Как ремонтировать автомобиль
Организация сборки автомобилей
Организация сборки автомобилей. Общую сборку автомобилей производят либо на универсальных рабочих местах при небольшом объеме производства и многономенклатурной производственной программе, либо на потоке в случае специализированных предприятий со значительным объемом производства. Общая сборка на ремонтном предприятии должна производиться в той же последовательности и с той же тщательностью, как и сборка нового автомобиля.
Сборка на универсальных рабочих местах характеризуется неподвижностью собираемого автомобиля, к которому подаются все составные части. Такая организация сборки требует продолжительного времени и сборщиков высокой квалификации.
Поточная сборка осуществляется при принудительном передвижении собираемого автомобиля. Автомобиль перемещается конвейером, на котором производится процесс сборки. Движение конвейера (непрерывное или периодическое) принимается в зависимости от размера производственной программы, такта выпуска, сложности сборочных операций и других технологических факторов. Отрезок времени между выходом со сборки двух готовых автомобилей называется тактом сборки.
Характерными для поточной сборки автомобиля являются следующие признаки:
за рабочим местом закреплена определенная сборочная операция;
собранный на предыдущем рабочем месте автомобиль передается на следующую операцию немедленно по окончании предыдущей;
на всех рабочих местах сборочной линии работа синхронизирована и производится по выбранному такту;
Процесс сборки автомобиля начинается, как правило, с установки рамы автомобиля на подставки при сборке на универсальных рабочих местах или на подвижные тележки при поточной сборке. Затем на базовую сборочную единицу (раму) устанавливают в строгой технологической последовательности все основные узлы и агрегаты: передний и задний мосты, карданную передачу, рулевое управление, двигатель в сборе с коробкой передач, радиатор, кабину, колеса и остальные узлы, механизмы и детали. В процессе сборки выполняются необходимые регулировочные работы.
При сборке необходимо обращать внимание на строгое центрирование агрегатов относительно друг друга, так как несоблюдение этого условия приводит к чрезмерному износу отдельных агрегатов и их преждевременному выходу из строя в процессе эксплуатации.
Сборка машин. Способы организации сборки
Общую сборку автомобилей выполняют либо на потоке в случае специализированных предприятий со существенным объемом производства, либо на универсальных рабочих местах при небольшом объеме производства и многономенклатурной производственной программе. Как и сборка нового автомобиля, на ремонтном предприятии общая сборка должна производиться в той же последовательности и с той же тщательностью.
На универсальных рабочих местах сборка характеризуется неподвижностью собираемого автомобиля, к которому подаются все составные части. Такая организация сборки требует сборщиков высокой квалификации и значительных затрат времени.
Поточная сборка производится при принудительном передвижении собираемого автомобиля. Процесс сборки осуществляется на конвейере, по которому движется автомобиль. Движение конвейера (непрерывное или периодическое) определяется в зависимости от размера производственной программы, такта выпуска, сложности сборочных операций и других технологических факторов. Отрезок времени между выходом со сборки двух готовых автомобилей называется тактом сборки.
Характерными для поточной сборки являются следующие признаки:
- за рабочим местом закреплена конкретная сборочная операция;
- на всех рабочих местах сборочной линии работа синхронизирована и осуществляется по выбранному такту;
- собранный на предыдущем рабочем месте автомобиль подается на следующую операцию немедленно, как только окончена предыдущая;
- сборка механизирована.
При сборке на универсальных рабочих местах процесс сборки начинается, как правило, с установки рамы автомобиля на подставки или на подвижные тележки при поточной сборке. В строгой технологической последовательности на базовую сборочную единицу (раму) устанавливают все основные узлы и агрегаты: передний и задний мосты, карданную передачу, рулевое управление, двигатель в сборе с коробкой передач, радиатор, кабину, колеса и остальные узлы, механизмы и детали. Необходимые регулировочные работы выполняют в процессе сборки.
В процессе эксплуатации несоблюдение условия центрирования приводит к чрезмерному износу отдельных агрегатов и их преждевременному выходу из строя. Поэтому при сборке необходимо обращать внимание на данный фактор — строгое центрирование агрегатов относительно друг друга.
Сборка узлов, агрегатов и автомобиля
Сборка узлов
При подготовке узла или агрегата к сборке подбирают нужное количество деталей, а также сопряженных деталей по размерам и другим требованиям технических условий. Для примера рассмотрим подбор деталей кривошипно-шатунного механизма двигателя.
Высокой точности сопряжения деталей (цилиндр — поршень, поршень — поршневой палец — шатун) достигают не только за счет высокой точности при изготовлении и ремонте, но и за счет правильного их комплектования. Качество подбора определяют по зазору между поршнем и цилиндром, протягивая между ними щуп шириной 13 мм и длиной 200 мм и контролируя возникающую при этом силу.
Щуп вводят в цилиндр со стороны, противоположной разрезу поршня. Поршень вставляют в цилиндр без колец.
Кроме подбора по размеру, поршни надо подбирать и по массе. Частота вращения коленчатого вала значительна, поэтому разница в массе поршней одного комплекта более 4 — 6 г в результате инерции будет вызывать дополнительные нагрузки на шатун, коленчатый вал, подшипники.
Поршневые пальцы подбирают к поршням по диаметру отверстий бобышек. Палец должен туго входить в отверстие бобышки поршня, нагретого в масле до 65 — 70 °С. Для облегчения подбора поршневые пальцы сортируют по диаметру на группы и маркируют. Так же маркируют поршни по диаметру отверстий бобышек.
Проверка щупом зазора в замке кольца
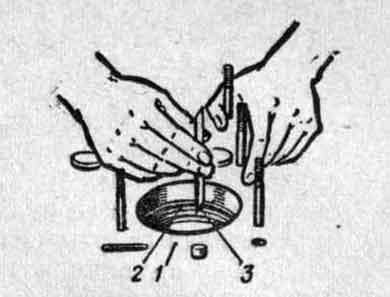
Проверка щупом зазора в замке кольца:
1 — блок цилиндров;
2 — поршневое кольцо;
3 — щуп.
Тщательно надо подбирать поршневые кольца по канавкам поршней и цилиндру. Зазор по высоте между поршневым кольцом и канавкой (0,035 — 0,080 мм) определяют щупом, перекатывая кольцо по канавке. В замке кольца, вставленного в цилиндр, зазор должен быть 0,20 — 0,45 мм.
Определение радиального зазора
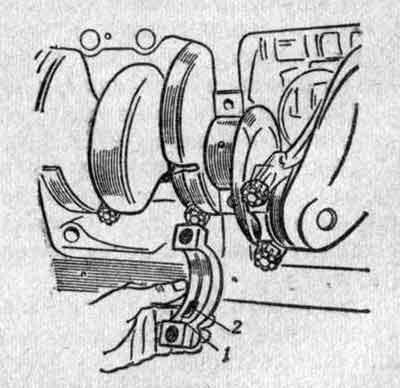
Определение радиального зазора в коренных подшипниках:
1 — крышка подшипника;
2 — латунная пластинка.
При комплектовании двигателя к сборке затруднителен подбор вкладышей подшипников по опорным шейкам коленчатого вала. Подбирают их, определяя зазор между шейкой вала и вкладышем при помощи латунной пластинки 2 размером 0,07 X 12 X 25 мм.
Ее смазывают маслом, помещают на вкладыш крышки 1 и затягивают болты подшипника. Зазор нормальный, если вал с пластинкой 2 поворачивается с некоторой силой, а без пластинки — свободно.
«Автомобиль», под. ред. И.П.Плеханова
Собирают агрегаты автомобиля, учитывая его конструкцию и соблюдая общие правила выполнения сборочных работ, описанных в главе Разборочно-сборочные работы. В качестве примера ниже описана сборка двигателя ГАЗ-51. Вначале собирают поршни с шатунами. Для этого соединяют поршень и шатун поршневым пальцем и ставят стопорные кольца в канавки бобышек поршня. Поршневой палец под давлением пальца руки должен свободно…
Сборку автомобиля из агрегатов, узлов и деталей выполняют на одиночных постах или на поточной линии. Технологическим процессом поточной сборки обычно предусмотрена организация семи постов. На каждом посту выполняют определенный объем сборочных работ. На первом посту на перевернутую раму устанавливают рессоры, кронштейны запасного колеса, топливного бака, подножек, аккумуляторных батарей. На втором посту на раме монтируют передний…
- Организация технического обслуживания
§76. Способы и технологический процесс сборки автомобиля
Автомобили собирают двумя способами: тупиковым и поточным.
Тупиковый способ сборки обычно применяют на предприятиях с небольшой программой ремонтных работ, поточный же способ — на специальных ремонтных предприятиях. Характеристика каждого способа рассматривалась ранее при разборке автомобиля. Применяют различные инструменты, позволяющие механизировать процесс сборки.
Технологический процесс сборки разных моделей автомобилей определяется их конструкцией, но общая последовательность сборки примерно одинакова.
Рассмотрим в укрупненном виде технологический процесс сборки грузового автомобиля ЗИЛ-130.
Сборка заключается в установке на раму автомобиля в определенной последовательности собранных, испытанных и окрашенных узлов и агрегатов. Раму располагают так, чтобы горизонтальные нижние полки продольных балок находились в верхнем положении. Устанавливают и закрепляют обоймы и дополнительные буфера передних и задних рессор, тягу соединения двигателя с рамой в сборе с чашками и буферами.
Затем устанавливают передний — и задний мосты в сборе с рессорами так, чтобы совместились отверстия передних ушек рессор и кронштейнов, вставляют и закрепляют пальцы. Задние концы рессор устанавливают накладками на сухари кронштейнов, вставляют втулки, совмещают отверстия вкладышей, втулок, устанавливают стяжные болты, пружинные шайбы и закрепляют гайки.
Следующей операцией является установка и закрепление амортизаторов передней подвески. В гнездо кронштейнов задней опоры двигателя вставляют опорные подушки.
Устанавливают и закрепляют воздушные баллоны, тормозной кран, пневматические трубопроводы, соединяя их с тормозным краном, воздушными баллонами и тормозными камерами передних и задних колес.
Размещают и закрепляют карданную передачу (основной и промежуточный карданные валы), закрепляют на раме брызговики двигателя, глушитель, амортизатор глушителя и приемные трубы глушителя. Краном поднимают шасси и переворачивают, опуская на деревянные подкладки под передний и задний мосты. Устанавливают буксирный прибор в сборе, соединяют с трубопроводами гибкие шланги тормозных камер передних и задних колес. На поперечину рамы устанавливают и закрепляют разобщительный кран, соединив его с тормозным краном.
На раме устанавливают и закрепляют кронштейн вала педали сцепления, надевают рычаг и закрепляют его болтом, подложив под головку болта пружинную шайбу. На вал педали надевают рычаг управления тормозным краном и устанавливают его в отверстие кронштейна. На наружный конец вала надевают педаль привода сцепления, предварительно вставив шпонку, и закрепляют болтом.
Устанавливают и закрепляют рулевой механизм с гидроусилителем, соединяют передний мост с рулевым механизмом продольной рулевой тягой, вставив в отверстие поворотного рычага и сошки вала рулевого механизма шаровые пальцы, и закрепляют их гайками. На передние концы продольных балок рамы устанавливают и закрепляют передний буфер, усилители и буксирные крюки, брызговики .облицовки радиатора.
Затем прокладывают пучки проводов, закрепляют их скобами, а соединительную трех- клеммную панель крепят к четвертой поперечине рамы. Аккумуляторную батарею устанавливают в гнездо, присоединяя соответствующие провода.
Устанавливают, закрепляют на раме двигатель в сборе со сцеплением и коробкой передач. К выпускному трубопроводу прикрепляют приемные трубы глушителя. Устанавливают и закрепляют первую трубку от крестовины тормозного крана к клапану регулятора давления и трубку от компрессора к первому воздушному баллону. Колено подводящего патрубка радиатора соединяют со шлангами и сливным краником, а затем устанавливают и соединяют хомутами с патрубком водяного насоса. Тягу от промежуточного рычага тормозного крана закрепляют с рычагом привода ручного тормоза, отрегулировав длину тяги и обеспечив зазор, равный 1,0 мм, между пальцем и скобой тяги. Рычаг педали сцепления соединяют с рычагом вилки включения сцепления, отрегулировав свободный ход педали — 35—50 мм.
На переднем кронштейне топливного бака устанавливают и закрепляют фильтр-отстойник. Устанавливают в кронштейны и закрепляют топливный бак, фильтр-отстойник и топливный насос.
Отвернув пробки наливных отверстий, заливают трансмиссионное автомобильное масло в картеры заднего моста и коробки передач. Через пресс-масленки смазывают узлы головой, рулевых тяг, подшипник вилки выключения сцепления, оси педали сцепления, стебля крюка буксирного прибора, шкворней поворотных цапф, пальцев передней и задней подвески, валов разжимных кулаков.
Устанавливают и закрепляют на передней поперечине рамы радиатор в сборе с рамкой подвески, кожухом вентилятора, жалюзи, масляным радиатором. При помощи хомутов соединяют шланги патрубка водяной рубашки и колена подводящего патрубка с патрубками радиатора. Также шлангами с трубками соединяют патрубки масляного радиатора с масляным картером двигателя и нижней секцией масляного насоса. Шлангами низкого и высокого давления соединяют бачок и корпус насоса с гидроусилителем рулевого механизма.
Затем устанавливают и закрепляют кабину в сборе с арматурой, электрооборудованием, отопителем, облицовкой радиатора, крыльями, подножками, капотом и колонкой рулевого управления. На рычаг переключения передач навертывают рукоятку, соединяют верхнюю и нижнюю части педали сцепления. Соединяют трубки пневматической системы с регулятором давления и воздушным манометром.
Далее соединяют провода с соответствующими узлами и датчиками автомобиля.
К полу кабины закрепляют передний и задний коврики. К ступицам крепят передние и задние колеса. Устанавливают подушки и спинки сидений пассажира и водителя.
Затем отсоединяют продольную рулевую тягу от рулевого механизма и заправляют маслом систему гидроусилителя, предварительно повернув рулевое колесо в крайнее левое положение. Масло доливают до тех пор, пока при вращении рулевого колеса от одного крайнего положения до другого не будет залить не менее 2,5 л. Затем включают двигатель и на режиме холостого хода доливают масло до уровня метки, вращая рулевое колесо от одного крайнего положения до другого и удерживая его в этих положениях в течение 2—3 с с усилием 10 кгс. Заливку масла заканчивают при прекращении выхода пузырьков воздуха из системы через масло в бачке насоса гидроусилителя. После заправки маслом закрепляют крышку бачка насоса, устанавливают сошку на валу рулевого механизма, предварительно совместив их метки.
Далее готовят собранный автомобиль к испытанию. Перед испытанием автомобиль подвергается внешнему осмотру. При осмотре проверяется комплектность, качество сборки, исправное действие и правильность регулировки отдельных механизмов и приборов, а также готовность к испытательному пробегу.
Проверяют состояние дверей. Они должны легко открываться, плотно закрываться и не иметь перекосов. Стекла дверей должны плавно опускаться и подниматься подъемными механизмами. Проверяют качество сборки капота двигателя. Он должен плотно закрываться, легко подниматься, опускаться и удерживаться в поднятом положении.
Обращают внимание на монтаж передних колес, которые не должны иметь ощутимого люфта при боковом качании. Проверяют работу приборов освещения и сигнализации, а также надежность крепления всех резьбовых соединений. Затем автомобиль полностью заправляют (водой, топливом, маслом), проверяют правильность подсоединения проводов зажигания и регулируют фары. Заправку осуществляют в соответствии с заводской инструкцией







