- Регулятор скорости подачи проволоки сварочного полуавтомата
- Схемы управления сварочным полуавтоматом
- Изготовление
- Изготовление магнитопровода
- Приспособление для размотки намотки
- Намотка первичной и вторичной обмоток
- Изготовление механизма протяжки
- Сварочный рукав
- Намотка дросселя
- Плата управления и схема
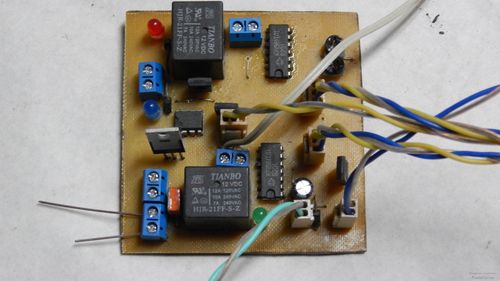
- Плата управления
- Изготовление корпуса
- Что потребуется для переделки инвертора в полуавтомат
- Как переделать инверторный трансформатор
- Настройка инвертора, используемого для полуавтоматической сварки
- Как использовать сварочный инвертор
- Как контролировать правильность работы оборудования
- В каких случаях используется сварочный полуавтомат
Регулятор скорости подачи проволоки сварочного полуавтомата
В продаже можно увидеть множество сварочных полуавтоматов отечественного и зарубежного производства используемые при ремонте кузовов автомобилей. При желании можно сэкономить на расходах, собрав сварочный полуавтомат в гаражных условиях.
В комплект сварочного аппарата входит корпус, в нижней части которого устанавливается силовой трансформатор однофазного или трёхфазного исполнения, выше располагается устройство протяжки сварочной проволоки.
В состав устройства входит электродвигатель постоянного тока с передаточным механизмом понижения оборотов, как правило здесь используется электродвигатель с редуктором от стеклоочистителя а/м УАЗ или «Жигули». Стальная проволока с медным покрытием с подающего барабана проходя через вращающиеся ролики поступает в шланг для подачи проволоки, на выходе проволока входит в контакт с заземлённым изделием, возникающая дуга сваривает металл. Для изоляции проволоки от кислорода воздуха сварка происходит в среде инертного газа. Для включения газа установлен электромагнитный клапан. При использовании прототипа заводского полуавтомата в них выявлены некоторые недостатки, препятствующие качественному проведению сварки: преждевременный выход от перегрузки из строя выходного транзистора схемы регулятора оборотов электродвигателя; отсутствие в бюджетной схеме автомата торможения двигателя по команде остановки — сварочный ток при отключении пропадает, а двигатель продолжает подавать проволоку некоторое время, это приводит к перерасходу проволоки, опасности травматизма, необходимости удаления лишней проволоки специальным инструментом.
В лаборатории «Автоматики и телемеханики» Иркутского областного Центра ДТТ разработана более современная схема регулятора подачи проволоки, принципиальное отличие которой от заводских — наличие схемы торможения и двукратный запас коммутационного транзистора по пусковому току с электронной защитой.
Характеристики устройства:
1. Напряжение питания 12-16 вольт.
2. Мощность электродвигателя — до 100 ватт.
3. Время торможения 0,2 сек.
4. Время пуска 0,6 сек.
5. Регулировка оборотов 80 %.
6. Ток пусковой до 20 ампер.
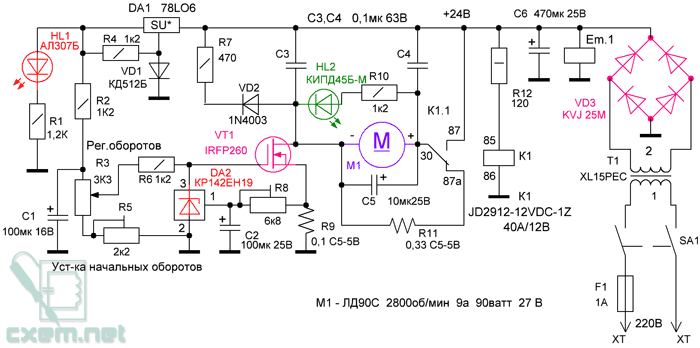
В состав принципиальной схемы регулятора подачи проволоки входит усилитель тока на мощном полевом транзисторе. Стабилизированная цепь установки оборотов позволяет поддерживать мощность в нагрузке независимо от напряжения питания электросети, защита от перегрузки снижает подгорание щёток электродвигателя при пуске или заедании в механизме подачи проволоки и выход из строя силового транзистора.
Схема торможения позволяет почти мгновенно остановить вращение двигателя.
Напряжение питания используется от силового или отдельного трансформатора с потребляемой мощностью не ниже максимальной мощности электродвигателя протяжки проволоки.
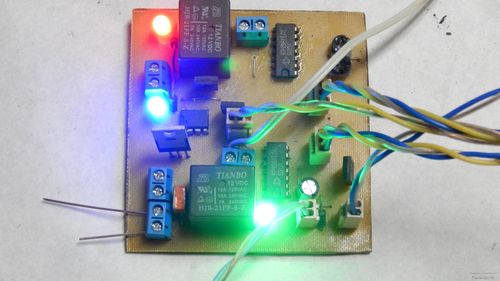
В схему введены светодиоды индикации напряжения питания и работы электродвигателя.
Напряжение с регулятора оборотов электродвигателя R3 через ограничительный резистор R6 поступает на затвор мощного полевого транзистора VT1. Питание регулятора оборотов выполнено от аналогового стабилизатора DA1, через токоограничительный резистор R2. Для устранения помех, возможных от поворота ползунка резистора R3, в схему введён конденсатор фильтра C1.
Светодиод HL1 указывает на включенное состояние схемы регулятора подачи сварочной проволоки.
Резистором R3 устанавливается скорость подачи сварочной проволоки в место дуговой сварки.
Подстроечный резистор R5 позволяет выбрать оптимальный вариант регулирования оборотов вращения двигателя в зависимости от его модификации мощности и напряжения источника питания.
Диод VD1 в цепи стабилизатора напряжения DA1 защищает микросхему от пробоя при неверной полярности питающего напряжения.
Полевой транзистор VT1 оснащён цепями защиты: в цепи истока установлен резистор R9, падение напряжения на котором используется для управления напряжением на затворе транзистора, с помощью компаратора DA2. При критическом токе в цепи истока напряжение через подстроечный резистор R8 поступает на управляющий электрод 1 компаратора DA2, цепь анод-катод микросхемы открывается и снижает напряжение на затворе транзистора VT1, обороты электродвигателя М1 автоматически снизятся.
Для устранения срабатывания защиты от импульсных токов, возникающих при искрении щёток электродвигателя, в схему введен конденсатор C2.
К стоковой цепи транзистора VT1 подключен электродвигатель подачи проволоки с цепями снижения искрения коллектора С3,С4, С5. Цепь состоящая из диода VD2 с нагрузочным резистором R7 устраняет импульсы обратного тока электродвигателя.
Двухцветный светодиод HL2 позволяет контролировать состояние электродвигателя, при зелёном свечении — вращение, при красном свечении — торможение.
Схема торможения выполнена на электромагнитном реле К1. Ёмкость конденсатора фильтра С6 выбрана небольшой величины — только для снижения вибраций якоря реле К1, большая величина будет создавать инерционность при торможении электродвигателя. Резистор R9 ограничивает ток через обмотку реле при повышенном напряжении источника питания.
Принцип действия сил торможения, без применения реверса вращения, заключается в нагрузке обратного тока электродвигателя при вращении по инерции, при отключении напряжения питания, на постоянный резистор R8. Режим рекуперации — передачи энергии обратно в сеть позволяет в короткое время остановить мотор. При полной остановке скорость и обратный ток установятся в ноль, это происходит почти мгновенно и зависит от значения резистора R11 и конденсатора C5. Второе назначение конденсатора С5 — устранение подгорания контактов К1.1 реле К1. После подачи сетевого напряжения на схему управления регулятора, реле К1 замкнёт цепь К1.1 питания электродвигателя, протяжка сварочной проволоки возобновится.
Источник питания состоит из сетевого трансформатора T1 напряжением 12-15 вольт и ток 8-12 ампер, диодный мост VD4 выбран на 2х-кратный ток. При наличии на сварочном трансформаторе полуавтомата вторичной обмотки соответствующего напряжения, питание выполняется от неё.
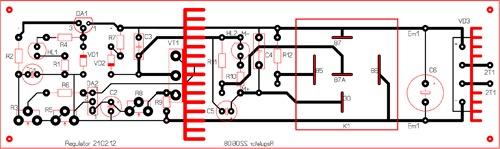
Схема регулятора подачи проволоки выполнена на печатной плате из одностороннего стеклотекстолита размером 136*40 мм, кроме трансформатора и мотора все детали установлены с рекомендациями по возможной замене. Полевой транзистор установлен на радиатор размерами 100*50 *20.
Полевой транзистор аналог IRFP250 с током 20-30 Ампер и напряжением выше 200 Вольт. Резисторы типа МЛТ 0,125, R9,R11,R12 — проволочные. Резистор R3,R5 установить типа СП-3 Б. Тип реле К1 указан на схеме или №711.3747-02 на ток 70 Ампер и напряжение 12 Вольт, габариты у них одинаковые и применяются в автомобилях «ВАЗ».
Компаратор DA2, при снижении стабилизации оборотов и защиты транзистора, из схемы можно удалить или заменить на стабилитрон КС156А. Диодный мост VD3 можно собрать на российских диодах типа Д243-246, без радиаторов.
Компаратор DA2 имеет полный аналог TL431 CLP иностранного производства.
Электромагнитный клапан подачи инертного газа Em.1 — штатный, на напряжение питания 12 вольт.
Наладку схемы регулятора подачи проволоки сварочного полуавтомата начинают с проверки питающего напряжения. Реле К1 при появлении напряжения должно срабатывать, обладая характерным пощелкиванием якоря.
Повышая регулятором оборотов R3 напряжение на затворе полевого транзистора VT1 проконтролировать, чтобы обороты начинали расти при минимальном положении движка резистора R3, если этого не происходит минимальные обороты откорректировать резистором R5 — предварительно движок резистора R3 установить в нижнее положение, при плавном увеличении номинала резистора К5, двигатель должен набрать минимальные обороты.
Защита от перегрузки устанавливается резистором R8 при принудительном торможении электродвигателя. При закрытии полевого транзистора компаратором DA2 при перегрузке светодиод HL2 потухнет. Резистор R12 при напряжении источника питания 12-13 Вольт из схемы можно исключить.
Схема опробована на разных типах электродвигателей, с близкой мощностью, время торможения в основном зависит от массы якоря, ввиду инерции массы. Нагрев транзистора и диодного моста не превышает 60 градусов Цельсия.

Печатная плата закрепляется внутри корпуса сварочного полуавтомата, ручка регулятора оборотов двигателя — R3 выводится на панель управления вместе с индикаторами : включения HL1 и двуцветного индикатора работы двигателя HL2. Питание на диодный мост подается с отдельной обмотки сварочного трансформатора напряжением 12-16 вольт. Клапан подачи инертного газа можно подключить к конденсатору C6, он также будет включаться после подачи сетевого напряжения. Питание силовых сетей и цепей электродвигателя выполнить многожильным проводом в виниловой изоляции сечением 2,5-4 мм.кв.
Схемы управления сварочным полуавтоматом

Рано или поздно, я думаю, все в жизни сталкивались с тем что нужно было что-то подварить, а для этого нужен сварочный аппарат. Многие скажут, зачем его делать – проще купить, но ведь приятнее сделать своими руками!
Всегда хотел иметь собственный сварочный аппарат, и даже думал его купить, но впереди была зима (больше времени), и я решил сделать его сам. Больше нужен был полуавтомат, но и дуговая сварка не помешает, поэтому решил делать 2в1 п-полуавтомат и дуговую от одного трансформатора.

Изготовление
Для дуговой сварки мне пришлось только домотать на трансформаторе нужное количество витков провода, чтобы трансформатор выдавал 45 вольт, и все.
Изготовление магнитопровода
А теперь начнем все по порядку. Сначала я занялся изготовлением магнитопровода, его я сделал из двух магнитопроводов от ЛАТРов.

Один отрезал до нужного размера.


Приспособление для размотки намотки
Оба размотал и с помощью нехитрого приспособления смотал их в один.








Затем магнитопровод я пропитываю эпоксидным клеем для того, чтобы трансформатор не гудел и не было короткого замыкания пластин.

После этого магнитопровод обматываем картоном.

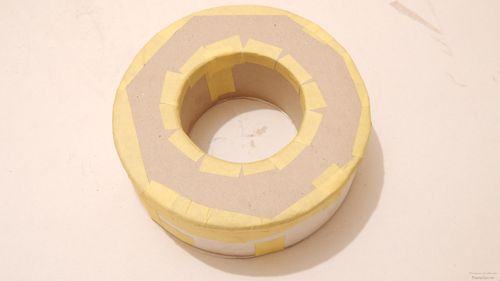
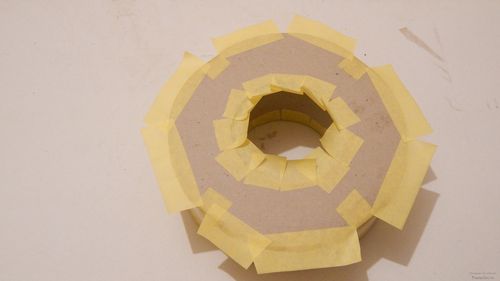
Затем все обмотал изолентой из Х/Б ткани и малярным скотчем.



Подробнее о сборке тороидального магнитопровода смотрите на видео ниже:
Намотка первичной и вторичной обмоток
Следующий этап – намотка первичной и вторичной обмотки. Я мотал по такой схеме исходя из моего сечения магнитопровода
(рассчитывается индивидуально для каждого трансформатора).
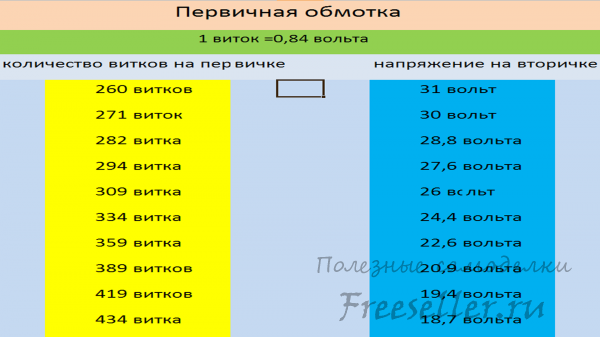
Первичная обмотка мотается медным проводом сечением от 2 мм2 (у меня он набран из нескольких жил). Для удобства намотки под магнитопровод сделал подставку, которая крепится к столу.
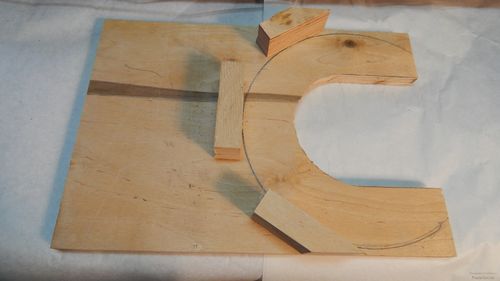
Провод наматываем на челнок – так намного проще мотать.

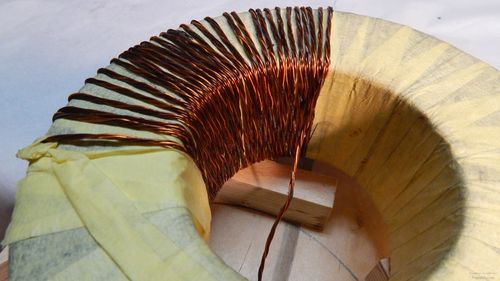
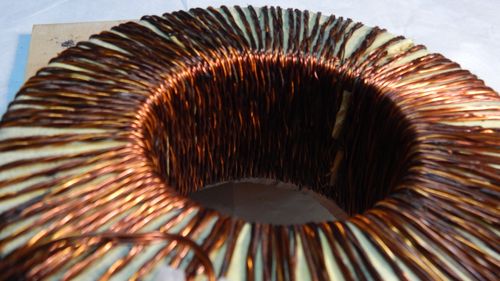
Каждый слой пропитываю лаком и мотаю сверху Х/Б тканью или изолентой.




Сечение провода на вторичной обмотке 16 мм2.





О результатах промежуточных испытаний также заснял видеоролик:
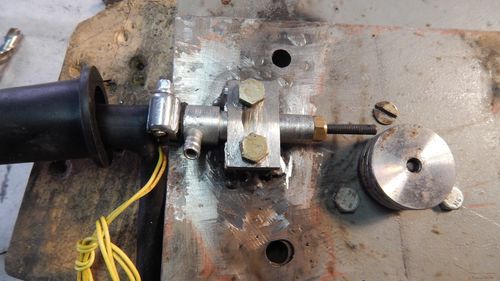
Изготовление механизма протяжки
Следующий этап – сделать механизм протяжки. В качестве мотора я использовал двигатель от стеклоочистителя автомобиля ВАЗ 2101.

Подающий ролик купил готовый, но его также можно выточить у токаря.



Для того, чтобы на ось двигателя было меньше нагрузки – поставил два подшипника, которые между собой соединяются и прижим к ролику регулируется винтом.










Сварочный рукав

Намотка дросселя
Дальше мотаем дроссель, который является неотъемлемой частью полуавтомата. Он служит для сглаживания импульсов тока, и без него полуавтомат не будет работать полноценно. Он намотан на трансформаторе ТС 250 от телевизора.




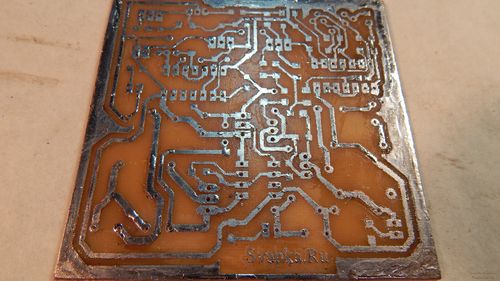
Плата управления и схема
Также одной из главных составных полуавтомата является плата управления-делал я ее по такой схеме.
Файл печатной платы (проект программы DipTrace), можно скачать с сайта Svapka.ru по ссылке: http://svapka.ru/down/svapka20smd.dip
Плата управления
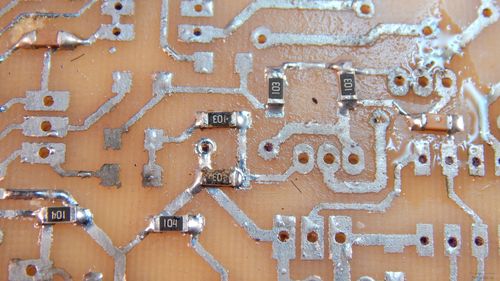

Есть также альтернативная схема регулировки оборотов двигателя.
Вместо клапана газа использовал клапан омывателя стекол ВАЗ 2108.

Силовые диоды на 200 ампер на радиаторах.


Провод для массы.

Переключатель напряжения первичной обмотки.



Тиристор Т-161-160 ампер.

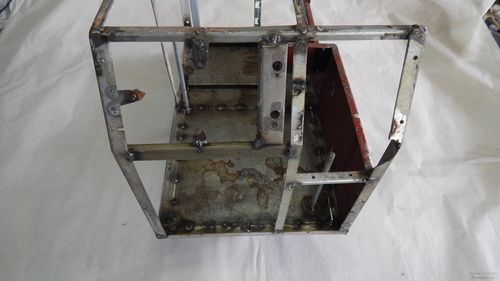
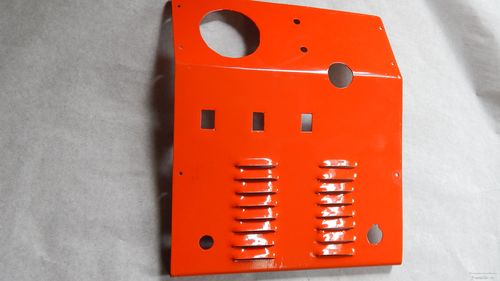
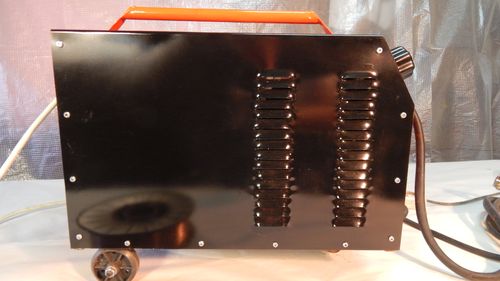
Изготовление корпуса
Ну и наконец, завершающий этап – изготовление корпуса, компоновка всех элементов и сборка согласна схемы.

























Ну и самое главное – как все это работает смотрим в финальном видео.
У кого возникнут вопросы – задавайте, всем отвечу.
Спасибо за внимание!
Сварочный полуавтомат – это функциональное устройство, которое можно приобрести готовым или сделать из инвертора своими руками. Следует отметить, что изготовление полуавтоматического аппарата из инверторного устройства – задача не из простых, но при желании ее можно решить. Тем, кто поставит перед собой такую цель, следует хорошо изучить принцип работы полуавтомата, посмотреть тематические фото и видео, подготовить все необходимое оборудование и комплектующие.
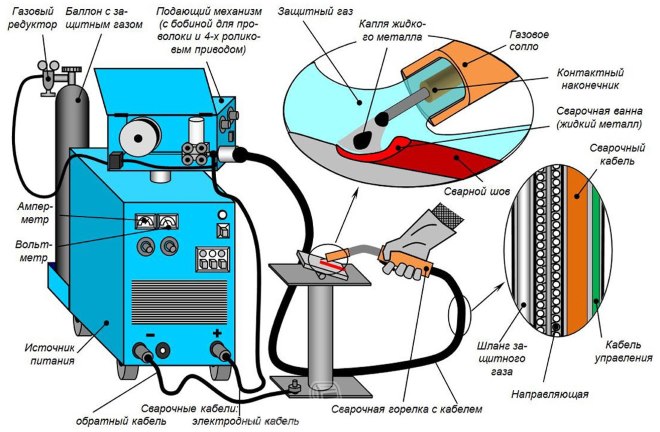
Схема полуавтоматической сварки в среде защитного газа
Что потребуется для переделки инвертора в полуавтомат
Чтобы переделать инвертор, изготовив из него функциональный сварочный полуавтомат, вы должны найти следующее оборудование и дополнительные комплектующие:
- инверторный аппарат, способный формировать сварочный ток силой 150 А;
- механизм, который будет отвечать за подачу сварочной проволоки;
- основной рабочий элемент – горелку;
- шланг, через который будет подаваться сварочная проволока;
- шланг для подачи защитного газа в зону выполнения сварки;
- катушку со сварочной проволокой (такую катушку необходимо будет подвергнуть некоторым переделкам);
- электронный блок, управляющий работой вашего самодельного полуавтомата.
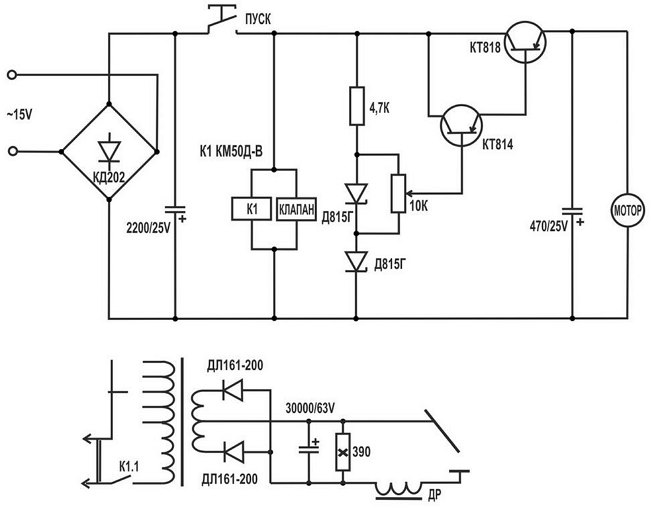
Электрическая схема самодельного полуавтомата
Отдельное внимание надо посвятить переделке подающего устройства, за счет которого в зону сварки подается сварочная проволока, передвигающаяся по гибкому шлангу. Чтобы сварной шов получался качественным, надежным и аккуратным, скорость подачи проволоки по гибкому шлангу должна соответствовать скорости ее расплавления.
Поскольку при сварке с использованием полуавтомата может применяться проволока из разных материалов и различного диаметра, скорость ее подачи должна регулироваться. Именно такую функцию – регулирование скорости подачи сварочной проволоки – как раз и должен выполнять подающий механизм полуавтомата.
Самыми распространенными диаметрами проволоки, применяемой при сварке полуавтоматом, являются 0,8; 1; 1,2 и 1,6 мм. Проволоку перед выполнением сварки наматывают на специальные катушки, которые являются приставками полуавтоматических аппаратов, закрепляемыми на них при помощи несложных конструктивных элементов. В процессе выполнения сварки проволока подается автоматически, что значительно сокращает время, затрачиваемое на такую технологическую операцию, упрощает ее и делает более эффективной.
Основным элементом электронной схемы блока управления полуавтомата является микроконтроллер, который отвечает за регулирование и стабилизацию сварочного тока. Именно от данного элемента электронной схемы сварочного полуавтомата зависят параметры рабочего тока и возможность их регулирования.
Как переделать инверторный трансформатор
Для того чтобы инвертор можно было использовать для самодельного полуавтомата, его трансформатор необходимо подвергнуть некоторым переделкам. Выполнить такую переделку своими руками несложно, надо только придерживаться определенных правил.
Чтобы привести характеристики инверторного трансформатора в соответствие с теми, которые необходимы для полуавтомата, следует обмотать его медной полосой, на которую нанесена обмотка из термобумаги. Нужно иметь в виду, что для этих целей нельзя использовать обычный толстый провод, который будет сильно нагреваться.
![]()
Переделанный трансформатор инвертора
Вторичную обмотку инверторного трансформатора также необходимо переделать. Для этого надо сделать следующее: намотать обмотку, состоящую из трех слоев жести, каждый из которых необходимо изолировать при помощи фторопластовой ленты; концы уже имеющейся обмотки и сделанной своими руками спаять между собой, что позволит повысить проводимость токов.
Конструктивная схема инвертора, используемого для его включения в сварочный полуавтомат, должна обязательно предусматривать наличие вентилятора, который необходим для эффективного охлаждения устройства.
Настройка инвертора, используемого для полуавтоматической сварки
Если вы решили сделать своими руками сварочный полуавтомат, используя для этого инвертор, необходимо предварительно обесточить данное оборудование. Чтобы такое устройство не перегревалось, следует разместить его выпрямители (входной и выходной) и силовые ключи на радиаторах.

Силовые диоды на дополнительных радиаторах
Кроме того, в той части корпуса инвертора, где располагается радиатор, нагревающийся сильнее, лучше всего смонтировать термодатчик, который будет отвечать за отключение аппарата в том случае, если он перегреется.
После того как все вышеперечисленные процедуры выполнены, можно соединить силовую часть устройства с его блоком управления и подключить его к электрической сети. Когда индикатор подключения к сети загорится, к выходам инвертора следует подключить осциллограф. С помощью этого прибора надо найти электрические импульсы частотой 40–50 кГц. Время между формированием таких импульсов должно составлять 1,5 мкс, что регулируется изменением величины напряжения, поступающего на вход устройства.
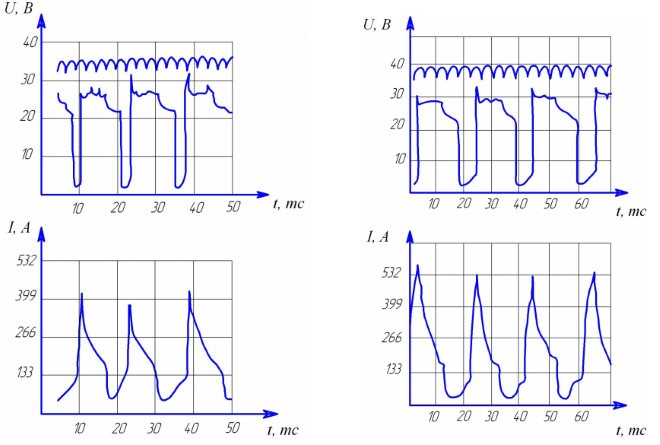
Осциллограмма сварочного напряжения и тока: слева на обратной полярности, справа – на прямой
Необходимо также проверить, чтобы импульсы, отражающиеся на экране осциллографа, имели прямоугольную форму, а их фронт составлял не более 500 нс. Если все проверяемые параметры соответствуют требуемым значениям, то можно подключать инвертор к электрической сети. Ток, поступающий от выхода полуавтомата, должен иметь силу не менее 120 А. Если величина силы тока меньше, это может означать то, что в провода оборудования подается напряжение, величина которого не превышает 100 В. При возникновении такой ситуации необходимо сделать следующее: протестировать оборудование путем изменения силы тока (при этом надо постоянно контролировать напряжение на конденсаторе). Кроме того, следует постоянно контролировать температуру внутри устройства.
После того как полуавтомат протестирован, необходимо проверить его под нагрузкой. Чтобы сделать такую проверку, к сварочным проводам подключают реостат, сопротивление которого составляет не меньше 0,5 Ом. Такой реостат должен выдерживать ток силой 60 А. Сила тока, который в такой ситуации поступает на сварочную горелку, контролируется при помощи амперметра. Если сила тока при использовании нагрузочного реостата не соответствует требуемым параметрам, то величину сопротивления данного устройства подбирают эмпирическим путем.
Как использовать сварочный инвертор
После запуска полуавтомата, который вы собрали своими руками, на индикаторе инвертора должно высветиться значение силы тока, равное 120 А. Если все сделать правильно, то так оно и произойдет. Однако на индикаторе инвертора могут высветиться восьмерки. Причиной этого чаще всего является недостаточное напряжение в сварочных проводах. Лучше сразу найти причину такой неисправности и оперативно устранить ее.
Если же все сделано правильно, то индикатор корректно покажет силу сварочного тока, регулируемого при помощи специальных кнопок. Интервал регулировки рабочего тока, который обеспечивают сварочные инверторы, находится в пределах 20–160 А.
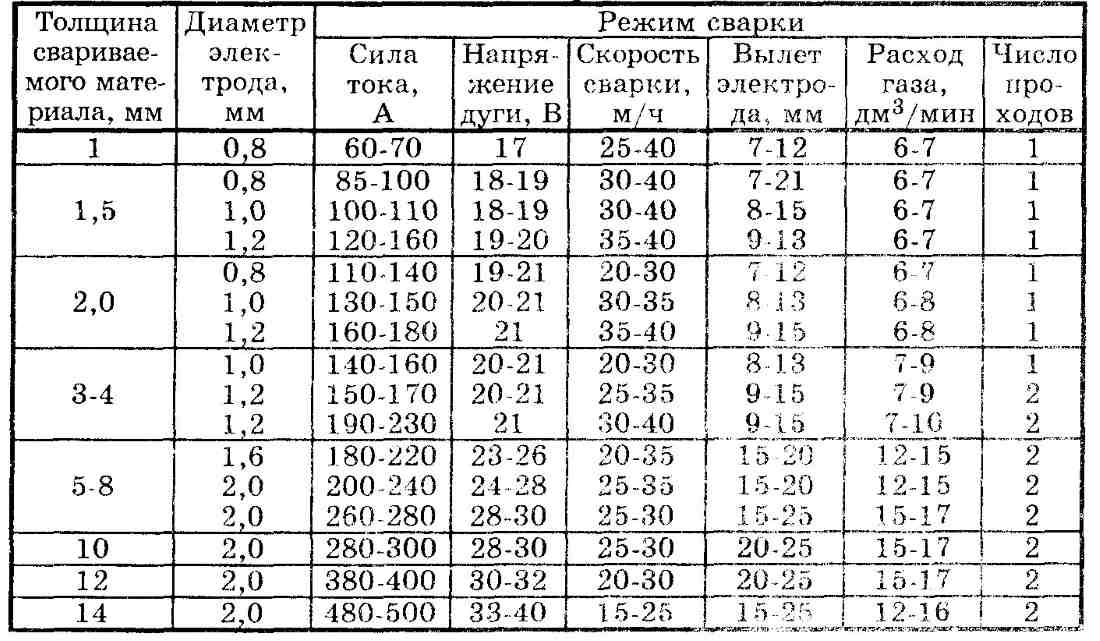
Ориентировочные режимы полуавтоматической сварки стыковых швов
Как контролировать правильность работы оборудования
Чтобы сварочный полуавтомат, который вы собрали своими руками, служил вам длительное время, лучше постоянно контролировать температурный режим работы инвертора. Для осуществления такого контроля необходимо нажать одновременно две кнопки, после чего температура самого горячего радиатора инвертора будет выводиться на индикатор. Нормальной рабочей температурой считается та, значение которой не превышает 75 градусов Цельсия.
Если данное значение будет превышено, то, кроме информации, выводимой на индикатор, инвертор начнет издавать прерывистый звуковой сигнал, на что следует сразу же обратить внимание. В этом случае (а также при поломке или замыкании термодатчика) электронная схема устройства автоматически снизит рабочий ток до значения 20А, а звуковой сигнал будет издаваться до тех пор, пока оборудование не придет в норму. Кроме того, о неисправности оборудования, сделанного своими руками, может свидетельствовать код ошибки (Err), высвечиваемый на индикаторе инвертора.

Настройка режима сварки на инверторе «Ресанта»
В каких случаях используется сварочный полуавтомат
Практика показывает, что полуавтомат лучше использовать в тех случаях, когда требуется получить точные и аккуратные соединения деталей, изготовленных из сталей. При помощи такого оборудования, которое при желании можно изготовить своими руками, выполняют сварные соединения тонкого металла, что очень актуально при ремонте кузова автотранспортного средства.
Научиться работать на таком аппарате тоже несложно: в этом помогут уроки, взятые у квалифицированных специалистов, или обучающее видео.

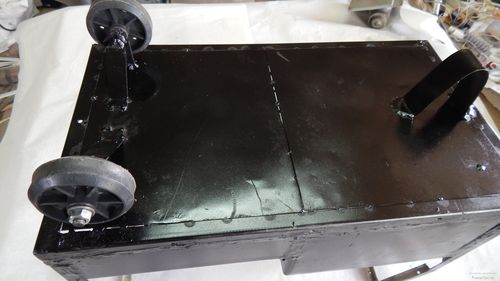
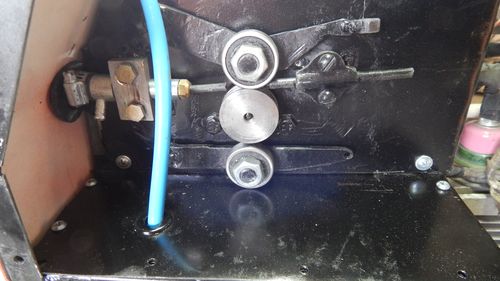
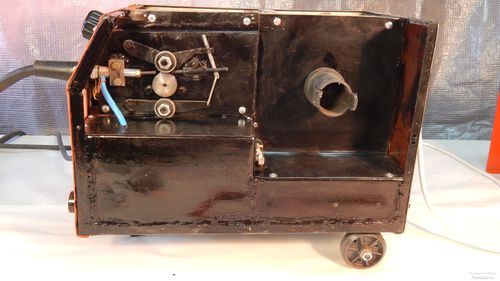
Нашел немного времени пофоткать аппарат изнутри.
Выкладываю потроха)
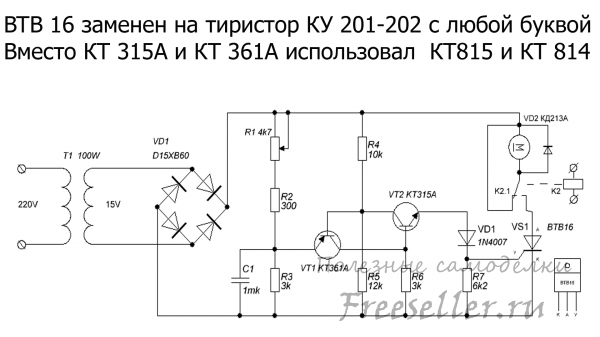
Вот и схема, максимально упрощеная, без лишних наворотов, проверена годами.
РЕЛЕ ВКЛЮЧЕНИЯ СИЛОВОГО ТРАНСА НЕ СТАВИЛ! Прекрасно обхожусь без него, никаких дуг после остановки подачи нет!
РЕЛЕ ТОРМОЗА ДВИГАТЕЛЯ ПОДАЧИ НЕ СТАВИЛ! Это лишнее роскошество и затраты, после отпускания кнопки, и без тормоза останавливается за пол секунды! Были бы с этим неудобства, давно бы все это добавил! Годами много всего переварил шов получается отличный. Заборы варю без газа, а ответственные места варю с газом, из углекислотного огнетушителя с редуктором) Об Этом и о механизме подачи в следуюшей статье.
Коментарии и критика приветствуется)
Силовой трансформатор намотан на ЛАТР 10А
Силовые диоды 250А на радиаторах, всегда чуть теплые.
Дроссель намотан на сердечнике от трансформатора ТС-270, от старого лампового цветного телевизора и принрученный к нему кондер на 47000 мкф.
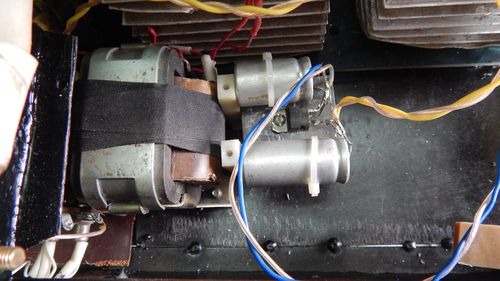
Дополнительный трансформатор питания двигателя и электроники.
Плата управления оборотами двигателя подачи проволоки.
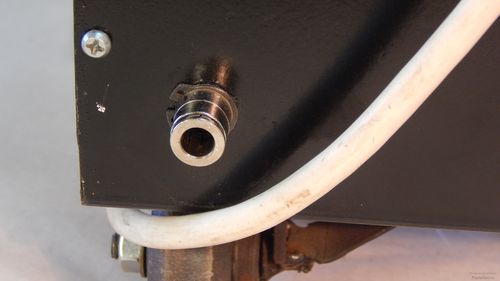
Разъем горелки, мамка самодельная из сантехники, со встроенным гетинаксом, такую запчасть нигде не нашел)
Механизм подачи, тоже из подручного материала, подробности в следующей статье.
Электромотор от дворников с капейки, стоит на гетинаксовой пластине, для изоляции от корпуса.
Ну и если кто хочет по сложнее аппарат, есть много интересных идей и схемотехники здесь: Самодельные сварочные аппараты, полуавтоматы, схемы







