- Трактор МТЗ-80/82. Ремонт основного двигателя
- Замена головки цилиндров в сборе
- Снятие головки цилиндров
- Установка головки цилиндров
- Устранение неисправностей головки цилиндров
- Сборка
- 2.2.3. Затяжка болтов крепления головки цилиндров, регулировка тепловых зазоров, уплотнения коленчатого вала.
- Порядок затяжки головки цилиндров двигателя МТЗ, повторная регулировка клапанов
- Важность правильной затяжки ГБЦ
- Подготовка стягиваемой поверхности блока и головки
- Установка прокладки и ГБЦ на блок
- Порядок затяжки ГБЦ и усилие затяжки
- Контрольная, повторная обтяжка ГБЦ
Трактор МТЗ-80/82. Ремонт основного двигателя

Замена головки цилиндров в сборе
Если клапаны неплотно прилегают к седлам или прослушивается металлический стук, не устранимый регулировкой клапанов, попала вода в камеру сгорания, клапаны утопают сверх допустимых пределов, то головку цилиндров необходимо снять с двигателя для ремонта.
Утопание клапанов без снятия головки цилиндров определяют по выступанию их стержней относительно поверхности головки цилиндров. Для этого устанавливают поочередно поршни в В.М.Т. на такте сжатия и измеряют штангенглубиномером расстояние от поверхности головки до торца стержня клапана. Если выступание стержня клапана более 57,2 мм, то головку снимают и ремонтируют. Нормальное значение выступания стержня клапана 56 мм, предельное – 58,4 мм.
Снятие головки цилиндров
Снимите выпускную трубу в сборе с искрогасителем и фильтр грубой очистки воздуха. Отъедините провода от соединительных панелей, закрепленных на кожухе вентилятора, освободите их от фиксирующих кронштейнов и выньте из колпака крышки головки цилиндров. Переместите отъединенные провода к кабине.
Ослабьте крепление соединительной втулки рулевого управления и переместите втулку в сторону заднего рулевого вала.
Снимите передний рулевой вал.
Снимите провод датчика температуры воды, топливные трубки, фильтр тонкой очистки топлива, воздухоочиститель с кронштейном, воздухоподводящую трубку, выпускной коллектор, переходный патрубок, водоотводящую трубу с патрубком, впускной коллектор, корпус термостата, колпак и крышку головки цилиндров, механизм коромысел и штанги толкателей.
Отъедините патрубок головки цилиндров и трубку маслопровода.
Отъедините и снимите форсунки.
Снимите головку цилиндров с прокладкой.
Необходимость замены головки цилиндров в сборе определяют после ее снятия. Замену производят при наличии трещин (прежде всего около отверстий водяной рубашки и между клапанными седлами); при короблении нижней плоскости более 0,2 мм (см. рис. 1), замеренный металлической проверочной линейкой и щупом; при утопании клапанов более 3 мм, замеренный штангенглубиномером (см. рис. 2) или щупом (см. рис. 3) относительно плоскости головки.
Допустимое значение утопания клапанов — 1,8 мм. При утопании клапанов свыше 3,5 мм необходимо заменить головку цилиндров в сборе.
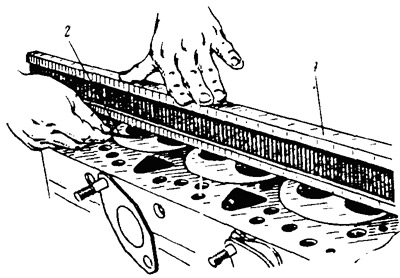
Рис. 1. Проверка плоскости прилегания поверхности головки цилиндров на коробление. 1 – проверочная линейка; 2 – щуп.
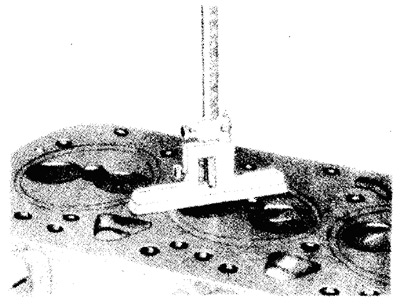
Рис. 2. Замер утопания клапанов с помощью штангенглубиномера.

Рис. 3. Замер утопания клапанов относительно плоскости головки с помощью щупа.
Установка головки цилиндров
Головку цилиндров устанавливайте на двигатель в последовательности, обратной снятию. Перед установкой головки залейте в цилиндры по 30 г дизельного масла ГОСТ 8581-78. Новые прокладки головки цилиндров, колпака и крышки головки цилиндров смажьте с двух сторон графитовой пастой, состоящей из 40% графитового порошка и 60 % дизельного масла.
Затяжку гаек шпилек или болтов крепления головки цилиндров производите в несколько приемов (не более чем на 1…2 грани) в последовательности, указанной на рис. 2.4. Окончательную затяжку производите динамометрическим ключом. Момент окончательной затяжки гаек 19…21 кгс•м (190…210 Н•м) для Д-243 и 16…18 кгс•м (160…180 Н•м) для Д-240.
Форсунки устанавливайте одной группы по пропускной способности. Прокладки форсунок со стороны прилегания смажьте солидолом УС–2 ГОСТ 1033-73.
Наконечники штанг толкателей должны войти в углубление толкателей. Штанги должны легко вращаться относительно своих осей.
Прокладки корпуса термостата и впускного тракта смажьте лаком «Герметик». Отрегулируйте зазоры между торцами клапанов и бойками коромысел.
Устранение неисправностей головки цилиндров
Разборка. Сожмите пружины клапана с помощью приспособления ОР-9913 (см. рис. 4). Снимите сухари, тарелки пружин, наружные и внутренние пружины клапанов, шайбы. Выньте впускные и выпускные клапаны.
Риски, задиры и раковины на поверхности седел клапанов головки цилиндров не допускаются. При наличии этих дефектов обработайте фаски седел фрезами с направляющими хвостовиками в следующем порядке:
-обработайте рабочую поверхность седел впускных и выпускных клапанов под углом 45°;
-снимите фаску на нижней части седел клапанов под углом 75°;
-снимите фаску на верхней части седел клапанов под углом 15°.
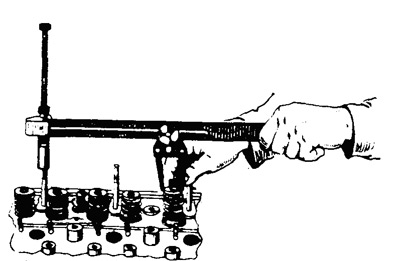
Рис. 4. Снятие и установка клапанных пружин с помощью приспособления ОР-9913.
При увеличении ширины фаски седла клапана более 2 мм уменьшите ее фрезами с углами 15 и 75°. Ширина фаски седла клапана после обработки должна быть 1,5…2 мм; при этом необходимо проверить соосность фасок с направляющими втулками с помощью приспособления КИ– 4929.
Клапаны, у которых обнаружена деформация стержня, замените.
Проверьте высоту цилиндри-ческого пояска тарелки клапана, которая должна быть не менее 0,5 мм.
При обнаружении рисок и раковин на рабочей фаске клапана, а также при износе фаски проведите шлифование рабочей поверхности на стенде Р–108. Фаску впускного и выпускного клапанов шлифуйте под углом 45° относительно оси стержня.
Проверьте упругость пружин на приспособлении КИ–040А (см. рис. 5). Значения усилия сжатия и высоты пружины должны соответствовать данным табл. 1.
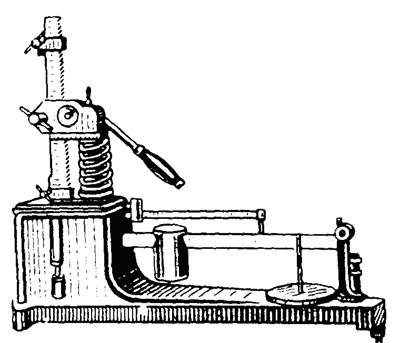
Рис. 5. Проверка успругости клапанных пружин на приспособлении.
Таблица 1: проверка упругости клапанных пружин.
| Пружина | Усиление сжатия до рабочей высоты, кгс | |
|---|---|---|
| нормальное | допустимое | |
| Наружная | 17±1,4 | 14,8 |
| Внутренняя | 8,87±0,7 | 7,4 |
| Пружина | Высота, мм | |
|---|---|---|
| в свободном состоянии | в рабочем состоянии | |
| Наружная | 64,0 | 54,0 |
| Внутренняя | 58,5 | 48,5 |
Пружины не отвечающие этим требованиям, замените. Замерьте внутренний диаметр направляющих втулок с помощью индикаторного нутромера (см. рис. 6). Если внутренний диаметр превышает 11,13 мм или имеется ослабление посадки, замените втулку (см. рис. 7). Новую втулку запрессовывайте с натягом – 0,03 мм (см. рис. 8).
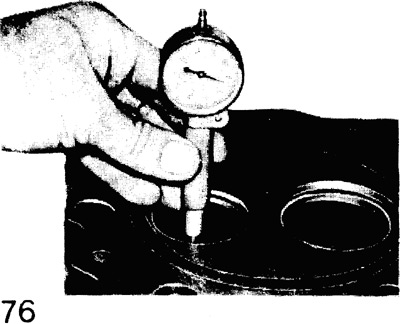
Рис. 6. Замер отверстия направляющей втулки клапана.
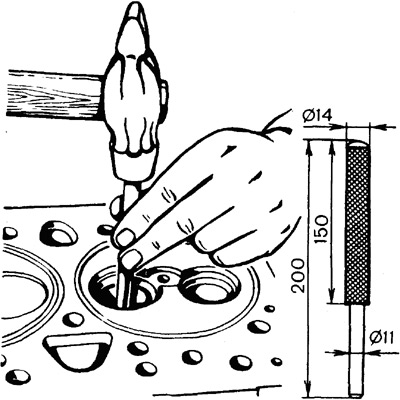
Рис. 7. Выпрессовка направляющей втулки клапана. Оправка для выпрессовки.
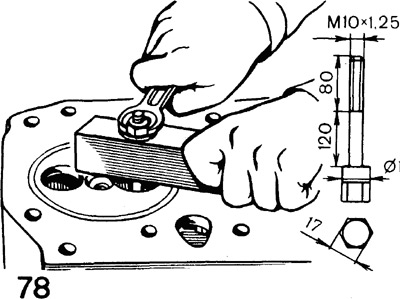
Рис. 8. Запрессовка направляющей втулки.
После ремонта клапанов и их седел проведите притирку клапанов к седлам с помощью пневматической дрели 2213 (см. рис. 9). Смажьте рабочую поверхность фаски клапана притирочной пастой (микропорошок М20 с маслом индустриальным 20 или веретенным 3). Наденьте на стержень клапана технологическую пружину, установите клапан в направляющую втулку и вращайте его, периодически приподнимая дрель. Ширина притертой матовой полоски на конической поверхности клапана и гнезда клапана должна быть 1,5…2 мм (см. рис. 10). Верхняя кромка матовой полоски на клапане должна быть расположена на расстоянии не менее 0,5 мм от цилиндрического пояска тарелки клапана.
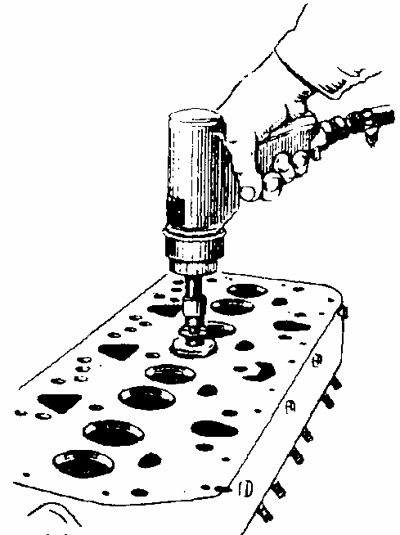
Рис. 9. Притирка клапанов с помощью пневматической дрели.
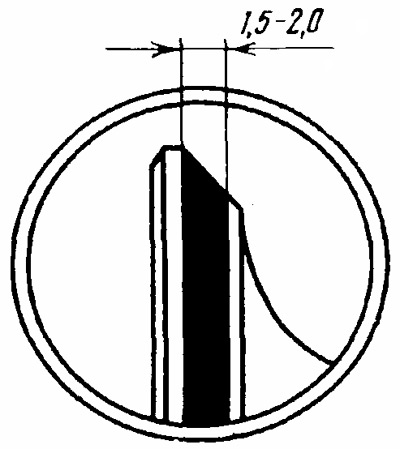
Рис. 10. Матовая полоска на фаске клапана.
Сборка
Головку цилиндров собирайте в последовательности, обратной разборке. Перед сборкой головку цилиндров и клапаны обдуйте сжатым воздухом. Тарелки и седла клапанов протрите салфеткой, смоченной в керосине. Клапаны устанавливайте в те седла, к которым они были притерты. Стержни клапанов перед сборкой смажьте дизельным маслом. Стержни должны перемещаться в направляющих втулках без заеданий и заметного поперечного покачивания. Сухари клапанов должны выступать над плоскостью тарелки пружины клапана на 1±0,5 мм. Допускается утопание до 1 мм.
Герметичность сопряжения «клапан – гнездо тарелки клапана» проверьте одним из следующих способов:
залейте во впускные и выпускные каналы головки цилиндров керосин. В течение 2…3 мин после этого течь керосина не допускается;
на тарелки клапана налейте водную эмульсию или дизельное топливо, подведите сжатый воздух под давлением 0,3…0,5 кгс/см 2 во впускные и выпускные каналы головки цилиндров с помощью приспособления КИ–16311.
Появление воздушных пузырьков из-под тарелки клапана не допускается.
2.2.3. Затяжка болтов крепления головки цилиндров, регулировка тепловых зазоров, уплотнения коленчатого вала.
ЗАТЯЖКА БОЛТОВ КРЕПЛЕНИЯ ГОЛОВКИ ЦИЛИНДРОВ, РЕГУЛИРОВКА ТЕПЛОВЫХ ЗАЗОРОВ
После установки цилиндропоршневой группы и крышек шатунных подшипников устанавливают масляный насос, его нагнетательные и всасывающие трубопроводы и закрывают поддон картера. Прокладку картера с двух сторон смазывают графитной пастой (40% графитного порошка и 60% дизельного масла) или герметиком «Эластосил 137-83»; в цилиндры заливают по 30 — 50г дизельного масла. Прокладку головки цилиндров с обеих сторон также смазывают графитной пастой. Болты крепления головки затягивают динамометрическим ключом (рис. 2.1.45) в определенной последовательности (рис. 2.1.46) в два-три приема. Затем устанавливают штанги и оси коромысел в сборе с коромыслами.
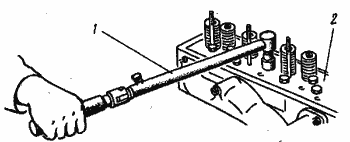
Рис. 2.1.45. Затяжка болтов крепления головки цилиндров:
1 — динамометрический ключ; 2 — головка цилиндров.
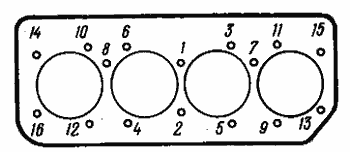
Рис. 2.1.46. Порядок затяжки болтов крепления головки цилиндров.
Тепловые зазоры регулируют (рис. 2.1.47) в соответствии с порядком работы цилиндров 1-3-4-2.
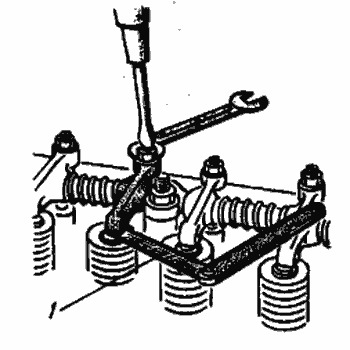
Рис. 2.1.47. Регулировка теплового зазора в клапанном механизме:
1 — пластинчатый щуп.
Тепловой зазор в холодном состоянии дизеля должен быть 0,25 — 0,30 мм.
Момент затяжки гаек крепления головки цилиндров и тепловые зазоры в клапанном механизме должны соответствовать регулировочным данным при оборке дизеля Д-240.
УПЛОТНЕНИЯ КОЛЕНЧАТОГО ВАЛА
Чтобы заменить манжету заднего уплотнения коленчатого вала, предварительно снимают муфту сцепления и маховик (рис. 2.1.48, 2.1.49).
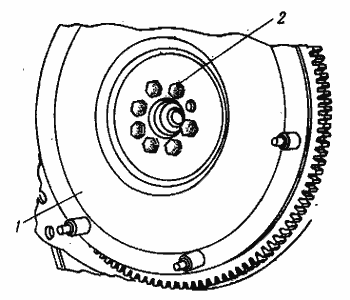
Рис. 2.1.48. Отворачивание болтов крепления маховика:
1 — маховик; 2 — болт.
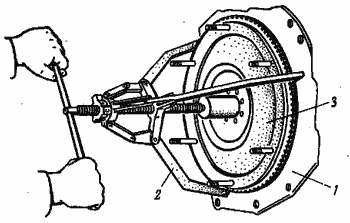
Рис. 2.1.49. Спрессовка маховика:
1 — задний лист; 2 — трехлапчатый съемник; 3 — маховик.
После снятия корпуса уплотнения коленчатого вала со стороны заднего листа (рис. 2.1.50) ступенчатой оправкой выпрессовывают манжету.
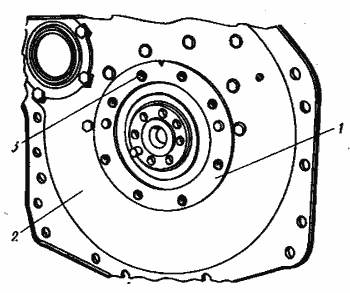
Рис. 2.1.50. Снятие корпуса уплотнения коленчатого вала:
1 — корпус уплотнения; 2 — задний лист дизеля; 3 — болт.
При замене манжеты переднего уплотнения коленчатого вала снимают переднюю крышку дизеля (рис. 2.1.51).
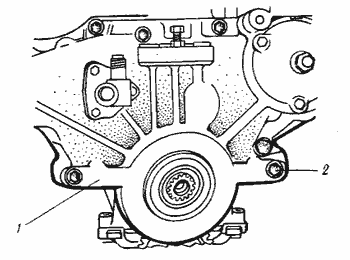
Рис. 2.1.51. Снятие передней крышки дизеля:
1 — передняя крышка; 2 — болт.
Порядок затяжки головки цилиндров двигателя МТЗ, повторная регулировка клапанов
Тракторные двигатели МТЗ оснащаются съемной головкой, которая устанавливается на блоке цилиндров и крепится болтами. От корректности установки деталей и соблюдения момента затяжки ГБЦ МТЗ зависит надежность работы силового агрегата. При прорыве выхлопных газов или охлаждающей жидкости снижается мощность, разрушаются компоненты поршневой группы и газораспределительного механизма мотора.

Важность правильной затяжки ГБЦ
Головка блока удерживается на картере болтами, которые равномерно распределяют усилие сжатия деталей, предотвращая разрушение прокладки раскаленными газами. Для обеспечения равномерности контакта предусмотрена затяжка болта динамометрическим ключом, резьбовые соединения закручиваются по схеме, заложенной разработчиком силового агрегата. Установленная между головкой и блоком прокладка при затяжке деформируется, обеспечивая герметичность линии стыка.
При превышении момента затяжки происходит деформация болта и резьбы, нарезанной в теле блока. Из-за растяжения стержня соединительной детали нарушается равномерность сопряжения плоскостей головки и блока, что приводит к пробою прокладки потоком газов. Аналогичная проблема возникает, если затянуть болты крепления головки цилиндров к блоку с недостаточным усилием.
Подготовка стягиваемой поверхности блока и головки
Монтаж головки на штатное место производится после частичного или капитального ремонта агрегатов и узлов мотора. Перед монтажом головки в блок устанавливаются новые гильзы, которые уплотняются специальными резиновыми кольцами, предотвращающими вытекание охлаждающей жидкости из рубашки. Установленная гильза выступает верхней кромкой над плоскостью блока. Поршни и гильзы подбираются по одной размерной группе, дополнительно производится взвешивание шатунов и поршней. Допустимая разница в весе не должна превышать 30 г.

Для соединения шатуна и поршня палец запрессовывают в поршень специальной оправкой, а затем фиксируют от продольного перемещения стопорными кольцами. Корректно подобранный палец не перемещается в посадочных гнездах под воздействием собственного веса.
Не допускается перекос пальца в отверстии подшипника шатуна, а также изгиб или конический износ цилиндрического элемента.
В пазы на теле поршня устанавливаются кольца, обеспечивающие компрессию и удаляющие следы масла с поверхности гильзы. В атмосферных моторах МТЗ использованы 3 компрессионных кольца, двигатели с наддувом оборудованы 2 кольцами, верхнее имеет покрытие из износоустойчивого сплава на основе хрома. Замки колец размещаются через 180°, обеспечивая повышение компрессии. При монтаже деталей требуется обращать внимание на метки, указывающие корректное расположение колец относительно днища поршня.
Перед установкой поршней требуется монтаж на штатное место коленчатого вала (если он демонтировался для шлифовки из замены). Затем устанавливают в гильзу цилиндра поршень с шатуном, после чего монтируются вкладыши и затягиваются крышки коренных и шатунных подшипников. Для проверки корректности сборки применяется прокручивание вала двигателя динамометрическим ключом.
Нормативное усилие не должно превышать 60 Н/м, при повышенном сопротивлении вращению необходимо найти причину неисправности.
Установка прокладки и ГБЦ на блок
Прокладка укладывается на верхнюю плоскость блока, предварительно протертую чистой ветошью. Предварительно рекомендуется проверить состояние совмещаемых плоскостей блока и головки металлической инструментальной линейкой. Не допускается коробление деталей, поскольку изогнутые поверхности не обеспечивают равномерного зажатия прокладки, которую пробьет поток выхлопных газов. Поврежденные плоскости шлифуются на специальном станке, для герметизации стыка применяется металлизированная прокладка с увеличенной толщиной материала.

Перед монтажом прокладки рекомендуется повторно проверить выступ верхнего бурта гильз цилиндров. На атмосферном дизеле допустимое значение лежит в диапазоне 0,065-0,165 мм, на версии с наддувом — 0,05-0,11 мм. Для равномерной установки гильз после замены требуется установить на блок корпус головки, который прижимается штатными ботами. Под головки крепежных элементов подкладываются металлические дистанционные гильзы длиной 100-105 мм, момент затяжки не превышает 10-15 Н/м.
При соединении деталей используется новая прокладка, применять использовавшуюся ранее пластину категорически запрещено. Деталь извлекается из целлофанового пакета, рекомендуется осмотреть поверхность детали и убедиться в отсутствии надрывов или вмятин. Для улучшения герметичности и облегчения снятия деталей при будущих ремонтах используется нанесение графитовой термостойкой пасты на обе стороны прокладки.
Затем поверх прокладки укладывается головка блока, в отверстия вставляются болты, которые затем затягиваются динамометрическим ключом. Для обеспечения качества соединения требуется использовать новые болты, поскольку старые детали деформируются при затяжке и в процессе работы дизеля. На резьбовую часть наносится тонкий слой моторного масла, болты заворачиваются в отверстия от руки.
Порядок затяжки ГБЦ и усилие затяжки
Крепежные болты затягиваются динамометрическим инструментом в соответствии со схемой, приведенной в технической документации. Алгоритм затягивания болтов головки идентичен для атмосферных моторов и агрегатов, оснащенных наддувом. Предварительно крепления закручиваются с усилием 70-90 Н/м, а затем проводится второй этап фиксации с моментом 170-190 Н/м (поэтапное закручивание применяется только для версии дизеля с турбокомпрессором). Между шагами выдерживается пауза 5-6 минут, необходимая для равномерной деформации прокладки.

Окончательная фиксация деталей производится усилием 190-210 Н/м (атмосферная модель) или 230-250 Н/м (версии с наддувом), прилагать большее усилие категорически запрещено.
Если хотя бы 1 крепежный элемент прокручивается в теле блока или произошел обрыв стержня (или срыв головки), то потребуется демонтировать головку и восстановить резьбу. Эксплуатация мотора с поврежденным элементом крепления головки не допускается.
Контрольная, повторная обтяжка ГБЦ
Контрольная протяжка производится после обкатки силового агрегата, регламентная проверка выполняется через 1000 часов работы дизеля. Для проведения работ потребуется снять верхний защитный кожух газораспределительного механизма и демонтировать валик с коромыслами. Проверка затяжки проводится по схеме, имеющейся в инструкции по эксплуатации. Для тестирования используется динамометрический ключ, прилагаемый момент составляет 190-210 Н/м.
После проведения протяжки требуется установить на штатные места снятые детали головки цилиндров, а затем проверить корректность установки зазора между бойком коромысла и торцом стержня клапана. Для атмосферных силовых агрегатов зазор для впускных и выпускных клапанов составляет 0,20-0,35 мм (на прогретом агрегате). При настройке холодного дизеля рекомендуется установить расстояние в пределах 0,20-0,25 мм. Моторы МТЗ, оборудованные компрессором, отличаются величиной зазоров (0,25 мм для впускного тракта и 0,45 мм для выпускного).
Регулировка клапанного механизма выполняется вращением винта (после отворачивания контрящей гайки) начиная с первого цилиндра (от шкива). Для корректной установки зазора поршень выставляется в положение верхней крайней точки (определяется по моменту перекрытия клапанов). После установки параметров в первом цилиндре требуется поочередно отрегулировать зазоры в оставшихся клапанах.







