- Схема технологического процесса сборки двигателя
- Технология разборки- сборки двигателя.
- Технология сборки двигателей внутреннего сгорания
- 1. Сборка крупных двигателей в мелкосерийном производстве.
- На вал ставят вкладыши и крышки подшипников
- Смотрите также
- 2. Сборка крупных и средних двигателей в крупносерийном производстве.
- 3. Сборка быстроходных двигателей в крупносерийном и массовом производстве.
Схема технологического процесса сборки двигателя
Общие сведения. Сборка, регулировка, обкатка и испытание двигателя — это заключительные и очень ответственные операции ремонта. От качества выполнения этих операций во многом зависят долговечность и надежность работы отремонтированного двигателя.
Трудоемкость сборки составляет около 2/3 общего объема ремонтных работ, а уровень ее механизации — всего около 5%. Особенно много в двигателе резьбовых соединений (70…75% всех видов соединений), и механизация только этих работ в значительной части повышает качество и снижает трудовые затраты при сборке двигателей.
Фактически сборка двигателя начинается на рабочих местах по ремонту отдельных узлов и деталей. Завершается этот процесс сборкой двигателя из узлов и деталей на специальных стендах или конвейерах (в зависимости от размера ремонтного предприятия и формы организации процесса).
Рекламные предложения на основе ваших интересов:
В небольших ремонтных мастерских двигатель собирают на передвижных универсальных стендах и по мере сборки стенд передвигают от одного рабочего места к другому. Работы по сборке и регулировке двигателя выполняет на бригада высококвалифицированных рабочих-слесарей, состоящая из двух-трех человек. При такой организации труда очень трудно механизировать сборочные работы, так как большая часть их сконцентрирована на одном рабочем месте, а качество сборки во многом зависит от квалификации рабочих.
На специализированных ремонтных предприятиях двигатели собирают на поточной линии. Для перемещения собираемых двигателей оборудуют эстакады с рольгангами или специальными каретками, передвигающимися на роликах (подшипниках) по двутавровым балкам эстакады. Устройство таких кареток позволяет поворачивать закрепленный двигатель на 360° и фиксировать его в удобном для работы положении. По мере сборки двигатель перемещается от поста к посту. Рабочие на постах выполняют всегда одну и ту же операцию. Такая организация сборки позволяет оснастить каждый пост механизированным инструментом, значительно сократить затраты труда и повысить качество сборки. Линию сборочного конвейера оборудуют подвесным и механизированным электрическим или пневматическим инструментом. Несмотря на различные формы организации сборки, последовательность операций технологического процесса и технические требования к сборке отдельных узлов и всего двигателя остаются неизменными. Кроме того, последовательность сборки двигателей различных марок так же примерно одинакова, поэтому для примера ниже рассматривался последовательность сборки дизеля типа СМД -14.
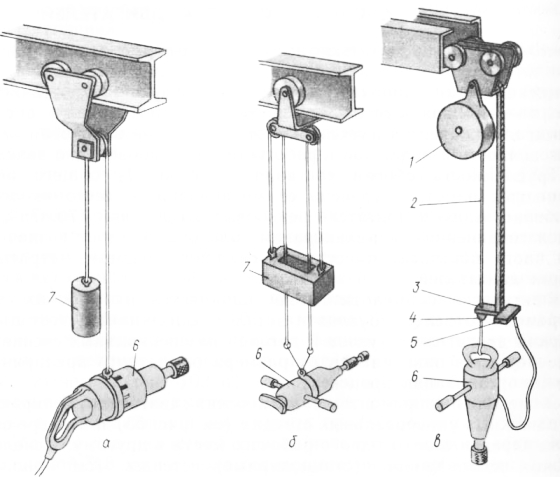
Рис. 1. Способы подвешивания механизированного инструмента:
а и б — на тросе с противовесом; в — на пружинной подвеске; 1 — блок с пружиной; 2 — трос; 3 рычаг; 4 — упор; 5 — коробка выключателя; в — инструмент; 7 — противовес.
Сборка двигателя СМД -14 из сборочных единиц и деталей ведется примерно в такой последовательности. Собирают блок, устанавливают гильзы и укладывают коленчатый вал в постели блока. Устанавливают корпус уплотнения, картер маховика, маховик, картер шестерен, толкатели, распределительный вал, промежуточную шестерню, шестерню привода топливного насоса и топливный насос. Монтируют шатунно-поршневую группу, масляный насос и нижнюю крышку картера. Ставят крышку картера шестерен, переднюю опору, счетчик моточасов, шкив коленчатого вала и храповик. Далее устанавливают гидронасос в сборе с приводом, головку цилиндров, штанги толкателей и клапанный механизм, корпус колпака и колпак головки, затем грузовой кронштейн, выпускной коллектор, водяную трубу и водяной насос, боковые крышки, форсунки и сливную трубу. После этого крепят фильтр грубой очистки топлива, редуктор пускового двигателя и пусковой двигатель в сборе, монтируют кронштейн генератора, масляный фильтр в сборе, кронштейн и фильтр тонкой очистки топлива, воздухоочиститель и электрофакельный подогреватель. В завершение подсоединяют топливопроводы высокого и низкого давления, обкатывают, испытывают и балансируют двигатель.
После обкатки и испытания проводят контрольный осмотр двигателя, подготавливают его к грунтовке и окраске; окрашивают, доукомплектовывают и сдают на склад готовой продукции.
Технология разборки- сборки двигателя.
Разборка:
В зависимости от программы авторемонтного предприятия разборку двигателя можно выполнять поточно-постовым методом на конвейерах и механизированных эстакадах или тупиковым методом на стенде. Независимо от метода перед разборкой двигатели, поступившие в ремонт, подвергают наружной мойке и выпариванию картера.
На больших предприятиях для этого используют моечные машины, а на небольших наружную мойку и выпаривание картера организуют подручными средствами, так как применение таких же моечных машин будет экономически неоправданным.
Для сохранения деталей необходимо строго соблюдать правила разборки. На больших авторемонтных предприятиях технологический процесс разборки двигателя разделяется на несколько постов.
Первый пост:
— снять генератор, стартер, прерыватель-распределитель;
— снять топливный насос, топливный фильтр, воздушный фильтр и карбюратор, водяной насос и фильтр очистки масла.
Второй пост:
— снять впускной и выпускной трубопроводы, крышку коромысел, крышку коробки толкателей, привод прерывателя-распределителя, нижнюю
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| ОУП 23.02.03.00.16.00 |
часть картера сцепления и поддон картера, маслоприемник и масляный’ насос;
— отвернуть храповик и сиять шкив коленчатого вала и крышку распределительных шестерен.
После этого подразобранный двигатель должен быть подвергнут мойке в машине струйного типа с использованием.
Третий пост:
— снять ось коромысел со стойками;
— вынуть штанги толкателей и толкатели;
— снять головку цилиндров, распределительный вал, шестерню коленчатого вала;
— вынуть вилку выключения сцепления.
Четвертый пост:
— снять крышки шатунных подшипников;
— вынуть поршни с шатунами;
— снять крышки коренных подшипников и вынуть коленчатый вал в сборе с маховиком и сцеплением;
— снять картер сцепления и вы прессовать гильзы из цилиндров.
После четвертого поста блок цилиндров должен быть подвергнут выварке с использованием СМС в машине погруженного типа.
Пятый пост:
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| ОУП 23.02.03.00.16.00 |
— снять пружины и вынуть клапаны из головки цилиндров;
— снять стойки с оси коромысел;
— снять шестерню и фланец распределительного вала.
После этого головка блока цилиндров подвергается мойке в машине с использованием.
Шестой пост:
— разобрать поршни с шатунами;
— снять нажимной и ведомый диски сцепления;
— снять маховик с коленчатого вала.
После шестого поста коленчатый вал подвергают мойке в специальной установке с использованием.
При тупиковой разборке двигателя на стенде должна соблюдаться указанная технологическая последовательность.
В комплект инструмента, приспособлений и нестандартного оборудования для разборки двигателей входят:
— гайковерт ИП-3103 инасадки к нему с размерами 10, 12, 14, 17 и 19 мм;
— реверсивная отвертка ИП-3602;
— специальные ключи для отвертывания храповика и проворачивания коленчатого вала;
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| ОУП 23.02.03.00.16.00 |
— съемник для ступицы шкива коленчатого вала;
— приспособления для снятия крышек коренных подшипников и разборки оси коромысел;
— специальный стенд для вывертывания пробок грязеуловителей коленчатого вала.
Кроме этого, в указанный комплект входят:
— гаечные ключи 17X19 мм и 19X22 мм;
— молоток с резиновым бойком для выбивания шатунных болтов;
Стенд для вывертывания пробок коленчатого вала представляет собой станину, изготовленную из швеллеров, к которой привернута плита. Электродвигатель мощностью 2,5 кВт с частотой вращения вала 900 об/мин передает вращение через клиноременную передачу на редуктор и кулачковый механизм. Кулачковая муфта, заключенная в стакан, оканчивается квадратным отверстием под сменные головки ключей.
Сборка:
Сборку двигателя необходимо выполнять в строгом соответствии с требованиями руководства по капитальному ремонту автомобиля ГАЗ-24 «Волга» (РК200-РСФСР-2025-73) и технологических процессов, разработанных согласно требованиям ГОСТов, по ЕСКД.
Детали, поступающие на сборку, должны отвечать требованиям указанного руководства.
В целях обеспечения высокого качества ремонта и повышения сроков службы отремонтированных двигателей при их сборке, кроме выполнения общих требований, рассмотренных выше, надо придерживаться следующего:
— помимо промывки, все детали перед сборкой продуть сжатым воздухом;
— все трущиеся поверхности непосредственно перед сборкой смазать маслом в соответствии с указаниями технологических процессов на сборку;
— не обезличивать детали, которые при изготовлении двигателя обрабатывали в сборе (блок цилиндров — крышки коренных подшипников, блок цилиндров — картер сцепления, шатун — крышка шатуна);
— резьбовые детали (шпильки, пробки, штуцеры) обмазать белилами или суриком и установить на
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| ОУП 23.02.03.00.16.00 |
место;
— все пробковые и паронитовые уплотнительные прокладки (кроме прокладок головки цилиндров и крышки масляного насоса) ставить на герметизирующие пасты. На Горьковском автомобильном заводе применяют герметизирующую не засыхающую пасту УН-25, состоящую из касторового масла — 39%, смолы иди тол — 23, этилового спирта — 20, каолина — 10, газовой сажи — 8%;
— заусенцы и забоины на обработанных поверхностях деталей не допускаются;
— гайки шпилек крепления головки к блоку цилиндров, гайки болтов шатуна, болты крышек коренных подшипников, гайки болтов крепления маховика и болты крепления нажимного диска сцепления затягивать динамометрическими ключами (затягивать и подтягивать гайки головки цилиндров следует обязательно на холодном двигателе).
Технология сборки двигателей внутреннего сгорания
Технология общей сборки двигателей зависит от их размеров и серийности производства.
1. Сборка крупных двигателей в мелкосерийном производстве.
Сборка крупных двигателей производится в условиях мелкосерийного производства на неподвижных стендах.
Стендом обычно служат чугунные или стальные балки — параллели, укладываемые на массивные фундаментные балки, закрепленные на бетонном или железобетонном фундаменте. В параллелях сделаны продольные Т-образные пазы, в которые закладывают головки болтов, крепящих раму двигателя к стенду. Верхние плоскости параллелей точно обработаны и установлены на стенде горизонтально, с точностью 0,03 мм на 1м длины.
Раму двигателя устанавливают на параллели стенда, и щупом проверяют прилегание лап рамы параллелям. При наличии зазоров рама при затяжке болтов может деформироваться, поэтому зазоры более 0,05 мм не допускаются. Для исключения влияния зазоров раму можно устанавливать на точные клинья (бруски) и при обнаружении зазоров заменять отдельные клинья более толстыми. Раму прикрепляют к балкам и проверяют плоскостность верхней поверхности.
После выверки рамы устанавливают вкладыш подшипников рамы. Если вкладыши в механическом цехе раскачивались в сборе с рамой, то их устанавливают по меткам. Если подгонка вкладышей по валу производится при сборке, необходимо проверить прилегание вкладышей к постели покраске. После проверки вкладыши устанавливают в раму, и их положение фиксируют штифтами. При сборке двигателей больших размеров окончательную обработку вкладышей обычно производят в процессе сборки. Для получения правильных зазоров между валом и вкладышами проверку вкладышей целесообразно производить по валу-калибру, который представляют собой трубу с утолщенными шлифованными шейками, диаметр которых больше диаметра коренных шеек коленчатого вала на величину диаметрального зазора. При пришабривание вкладышей по валу-калибру необходимо добиться, чтобы площадь их прилегания составляла до 70-80% поверхности вкладыша, и сделать разбивку по краске (до одного-двух пятен на 1 см2). Одновременно с этим при помощи индикаторов проверяют параллельность оси вала плоскости рамы.
Верхние вкладыши шабрят относительно вала вне стенда или одновременно с нижними вкладышами, зажимая крышки подшипников специальными приспособлениями.
После пригонки вкладыши тщательно очищают, затем производят укладку коленчатого вала. Шейки вала и вкладыши перед укладкой смазывают маслом. Затем проверяют свободное вращение вала и линейные зазоры между буртиками и галтелями вала и упорным подшипником. При необходимости буртик подшипника пришабривают. Индикаторным приспособлением проверяют развал щек коленчатого вала путем контроля расстояния между щеками в четырех положениях коленчатого вала через 90º. Изменение расстояния между щеками не должно превышать 0,01-0,02 мм.
На вал ставят вкладыши и крышки подшипников
Собранный с гильзами узел блока при помощи крана и подъемного приспособления устанавливают на раму и закрепляют болтами. Иногда для лучшего уплотнения стыка используют бумажную прокладку или шелковую нитку.
Затем устанавливают и закрепляют анкерные болты. Затяжку анкерных болтов производят в порядке, оговоренном в сборочном чертеже, обычно в шахматном порядке, в несколько переходов. За каждый переход гайки затягивают на одну-две грани.
После закрепления блока устанавливают и закрепляют домкратики, с помощью которых крепят крышки подшипников рамы.
В гильзы блока вставляют поршни, собранные с шатунами. В конструкциях, у которых регулируется расстояние от оси нижней головки шатуна до торцевой поверхности поршня (шатун с отъемной головкой, поршень с вставкой), предварительно устанавливают поршень без поршневых колец, проверяют положение торца поршня относительно верхней поверхности бурта гильзы, подбирают прокладку, обеспечивающую требуемую высоту камеры сжатия. Затем вынимают поршень с шатуном, монтируют поршневые кольца и производят окончательную установку поршня на место, закрепление и шплинтовку шатунных болтов.
Для сжатия поршневых колец поршень при установке в гильзу пропускают через коническое кольцо, проходя через которое поршневые кольца постепенно сжимаются и свободно входят в цилиндры.
Головки цилиндров (крышки) поступают на общую сборку в виде узла с притертыми клапанами, собранными коромыслами. При их монтаже необходимо обеспечить правильное положение прокладок и равномерную затяжку шпилек.
После установки головок цилиндров ставят на место распределительные валы и монтируют шестерни привода. Правильность закрепления шестерен проверяют при установке первой шатунной шейки коленчатого вала в положение, соответствующее нахождению поршня в в.м.т. Кронштейны толкателей становятся так, чтобы ролики правильно касались кулачковых шайб. После проверки правильности положения всех механизмов подшипники распределительного вала и кронштейны толкателей закрепляют штифтами, болты и гайки, крепящие оси и шестерни шплинтуют.
Смотрите также
Одновременно с монтажом и проверкой механизмов привода монтируют топливные насосы, проверяют и фиксируют положение кулачковых шайб привода подачи топлива и устанавливают регулятор.
Ставят на место масляный и водяной насосы, проверяют зазоры между зубьями шестерен привода, закрепляют насосы болтами и фиксируют контрольными шпильками.
До того как полости корпусных деталей будут закрыты люками и крышками, монтируют внутренние маслопроводы. Затем устанавливают переднюю и заднюю крышки. На крышках закрепляют воздухораспределитель, привод тахометра, холодильник масла и фильтры.
На фланец коленчатого вала устанавливают маховик. Призонные пальцы крепления маховика должны быть плотно посажены в развернутые совместно с коленчатым валом отверстия; болты плотно затянуты и зашплинтованы. При установке маховика необходимо проверить правильность положения меток относительно кривошипов коленчатого вала.
Затем монтируют кронштейны и тяги топливных насосов и присоединяют их к регулятору; монтируют топливные трубопроводы, подводящие топливо от фильтров к топливным насосам и от насосов к форсункам, и сливные трубопроводы от форсунок и насосов.
К фланцам крышек присоединяют впускной и выпускной коллекторы, соединяют их трубопроводами и водопереливными патрубками с сапуном и водными полостями крышек. Под фланцы коллекторов помещают прокладки из асбестового картона или паронита, а под фланцы переливных патрубков – медноасбестовые прокладки.
Водяные трубопроводы и водяную систему испытывают на герметичность при давлении 3кГ/см2.
Затем воздухораспределитель соединяют воздушными трубопроводами с пусковыми клапанами, устанавливают внешние маслопроводы, щиток приборов, термопары и датчик тахометра. Полости двигателя закрывают люками, кожухами и щитками и производят пригонку и монтаж площадок и ограждений.
Собранный двигатель при помощи специальной траверсы снимают со стенда и направляют на испытание.
2. Сборка крупных и средних двигателей в крупносерийном производстве.
Сборка двигателей в крупносерийном производстве поточная. Она характеризуется почти полным исключением пригоночных работ.
Сборка тепловозного двигателя в крупносерийном производстве производится в следующем порядке. На отдельном стенде подготавливают к сборке блок цилиндров. В узел устанавливают выпускные коробки, гильзы, внутренние масляные трубопроводы, выпускные коллекторы.
На следующем поворотном стенде, куда собранный блок цилиндров передается краном, ставят вкладыши коренных подшипников и коленчатые валы. Точная обработка гнезд под вкладыши и вкладышей обеспечивает установку вала без шабрения. При необходимости исправляют шабером или гладилкой только отдельные места на галтелях. Поворотный стенд позволяет устанавливать блок при монтаже нижнего и верхнего коленчатых валов в нужное положение и обеспечивает удобство монтажа валов и затяжки подшипников. После затяжки подшипников, которые собирают без
прокладок, проверяют правильность сборки (щуп 0,03 мм не должен входить между поверхностями стыка).
Собранный с коленчатыми валами блок размещают на основном сборочном стенде.
В блок монтируют верхние и нижние поршни с шатунами и закрепляют на коленчатых валах шатунные подшипники.
Высота камеры сжатия проверяется при установке коленчатых валов в положение вмт. при помощи свинцовой палочки, которая через отверстия для форсунки вводится в цилиндр. Регулировку высоты камеры сжатия производят изменением толщины прокладок между опорной плитой и вставкой поршня.
Затем устанавливают вертикальную передачу, соединяющую верхний и нижний коленчатые валы. Коленчатые валы должны быть соединены между собой в таком положении, чтобы при положении верхнего поршня в в.м.т. нижний поршень этого же цилиндра находился на 12º после в.м.т. (по углу поворота кривошипа).
Валы топливных насосов (правый и левый) ставят в блок вместе с подшипниками и соединяют через промежуточные шестерни с верхним коленчатым валом. Приводные шестерни посажены на валы привода топливных насосов на регулируемых муфтах.
На кронштейнах блока устанавливают толкатели и топливные насосы. Затем на верхний коленчатый вал монтируют привод нагнетателя воздуха, на нижний – антивибратор и торцовые поверхности блока закрывают передней и задней крышками. На крышках монтируют агрегаты двигателя: нагнетатель воздуха, масляный и водяной насосы, воздухораспределитель, регулятор. В таком виде двигатель поступает на последний стенд, где монтируют все наружные трубопроводы и мелкие узлы, проверяют взаимодействие узлов и закрывают люки.
Собранный двигатель передают на испытательную станцию или на участок, где двигатель монтируется с генератором.
3. Сборка быстроходных двигателей в крупносерийном и массовом производстве.
Сборка быстроходных двигателей в условиях крупносерийного производства поточная, обычно производится на рельсовых или безрельсовых тележках, перемещаемых от одного сборочного поста к другому рабочими-сборщиками или с помощью специальной цепи, с которой тележка может соединяться откидным приспособлением.
В массовом производстве поточная сборка осуществляется на непрерывно движущемся конвейере. При этом такт сборки должен соответствовать программе выпуска.
Сборка V-образного двигателя осуществляется на безрельсовых тележках, оборудованных поворотным приспособлением, позволяющим
устанавливать двигатель в положение, необходимое для удобного выполнения той или иной операции.
На поворотное приспособление устанавливают подготовленный на узловой сборке верхний картер, в подшипники которого укладывают коленчатый вал, собранный с шатунами. Гайки крепления крышек подшипников при укладке вала должны быть затянуты до меток, которые нанесены еще до растачивания подшипников.
Затем картер поворачивают подвесками вниз и к шатунам присоединяют поршни. Для этого поршни нагревают в масле до температуры 100ºС, и пальцы свободно входят в отверстие. На поршневые кольца надевают стягивающие хомуты и, направляя поршни по гильзам, устанавливают на место блоки, собранные с головками цилиндров. Блоки закрепляют анкерными шпильками.
Распределительные валы, установленные на головках, соединяют с коленчатым валом при помощи наклонных валиков с коническими шестернями. Между наклонными валиками размещают привод масляного насоса и воздухораспределитель. При этом проверяют правильность сопряжения шестерен по пятну касания и зазорам между зубьями.
К нижней плоскости блока присоединяют нижний картер в сборе с масляным, водяным и топливоподкачивающим насосом и приводом тахометра. Между блоками ставят топливный насос и производят регулировку фаз газораспределения, начала подачи топлива и воздуха.
Затем монтируют фильтры, масляный и водяной холодильники, кожух маховика, конец коленчатого вала, впускной и выпускной трубопроводы, масляный, водяной и топливный трубопроводы.
Водяную полость подвергают гидравлическим испытаниям.
В массовом производстве укладку коленчатого вала в блок производят на узловой сборке, и блок устанавливают на конвейер в положении, не требующем его поворота для монтажа отдельных узлов. Процесс сборки состоит в присоединении собранных и испытанных узлов. Проверку правильности сопряжений производят на специально выделенных контрольных позициях при помощи приспособлений и инструментов, позволяющих выполнять контрольные операции точно и в короткое время.
Регулировку зазоров, фаз газораспределения, момент начала подачи топлива также производят на специально оборудованных сборочных позициях.
Стартеры, генераторы и другие узлы электрооборудования монтируют и проверяют в процессе сборке на конвейере.







