При текущем ремонте электрических машин выполняют следующие работы: проверку степени нагрева корпуса и подшипников, равномерности воздушного зазора между статором и ротором, отсутствия ненормальных шумов в работе электродвигателя; чистку и обдувку электродвигателя без его разборки, подтяжку контактных соединений у клеммных щитков и присоединении проводов, зачистку колец и коллекторов, регулирование и крепление траверсы щеткодержателя, восстановление изоляции у выводных концов, смену электрощеток; смену и долив масла в подшипники. При необходимости производят: полную разборку электродвигателя с устранением повреждений отдельных мест обмотки без ее замены; промывку узлов и деталей электродвигателя; замену неисправных пазовых клиньев и изоляционных втулок, мойку, пропитку и сушку обмотки электродвигателя, покрытие обмотки покрывным лаком, проверку крепления вентилятора и его ремонт, проточку шеек вала ротора и ремонт беличьей клетки (в для подшипников с принудительной смазкой (0,05 + 0,08) Дш, где Дш — диаметр шейки вала.
Для создания более благоприятных условий образования масляного клина рекомендуют у разъемных подшипников делать боковые зазоры В = а. В этом случае подшипники растачивают на диаметр Д + 2а с применением прокладок толщиной а.
Допустимая разница воздушных зазоров электрических машин не должна превышать значений, указанных в заводских инструкциях, а если таких данных нет, то зазоры должны отличаться на величину не больше, чем указано ниже для машин: асинхронных — на 10 %; синхронных тихоходных — на 10 %; синхронных быстроходных — на 5 %; постоянного тока с петлевой обмоткой и зазором под главными полюсами более 3 мм — 5 %; постоянного тока с волновой обмоткой и зазором под главными полюсами более 3 мм — на 10 %; а также якорем и дополнительными полюсами — на 5 %. Разбег — осевая игра вала машины в подшипниках скольжения в одну сторону от центрального положения ротора не должен превышать 0,5 мм для машин напряжением до 10 кВт, 0,75 мм — для машин 10—20 кВт, 1,0 мм — для машин 30—70 кВт, 1,5 мм — для машин 70—100 кВт. Суммарный двусторонний разбег вала не должен превышать 2—3 мм. Зазоры в подшипниках качения
Внутренний диаметр подшипника, мм
Осевая игра в однорядных шарикоподшипниках, мм» для серии
Радиальный зазор, мм
в новых однорядных шарикоподшипниках
в новых роликоподшипниках
наибольший допустимый при износе подшипников
В контрольно-дефектационные операции после разборки электромашин входят: внешний осмотр и обмер всех изнашиваемых поверхностей деталей; окончательное заключение о состоянии деталей в результате осмотра, проверок и испытаний. Результаты дефектации записывают в ремонтную карту, на основании которой технолог или мастер заполняет операционную карту и назначает вид ремонта. Дефектные детали и узлы ремонтируют способами, указанными ниже.
Технология ремонта узлов и деталей электрических машин. Конструкция коллектора.
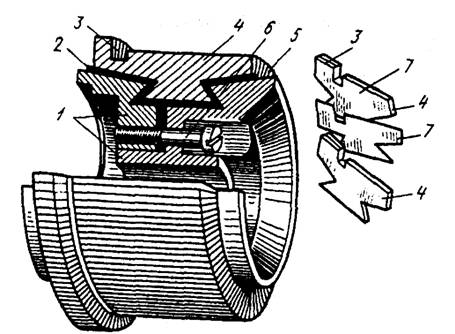
Дня большинства электрических машин применяют конструкцию коллектора, показанную на рис. 6. Коллектор машины должен быть очищен от грязи и смазки. Изоляция коллектора должна быть продорожена, с граней коллекторных пластин сняты фаски. Коллектор, имеющий неровности до 0,2 мм, должен быть отполирован, 0,2—0,5 мм — прошлифован, более 0,5 мм — проточен. Биение коллектора у машин (проверенное по индикатору) не должно превышать 0,02 мм для коллекторов диаметром до 250 мм и 0,03—0,04 мм для коллекторов диаметром 300-600 мм.
Ремонт коллекторов.
Сведения о возможных неисправностях, причинах их возникновения и способах ремонта коллекторов приведены в табл. Рис. 6. Устройство коллектора: 1 — стальной корпус; изоляция; 3 — петушки; 4 — пластина коллекторная; 5— шайба конусная натяжная; 6— винт стопорный; 7— прокладка миканитовая Рис. 7. Формовка коллектора на токарном станке
Неисправность коллектора
Неисправность
Искрение. Круговой огонь
Биение. Выступание пластин
Плохая сборка. Некачественный миканит
Выступание изоляции между пластинами
Износ пластин. Ослабление коллектора
Продороживание. Подтягивание. Обточка
Выступание пластин на краю коллектора
Предельная обточка. Слишком тонкие пластины
Замена комплекта пластин и межламельной изоляции
Обломана часть петушков (в шлице)
Неосторожная выбивка концов обмотки из шлица
Разборка. Ремонт или за мена пластин
Замыкание между пластинами
Заусенцы на поверхности. Прогар миканитной изоляции из-за попадания масла и медно-угольной пыли
Осмотр. Расчистка. Глубокая прочистка между пластинами. Промывание спиртом. Замазывание пастой
Замыкание внутри кол лектора
Замыкание на корпус
Пробой, прогар изоляционных конусов
Разборка, ремонт или за мена коллектора с формовкой на станке (рис. 7)
Ремонт контактных колец.
Комплект контактных колец показан на рис. 8. Незначительные повреждения поверхности контактных колец (подгары, биение, неравномерная выработка) устраняют зачисткой и полировкой без демонтажа колец. При больших повреждениях поверхностей кольца снимают и протачивают с уменьшением их толщины не более чем на 20 %. Пробой изоляции на корпус, а также предельный износ колец вызывают необходимость их замены. Замены целесообразно производить только в крупных ЭРЦ, где на каждый вид контактных колец составляют типовой технологический процесс разборки, изготовления, сборки и испытания с обеспечением соответствующими приспособлениями и оборудованием.
Ремонт сердечников.
Сердечники (активная сталь) одновременно служат магнитопроводом и остовом для размещения и укрепления обмотки. При ремонте и замене обмотки необходимо проверить сердечники и устранить обнаруженные дефекты. Основные неисправности сердечников статора и ротора, их причины, а также способы устранения приведены в табл. Неисправности сердечников статора и ротора
Неисправность
Выпадение вентиляционных распорок Ослабление стяжных болтов Отлом и выпадение отдельных зубцов
Ремонт распорок Подтянуть болты Забить и укрепить клинья
Распушение зуб цов
Слабые крайние листы или нажимные шайбы
Подпрессовка. Усилие крайних листов
Заусенцы. Зашлифованные места. Механические повреждения поверхности сердечников
Порча изоляции стяжных болтов
Пробой изоляции обмотки на сталь
Неправильная сборка или монтаж машины. Механические повреждения
Рис. 8. Кольца контактные в сборе: 1 — втулка; 2 — электрокартон; 3 — кольцо контактное; 4 — изоляция шпилек; 5 — шпильки контактные (выводы от колец)
Условия для безыскровой коммутации.
Если плотность тока, приходящаяся на единицу поверхности соприкосновения щетки с коллектором в каком-либо месте становится слишком большой, щетки искрят. Искрение разрушает щетки и поверхность коллектора. Надежный контакт между щеткой и коллектором обеспечивает гладкая зеркальная поверхность коллектора (без выступов, вмятин, подгаров, без эксцентриситета или биения). Механизм подъема щеток должен быть исправным. На одной машине нельзя применять щетки разных марок. Они должны быть установлены строго на нейтрали. Расстояние между щетками по окружности коллектора должны быть равными. Отклонения в расстояниях между сбегающими концами щеток не должны превышать 1,5 % для машин мощностью до 100 кВт. От обоймы до поверхности коллектора расстояние должно быть 2—4 мм. При наклонном расположении щеток острый угол щетки должен быть набегающим. Допустимые отклонения обойм щеткодержателя от номинального размера в осевом направлении — 0—0,15 мм; в тангенциальном направлении, при ширине щеток менее 16 мм —0—0,12 мм; при ширине щеток более 16 мм — 0—0,14 мм. Допустимые отклонения размеров щеток от номинальных размеров обоймы щеткодержателя могут быть только со знаком минус. Величины допустимых отклонений: в осевом направлении от — 0,2 до — 0,35 мм; в тангенциальном направлении (при ширине щеток до 16 мм) от — 0,08 до — 0,18 мм; в тангенциальном направлении (при ширине щеток более 15 мм) от — 0,17 до — 0,21 мм. Рис. 9. Формы валов электромашины: а — машин постоянного тока; б, в — асинхронных двигателей
Зазор щеток в обойме не должен превышать в осевом направлении — 0,2 -г- 0,5 мм; в тангенциальном направлении (при ширине щеток до 16 мм) 0,06 * 0,3 мм; в тангенциальном направлении (при ширине щеток более 16 мм) 0,07 + — 0,35 мм. Рабочая (контактная) поверхность щеток должна быть отшлифована до зеркального блеска. Удельное нажатие различных марок щеток должно находиться в пределах 0,15—4 МН/м 2 и приниматься по каталогам. Отклонение в величине удельного нажатия между отдельными щетками одного стержня допускается на ± 10 %. Для двигателей, подвергающихся толчкам и сотрясениям (крановые и др.), удельное нажатие допускается повышать на 50—75
Инструкция по ремонту электродвигателей 6 кВ, БНС, спецкомпрессора и РВ — Технологическая карта текущего ремонта асинхронных электродвигателей
Чистая поверхность выводов, Целостность изоляторов и резьбы шпилек, плотная посадка наконечников на кабелях
г/к, наждачная бумага, бензин, паяльник
Окисление поверхностей выводов, растрескивание изоляторов, срыв резьбы на шпильках, нарушение крепления наконечников на кабелях
Очистить поверхность выводов, промыть бензином, при необходимости заменить изоляторы, пропаять наконечники
После сборки произвести контрольный замер сопротивления изоляции двигателя и коэффициента абсорбции мегомметром 2500В. Сопротивление изоляции должно быть не менее 40 МОм, коэффициент абсорбции – не менее значения, указанного в п. 1.3.2.
Чистая поверхность выводов, Целостность изоляторов и резьбы шпилек, плотная посадка наконечников на кабелях
г/к, наждачная бумага, бензин, паяльник
Окисление поверхностей выводов, растрескивание изоляторов, срыв резьбы на шпильках, нарушение крепления наконечников на кабелях
Очистить поверхность выводов, промыть бензином, при необходимости заменить изоляторы, пропаять наконечники
После сборки произвести контрольный замер сопротивления изоляции двигателя и коэффициента абсорбции мегомметром 2500В. Сопротивление изоляции должно быть не менее 40 МОм, коэффициент абсорбции – не менее значения, указанного в п. 1.3.2. При сборке проверить состояние маслоуказателей, для чего:
а) очистить маслоуказатели от внешних загрязнений;
б) вывернуть успокоительный болт из маслоуказателя, очистить внутреннюю полость успокоительной камеры маслоуказателя и успокоительный болт от загрязнений; установить новую уплотнительную прокладку головки успокоительного болта и завернуть болт обратно. Допускается, при необходимости, смазать уплотнительную прокладку головки успокоительного болта тонким слоем маслостойкого герметика КЛТ-75;
в) проверить отсутствие на внутренних поверхностях стекла налета, затрудняющего визуальный контроль уровня масла, механических повреждений в виде трещин и сколов; прочистить мягкой проволокой «дыхательное» отверстие в верхней крышке маслоуказателя;
г) продуть маслоуказатели сжатым воздухом давлением не более 2 кг/см 2 , для проверки проходимости маслоуказателя с контролем по напору воздуха, выходящего через «дыхательное» отверстие;
При обнаружении следов потеков масла через уплотнения маслоуказателя, налета на внутренней поверхности стекла, затрудняющего визуальный контроль уровня масла, инородных частиц (остатки герметика и т.п.) или других дефектов производится полная разборка маслоуказателя и устранение дефектов с последующей сборкой. При этом успокоительный болт вворачивается на место в последнюю очередь, после отвердевания герметика, уплотняющего стекло. После сборки маслоуказатель устанавливается на маслованну смотровым отверстием корпуса малоуказателя в сторону, противоположную корпусу электродвигателя, после чего производится повторная проверка маслоуказателя по п. г).
При установке пайол верхней части корпуса и соединительных перемычек между пайолами, в качестве контрящей меры, в резьбовом соединении перемычек использовать герметик (краску).