне — и крупносерийное производства. К серийному производству относятся станкостроение, производство стационарных двигателей внутреннего сгорания, компрессоров.
Массовым производством называется производство, при котором изготовление однотипных деталей и изделий ведется непрерывно и в большом количестве в течении длительного времени (несколько лет). Массовое производство характеризуется специализацией рабочих на выполнение отдельных операций, применением высокопроизводительного оборудования, специальных приспособлений и инструмента, расположением оборудования в последовательности, соответствующей выполнению операции, т. е. по потоку, высокой степенью механизации и автоматизации технологических процессов. В технико-экономическом отношении массовое производство является наиболее эффективным. К массовому производству относятся автомобилестроение и тракторостроение.
Приведенное деление машиностроительного производства по типам является в известной мере условным. Провести резкую грань между массовым и крупносерийным производствами или между единичным и мелкосерийным затруднительно, поскольку принцип поточно-массового производства в той или иной мере осуществляется в крупносерийном и даже в среднесерийном производстве, а характерные особенности единичного производства свойственны мелкосерийному производству.
Унификация и стандартизация изделий машиностроения способствует специализации производства, сокращению номенклатуры изделий и увеличению объемов их выпуска, а это позволяет шире применять поточные методы и автоматизацию производства.
1.2 Основы точности механической обработки
1.2.1 Понятие точности обработки. Понятие о случайных и систематических погрешностях. Определение суммарной ошибки
Под точностью изготовления детали понимается степень соответствия ее параметров параметрам, заданным конструктором в рабочем чертеже детали.
Соответствие деталей – реальной и заданной конструктором – определяется следующими параметрами:
— точностью формы детали или ее рабочих поверхностей, характеризуемой обычно овальностью, конусностью, прямолинейностью и другими;
— точностью размеров деталей, определяемой отклонением размеров от номинальных;
— точностью взаимного расположения поверхностей, задаваемой параллельностью, перпендикулярностью, концентричностью;
— качеством поверхности, определяемым шероховатостью и физико-механическими свойствами (материалом, термообработкой, поверхностной твердостью и другими).
Точность обработки может быть обеспечена двумя методами:
— установкой инструмента на размер способом пробных проходов и промеров и автоматическим получением размеров;
— наладкой станка (установка инструмента в определенное положение относительно станка один раз при его наладке на операцию) и автоматическим получением размеров.
Точность обработки в процессе выполнения операции достигается автоматически контролем и подналадкой инструмента или станка при выходе деталей из поля допуска.
Точность находится в обратной зависимости от производительности труда и стоимости обработки. Стоимость обработки резко возрастает при высоких точностях (рисунок 1.2.1, участок А), а при низких – медленно (участок В).
Экономическая точность обработки обуславливается отклонениями от номинальных размеров обрабатываемой поверхности, полученных в нормальных условиях при использовании исправного оборудования, стандартного инструмента, средней квалификации рабочего и при затратах времени и средств, не превышающих эти затраты при других сопоставимых способах обработки. Она зависит также от материала детали и припуска на обработку.

Рисунок 1.2.1 – Зависимость стоимости обработки от точности
Отклонения параметров реальной детали от заданных параметров называются погрешностью.
Причины возникновения погрешностей при обработке:
— неточность изготовления и износ станка и приспособлений;
— неточность изготовления и износ режущего инструмента;
— упругие деформации системы СПИД;
— температурные деформации системы СПИД;
— деформации деталей под влиянием внутренних напряжений;
— неточность настройки станка на размер;
— неточность установки, базирования и измерения.
Жесткостью  системы СПИД называется отношение составляющей силы резания
системы СПИД называется отношение составляющей силы резания  , направленной по нормали к обрабатываемой поверхности, к смещению
, направленной по нормали к обрабатываемой поверхности, к смещению  лезвия инструмента, измеренному в направлении действия этой силы (Н/мкм).
лезвия инструмента, измеренному в направлении действия этой силы (Н/мкм).

Величина обратная жесткости называется податливостью  системы (мкм/Н)
системы (мкм/Н)

Деформация системы (мкм)

Теплота, образующаяся в зоне резания распределяется между стружкой, обрабатываемой заготовкой, инструментом и частично рассеивается в окружающую среду. Например, при токарной обработке в стружку отходит 50…90% теплоты, в резец 10…40%, в заготовку 3…9%, в окружающую среду 1%.
Из-за нагрева резца в процессе обработки удлинение его достигает 30…50 мкм.
Деформация от внутреннего напряжения.
Внутренние напряжения возникают при изготовлении заготовок и в процессе их механической обработки. В литых заготовках, штамповках и поковках возникновение внутренних напряжений происходит из-за неравномерного охлаждения, а при термической обработке деталей — по причине неравномерного нагрева и охлаждения и структурных превращений. Для полного или частичного снятия внутренних напряжений в литых заготовках их подвергают естественному или искусственному старению. Естественное старение происходит при длительной выдержке заготовки на воздухе. Искусственное старение осуществляется путем медленного нагрева заготовок до 500…600 , выдержки при этой температуре в течение 1…6 часов и последующего медленного охлаждения.
, выдержки при этой температуре в течение 1…6 часов и последующего медленного охлаждения.
Для снятия внутренних напряжений в штамповках и поковках их подвергают нормализации.
Неточность настройки станка на заданный размер связана с тем, что при установке режущего инструмента на размер с помощью измерительных средств или по готовой детали возникают погрешности, влияющие на точность обработки. На точность обработки оказывает влияние большое число разнообразных причин, вызывающих систематические и случайные погрешности.
Суммирование погрешностей производится по следующим основным правилам:
— систематические погрешности суммируются с учетом их знака, т. е. алгебраически;
— суммирование систематических и случайных погрешностей производится арифметически, поскольку знак случайной погрешности заранее неизвестен (наиболее неблагоприятный результат);
— случайные погрешности суммируются по формуле:
 ,
,
где  — коэффициенты, зависящие от вида кривой
— коэффициенты, зависящие от вида кривой
распределения составляющих погрешностей.
Если погрешности подчиняются одному закону распределения, то  .
.
Тогда  .
.
1.2.2 Различные виды установочных поверхностей деталей и
правило шести точек. Базы конструкторские, сборочные,
технологические. Погрешности базирования

Рисунок 1.2.2 – Положение детали в системе координат
Для лишения шести степеней свободы заготовки требуется шесть неподвижных опорных точек, расположенных в трех перпендикулярных плоскостях. Точность базирования заготовки зависит от выбранной схемы базирования, т. е. схемы расположения опорных точек на базах заготовки. Опорные точки на схеме базирования изображают условными знаками и нумеруют порядковыми номерами, начиная с базы, на которой располагается наибольшее количество опорных точек. В этом случае число проекций заготовки на схеме базирования должно быть достаточным для четкого представления о размещении опорных точек.
Базой называется совокупность поверхностей, линий или точек детали (заготовки), по отношению к которым ориентируют другие поверхности детали при обработке или измерении, или по отношению к которым ориентируют другие детали узла, агрегата при сборке.
Конструкторским базами называют поверхности, линии или точки, относительно которых на рабочем чертеже детали конструктор задает взаимное положение других поверхностей, линий или точек.
Сборочными базами называют поверхности детали, определяющие ее положение относительно другой детали в собранном изделии.
Установочными базами называют поверхности детали, с помощью которых ее ориентируют при установке в приспособлении или непосредственно на станке.
Измерительными базами называют поверхности, линии или точки, относительно которых производят отсчет размеров при обработке детали.
Установочные и измерительные базы используются в технологическом процессе обработки детали и называются технологическими базами.
Основными установочными базами называют поверхности, используемые для установки детали при обработке, которыми детали ориентируются в собранном узле или агрегате относительно других деталей.
Вспомогательными установочными базами называют поверхности, которые для работы детали в изделии не нужны, но специально обрабатываются для установки детали при обработке.
По месту расположения в технологическом процессе установочные базы делятся на черновые (первичные), промежуточные и чистовые (окончательные).
При выборе чистовых баз следует по возможности руководствоваться принципом совмещения баз. При совмещении установочной базы с конструкторской базой погрешность базирования равна нулю.
Принцип единства баз – данную поверхность и поверхность, являющуюся по отношению к ней конструкторской базой, обрабатывают, пользуясь одной и той же базой (установочной).
Принцип постоянства установочной базы состоит в том, что на всех технологических операциях обработки используют одну и ту же (постоянную) установочную базу.

Рисунок 1.2.3 – Совмещение баз
Погрешностью базирования называется разность предельных расстояний измерительной базы относительно установленного на размер инструмента. Погрешность базирования имеет место при несовмещении измерительной и установочной баз заготовки. В этом случае положение измерительных баз отдельных заготовок в партии будет различным относительно обрабатываемой поверхности.
Как погрешность положения, погрешность базирования влияет на точность выполнения размеров (кроме диаметральных и связывающих единовременно обрабатываемые поверхности одним инструментом или одной инструментальной наладкой), на точность взаимного положения поверхностей и не влияет на точность их форм.
Погрешность установки заготовки:
 ,
,
где  — неточность базирования заготовки;
— неточность базирования заготовки;
 — неточность формы базирующих поверхностей и зазоров меж —
— неточность формы базирующих поверхностей и зазоров меж —
ду ними и опорными элементами приспособлений;
 — погрешность закрепления заготовки;
— погрешность закрепления заготовки;
 — погрешность положения установочных элементов приспособ —
— погрешность положения установочных элементов приспособ —
ления на станке.
1.2.3 Статистические методы регулирования качества
Статистические методы исследования позволяют оценивать точность обработки по кривым распределения действительных размеров деталей, входящих в партию. При этом различают три вида погрешностей обработки:
— систематические постоянно действующие;
— систематические закономерно изменяющиеся;
Систематические постоянные погрешности легко обнаруживаются и устраняются подналадкой станка.
Погрешность называется систематической закономерно изменяющейся, если в процессе обработки наблюдается закономерность в изменении погрешности детали, например под влиянием износа лезвия режущего инструмента.
Случайные погрешности возникают под действием многих причин, не связанных между собой какой-либо зависимостью, поэтому заранее нельзя установить закономерность изменения и величину погрешности. Случайные погрешности вызывают рассеивание размеров в партии деталей, обрабатываемых в одинаковых условиях. Размах (поле) рассеивания и характер распределения размеров деталей определяют по кривым распределения. Для построения кривых распределения производят измерение размеров всех деталей, обрабатываемых в данной партии, и разбивают их на интервалы. Затем определяют количество деталей в каждом интервале (частость) и строят гистограмму. Соединив средние значения величин интервалов прямыми линиями, получаем эмпирическую (практическую) кривую распределения.

Рисунок 1.2.4 – Построение кривой распределения размеров
При автоматическом получении размеров деталей, обрабатываемых на предварительно настроенных станках, распределение размеров подчиняется закону Гаусса – закону нормального распределения.
Дифференциальная функция (плотность вероятности) кривой нормального распределения имеет вид:
 ,
,
гле  — переменная случайная величина;
— переменная случайная величина;
 — среднее квадратическое отклонение случайной величины
— среднее квадратическое отклонение случайной величины
от среднего значения  ;
;
— среднее значение (математическое ожидание) случайной ве
личины ;
 -основание натуральных логарифмов.
-основание натуральных логарифмов.

Рисунок 1.2.5 – Кривая нормального распределения
Среднее значение значение случайной величины:


Другие законы распределения:
— закон равной вероятности с кривой распределения, имеющей
— закон треугольника (закон Симпсона);
— закон Максвелла (рассеивание величин биения, дисбаланса, эксцентриситета и т. п.);
— закон модуля разности (распределение овальности цилиндрических поверхностей, непараллельности осей, отклонение шага резьбы).
Кривые распределения не дают представления об изменении рассеивания размеров деталей во времени, т. е. в последовательности их обработки. Для регулирования технологического процесса и контроля качества применяется метод медиан и индивидуальных значений  и метод средних арифметических значений и размеров
и метод средних арифметических значений и размеров  (ГОСТ ).
(ГОСТ ).
Оба метода распространяются на показатели качества продукции, значение которых распределяются по законам Гаусса или Максвелла.
Стандарты распространяются на технологические процессы с запасом точности, для которых коэффициент точности находится в пределах 0,75…0,85.
Метод медиан и индивидуальных значений рекомендуется применять во всех случаях при отсутствии автоматических средств измерения, вычисления и управления процессом по статистическим оценкам хода процесса. Второй метод средних арифметических размеров рекомендуется применять для процессов с высокими требованиями к точности и для единиц продукции, связанных с обеспечением безопасности движения, экспресс-лабораторных анализов, а также для измерения, вычисления и управления процессами по результатам определения статистических характеристик при наличии автоматических устройств.
Рассмотрим второй метод , который по своему назначению больше, чем метод , относится к массовому производству, хотя оба метода применяются в автомобилестроении.







