ЛЕКЦИЯ №5 ОБОРУДОВАНИЕ ДЛЯ РЕМОНТА КУЗОВОВ АВТОМОБИЛЕЙ
На ПТС для ремонта кузовов легковых автомобилей применяются следующие группы технологического оборудования, оснастки и инструмента, кроме оборудования и инструмента для контроля геометрии кузовов:
—оборудование и оснастка для правки кузовов;
—оборудование и механизированный инструмент для механической обработки металлического листового материала и профиля;
Стенды для правки кузовов (кузовные стапели)
Данная группа оборудования представляет собой специализированное отраслевое оборудование. Правку кузовов осуществляют на специальных стендах — кузовных стапелях, и при помощи гидравлических или механических приспособлений — кузовной оснастки.
Все многообразие кузовных стапелей можно разделить на три основные группы:
— оборудование, не требующее специально оборудованного места (сюда относятся передвижные и подкатные стапели);
— стапели рамные и анкерные напольного исполнения, требующие фиксации на фундаменте;
— стапели, используемые в сочетании с ножничными или четырехстоечными подъемниками.
В зависимости от функционального назначения различают стенды, на которых осуществляют только силовое вытягивающее воздействие на кузов, и стенды, на которых возможно осуществление одновременно или последовательно не только вытяжки кузова, но и контроля его геометрии.

Кузовные рамные стенды состоят из рамы и тягового устройства (рисунок 5.1). Рама является основой стенда. Она выполняется прочной и массивной, чтобы обеспечить жесткое закрепление кузова и противостоять без деформаций вытягивающим усилиям, которые достигают 10 тонн и выше. К раме при помощи зажимов крепится деформированный кузов, а также разные устройства и приспособления, необходимые для его правки.
Рисунок 5.1 — Передвижной кузовной стапель рамного типа фирмы Siver (Россия): 1 — рама с установленным в зажимах кузовом легкового автомобиля; 2 — тяговое устройство
Если конструкция стапеля предусматривает проведение операций по контролю геометрии кузова, то на раме крепится также измерительная система. В ряде конструкций используются одни и те же элементы для крепления кузова и контроля его геометрии. Они называются шаблонами.
Рамы стендов могут быть передвижными на колесиках, стационарно устанавливаемыми на бетонном основании или монтироваться стационарно на подъемном устройстве.
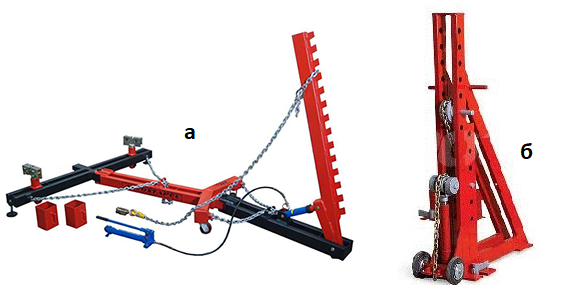
Вытяжные устройства (или тяговые выпрямители) выпускаются двух типов — в виде качающихся рычагов и в виде силовых башен (рисунок 5.2). Тяговые выпрямители имеют гидравлический привод с ножным насосом и силовой цилиндр.
В устройствах первого типа цилиндр отклоняет качающийся рычаг в сторону приложения вытягивающей силы. С рычагом связана цепь, закрепленная на деформированном элементе кузова.
В устройствах типа «силовая башня» силовой гидроцилиндр расположен внутри корпуса. На конце штока цилиндра находится шкив, через который проходит цепь, один конец которой закреплен в корпусе, а другой соединен с деформированным элементом кузова.
Вытяжные устройства как первого, так и второго типа могут сочленяться с рамой в нескольких разных точках по ее периметру, благодаря чему тяговую силу можно направить в нужную сторону.
Рисунок 5.2 — Тяговые устройства для кузовных стапелей. а — с качающимся рычагом; б — типа «силовая колонна»
В некоторых моделях кузовных стапелей как напольного исполнения, так и устанавливаемых на подъемниках возможно подсоединение одновременно нескольких тяговых выпрямителей, что дает возможность производить правку кузова сразу в нескольких направлениях.
Дата добавления: 2018-06-27 ; просмотров: 5182 ; Мы поможем в написании вашей работы!
ЛЕКЦИЯ №5 ОБОРУДОВАНИЕ ДЛЯ РЕМОНТА КУЗОВОВ АВТОМОБИЛЕЙ
На ПТС для ремонта кузовов легковых автомобилей применяются следующие группы технологического оборудования, оснастки и инструмента, кроме оборудования и инструмента для контроля геометрии кузовов:
—оборудование и оснастка для правки кузовов;
—оборудование и механизированный инструмент для механической обработки металлического листового материала и профиля;
Стенды для правки кузовов (кузовные стапели)
Данная группа оборудования представляет собой специализированное отраслевое оборудование. Правку кузовов осуществляют на специальных стендах — кузовных стапелях, и при помощи гидравлических или механических приспособлений — кузовной оснастки.
Все многообразие кузовных стапелей можно разделить на три основные группы:
— оборудование, не требующее специально оборудованного места (сюда относятся передвижные и подкатные стапели);
— стапели рамные и анкерные напольного исполнения, требующие фиксации на фундаменте;
— стапели, используемые в сочетании с ножничными или четырехстоечными подъемниками.
В зависимости от функционального назначения различают стенды, на которых осуществляют только силовое вытягивающее воздействие на кузов, и стенды, на которых возможно осуществление одновременно или последовательно не только вытяжки кузова, но и контроля его геометрии.
Кузовные рамные стенды состоят из рамы и тягового устройства (рисунок 5.1). Рама является основой стенда. Она выполняется прочной и массивной, чтобы обеспечить жесткое закрепление кузова и противостоять без деформаций вытягивающим усилиям, которые достигают 10 тонн и выше. К раме при помощи зажимов крепится деформированный кузов, а также разные устройства и приспособления, необходимые для его правки.
Рисунок 5.1 — Передвижной кузовной стапель рамного типа фирмы Siver (Россия): 1 — рама с установленным в зажимах кузовом легкового автомобиля; 2 — тяговое устройство
Если конструкция стапеля предусматривает проведение операций по контролю геометрии кузова, то на раме крепится также измерительная система. В ряде конструкций используются одни и те же элементы для крепления кузова и контроля его геометрии. Они называются шаблонами.
Рамы стендов могут быть передвижными на колесиках, стационарно устанавливаемыми на бетонном основании или монтироваться стационарно на подъемном устройстве.
Вытяжные устройства (или тяговые выпрямители) выпускаются двух типов — в виде качающихся рычагов и в виде силовых башен (рисунок 5.2). Тяговые выпрямители имеют гидравлический привод с ножным насосом и силовой цилиндр.
В устройствах первого типа цилиндр отклоняет качающийся рычаг в сторону приложения вытягивающей силы. С рычагом связана цепь, закрепленная на деформированном элементе кузова.
В устройствах типа «силовая башня» силовой гидроцилиндр расположен внутри корпуса. На конце штока цилиндра находится шкив, через который проходит цепь, один конец которой закреплен в корпусе, а другой соединен с деформированным элементом кузова.
Вытяжные устройства как первого, так и второго типа могут сочленяться с рамой в нескольких разных точках по ее периметру, благодаря чему тяговую силу можно направить в нужную сторону.
Рисунок 5.2 — Тяговые устройства для кузовных стапелей. а — с качающимся рычагом; б — типа «силовая колонна»
В некоторых моделях кузовных стапелей как напольного исполнения, так и устанавливаемых на подъемниках возможно подсоединение одновременно нескольких тяговых выпрямителей, что дает возможность производить правку кузова сразу в нескольких направлениях.
Дата добавления: 2018-06-27 ; просмотров: 5183 ; Мы поможем в написании вашей работы!
Материалы и оборудование, применяемые при ремонте кузовов автомобилей.
Материалы и оборудование, применяемые при ремонте кузовов автомобилей.
На АТП для ремонта кузовов легковых автомобилей применяются несколько групп технологического оборудования, оснастки и инструмента:
— оборудование и оснастка для правки кузовов;
— оборудование и механизированный инструмент для механической обработки металлического листового материала и профиля;
Стенды для правки кузовов (кузовные стапели)
Данная группа представляет собой специализированное отраслевое оборудование. Правку кузовов осуществляют на специальных стендах — кузовных стапелях, и при помощи гидравлических или механических приспособлений — кузовной оснастки. Все виды кузовных стапелей можно разделить на три основные группы:
— оборудование, не требующее специально оборудованного места (сюда относятся передвижные и подкатные стапели);
— стапели рамные и анкерные напольного исполнения. То есть те которые фиксируются на фундаменте;
— стапели, используемые в сочетании с ножничными или четырехстоечными подъемниками.
В зависимости от функционального назначения различают стенды, на которых осуществляют только силовое вытягивающее воздействие на кузов, и стенды, на которых возможно осуществление одновременно или последовательно не только вытяжки кузова, но и контроля его геометрии.

Рисунок 5.1 — Передвижной кузовной стапель рамного типа фирмы Siver (Россия): 1 — рама с установленным в зажимах кузовом легкового автомобиля; 2 — тяговое устройство
Кузовные рамные стенды состоят из рамы и тягового устройства. Рама является основой стенда. Она выполняется прочной и массивной, для того чтобы обеспечить жесткое закрепление кузова и противостоять без деформаций вытягивающим усилиям.
Вытягивающие усилия могут достигают 10 тонн и выше. К раме при помощи зажимов крепится деформированный кузов, а также разные устройства и приспособления, необходимые для его правки.
Если конструкция стапеля предусматривает проведение операций по контролю геометрии кузова, то тогда на раме крепится также измерительная система. В некоторых конструкциях используются одни и те же элементы для крепления кузова и контроля его геометрии. Они называются шаблонами.
Рамы стендов могут быть передвижными на колесиках, стационарно устанавливаемыми на бетонном основании или монтироваться стационарно на подъемном устройстве.
Вытяжные устройства (или тяговые выпрямители) выпускаются двух типов — в виде качающихся рычагов (а) и в виде силовых башен (б) (рисунок 5.2). Тяговые выпрямители состоят из гидравлического привода с ножным насосом и силового цилиндра.
В устройствах первого типа цилиндр отклоняет качающийся рычаг в сторону приложения вытягивающей силы. С рычагом связана цепь, закрепленная на деформированном элементе кузова.
В устройствах типа «силовая башня» силовой гидроцилиндр расположен внутри корпуса. На конце штока цилиндра находится шкив, через него проходит цепь, один конец этой цепи закреплен в корпусе, а другой соединен с деформированным элементом кузова.

Рисунок 5.2 — Тяговые устройства для кузовных стапелей. а — с качающимся рычагом; б — типа «силовая колонна»
Вытяжные устройства как первого, так и второго типа могут сочленяться с рамой в нескольких разных точках по ее периметру, благодаря чему тяговую силу можно направить в нужную сторону.
В некоторых моделях кузовных стапелей как напольного исполнения, так и устанавливаемых на подъемниках возможно подсоединение одновременно нескольких тяговых выпрямителей, что дает возможность производить правку кузова сразу в нескольких направлениях. Эти стенды удобны для среднего и мелкого ремонта кузовов.

Стенд (рисунок 5.3) представляет собой раму, сваренную из стальных балок специального профиля. Рама установлена в уровень с бетонным основанием и закреплена на нем фундаментными болтами. Рама может комплектоваться четырьмя кронштейнами для установки автомобиля, несколькими силовыми гидроцилиндрами с индивидуальными ножными гидроприводами, тяговыми цепями и набором зажимных приспособлений. Конструкция стенда позволяет использовать подкатной тяговый выпрямитель с усилием 10 тонн по любому направлению рамы. Стапель возможно комплектовать довольно большим количеством разнообразной оснастки, что естественно повышает его универсальность. В нерабочем разобранном состоянии стапель практически не занимает производственную площадь.

Рисунок 5.3 — Рамный стенд напольного исполнения для восстановления геометрии кузовов легковых автомобилей фирмы CELETTE (Франция).
Этот вид оборудования представляет собой набор фиксирующих и подкатных тяговых устройств, закрепляемых временно на бетонном основании с помощью системы анкеров. ФиксирующиЕ устройства —- две направляющие, на них монтируют регулируемые по высоте опоры с зажимными приспособлениями для крепления автомобиля (рисунок 5.4).

Рисунок 5.4 — Анкерный стапель CHAINLESS для проведения краткосрочного кузовного ремонта фирмы WEDGECLAMPSYSTEM (Канада)
Подкатной тяговый выпрямитель с усилием 10 тонн может устанавливаться в нескольких фиксированных местах по периметру кузова и через цепь осуществлять его правку в нужном направлении.
Для восстановления геометрических размеров кузова автомобиля, задаваемых производителем, предполагается жесткая установка кузова на стапеле. В настоящее время широко распространены две системы правки кузовов — классическая и шаблонная. В их основу заложены разные принципы крепления кузова к стапелю и процесса правки. СЛАЙД 11
Классическая система предусматривает крепление кузова за пороги автомобиля. Прикладывая определенные усилия к различным точкам, методом последовательного приближения, периодически проводя замеры, добиваются требуемого положения контрольных точек.
Достоинствами данного метода являются достаточно простое и быстрое крепление автомобиля на стапеле, а также сравнительно низкая цена такого стапеля. Недостатки проявляются в процессе работы. При приложении усилия к одной точке кузова возможно смещение других, ранее выставленных точек. По этой причине необходимо постоянно контролировать изменение размеров. В результате сложно добиться приведения размеров кузова к исходным, заданным в конструкторской документации на автомобиль.

Шаблонная система основывается на креплении кузова автомобиля за его технологические отверстия к конструкции стапеля. На каждый тип автомобиля имеются карты расположения технологических отверстий кузова. Для осуществления крепления используются специальные адаптеры-переходники (джиги), которые обеспечивают точную и надежную фиксацию кузова к стапелю.
При правке кузов закрепляют к раме стапеля за точки, которые сохранили свое правильное расположение. Далее прикладывается усилие к точке, положение которой смещено. При достижении точкой заданного положения ее крепят при помощи зажимов-джиг к раме стапеля, после чего приступают к вытяжке другой точки. При такой технологии «исправленная» точка находится неподвижно на закрепленном месте. Данная система фиксации имеет две разновидности.
В первом случае джиги крепятся на раму стапеля через специальные колонны и балки. Для каждого типа кузова требуется свой комплект джиг, колонн и балок, поэтому для универсального участка кузовного ремонта стоимость всех необходимых комплектов очень высока, а при появлении новых автомобилей их потребуется еще больше.
Во втором случае (система предложена и запатентована итальянской фирмой ВВМ) джиги крепятся на универсальные колонны, высота которых задается и фиксируется по необходимым размерам. Положение колонн на раме стапеля тоже задается и фиксируется при помощи универсального комплекта балок. И колонны, и балки, и сама рама имеют удобные встроенные линейки. В результате можно создать шаблон для любого кузова, требующего ремонта. Стоимость такой системы значительно ниже и обладает еще одним преимуществом — устройство крепления джиг является одновременно и системой измерения. В любой момент наглядно видна вся геометрия нижней части кузова с точностью до 1 мм. После правки нижней части кузова производится ремонт верхней части. Недостаток такого метода — более длительная установка кузова на стапель, что компенсируется точностью геометрии восстановленного кузова и отсутствием необходимости постоянных измерений в процессе ремонта из-за «ухода» размеров.
Стапели на подъемниках

Эти стапели являются стендами рамного типа, конструктивно выполненными заодно с подъемниками (рисунок 5.5). В большинстве случаев для этой цели используются заглубленные подъемники ножничного типа, что дает достаточно легкую возможность установки кузова автомобиля на стенд, реже применяются четырехстоечные подъемники. По функциональным возможностям и комплектации средствами правки кузова и измерения его геометрии такие стенды не отличаются от других стендов рамного типа. Однако условия труда механиков на таких стапелях гораздо лучше за счет возможности менять высоту установки кузова относительно пола помещения, что дает дополнительные удобства для осмотра поврежденных элементов кузова, наблюдения за процессом правки и управления всеми операциями устранения деформации.
Рисунок 5.5 — Кузовные стапели рамного типа, выполненные на ножничном подъемнике: a — GRIFFON — стенд фирмы SELETTE (Франция) с рычажным тяговым устройством и возможностью использования механической измерительной системы MZ; б — PONYBENCH — стенд фирмы SPANESI (Испания) с тяговым устройством типа «силовая колонна»; в — PISTA — стенд фирмы SPANESI (Испания) с двумя тяговыми устройствами типа «силовая колонна» и одним — типа качающийся рычаг, с механической измерительной системой верхней части кузова
На АТП при ремонте автомобилей используются следующие виды сварочного оборудования:
для дуговой сварки покрытыми электродами;
для дуговой сварки в среде защитных газов;
для сварки флюсовой проволокой без защитного газа;
для контактной сварки.
Аппараты для дуговой сварки штучными электродами реализуют метод сварки ММА (ManualMetalArc, т. е. ручная сварка металлическим электродом). Они включают в себя источник сварочного тока; сварочные провода и электрододержатель. Источником сварочного тока может быть генератор (преобразователь), трансформатор или выпрямитель. Сварочный преобразователь представляет собой агрегат, состоящий из электродвигателя и генератора постоянного тока.
При дуговой сварке электродами покрытыми флюсом выделяется большое количество тепла, которое, вызывая местный нагрев свариваемых металлов, может вызвать появление внутренних напряжений и коробление. В этой связи оборудование этого вида находит ограниченное применение при ремонте автомобилей, особенно в кузовном ремонте.
Аппараты для дуговой сварки в среде защитных газов подразделяются на две основные группы:
— для сварки неплавящимся электродом — методом TIG;
— для сварки плавящимся электродом — методом MIG / MAG.
Аппараты для сварки неплавящимся электродом реализуют метод сварки TIG (Tungsten + InertGas, т. е. вольфрам + инертный газ), суть которого заключается в следующем. Электрическая дуга возникает между неплавящимся вольфрамовым электродом и свариваемым металлом. Из концентричного сопла электрода в зону сварки из баллона подается инертный газ, обычно аргон или гелий. В среде защитного газа сварочный шов охлаждается и твердеет. Сварка может осуществляться без присадочного материала, если свариваемые металлы тонкие, или с присадочным материалом в виде проволоки, которая плавится одновременно со свариваемыми металлами.
Сварочные аппараты типа TIG могут иметь источник для получения переменного или постоянного сварочного тока. Оборудование первой группы, в свою очередь, делится на две подгруппы — аппараты для сварки током промышленной частоты (50 Гц) и аппараты с инвертором, преобразующим частоту тока с 50 до 5000 Гц, что обеспечивает лучшее качество сварного шва, делает аппарат легче и уменьшает потребляемую мощность в 5—6 раз.

Сварочные аппараты типа TIG выпускаются как оборудование полуавтоматического или ручного действия. Они компонуются на передвижной тележке, на которой установлены баллон с инертным газом и источник сварочного тока, выполненный в отдельном корпусе (собственно сварочный аппарат). Аппарат и баллон с газом соединены со сварочным пистолетом, соответственно, кабелем и шлангом.
Аппараты для сварки плавящимся электродом относятся к оборудованию как неавтоматизированному, так и полуавтоматического действия. Процесс сварки плавящимся электродом в среде защитного газа происходит за счет электрической дуги, возникающей между проволокой-электродом и свариваемыми металлами. Проволока одновременно является и электродом, и присадочным материалом.
В зависимости от вида защитного газа реализуются три метода сварки:
— MIG (Metal + InertGas), он требует применения аргона или гелия;
— MAG (Metal +AktivGas), здесь используется углекислый газ;
— MIG / MAG с использованием смеси газов — аргона и двуокиси углерода, например, для сварки стальных листов требуется 80% аргона и 20% углекислого газа.
Сварочные полуавтоматы типа MIG, MAG и MIG / MAG выпускаются в отдельном корпусе, внутри которого размещены: привод подачи проволоки, источник сварочного тока и блок управления. Проволока с бобины сматывается принудительно вращающимися роликами. Вращение роликов осуществляет мотор-редуктор с автоматически регулируемой скоростью в зависимости от вида свариваемых металлов, толщины проволоки и вида защитного газа.
Аппараты для дуговой сварки флюсовой проволокой без защитного газа относятся к аппаратам полуавтоматического действия и реализует метод сварки плавящимся непрерывным электродом. В качестве плавящегося электрода выступает специальная проволока в виде тонкой трубочки, набитой сварочным флюсом. В зоне сварки флюс выполняет защитную функцию для сварного шва. По конструкции эти аппараты аналогичны сварочным полуавтоматам типа MIG / MAG, за исключением того, что они не подсоединяются к баллону с защитным газом.
Комбинированные аппараты для дуговой сварки. Ряд производителей сварочного оборудования для автосервиса выпускают сварочные аппараты, которые могут реализовывать различные методы дуговой сварки в разных комбинациях, благодаря чему расширяется область их применения и повышается степень универсальности, что немаловажно для их использования на малых предприятиях автосервиса.

Аппараты для двусторонней точечной сварки состоят из двусторонних сварочных клещей, которые включают сварочный трансформатор, клещевого механизма с приводом от рукоятки и пружинным, пневматическим или гидравлическим исполнительным механизмом и электродов, закрепленных в клещевом механизме.

Аппараты для односторонней точечной сварки состоят из блока питания, включающего источник сварочного тока и аппаратуру управления, сварочного пистолета и провода с зажимом. Эти аппараты успешно применяют для приварки гвоздиков, необходимых при правке тонких панелей. Величина сварочного тока и время импульса сварки таковы, что не приводят к дополнительной деформации панели и не вызывают повреждение лакокрасочного покрытия или пластмассовых накладок с другой стороны листа панели.







