Тема 2.2. Разборка автомобилей и агрегатов




![]()
![]()
Тема 2.1 Прием автомобилей и агрегатов в ремонт и их наружная мойка.
Раздел 2. Технология капитального ремонта автомобилей.
Тема 1.2. Основы организации капитального ремонта автомобилей.
Тема 1.1. Общие положения по ремонту автомобилей. Основы технологии капитального ремонта автомобилей.
Раздел 1. Основы авторемонтного производства
Содержание учебной дисциплины.
Значение и задачи ремонта подвижного состава автомобильного транспорта. Краткая историческая справка о развитии авторемонтного производства в России. Современное состояние авторемонтного производства и перспективы его развития. Содержание дисциплины «Ремонт автомобилей», связь с другими дисциплинами по специальности.
Требования к знаниям студентов.
Должны иметь представление: о факторах, определяющих потребность подвижного состава автомобильного транспорта в ремонте, о старении автомобиля и его предельном состоянии.
Должны знать: систему ремонта, ее методы, виды и способы; технологическое деление автомобиля, особенности авторемонтного производства, структуру технологического процесса капитального ремонта автомобилей и общую характеристику его элементов.
Содержание учебного материала.
Факторы, определяющие потребность подвижного состава автомобильного транспорта в ремонте. Понятие о старении автомобиля и его предельном состоянии.
Система ремонта, ее методы, виды и способы, их краткая характеристика. Технологическое деление автомобиля (деталь, подгруппа, группа, агрегат). Особенности авторемонтного производства.
Производственный и технологический процессы капитального ремонта автомобилей. Понятие о структуре технологического процесса капитального ремонта автомобилей и общая характеристика его элементов.
Требования к знаниям студентов.
Должен иметь представление: об общих принципах организации ремонта; типах авторемонтных предприятий, их структуре и общей характеристике подразделений.
Должны знать: основы организации производственных процессов, основы организации рабочих мест, основы аттестации рабочих мест.
Содержание учебного материала.
Общие принципы организации ремонта. Типы авторемонтных предприятий, их структура и общая характеристика подразделений.
Основы организации производственных процессов на авторемонтном предприятии. Основы организации рабочих мест. Аттестация рабочих мест, основные критерии.
Требования к знаниям и умениям студентов.
Должны знать: техническую документацию на прием автомобилей в ремонт; основные технические требования к автомобилям и агрегатам, сдаваемым в капитальный ремонт; порядок хранения ремонтного фонда; способы наружной мойки, оборудование и материалы; организацию рабочих мест; охрану труда и окружающей среды.
Должны уметь: оформлять техническую документацию на прием автомобилей и агрегатов в ремонт.
Содержание учебного материала.
Технические требования на сдачу автомобилей, агрегатов в капитальный ремонт и выдачу из ремонта , согласно ГОСТа. Техническая документация на прием в ремонт. Влияние комплектности и пригодности базовых деталей к ремонту на качество и себестоимость ремонта. Хранение ремонтного фонда.
Наружная мойка, очистка автомобилей и агрегатов. Способы мойки, применяемое оборудование. Организация рабочих мест, техника безопасности. Обеспечение охраны окружающей среды.
Требования к знаниям студентов.
Должны знать: способы организации разборочных работ, их сравнительную оценку и область эффективного применения; виды разборочных работ, их последовательность, средства технологической оснащенности, технические условия и технологическую документацию на разборочные работы, влияние качества разборочных работ на качество ремонта и его себестоимость, организацию рабочих мест и требования техники безопасности.

Содержание учебного материала
Способы организации разборочных работ, их сравнительная оценка и область применения. Основные виды разборочных работ, средства технологической оснащенности. Механизация разборочных работ.
Технические условия на разборку. Технологическая документация.
Влияние качества разборочных работ на качество ремонта и его себестоимость.
Организация рабочих мест и требования техники безопасности.
Форма таблицы приведена в прил.1
5.1.3. Технические условия на разборку или сборку,и регулировку узла или агрегата.
Основой для разработки ТУ на разборку или сборку служит сборочный чертеж, заводская инструкция составленная заводом-изготовителем и технические условия на ремонт, разборку или сборку, и испытание агрегатов.
Технические условия на разборку должны содержать требования, способствующие повышению качества ремонта, направленные на сохранение деталей и уменьшение объема работ по их восстановлению.
Разборку агрегатов производят в соответствии со следующим основными правилами:
— сначала снимают легкоповреждаемые и защитные части, затем самостоятельные сборочные единицы, разбирают на детали;
в процессе разборки не рекомендуется разукомплектовать сопряженные пары, которые на заводе-изготовителе обрабатываются в сборе или балансируют, а также приработанные пары деталей и годные для дальнейшей работы;
— детали, не подлежащие обезличиванию, метят, связывают, вновь соединяют болтами, укладывают в отдельные корзины или сохраняют их компетентность др. способами;
— при выпрессовке подшипников, сальников, втулок применяют оправки и выколотки с мягкими наконечниками (медными, из сплавов алюминия). При этом запрещается пользоваться ударными инструментами;
— при разборке, особенно для чугунных деталей (во избежание появления трещин от перекосов), сначала отпускают все болты или гайки на пол-оборота, а затем отсоединяют их полностью;
если метки перед разборкой плохо заметны, необходимо их восстановить.
— Запрещается разукомплектовывать детали с резьбой повышенной точности (болты и гайки крышек шатунов, болты крепления маховика к коленвалу).
Технические условия на сборку должны содержать требования к состоянию собранных узлов и агрегатов:
— величину допустимых зазоров-натягов;
— непараллельность, несоосность, неперпендикулярность осей;
— межосевое расстояние, угловое смещение, биение поверхностей, и другие отклонения;
— правила и порядок затяжки резьбовых соединений.
При этом в основных сопряжениях должны быть номинальные посадки. Разрешается увеличивать допуски в зависимости от условий работы, сложности деталей и экономических соображений.
Технические условия на испытания должны содержать режимы, условия испытания и величины контролируемых параметров, по которым можно судить о качестве сборки узла или агрегата.
5.1.4. Выбор метода разборки.
В зависимости от объемов работ разборку объектов ремонта осуществляют на стационарных постах или на поточных линиях.
Стационарная разборка агрегатов на сборочные единицы и детали производится на одном рабочем месте, снятые с автомобиля агрегаты разбирают на стационарных стендах. Стационарная разборка применяется на предприятиях с единичным типом производства.
При поточном способе, разборка агрегатов осуществляется постепенно на нескольких рабочих постах разборочной линии, в порядке очередности операций технологического процесса.Поточный способ разборки применяется на предприятиях с большой производственной программой ремонта автомобилей одной марки.
В зависимости от метода разборки разрабатывается схема технологического процесса и производится выбор оборудования.
5.1.5. Состояние основных деталей поступающих на сборку.
На основе изучения технических условий на ремонт и изготовление деталей разрабатываются требования к основным деталям поступающим на сборку узла или агрегата. Указываются приборы и оборудование для их контроля.
Все детали, поступающие на сборку должны соответствовать требованиям технических условий на капитальный ремонт автомобиля, марки указанной в задании.(—)
5.1.6. Выбор методов обеспечения требуемой точности сборки.
Сборка является завершающей и наиболее ответственной стадией ремонта. Качество и работоспособность изделия зависят от точности сборки.
В ремонтном производстве необходимая точность сборки достигается следующими методами (РД 50-635-87):
— метод полной взаимозаменяемости обеспечивает заданную точность без дополнительной обработки или подбора деталей;
— метод неполной взаимозаменяемости обеспечивает заданную точность только у части собираемых изделий, без подбора, выбора или изменения его величины. При этом методе устанавливают более широкие допуски;
— метод групповой взаимозаменяемости обеспечивает заданную точность путем включения в размерную цепь звеньев, принадлежащих к одной из размерных групп, на которые предварительно рассортированы детали;
— метод регулирования обеспечивает точность замыкающего звена путем изменения величины компенсирующего звена без снятия слоя металла;
— метод пригонки обеспечивает точность путем изменения величины компенсирующего звена за счет снятия слоя металла.
5.1.7. Разбивка узла или агрегата на элементы и выбор базовой детали.
Разбивку производят исходя из технологического принципа, что автомобиль представляет собой совокупность деталей, подгрупп и групп-узлов и агрегатов.
Деталью называют часть изделия, изготовленную из целого куска материала (или разных материалов), не имеющего каких-либо соединений.
Узел — соединение двух и более деталей независимо от рода соединений. Характерным признаком узла является возможность его сборки обособленно от других узлов.
Подгруппа — сборочная единица (узел) входящая в изделие в составе группы.
Группа — сборочная единица, состоящая из подгрупп и деталей, непосредственно входящих в изделие, для которой целесообразна самостоятельная организация производства.
В том случае, когда узел непосредственно входит в состав изделия, он называется группой. Если узел собирается в изделие в составе группы он называется подгруппой первого порядка; узел, входящий непосредственно в подгруппу первого порядка — подгруппой второго порядка и т.д.
Например: при сборке шатунно-поршневой группы, шатун в сборе будет подгруппой первого порядка, а поршень в сборе — подгруппой второго порядка.
Агрегат — часть изделия, состоящая из совокупности групп, подгрупп и деталей, объединенных общностью эксплуатационного назначения.
Комплект — сборочная единица, которая требует частичной или полной разборки при её окончательной установке в более сложную сборочную единицу,
В нашем примере шатунно-поршневую группу называют еще и комплектом, так как при сборке двигателя, чтобы соединить шатун с шейкой коленчатого вала нужно предварительно снять крышку шатуна.
Базовой деталью — называют основную деталь или узел, с которого начинается сборка, обеспечивающая наиболее рациональное построение технологического промесса сборки и определяющая положение всех составляющих частей изделия.
При сборке двигателя базовой деталью служит блок цилиндров; при сборке КП — картер; при сборке головки блока — головка; рулевого механизма — картер; и т.д.
5.1,8. Составление схемы технологического процесса разборки или
сборки узла или агрегата.
Схема разборки или сборки представляет собой условное графическое изображение, иллюстрирующее последовательность установки или снятия различных частей изделия в процессе сборки или разборки.
Схему составляют так, чтобы соответствующие элементы были представлены в ней в том порядке, в каком они должны быть установлены при сборке или сняты при разборке. Детали, группы, подгруппы на схеме изображают в виде прямоугольников, разделенных на три части. На рис 1, в верхней части прямоугольника, указывается наименование детали или сборочной группы; в левой нижней части — номер по каталогу; в правой нижней — количество деталей или сборочных групп устанавливаемых или снимаемых при выполнении данной операции. Контрольные и регулировочные операции обозначают в виде окружности с буквой «К» или «Р» и с индексом, обозначающим номер операции.
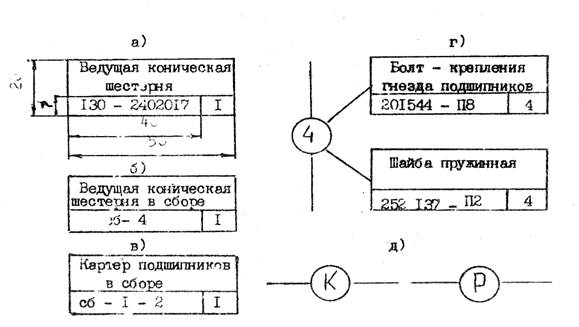
Рис.1. Условные обозначения на схеме сборки:
а-деталь; б- сборочная группа; сб-4 — сборочная группа с порядковым номером 4;
в — сборочная подгруппа первого порядка (цифра I), второго по последовательности включения в сборку (цифра 2); г- одновременное включение в сборку двух деталей;
д — К- контрольная операция; Р — регулировочная.
На схеме окружности с цифрами «4» указывают последовательность и место выполнения дополнительных указаний, например момент затяжки гаек и т.д.
Схему технологического процесса разборки или сборки целесообразно составлять поэтапно в следующей последовательности:
— построение схемы сборочных групп;
— построение развернутой схемы разборки или сборки каждой сборочной группы;
— построение укрупненной схемы разборки или сборки изделия;
— построение развернутой схемы разборки или сборки изделия.
Схему сборки начинают с условного изображения базовой детали, а разборку — с изделия в сборе, и составляют в направлении слева направо или сверху-вниз.
Сборочные группы располагают справа, по направлению сборки или разборки, в порядке их включения в общую сборку, или снятия с изделия при разборке
(см.рис.2).При таком построении схему сборочных групп легко превратить в укрупненную схему сборки изделия, добавив слева условные обозначения деталей, устанавливаемых или снимаемых при общей сборке или разборке, контрольные и регулировочные операции и дополнительные указания.
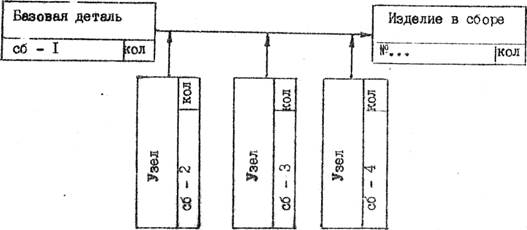 |
Рис.2. Схема сборочных групп.
На схемах показывают, только те контрольные или регулировочные операции, которые предусмотрены техническими условиями на ремонт и инструкциями на сборку. Содержание контрольной операции, порядок её выполнения и величины контролируемых параметров поясняют отдельно под схемой сборки. Данные по режиму испытания приводятся под схемой технологического процесса сборки и в карте технологического процесса сборки.
Текущий контроль, выполняемый самим исполнителем, на схемах не показывают.
После составления схем сборочных групп и развернутых схем сборки всех сборочных групп составляют укрупненную схему технологического процесса сборки (рис.3) или разборки изделия в целом.
Схема технологического процесса разборки узла или агрегата (рис.4) состоит из тех же элементов, что и схема сборки, и отличается только последовательностью расположения групп, подгрупп и деталей. Схему технологического процесса разборки узла или агрегата, как правило, составляют в укрупненном виде, без расчленения сборочных групп на детали. Развернутую схему разборки составляют только для сборочных единиц.
На схеме разборки показывают место и последовательность выполнения дополнительных указаний и требований к выполнению отдельных операций по снятию деталей и их сохранности, комплектности, соответствующих сопряжений, по демонтажу подшипников, сальников и других деталей.
5.1.9. Подбор оборудования, оснастки и инструмента для осуществления
сборки или разборки и контроля качества сборочных и разборочных работ
При выполнении сборочных или разборочных работ необходимо как можно шире использовать средства механизации и автоматизации процесса сборки и разборки.







