Центробежное литье. Схема центробежного литья на машине с горизонтальной и вертикальной осью вращения.
Центробежное литье осуществляется на специальных машинах. Расплав, заливаемый во вращающуюся форму, центробежными силами плотно прижимается к внутренним: стенкам формы и воспринимает ее конфигурацию. Формы могут вращаться вокруг горизонтальной, вертикальной и наклонной осей. Наиболее распространены машины с горизонтальной осью вращения. Методом центробежного литья, как правило, получают отливки, представляющие собой тела вращения (втулки, трубы, диски).
Центробежные силы не только распределяют жидкий металл в форме, но и способствуют перемещению на внутреннюю поверхность отливки более легких, чем сплав, шлаковых и газовых включений. Отливка получается более чистой и плотной.
Для получения втулок применяют машины с горизонтальной и вертикальной осями вращения (рис. 13).
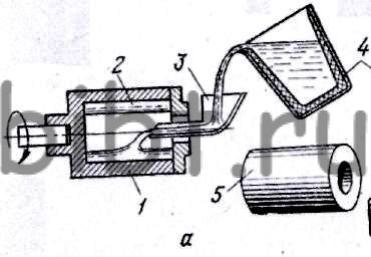
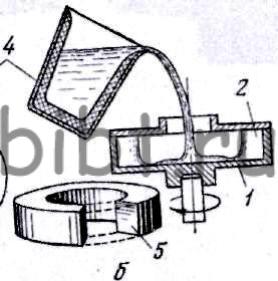
Рис. 13. Схема центробежного литья на машине с горизонтальной (а) и вертикальной (б) осью вращения.
Определенная доза расплава из ковша 4 заливается во вращающуюся форму 1 через металлоприемник 3. Под действием центробежных сил металл 2 отбрасывается к стенкам формы. Форма вращается до тех пор, пока расплав не затвердеет, затем отливку 5 извлекают из формы. Перед каждой заливкой внутреннюю полость формы покрывают противопригарной краской или присыпкой.
Центробежным способом можно получать биметаллические отливки, поочередно заливая в форму разнородные расплавы.
Преимуществом центробежного литья является получение отливок без литниковых систем. Отливки имеют плотную, мелкозернистую структуру и повышенные механические свойства по сравнению с отливками, изготовленными литьем в песчаные формы. Этим способом получают отливки 5-го класса точности с хорошим качеством поверхности. Недостатком способа центробежного литья является необходимость больших припусков на механическую обработку наружных поверхностей 1,5-2,5 мм, внутренних поверхностей 2,5-3,5 мм. Центробежное литье применяют в массовом, крупносерийном и мелкосерийном производствах.
Оборудование для центробежного литья
В 1973 году на международной выставке удостоены медали машины для центробежного литья мод. ЛН102А, ЛН104А и машина для под давлением мод. ЛН3809. Положено начало выпуска целой гаммы таких машин различных модификаций.
Оборудование — машины с вертикальной и с горизонтальной осью вращения форм.
Литейная форма приводится в движение специальной машиной, называемой центробежной.
Различают машины с вращением формы вокруг вертикальной и горизонтальной (или наклонной) осей. Если диаметр отливки значительно меньше ее длины (трубы, гильзы, втулки), то ось вращения формы размещают горизонтально. Если же диаметр отливки больше, чем ее высота (колеса, шкивы, шестерни), то ось вращения располагают вертикально.
Металлические формы изложницы изготовляют из чугуна и стали. Толщина изложницы в 1,5…2 раза больше толщины отливки. В процессе литья изложницы снаружи охлаждают водой или воздухом. На рабочую поверхность изложницы наносят теплозащитные покрытия для увеличения срока их службы. Перед работой изложницы нагревают до 200°C.
В процессе получения отливок методом центробежного литья, залитый в форму металл подвергается действию центробежных сил. Развитие центробежных сил в металле достигается заливкой металла во вращающуюся форму или приведением формы во вращение непосредственно после заполнения ее металлом.
Форма приводится во вращение на специальных машинах для центробежного литья, которые изготовляют с различной осью вращения: вертикальной, горизонтальной и наклонной.
С горизонтальной осью вращения получают отливки в виде тел вращения различной длины. С вертикальной осью вращения получают отливки в виде тел вращения малой длины и фасонные. Формы приводятся во вращение машинами, называемыми центробежными (рисунок 1).
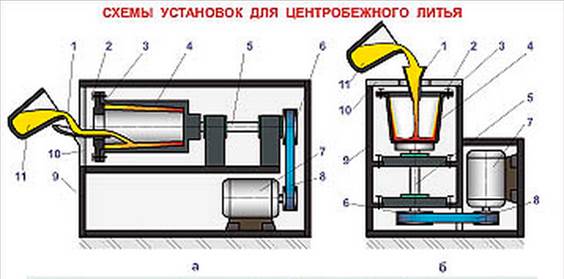
Рисунок 1 Схемы установок для центробежного литья
а- с горизонтальной осью вращения; б- с вертикальной осью вращения
1- желоб, 2- зажимы, 3- крышка, 4- изложница, 5- вал, 6- шкив 7- двигатель, 8- клиноременная передача, 9- корпус установки, 10- дверца, 11- тигель с расплавом
Рисунок 1 (а), при этом способе отливка формируется в поле центробежных сил и имеет свободную поверхность формы (изложница). Расплав из ковша 3 заливают во вращающуюся форму 5 через заливочный желоб 2. Расплав 1 растекается по внутренней поверхности формы и под действием центробежных сил образует пустотелый цилиндр. После затвердевания металла отливка 4 извлекается из формы.
Рисунок 1 (б), расплав из ковша 3 заливают в форму 5, укрепленную на шпинделе 6, приводимом во вращение от электродвигателя 7. В процессе вращения форма 5 расплав 1 под действием центробежных сил отбрасывается к ее стенкам и затвердевает.
После затвердевания расплава машину останавливают и извлекают заготовку.
Скорость вращения формы оказывает большое влияние на затвердевание и охлаждение отливки. При неправильном выборе скорости в формируемой отливке могут появиться специфические дефекты – спаи, трещины и ликвация (химическая неоднородность). Скорость вращения форм определяется из условий качества получаемых отливок и устанавливается тем большей, чем меньше диаметр отливки. Применяемые на практике скорости вращения колеблются от 250 до 1500 об/мин. Существуют различные формулы для расчета частоты вращения изложницы n (мин -1 ). Например, для машин с горизонтальной осью вращения частоту определяют по формуле:

Где ρ — плотность сплава отливки, кг/м 3 , r- внутренний радиус отливки, м.
Целесообразность применения центробежного литья определяется рядом его преимуществ:
· Экономией стержневых смесей, ввиду отсутствия стержня для получения полости в цилиндрической отливке отсутствием литников или уменьшением веса литниковой системы по сравнению с литьем в неподвижные формы.
· Большей плотностью и повышенными механическими свойствами получаемых отливок, возможностью получения более тонкостенных отливок из сплавов, обладающих низкой жидкотекучестью.
· Высокими технико-экономическими показателями производства.
К недостаткам центробежного литья относятся трудность получения качественных отливок из ликвирующих сплавов и невозможность получения отверстия точного размера в отливке, (диаметр отверстия зависит от количества залитого в форму металла).
Классификация машин
По виду оси вращения:
· С горизонтальной осью вращения
· С вертикальной осью вращения
По типам подачи заливки металла:
Все сплавы, применяемые для центробежного литья, независимо от их основы необходимо разделить на четыре основные группы, применительно к которым должна строиться технология центробежного литья.
1. К первой группе относятся сплавы, кристаллизующиеся в широком интервале температур и образующие однородный твердый раствор. К числу таких сплавов относятся оловянистые бронзы с содержанием 5—8% олова, кремнистые бронзы с содержанием 3—5% кремния, алюминиево-никелевая латунь марки ЛАН59-3-2 и др.
2. Ко второй группе относятся сплавы, дающие однородный твердый раствор, но кристаллизующиеся в узком интервале температур, а также сплавы чисто эвтектического состава и технически чистые металлы, кристаллизующиеся при постоянной температуре. К сплавам этой группы относятся алюминиевые бронзы А5, А7, Бр. АЖ9-4, медно-цинко-вые латуни, кремнистая латунь ЛК80-Зл, марганцевистая латунь ЛМц 59-11, оловянистая латунь ЛО90-1, силумин эвтектического состава и др. Эта группа сплавов наиболее пригодна для центробежного литья, так как отливки из таких сплавов получаются наиболее качественными, в них отсутствуют усадочные раковины и поры без зональности в структуре.
3. К третьей группе относятся сплавы, кристаллизующиеся в широком интервале температур, но окончание кристаллизации происходит при постоянной эвтектической или перитектической температуре. К сплавам этой группы относятся оловянистые бронзы с содержанием 10—15% олова, алюминиево-кремниевые сплавы с содержанием до 8% кремния, сплавы алюминия с медью с содержанием 5—10% меди, оловяно-цинково-свинцовистые бронзы и др.

4. К четвертой группе относятся те сплавы, которые кристаллизуются с расширением или в которых удельный вес первично выпадающей фазы по удельному весу меньше остающейся жидкости независимо от интервала кристаллизации. К числу таких сплавов относятся заэвтектические силумины, баббиты, чугун и др.
По количеству позиций в машине:
· многопозиционные (карусельные машины)
По наличию встроенного охлаждения:
1. с охлаждением
2. без охлаждения
По способу привода:
Рассмотрим фирму ОАО « БЕЛНИИЛИТ » по разработки и поставке оборудования для литейного производства. Данная фирма имеет ряд машин для центробежного лить, предназначенных для изготовления тел вращения.
Основные виды оборудования:
· многопозиционные (карусельные машины)
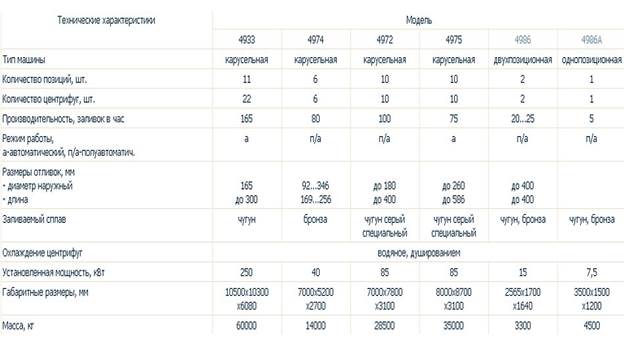
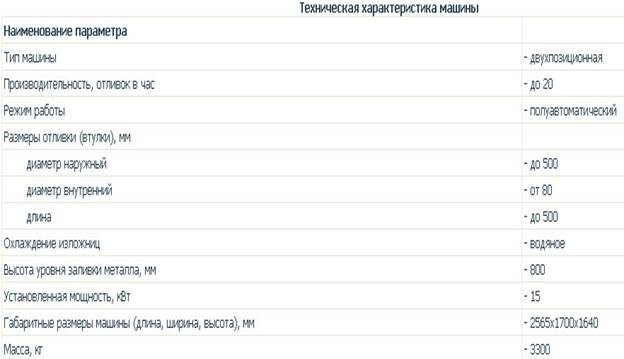
Основные технические характеристики центробежного оборудования
представлены в таблице 1:
Таблица 1 — Технические характеристики
Машина для центробежного литья однороторная 4986А
Машина (рисунок 2) предназначена для производства мелющих шаров из чугуна и колец подшипников из стали с горизонтальной осью вращения кокиля. Основной принцип работы машины заключается в следующем:
- кокиль центробежной машины разогревают газовыми горелками;
- обе половинки кокиля окрашивают специальной теплоизоляционной краской, покрытие просушивают;
- половинки кокиля смыкаются;
- заливочный лоток вводится внутрь кокиля и производится заливка металла строго дозированной порцией;
- лоток выводится из кокиля, а кокиль продолжает вращение до полного затвердевания отливок;
- вращение центрифуги прекращается, отводится передний кокиль, извлекается куст отливок;
- обе половинки кокиля очищаются от засоров и окрашиваются.
- Цикл повторяется.

Рисунок 2- Машина для центробежного литья однороторная 4986А
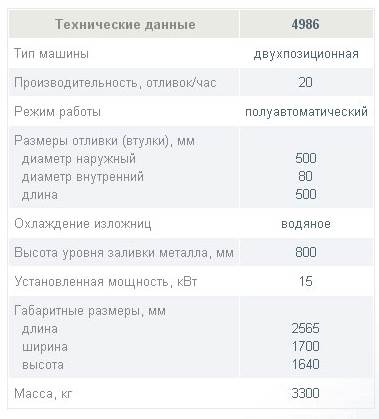
Машина центробежная двухроторная модели 4986
Машина (рисунок 3) работает в полуавтоматическом режиме с ручной заливкой жидкого металла во вращающуюся металлическую форму (изложницу). Машина оборудована:
· пневматической системой выталкивания отливки (втулки) из изложницы в приемный лоток;
· трехступенчатой клиноременной передачей привода вращения изложницы;
· механизмом подвода и отвода приемного лотка;
· водяным охлаждением корпуса изложницы.
В конструкции изложницы предусмотрена возможность производства отливок с разным наружным диаметром путем использования съемных вкладышей, оформляющих наружную поверхность отливок.

Рисунок 3- Машина центробежная двухроторная модели 4986.
Ее технические характеристики показаны на таблице 2.
Таблица 2 – Техническая характеристика машины
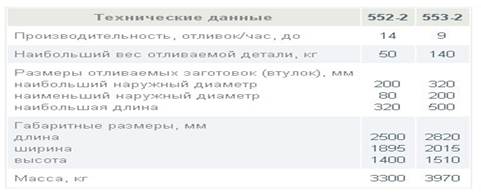
Рассмотрим оборудование фирмой ООО «СпецТехСнаб». Машины для центробежного литья Модели 552-2, 553-2. Машины центробежные с горизонтальной осью вращения предназначены для отливки центробежным способом пустотелых цилиндрических заготовок (втулок) из медных сплавов и чугуна.
Конструкция машин предусматривает механизацию таких операций, как выталкивание отливки из изложницы, установку и снятие крышки изложницы, открывание и закрывание двери кожуха, подвод и отвод лотка для приема отливок, включение и выключение водяного охлаждения.
На машинах установлен преобразователь частоты MICROMASTER фирмы SIEMENS, для управления основным двигателем. Технические данные на таблице 3.
Машина центробежная двухроторная модели 4986.
Машина работает в полуавтоматическом режиме с ручной заливкой жидкого металла во вращающуюся металлическую форму (изложницу).
· пневматической системой выталкивания отливки (втулки) из изложницы в приемный лоток;
· трехступенчатой клиноременной передачей привода вращения изложницы;
· механизмом подвода и отвода приемного лотка;
· водяным охлаждением корпуса изложницы.
В конструкции изложницы предусмотрена возможность производства отливок с разным наружным диаметром путем использования съемных вкладышей, оформляющих наружную поверхность отливок. Технические данные на таблице 4.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Материаловед
6. Центробежное литье
Центробежное литье – это способ формирования отливок под действием центробежных сил при свободной заливке металла во вращающиеся формы. Центробежным способом получают отливки из чугуна, стали, сплавов на основе меди, алюминия, цинка, магния, титана и др.
Формирование отливки осуществляется под действием центробежных сил, что обеспечивает высокую плотность и механические свойства отливок.
Центробежное литье осуществляют на центробежных машинах с горизонтальной и вертикальной осями вращения в металлических, песчаных, оболочковых формах и формах для литья по выплавляемым моделям.
Центробежным литьем изготавливают отливки из чугуна, стали, сплавов титана, алюминия, магния и цинка (трубы, втулки, кольца, подшипники качения, бандажи железнодорожных и трамвайных вагонов).
Масса отливок – от нескольких килограммов до 45 тонн. Толщина стенок от нескольких миллиметров до 350 мм. Центробежным литьем можно получить тонкостенные отливки из сплавов с низкой текучестью, что невозможно сделать при других способах литья.
Металлические формы изложницы изготовляют из чугуна и стали. Толщина изложницы в 1,5…2 раза больше толщины отливки. В процессе литья изложницы снаружи охлаждают водой или воздухом.
На рабочую поверхность изложницы наносят теплозащитные покрытия для увеличения срока их службы. Перед работой изложницы нагревают до 200 ºC.
При получении отливок типа тел вращения большой длины (трубы, втулки) на машинах с горизонтальной осью (рис. 6.1) вращения изложницу 1 устанавливают на опорные ролики и закрывают кожухом 2. Изложница приводится в движение электродвигателем. Расплавленный металл из ковша 4 заливают через желоб 3, который в процессе заливки металла перемещается, что обеспечивает получение равностенной отливки 5. Для образования раструба трубы используют песчаный или оболочковый стержень. После затвердевания металла готовую отливку извлекают специальным приспособлением 6.
При получении отливок на машинах с вращением формы вокруг вертикальной оси (рис. 6.2) металл из ковша 4 заливают во вращающуюся форму 1, укрепленную на шпинделе, который вращается от электродвигателя.
Под действием центробежных сил металл прижимается к боковой стенке изложницы. Литейная форма вращается до полного затвердевания отливки. После остановки формы отливка 5 извлекается.
Отливки, полученные на машине с вертикальной осью вращения, имеют разностенность по высоте – более толстое сечение в нижней части. Применяют для получения отливок небольшой высоты – коротких втулок, колец, фланцев.
Недостатки центробежного литья: наличие усадочной пористости, ликватов и неметаллических включений на внутренних поверхностях; возможность появления дефектов в виде продольных и поперечных трещин, газовых пузырей.
Преимущества центробежного литья: получение внутренних полостей трубных заготовок без применения стержней, экономия сплава за счет отсутствия литниковой системы, возможность получения двухслойных заготовок, что получается поочередной заливкой в форму различных сплавов (сталь – чугун, чугун – бронза).
Для изготовления фасонных отливок центробежный способ применяется сравнительно редко, за исключением литья тонкостенных деталей из титановых сплавов.
На рис. 6.3 показана схема изготовления фасонных отливок центробежным способом в металлических (а) и песчаных (б) формах.
Используют автоматические и многопозиционные карусельные машины с управлением от ЭВМ.
Для центробежного литья применяются машины с горизонтальной (рис. 6.1) и вертикальной (рис.6.2) осями вращения.
Рис. 6.1. Машина для центробежного литья с горизонтальной осью вращения
Рис. 6.2. Машина для центорбежного литья с вертикальной осью вращения
Рис. 6.3. Изготовление фасонных отливок центробежным литьем
Изготовление фасонных отливок центробежным литьем: а — металлическая форма; б — песчаная форма; 1 — стояк; 2 — металлическая форма; 8,4,7 — стержни; 5 — нижняя полуформа; 6 — верхняя полуформа
На рис. 6.3 показана схема изготовления фасонных отливок центробежным способом в металлических (а) и песчаных (б) формах.
Посмотрите учебный фильм «Центробежное литье».







