Технологический процесс при сборке двигателя
Общие сведения. Сборка, регулировка, обкатка и испытание двигателя — это заключительные и очень ответственные операции ремонта. От качества выполнения этих операций во многом зависят долговечность и надежность работы отремонтированного двигателя.
Трудоемкость сборки составляет около 2/3 общего объема ремонтных работ, а уровень ее механизации — всего около 5%. Особенно много в двигателе резьбовых соединений (70…75% всех видов соединений), и механизация только этих работ в значительной части повышает качество и снижает трудовые затраты при сборке двигателей.
Фактически сборка двигателя начинается на рабочих местах по ремонту отдельных узлов и деталей. Завершается этот процесс сборкой двигателя из узлов и деталей на специальных стендах или конвейерах (в зависимости от размера ремонтного предприятия и формы организации процесса).
Рекламные предложения на основе ваших интересов:
В небольших ремонтных мастерских двигатель собирают на передвижных универсальных стендах и по мере сборки стенд передвигают от одного рабочего места к другому. Работы по сборке и регулировке двигателя выполняет на бригада высококвалифицированных рабочих-слесарей, состоящая из двух-трех человек. При такой организации труда очень трудно механизировать сборочные работы, так как большая часть их сконцентрирована на одном рабочем месте, а качество сборки во многом зависит от квалификации рабочих.
На специализированных ремонтных предприятиях двигатели собирают на поточной линии. Для перемещения собираемых двигателей оборудуют эстакады с рольгангами или специальными каретками, передвигающимися на роликах (подшипниках) по двутавровым балкам эстакады. Устройство таких кареток позволяет поворачивать закрепленный двигатель на 360° и фиксировать его в удобном для работы положении. По мере сборки двигатель перемещается от поста к посту. Рабочие на постах выполняют всегда одну и ту же операцию. Такая организация сборки позволяет оснастить каждый пост механизированным инструментом, значительно сократить затраты труда и повысить качество сборки. Линию сборочного конвейера оборудуют подвесным и механизированным электрическим или пневматическим инструментом. Несмотря на различные формы организации сборки, последовательность операций технологического процесса и технические требования к сборке отдельных узлов и всего двигателя остаются неизменными. Кроме того, последовательность сборки двигателей различных марок так же примерно одинакова, поэтому для примера ниже рассматривался последовательность сборки дизеля типа СМД -14.
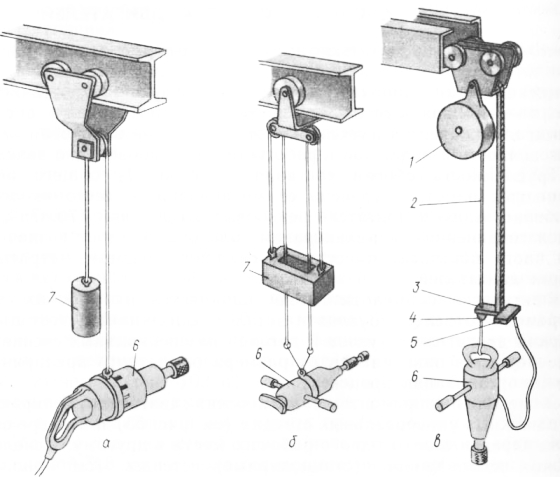
Рис. 1. Способы подвешивания механизированного инструмента:
а и б — на тросе с противовесом; в — на пружинной подвеске; 1 — блок с пружиной; 2 — трос; 3 рычаг; 4 — упор; 5 — коробка выключателя; в — инструмент; 7 — противовес.
Сборка двигателя СМД -14 из сборочных единиц и деталей ведется примерно в такой последовательности. Собирают блок, устанавливают гильзы и укладывают коленчатый вал в постели блока. Устанавливают корпус уплотнения, картер маховика, маховик, картер шестерен, толкатели, распределительный вал, промежуточную шестерню, шестерню привода топливного насоса и топливный насос. Монтируют шатунно-поршневую группу, масляный насос и нижнюю крышку картера. Ставят крышку картера шестерен, переднюю опору, счетчик моточасов, шкив коленчатого вала и храповик. Далее устанавливают гидронасос в сборе с приводом, головку цилиндров, штанги толкателей и клапанный механизм, корпус колпака и колпак головки, затем грузовой кронштейн, выпускной коллектор, водяную трубу и водяной насос, боковые крышки, форсунки и сливную трубу. После этого крепят фильтр грубой очистки топлива, редуктор пускового двигателя и пусковой двигатель в сборе, монтируют кронштейн генератора, масляный фильтр в сборе, кронштейн и фильтр тонкой очистки топлива, воздухоочиститель и электрофакельный подогреватель. В завершение подсоединяют топливопроводы высокого и низкого давления, обкатывают, испытывают и балансируют двигатель.
После обкатки и испытания проводят контрольный осмотр двигателя, подготавливают его к грунтовке и окраске; окрашивают, доукомплектовывают и сдают на склад готовой продукции.
Технология разборки- сборки двигателя.
Разборка:
В зависимости от программы авторемонтного предприятия разборку двигателя можно выполнять поточно-постовым методом на конвейерах и механизированных эстакадах или тупиковым методом на стенде. Независимо от метода перед разборкой двигатели, поступившие в ремонт, подвергают наружной мойке и выпариванию картера.
На больших предприятиях для этого используют моечные машины, а на небольших наружную мойку и выпаривание картера организуют подручными средствами, так как применение таких же моечных машин будет экономически неоправданным.
Для сохранения деталей необходимо строго соблюдать правила разборки. На больших авторемонтных предприятиях технологический процесс разборки двигателя разделяется на несколько постов.
Первый пост:
— снять генератор, стартер, прерыватель-распределитель;
— снять топливный насос, топливный фильтр, воздушный фильтр и карбюратор, водяной насос и фильтр очистки масла.
Второй пост:
— снять впускной и выпускной трубопроводы, крышку коромысел, крышку коробки толкателей, привод прерывателя-распределителя, нижнюю
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| ОУП 23.02.03.00.16.00 |
часть картера сцепления и поддон картера, маслоприемник и масляный’ насос;
— отвернуть храповик и сиять шкив коленчатого вала и крышку распределительных шестерен.
После этого подразобранный двигатель должен быть подвергнут мойке в машине струйного типа с использованием.
Третий пост:
— снять ось коромысел со стойками;
— вынуть штанги толкателей и толкатели;
— снять головку цилиндров, распределительный вал, шестерню коленчатого вала;
— вынуть вилку выключения сцепления.
Четвертый пост:
— снять крышки шатунных подшипников;
— вынуть поршни с шатунами;
— снять крышки коренных подшипников и вынуть коленчатый вал в сборе с маховиком и сцеплением;
— снять картер сцепления и вы прессовать гильзы из цилиндров.
После четвертого поста блок цилиндров должен быть подвергнут выварке с использованием СМС в машине погруженного типа.
Пятый пост:
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| ОУП 23.02.03.00.16.00 |
— снять пружины и вынуть клапаны из головки цилиндров;
— снять стойки с оси коромысел;
— снять шестерню и фланец распределительного вала.
После этого головка блока цилиндров подвергается мойке в машине с использованием.
Шестой пост:
— разобрать поршни с шатунами;
— снять нажимной и ведомый диски сцепления;
— снять маховик с коленчатого вала.
После шестого поста коленчатый вал подвергают мойке в специальной установке с использованием.
При тупиковой разборке двигателя на стенде должна соблюдаться указанная технологическая последовательность.
В комплект инструмента, приспособлений и нестандартного оборудования для разборки двигателей входят:
— гайковерт ИП-3103 инасадки к нему с размерами 10, 12, 14, 17 и 19 мм;
— реверсивная отвертка ИП-3602;
— специальные ключи для отвертывания храповика и проворачивания коленчатого вала;
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| ОУП 23.02.03.00.16.00 |
— съемник для ступицы шкива коленчатого вала;
— приспособления для снятия крышек коренных подшипников и разборки оси коромысел;
— специальный стенд для вывертывания пробок грязеуловителей коленчатого вала.
Кроме этого, в указанный комплект входят:
— гаечные ключи 17X19 мм и 19X22 мм;
— молоток с резиновым бойком для выбивания шатунных болтов;
Стенд для вывертывания пробок коленчатого вала представляет собой станину, изготовленную из швеллеров, к которой привернута плита. Электродвигатель мощностью 2,5 кВт с частотой вращения вала 900 об/мин передает вращение через клиноременную передачу на редуктор и кулачковый механизм. Кулачковая муфта, заключенная в стакан, оканчивается квадратным отверстием под сменные головки ключей.
Сборка:
Сборку двигателя необходимо выполнять в строгом соответствии с требованиями руководства по капитальному ремонту автомобиля ГАЗ-24 «Волга» (РК200-РСФСР-2025-73) и технологических процессов, разработанных согласно требованиям ГОСТов, по ЕСКД.
Детали, поступающие на сборку, должны отвечать требованиям указанного руководства.
В целях обеспечения высокого качества ремонта и повышения сроков службы отремонтированных двигателей при их сборке, кроме выполнения общих требований, рассмотренных выше, надо придерживаться следующего:
— помимо промывки, все детали перед сборкой продуть сжатым воздухом;
— все трущиеся поверхности непосредственно перед сборкой смазать маслом в соответствии с указаниями технологических процессов на сборку;
— не обезличивать детали, которые при изготовлении двигателя обрабатывали в сборе (блок цилиндров — крышки коренных подшипников, блок цилиндров — картер сцепления, шатун — крышка шатуна);
— резьбовые детали (шпильки, пробки, штуцеры) обмазать белилами или суриком и установить на
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| ОУП 23.02.03.00.16.00 |
место;
— все пробковые и паронитовые уплотнительные прокладки (кроме прокладок головки цилиндров и крышки масляного насоса) ставить на герметизирующие пасты. На Горьковском автомобильном заводе применяют герметизирующую не засыхающую пасту УН-25, состоящую из касторового масла — 39%, смолы иди тол — 23, этилового спирта — 20, каолина — 10, газовой сажи — 8%;
— заусенцы и забоины на обработанных поверхностях деталей не допускаются;
— гайки шпилек крепления головки к блоку цилиндров, гайки болтов шатуна, болты крышек коренных подшипников, гайки болтов крепления маховика и болты крепления нажимного диска сцепления затягивать динамометрическими ключами (затягивать и подтягивать гайки головки цилиндров следует обязательно на холодном двигателе).
Сборка автомобильного двигателя
29.04.2018, 2250 просмотров.

Из всех операций по ремонту двигателя, его сборка относится к наиболее ответственным. Решающую роль при этом играет опыт моториста и его специализация по определенной категории двигателей. Также важным является тот факт, занимается моторист сборкой бензиновых или дизельных двигателей, так как эти моторы и их сборка имеют свои отличительные особенности.
Сама сборка двигателя включает в себя подготовительный этап, который не менее ответственен, чем сама сборка.
Подготовка к сборке
Все детали будущего двигателя вымываются самым тщательным образом, с вскрытием закрытых полостей и дополнительной продувкой их сжатым воздухом. Так как внутренняя чистота двигателя гораздо важнее наружной. Если внутри остался не удаленный малейший кусочек старой грязи или окалины, то он может свести на нет всю сборку двигателя. Сборка ведется в чистом помещении с бетонными или деревянными полами, исключающими наличие песка или пыли, для чего производится ежедневная влажная уборка сборочного участка. Непосредственно перед сборкой все детали проверяются на отсутствие дефектов и соответствию необходимым размерам и допускам. Наиболее востребованы к этому двигатели иномарок и поэтому при сборке двигателей зарубежного производства допускам уделяется повышенное внимание.
Блок цилиндров после выполнения операций по расточке подлежит обязательной мойке теплым содовым раствором, который способен убрать мельчайшие частицы абразива с зеркала цилиндров, невидимые простым взглядом. Проверить готовность цилиндра к сборке можно путем прижатия к зеркалу чистого белого листа бумаги. Если цилиндры удалось полностью отмыть от остатков абразива, то лист останется чистым, в противном случае на листе останутся множественные черные точки. Необходимо добиться абсолютной чистоты, которая будет являться залогом качественной сборки двигателя. В вымытом и продутом блоке цилиндров вставляются новые заглушки, там, где открывались внутренние каналы и полости и он готов к сборке.
Коленчатый вал
Далее проверяется коленчатый вал на осевое биение и соответствие прошлифованных шеек таблицам допуска. Если устанавливается новый коленчатый вал, то он также проверяется, так как не исключены дефекты. Помимо коренных и шатунных шеек проверяется посадочные места под сальники коленчатого вала, где не допускается никаких рисок. Все внутренние полости коленчатого вала должны быть тщательно вымыты и продуты под давлением. На рабочих поверхностях вала не должно быть трещин, прижогов или волнистости, а также не допускаются риски, забоины, вмятины или царапины. Появившиеся после шлифовки острые кромки масляных каналов должны быть обработаны и заполированы. Помимо этого коленчатый вал проверяется на магнитном дефектоскопе на отсутствие трещин или раковин.
Поршня и шатуны
Поршня проверяются на соответствие развесовке и при необходимости подгоняются. Массы поршней одного двигателя не должны отличаться друг от друга более чем на 4 г и при несоответствии масс, подгоняется их вес. Поршня не должны иметь трещин, раковин, забоин, задирав и заусенец. Поршневые пальцы должны быть одной размерной группы с поршнем, допускается подбор пальца из соседней размерной группы. Шатуны также проверяются на соответствие весу, где разница между шатунами для одного двигателя не должна превышать 8 г., при необходимости также производится подгонка веса, путем снятия металла либо с бобышек, либо равномерно по всей длине шатуна.
Шатун и крышка должны быть одного комплекта и иметь совпадение номеров и меток. Не допускается переворачивание крышки относительно шатуна, так как они обработаны совместно в одном положении. При необходимости замены верхней втулки шатуна (плавающий палец), ее предварительно охлаждают или же нагревают шатун до 200 градусов, после чего запрессовывают новую втулку и развальцовывают края. Втулку разворачивают под соответствующий размер поршневого пальца. Правильно подобранный палец должен легко проворачиваться во втулке шатуна и не выпадать из него под собственным весом. Перед установкой коленвала в блок цилиндров собирается каждая шатунная шейка, где устанавливается соответствующий шатун с вкладышами и после зажатия его крышки предписанным моментом, проверяется легкое вращение его вокруг шатунной шейки. Если все в норме, то шатуны снимаются, и вал можно устанавливать в блок цилиндров.
Соединение шатуна с поршнем
Соединение относится к ответственным операциям при сборке. Необходимо совместить метки на поршне и шатуне для правильной ориентации при сборке. На днище поршня обычно ставится стрелка, указывающая на первый цилиндр. Шатуны могут иметь метку в виде прилива или прорези, или же ориентиром служит отверстие для выхода масла, которые также ориентируют на первый цилиндр. Если нет никаких отметок, то для большинства существующих шатунов ориентиром служат замки вкладышей, которые при виде на шатун спереди расположены справа.
Шатуны с поршнями «собираются » до установки поршневых колец. Если поршень с плавающим пальцем, то он предварительно нагревается до 80-100 градусов, после чего поршневой палец в бобышки поршня должен войти от усилия руки. После соединения палец стопорится кольцами в канавках бобышек поршня.
Если пара шатун поршень с плавающим поршнем, то в температурной печи нагреваются верхние головки шатуна до температуры 270-300 градусов и сборка с поршнем производиться очень быстро, пока не остыла головка шатуна. После остывания верхней головки шатуна, поршневой палец уже невозможно будет сдвинуть без применения пресса.
Для монтажа поршня с шатуном в этом случае используется специальная оправка, которая ориентирует поршневой палец относительно краев бобышек поршня, После установки шатун должен быть по центру поршневого пальца, а края пальца должны быть на одном расстоянии утоплены от краев бобышек поршня. Далее собранный с шатуном поршень устанавливается в тиски, и монтируются поршневые кольца с использованием специальных щипцов. Первым ставится маслосъемное кольцо, затем два компрессионных. Если на кольцах есть отметка TOP (верх ), то метка должна смотреть на верх поршня, если метка отсутствует, то допускается произвольная установка кольца. Комплекты поршневых колец для иномарок обязательно имеют отметку TOP.
Контроль зазора в замке поршневых колец
Обязательным условием перед монтажом является контроль зазора в замке кольца, который должен быть не менее 0.3-0, 4 мм для верхнего компрессионного кольца и 0, 2-0,3 мм для среднего и маслосъемного колец. Если устанавливается наборное маслосъемное кольцо (обычно им мотористы отдают предпочтение при сборке), то зазор между дисками лучше увеличить до 0, 4-0, 5 мм, чтобы цилиндр не «голодал » от излишнего съема масла.
Если зазор будет слишком мал, то после прогрева двигателя, за счет температурной разницы кольца и цилиндра, зазор исчезнет совсем, что приведет к заклиниванию кольца и как следствие задиру зеркала цилиндров. При необходимости зазор обязательно подгоняется, желательно алмазным надфилем, После подгонки зазора, в замке подпиленные края обрабатываются от заусенцев.
Блок цилиндров после проверки устанавливается на сборочный, поворотный стенд. Вставляются коренные вкладыши, на иномарках один из вкладышей, выполнен с боковыми отливами, играющими роль полуколец, ограничивающих осевое перемещение коленчатого вала. Проверяются совпадения отверстий во вкладышах с масляными каналами. Вкладыши обильно смазываются маслом для двигателя, и устанавливается коленчатый вал. При установке коленчатого вала не допускается перестановка местами его крышек (бугелей ), равно как и использование «чужих », так как крышки обрабатываются совместно с блоком и не допускается изменение их установки. Крышки коленчатого вала затягиваются соответствующим моментом, и проверяется вращение вала. Признаком правильной шлифовки и сборки, является свободное вращение коленвала при помощи рук.
Монтаж поршневой группы
Затем с помощью универсальной оправки вставляются поршня с шатунами, с предварительно вставленными в них шатунными вкладышами. Оправка обжимает поршневые кольца и поршень, смазанные маслом и, поршень легкими ударами деревянной ручки молотка просаживается внутрь цилиндра до соединения нижней головки шатуна с шатунной шейкой, которая также предварительно обильно смазана маслом. Стрелку на днище поршня при этом ориентируют в направлении первого цилиндра. На болты шатунов устанавливаются крышки и гайки, которые затягиваются предписанным моментом. Когда посажены и затянуты предписанным моментом все шатуны, двигатель проворачивают для проверки правильности сборки. Коленчатый вал должен без заеданий провертываться при проверке, не оказывая заметного сопротивления. «Душа » двигателя собрана и можно быть уверенным, что если соблюдены все эти условия, то отремонтированный двигатель будет иметь значительный ресурс, мало чем уступающий новому двигателю.
По мнению большинства автомобилистов главной проблемой при неполадках в авто является качественная диагностика (выявление причины поломки). Водитель, который может правильно «поставить диагноз», может избежать лишних временных и денежных трат.
Первоочередные проблемы с дизельными двигателями плавательных средств, которые становятся первопричиной того, что сравнительно часто требуется ремонт катеров, связаны с небольшими вложениями в модернизацию на данном уровне.







