- Как ремонтировать автомобиль
- Технология сборки агрегатов
- Виды соединений и технология сборки агрегатов.
- Сборка резьбовых соединений. При сборке резьбовых соединений должны быть обеспечены:
- Сборка прессовых соединений.
- Последовательность затяжки гаек (болтов) крепления головки цилиндров.
- ТЕМА: «Сборка и испытание агрегатов»
- Сборка узлов, агрегатов и автомобиля
- Сборка узлов
Как ремонтировать автомобиль
Технология сборки агрегатов
Виды соединений и технология сборки агрегатов.
При сборке выделяют следующие группы и виды соединений: по сохранению целостности при разборке — разъемные и неразъемные; по возможности относительного перемещения составных частей — подвижные и неподвижные; по методу образования — резьбовые, прессовые, шлицевые, шпоночные, сварные, клепаные, комбинированные и др.; по форме сопрягаемых поверхностей — цилиндрические, плоские, конические, винтовые, профильные и др. Соединения, содержащие в себе несколько признаков, обозначаются соответствующим сочетанием терминов, например неподвижные разъемные резьбовые соединения, подвижные неразъемные профильные соединения. Наиболее распространенными соединениями в конструкции автомобилей являются: разъемные подвижные (поршень — цилиндр, вал — подшипник скольжения, плунжер — гильза); зубчатые и шлицевые; разъемные неподвижные (резьбовые, прессовые и шпоночные); неразъемные неподвижные (сварные, паяные, клепаные, клееные); неразъемные подвижные — радиальные шариковые подшипники качения.
Сборка резьбовых соединений. При сборке резьбовых соединений должны быть обеспечены:
соосность осей болтов, шпилек, винтов с резьбовыми отверстиями и необходимая плотность посадки в резьбе;
отсутствие перекосов торца гайки или головки болта относительно поверхности сопрягаемой детали, так как перекос является основной причиной обрыва винтов и шпилек;
соблюдение очередности и постоянство усилий затяжки крепежных деталей в групповых резьбовых соединениях.
Последнее означает, что затяжка гаек (болтов) производится в определенной последовательности. Их затягивают крест-накрест в несколько приемов — сначала неполным моментом, а затем окончательным, указанным в нормативно-технической документации. Контроль момента затяжки резьбовых соединений осуществляют динамометрическими ключами по степени изгиба или кручения стержня ключа либо с помощью предельных муфт, встраиваемых в резьбозавертывающие машины (установки).
Сборка прессовых соединений.
Качество сборки прессовых соединений формируется под воздействием следующих факторов: значения натяга, материала сопрягаемых деталей, геометрических размеров, формы и шероховатости поверхностей, соосности деталей и прилагаемого усилия запрессовывания, наличия смазки и др. Применение смазочного материала уменьшает требуемое усилие запрессовки и предохраняет сопрягаемые поверхности от задиров. Качество сборки прессовых соединений определяется также точностью центрирования сопрягаемых деталей (с помощью приспособлений и оправок).
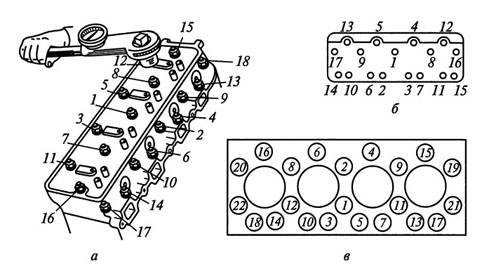
Последовательность затяжки гаек (болтов) крепления головки цилиндров.
Повышение прочности неподвижных соединений с натягом в 1,5. 2,5 раза обеспечивается применением сборки с термовоздействием — нагревом охватывающей и (или) охлаждением охватываемой детали. При этом образуется необходимый сборочный зазор и не требуется приложение осевой силы. Нагрев деталей осуществляется в масляных ваннах, электропечах, индукционных установках и др. Для охлаждения деталей применяют жидкий азот, сухой лед (твердую углекислоту) в смеси с ацетоном, бензином или спиртом.
ТЕМА: «Сборка и испытание агрегатов»




![]()
![]()
1. Способы сборки. Сборка типовых соединений и передач.
2.Сборка агрегатов, технологический процесс сборки. (отработать самостоятельно, (1), с.74-79).
3. Приработка и испытание агрегатов.
1. Сборку агрегатов автомобилей осуществляют из предварительно собранных отрегулированных и испытанных узлов с выполнением в полном объеме необходимых регулировочных и контрольных операций приработки, обкатки и испытаний. Сборочный процесс составляет 20…40% общей трудоемкости ремонта автомобиля и является завершающей стадией сборки автомобиля.
Сборку подразделяют на узловую и общую.
Под узловой понимают последовательную сборку подгрупп и групп, а под общей – сборку готовых изделий.
Технологический процесс сборки складывается из ряда операций, заключающихся в соединении деталей в узлы, а узлов в агрегаты и автомобиль, отвечающий требованиям чертежей и ТУ.
При сборке применяются соединения: резьбовые, прессовые, шлицевые, шпоночные и другие, а из передач – зубчатые.
Сборка резьбовых соединений- 25-30% соединений деталей, при резьбовых соединениях должно быть обеспечено:
соосность осей болтов, шпилек, винтов и резьбовых отверстий и необходимая плотность посадки в резьбе;
отсутствие перекосов торца гайки или головки болта относительно поверхности сопрягаемой детали, т.к. перекос является основной причиной обрыва винтов и шпилек;
соблюдение очередности и постоянство усилий затяжки группы гаек (головка цилиндров и др.).
 где: Р – сила затяжки, Н; d – Ø номинальный резьбы, М.
где: Р – сила затяжки, Н; d – Ø номинальный резьбы, М.
Сборка прессовых соединений, качество сборки формируется под воздействием следующих факторов:
· материала сопрягаемых деталей;
· формы и шероховатости поверхностей;
· наличия смазки и др.
Используются универсальные г/прессы, при сборке с натягом необходимо знать величину усилия запрессовки, т.к. от него подбирается необходимое оборудование.
Сборка зубчатых передач, зубчатые колеса насаживают на посадочные поверхности валов с небольшим зазором или натягом, вручную или при помощи специальных приспособлений.
Процесс сборки зубчатых передач заключается в установке и закреплении их на валу, проверке и регулировке этих передач.
Для правильного зацепления зубчатых цилиндрических колес необходимо, чтобы оси валов лежали в одной плоскости и были параллельны. Их выверка производится регулированием положения гнезд под подшипники в корпусе. После установки зубчатые колеса проверяют по зазору, зацеплению и контакту.
На вновь собираемых зубчатых передачах допускаются следующие величины зазоров:
боковой зазор  ,
,
где: b = 0,02…0,1 – коэффициент, принимается в зависимости
от окружной скорости и типа передач;
радиальный зазор .  .
.
Качество сборки конических передач определяется правильностью пересечения осей валов передачи, точностью углов между осями колес и величинами бокового и радиального зазора.
Отклонения δ для осей конических зубчатых колес устанавливаются в зависимости от величины модуля:  .
.
Зазоры в передачах с конических зубчатых колесами регулируют перемещением парных колес вдоль вала.
 Червячные передачи требуют более точного изготовления и сборки, их работа зависит от наличия и величины бокового зазора между нитками червяка и зубьями колеса и опр.
Червячные передачи требуют более точного изготовления и сборки, их работа зависит от наличия и величины бокового зазора между нитками червяка и зубьями колеса и опр.
mТ – торцевой модуль передачи.
Сборка шлицевого соединения, центрование детали может производится по наружному диаметру выступов вала или по внутреннему диаметру впадин вала и боковым сторонам шлицев. (в основном в автомобиле применяется первый тип) и может быть третий вид – это центрование детали только по боковым сторонам, применяется в том случае, если на валу более 10 шлицев.
После сборки шлицевого соединений нужно проверить детали (шестерни) на биение. Проверку выполняют на проверочной плите, устанавливая вал в центра или на призмы. Проверка на биение производится с помощью индикатора.

При подвижной посадке шестерня должна свободно перемещаться по валу без заедания и в то же время не качаться.
Сборка конусных соединений, особое внимание обращается на прилегание конусных поверхностей, их развертывают или притирают с помощью паст, проверяют по цвету или краской. Чтобы работало правильно, оно должно иметь натяг, если нет натяга – оно быстро разрабатывается.
Сборка шпоночных соединений (призматические – обыкновенные, сегментные шпонки), особое внимание подгонке шпонок по торцам и зазору по наружной стороне шпонки (т.к. через торцы шпонок обычно передаются Мкр от одной детали к другой и они должны быть очень точно пригнаны).
Сборка деталей машин с подшипниками качения, при запрессовке размер его колец изменяется: внутреннее увеличивается, наружное – уменьшается, это вызывает уменьшение зазора между рабочими поверхностями колец и шариков.
Внутреннее кольцо, сопряженное с цапфой вала, должно иметь посадку с натягом, а наружное – с небольшим зазором так, чтобы кольцо имело возможность во время работы незначительно проворачиваться.
Широкое распространение в авторемонтном производстве находят сварные, паяные и заклепочные соединения, применяются в основном, когда необходимо упростить сборку, особенно в тех случаях, когда затруднен доступ к одной из соединяемых деталей.
3. Приработка и испытание является завершающей операцией в технологическом процессе ремонта агрегатов, основными задачами являются:
· подготовка агрегата к восприятию эксплуатационных нагрузок;
· выявление возможных дефектов, связанных с качеством восстановления деталей и сборки агрегатов;
· проверка характеристик агрегатов в соответствии с требованиями ТУ или другой нормативной документации.
Под приработкой понимается совокупность мероприятий направленных на изменение состояния сопряженных поверхностей трения с целью повышения их износостойкости.
В процессе приработки изменяются микрогеометрия и микротвердость поверхностей трения, сглаживаются отклонения от правильной геометрической формы.
Установлено, что в первый период приработки происходит интенсивное выравнивание шероховатостей, объясняющее интенсивное изнашивание и резкое падение потерь на трение.
Процесс снятия микронеровностей обычно продолжается десятки минут, а микрогеометрическая приработка заканчивается через 30…40 часов (при этом двигатель должен быть собран по ТУ).
Для определения условий работы детали существует некоторая оптимальная шероховатость, при которой интенсивность изнашивания имеет наименьшее значение. Отклонение состояния поверхности от оптимального как в сторону меньшей, так и в сторону большей шероховатости ведет к увеличению интенсивности изнашивания. При одинаковых условиях изнашивания (трущиеся материалы, режим работы, смазка), после приработки устанавливается примерно одинаковая, с точки зрения износа, шероховатость, не зависящая от первоначальной, полученной при механической обработке.
Приработка и испытание двигателей включают следующие стадии:
· холодная приработка, когда коленчатый вал двигателя принудительно приводится во вращение от постоянного источника энергии;
·  горячая приработка без нагрузки; при работающем
горячая приработка без нагрузки; при работающем
· горячая приработка под нагрузкой двигателе.
Завершают приработку снятием контрольной точки характеристики двигателя по эффективной мощности на тормозном стенде. При этом в процессе испытания на стенде выявляются дефекты двигателя, подлежащие устранению – это есть завершающий этап КР двигателя.
Полная приработка двигателя так же, как и остальных агрегатов, состоит из двух этапов: макро- и микрогеометрических приработок. В целях сокращения времени приработки двигателей рекомендуется в моторные масла вводить присадки на основе моноолеата меди.
Режим приработки и испытания двигателей обуславливают следующие требования к оборудованию испытательных станций:
· испытательные стенды должны иметь приводные и нагрузочные устройства;
· испытательные стенды должны быть оснащены измерительными устройствами и приборами для определения величины тормозного момента, частоты вращения коленвала, аппаратурой для соблюдения режимов смазки и охлаждения двигателей;
· стенд должен быть автоматизирован, чтобы плавно повышать частоту вращения коленвала и нагрузки.
 |
Испытание коробки передач, отработать самостоятельно
Испытание заднего моста, с записью в конспект (1), с.80…81
и их приработка.
Стадии приработки и испытания двигателя ЗиЛ–130
Холодная приработка: 1. 400 – 600 -1 → 15 мин.
2. 800 – 1000 -1 → 20 мин.
Горячая без нагрузки: 1. 1000 – 1200 -1 → 20 мин.
2. 1500 – 2000 -1 → 15 мин.
Горячая с нагрузкой: 1. 1600 – 2200 -1 → 25 мин. → 11–15 КВт.
2. 2500 – 2800 -1 → 25 мин. → 29–44 кВт.
Двигатель КамАЗ–740 — холодную обкатку проводят в 5-ть этапов, в целом 100 мин.
Сборка узлов, агрегатов и автомобиля
Сборка узлов
При подготовке узла или агрегата к сборке подбирают нужное количество деталей, а также сопряженных деталей по размерам и другим требованиям технических условий. Для примера рассмотрим подбор деталей кривошипно-шатунного механизма двигателя.
Высокой точности сопряжения деталей (цилиндр — поршень, поршень — поршневой палец — шатун) достигают не только за счет высокой точности при изготовлении и ремонте, но и за счет правильного их комплектования. Качество подбора определяют по зазору между поршнем и цилиндром, протягивая между ними щуп шириной 13 мм и длиной 200 мм и контролируя возникающую при этом силу.
Щуп вводят в цилиндр со стороны, противоположной разрезу поршня. Поршень вставляют в цилиндр без колец.
Кроме подбора по размеру, поршни надо подбирать и по массе. Частота вращения коленчатого вала значительна, поэтому разница в массе поршней одного комплекта более 4 — 6 г в результате инерции будет вызывать дополнительные нагрузки на шатун, коленчатый вал, подшипники.
Поршневые пальцы подбирают к поршням по диаметру отверстий бобышек. Палец должен туго входить в отверстие бобышки поршня, нагретого в масле до 65 — 70 °С. Для облегчения подбора поршневые пальцы сортируют по диаметру на группы и маркируют. Так же маркируют поршни по диаметру отверстий бобышек.
Проверка щупом зазора в замке кольца
Проверка щупом зазора в замке кольца:
1 — блок цилиндров;
2 — поршневое кольцо;
3 — щуп.
Тщательно надо подбирать поршневые кольца по канавкам поршней и цилиндру. Зазор по высоте между поршневым кольцом и канавкой (0,035 — 0,080 мм) определяют щупом, перекатывая кольцо по канавке. В замке кольца, вставленного в цилиндр, зазор должен быть 0,20 — 0,45 мм.
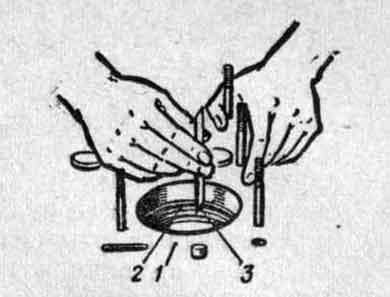
Определение радиального зазора
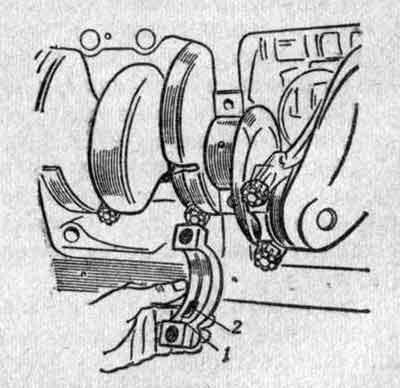
Определение радиального зазора в коренных подшипниках:
1 — крышка подшипника;
2 — латунная пластинка.
При комплектовании двигателя к сборке затруднителен подбор вкладышей подшипников по опорным шейкам коленчатого вала. Подбирают их, определяя зазор между шейкой вала и вкладышем при помощи латунной пластинки 2 размером 0,07 X 12 X 25 мм.
Ее смазывают маслом, помещают на вкладыш крышки 1 и затягивают болты подшипника. Зазор нормальный, если вал с пластинкой 2 поворачивается с некоторой силой, а без пластинки — свободно.
«Автомобиль», под. ред. И.П.Плеханова
Собирают агрегаты автомобиля, учитывая его конструкцию и соблюдая общие правила выполнения сборочных работ, описанных в главе Разборочно-сборочные работы. В качестве примера ниже описана сборка двигателя ГАЗ-51. Вначале собирают поршни с шатунами. Для этого соединяют поршень и шатун поршневым пальцем и ставят стопорные кольца в канавки бобышек поршня. Поршневой палец под давлением пальца руки должен свободно…
Сборку автомобиля из агрегатов, узлов и деталей выполняют на одиночных постах или на поточной линии. Технологическим процессом поточной сборки обычно предусмотрена организация семи постов. На каждом посту выполняют определенный объем сборочных работ. На первом посту на перевернутую раму устанавливают рессоры, кронштейны запасного колеса, топливного бака, подножек, аккумуляторных батарей. На втором посту на раме монтируют передний…







