«Бесколлекторные двигатели» ЛикБез и проектирование
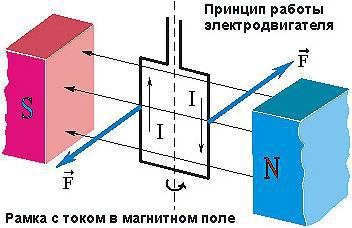
Принцип работы электрического двигателя:
В основу работы любой электрической машины положено явление электромагнитной индукции. Поэтому если в магнитное поле поместить рамку с током, то на неё подействует сила Ампера, которая создаст вращательный момент. Рамка начнет поворачиваться и остановится в положении отсутствия момента, создаваемого силой Ампера.
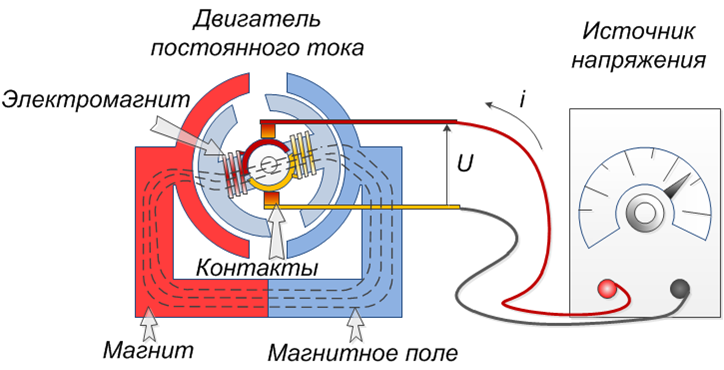
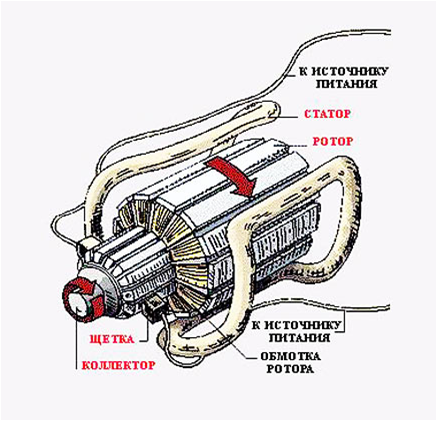
Устройство электрического двигателя:
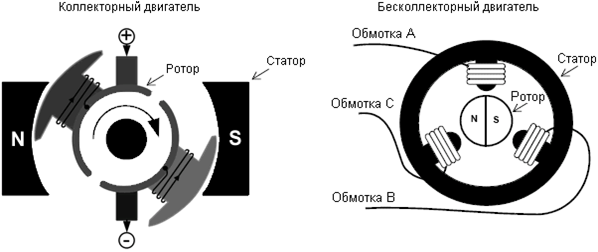
Любой электрический двигатель состоит из неподвижной части — Статора и подвижной части — Ротора. Для того чтобы началось вращение, нужно по очереди менять направление тока. Эту функцию и выполняет Коллектор (щетки).
Бесколлекторный двигатель — это двигатель ПОСТОЯННОГО ТОКА без коллектора, в котором функции коллектора выполняет электроника. (Если у двигателя три провода, это не значит что он работает от трехфазного переменного тока! А работает он от «порций» коротких импульсов постоянного тока, и не хочу вас шокировать, но те же двигатели которые используются в кулерах, тоже бесколлекторные, хоть они и имеют всего два провода питания постоянного тока)
Устройство бесколлекторного двигателя:
Inrunner (произносится как «инраннер»). Двигатель имеет расположенные по внутренней поверхности корпуса обмотки, и вращающийся внутри магнитный ротор.
Outrunner (произносится как «аутраннер»). Двигатель имеет неподвижные обмотки (внутри) вокруг которых вращается корпус с помещенным на его внутреннюю стенку постоянными магнитами. 
Принцип работы:
Для того чтобы бесколлекторный двигатель начал вращаться, напряжение на обмотки двигателя надо подавать синхронно. Синхронизация может быть организованна с использованием внешних датчиков (оптические или датчики холла), так и на основе противоЭДС (бездатчиковый), которая возникает в двигателе при его вращении.
Бездатчиковое управление:
Существуют бесколлекторные двигатели без каких либо датчиков положения. В таких двигателях определение положения ротора выполняется путем измерения ЭДС на свободной фазе. Мы помним, что в каждый момент времени к одной из фаз (А) подключен «+» к другой (В) «-» питания, одна из фаз остается свободной. Вращаясь, двигатель наводит ЭДС (т.е. в следствии закона электромагнитной индукции в катушке образуется индукционный ток) в свободной обмотке. По мере вращения напряжение на свободной фазе (С) изменяется. Измеряя напряжение на свободной фазе, можно определить момент переключения к следующему положению ротора.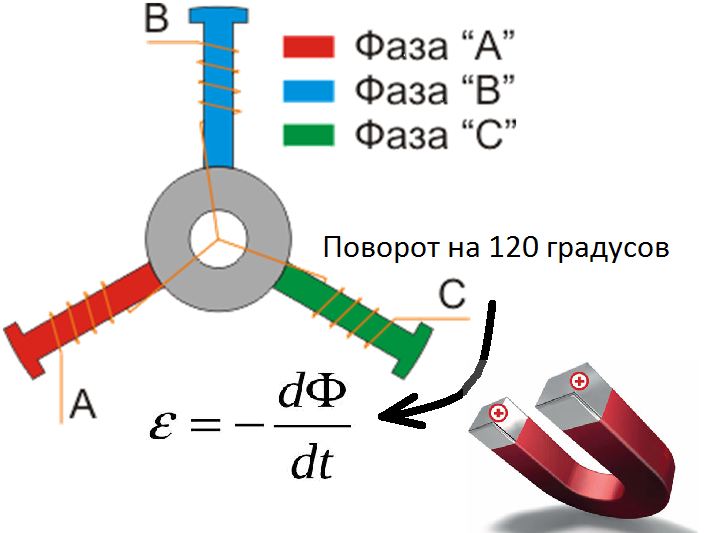
Что бы измерить это напряжение изпользуется метод «виртуальной точки». Суть заключается в том, что, зная сопротивление всех обмоток и начальное напряжение, можно виртуально «переложить провод» в место соединения всех обмоток: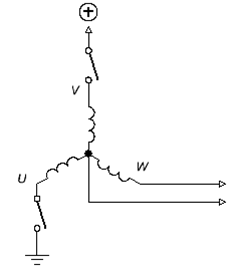
Регулятор скорости бесколлекторного двигателя:
Бесколлекторный двигатель без электроники — просто железка, т.к. при отсутствии регулятора, мы не можем просто подключить напряжение на него, чтоб он просто начал нормальное вращение. Регулятор скорости — это довольно сложная система радиокомпонентов, т.к. она должна:
1) Определять начальное положение ротора для запуска электродвигателя
2) Управлять электродвигателем на низких скоростях
3) Разгонять электродвигатель до номинальной (заданной) скорости вращения
4) Поддерживать максимальный момент вращения
Принципиальная схема регулятора скорости (вентильная):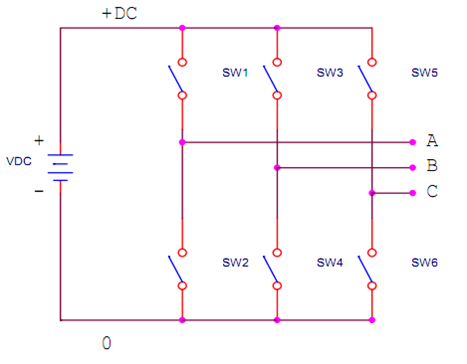
Бесколлекторные двигатели были придуманы на заре появления электричества, однако систему управления к ним никто не мог сделать. И только с развитием электроники: с появлением мощных полупроводниковых транзисторов и микроконтроллеров, бесколлекторные двигатели стали применятся в быту (первое промышленное использование в 60-х годах).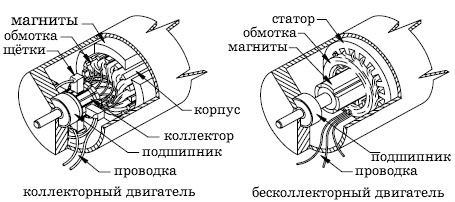
Достоинства и недостатки бесколлекторных двигателей:
Достоинства:
-Частота вращения изменяется в широком диапазоне
-Возможность использования во взрывоопасной и агрессивной среде
-Большая перегрузочная способность по моменту
-Высокие энергетические показатели (КПД более 90 %)
-Большой срок службы, высокая надёжность и повышенный ресурс работы за счёт отсутствия скользящих электрических контактов
Недостатки:
-Относительно сложная система управления двигателем
-Высокая стоимость двигателя, обусловленная использованием дорогостоящих материалов в конструкции ротора (магниты, подшипники, валы)
Разобравшись с теорией, перейдем к практике: спроектируем и сделаем двигатель для пилотажной модели МХ-2.
Список материалов и оборудования:
1) Проволока (взятая из старых трансформаторов)
2) Магниты (купленные в интернете)
3) Статор (барашек)
4) Вал
5) Подшипники
6) Дюралюминий
7) Термоусадка
8) Доспуп к неограниченному техническому хламу
9) Доступ к инструментам
10) Прямые руки 🙂
Ход работы:
1) С самого начала решаем:
Для чего делаем двигатель?
На что он должен быть рассчитан?
В чем мы ограничены?
В моем случае: я делаю двигатель для самолета, значит пускай он будет внешнего вращения; рассчитан он должен на то, что он должен выдать 1400 грамм тяги при трех-баночном аккумуляторе; ограничен я в весе и в размере. Однако с чего же начать? Ответ на этот вопрос прост: с самой трудной детали, т.е. с такой детали, которую легче просто найти, а все остальное подгонять под неё. Я так и поступил. После многих неудачных попыток сделать статор из листовой мягкой стали, мне стало понятно, что лучше найти её. Нашел я её в старой видеоголовке от видеорекоудора.
2) Обмотка трехфазного бесколлекторного двигателя выполняется изолированным медным проводом, от сечения которого зависит значение силы тока, а значит и мощность двигателя. Незабываем что, чем толще проволока, тем больше оборотов, но слабее крутящий момент. Подбор сечения:
1А — 0.05мм; 15А — 0.33мм; 40А — 0.7мм
3А — 0.11мм; 20А — 0.4мм; 50А — 0.8мм
10А — 0.25мм; 30А — 0.55мм; 60А — 0.95мм 
3) Начинаем наматывать на полюса проволоку. Чем больше витков (13) намотано на зуб, тем большее магнитное поле. Чем сильнее поле, тем больший крутящий момент и меньшее количество оборотов. Для получения высоких оборотов, необходимо мотать меньшее количество витков. Но вместе с этим падает и крутящий момент. Для компенсации момента, обычно на мотор подают более высокое напряжение. 
4) Дальше выбираем способ соединения обмотки: звездой или треугольником. Соединение звездой дает больший крутящий момент, но меньшее количество оборотов, чем соединение треугольником в 1.73 раз. (впоследствии было выбрано соединение треугольник) 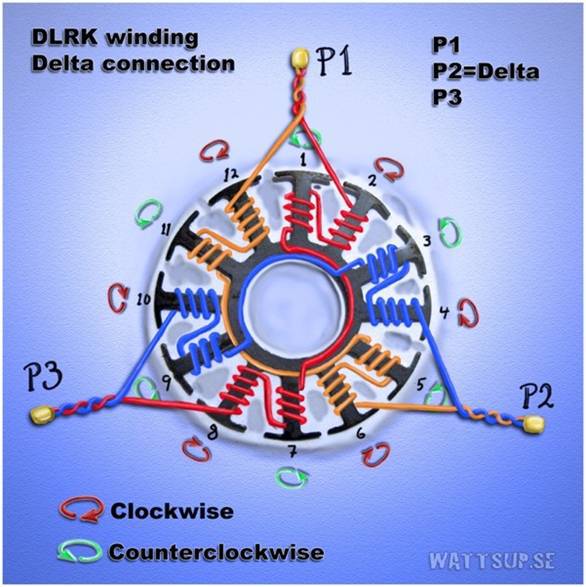
5) Выбираем магниты. Количество полюсов на роторе должно быть четным (14). Форма применяемых магнитов обычно прямоугольная. Размер магнитов зависит от геометрии двигателя и характеристик мотора. Чем сильнее применяемые магниты, тем выше момент силы, развиваемый двигателем на валу. Также чем больше количество полюсов, тем больше момент, но меньше оборотов. Магниты на роторе закрепляются с помощью специального термоклея. 
Испытания данного двигателя я проводил на созданной мной витномоторной установке, которая позволяет измерить тягу, мощность и обороты двигателя.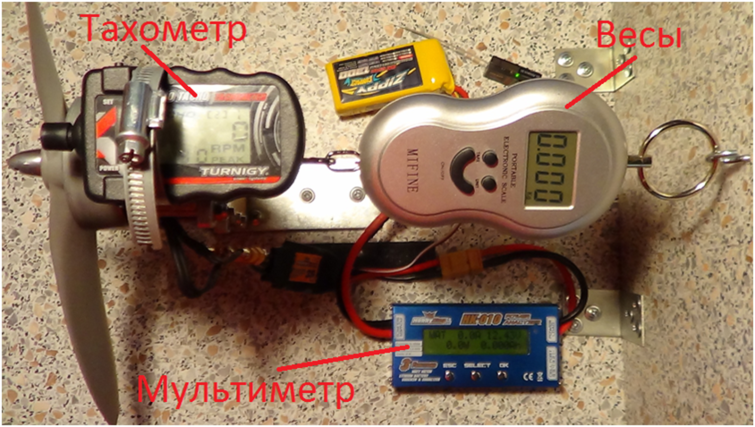
Чтобы увидеть отличия соединений «звезда» и «треугольник» я соединял по разному обмотки: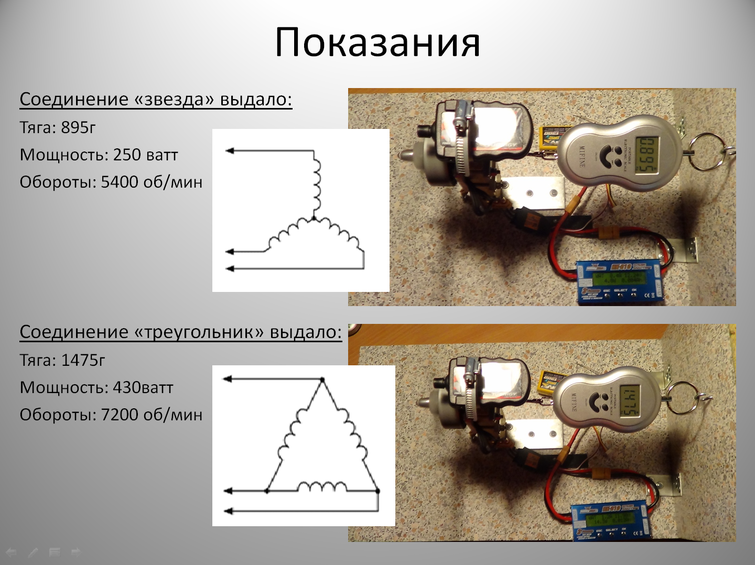
В итоге получился двигатель соответствующий характеристикам самолета, масса которого 1400 грамм. 
Характеристики полученного двигателя:
Потребляемый ток: 34.1А
Ток холостого хода: 2.1А
Сопротивление обмоток: 0.02 Ом
Количество полюсов: 14
Обороты: 8400 об/мин
Видеоотчет испытания двигателя на самолете. Мягкой посадки 😀
Расчет КПД двигателя: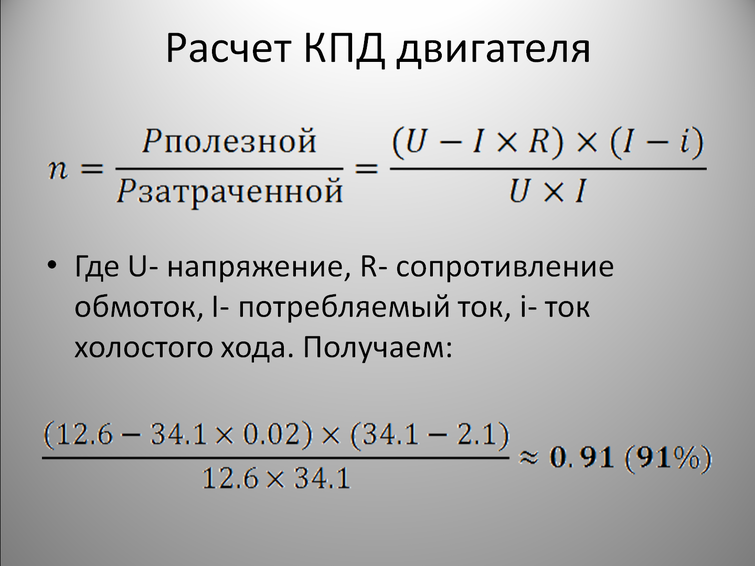
Очень хороший показатель. Хотя можно было еще выше добиться. 
Выводы:
1) У бесколлекторных двигателей высокая эффективность и КПД
2) Бесколлекторные двигатели компактны
3) Бесколлекторные двигатели можно использовать во взрывоопасных средах
4) Соединение звездой дает больший крутящий момент, но меньшее количество оборотов в 1.73 раза, чем соединение треугольником.
Таким образом, изготовить собственный бесколлекторный мотор для пилотажной модели самолета- задача выполнимая
Если у вас есть вопросы или вам что-то не понятно, задавайте мне вопросы в комметариях этой статьи. Удачи всем)
Как сделать авиамодельный двигатель типа ВЕТЕРОК 0,8
Для советского человека не секрет, что микродвигатели можно сделать своими руками а не только купить готовый. В былые времена многие авиамоделисты сами себе изготавливали микродвигатели а та так же дорабатывали уже существующие. Ниже изложенная статья поможет узнать некоторые моменты самостоятельного изготовления микродвигателя маленького объема. На примере двигателя ветерок с рабочим объемом 0,8 см 3
Технические данные «Ветерка»
Диаметр цилиндра 10 мм
Ход поршня 10 мм
Рабочий объем 0,8 см 3
Рабочие обороты на винте 150х70 мм 12 800 об/мин
Мощность двигателя на валу 0,06 л. с.
Степень сжатия 9 атм
Состав горючего:
75% метилового спирта (метанол);
25% касторового масла.
Авиамодельный двигатель малого объема — около 1 см 3 — давняя мечта наших авиамоделистов. В первую очередь такой двигатель необходим моделистам-школьникам. Чем меньше объем двигателя, тем меньше усилий требуется для того, чтобы его завести. Поэтому двигатель в 1 см 3 наверняка найдет широкое распространение среди юных авиамоделистов. Кроме того, надо учесть, что в последнее время у авиамоделистов-спортсменов во всем мире значительно возрос общий уровень летных достижений моделей свободного полета и намечается стремление через год два уменьшить максимально допустимый рабочий объем двигателя для всех таймерных моделей чемпионатного класса с 2,5 м 3 до 1,5 или даже до 1 см 3 .
Наконец, микролитражные модельные двигатели малых кубатур (до 0,8 см 3 ) могут с успехом применяться и для моделей автомобилей, лодок, глиссеров.
Двигатель «Ветерок» был нами построен и испытан, причем выполнялись одновременно три экземпляра двигателя. Об одном из них мы и хотим вам рассказать.
Изготовление микролитражного двигателя «Ветерок» под силу любой станции юных техников, где есть простейшие токарные и фрезерные станки. Однако надо заметить, что только при аккуратном и точном выполнении всех советов по изготовлению детален и сборке двигателя можно получить желаемые результаты.
Двигатель «Ветерок» двухтактный, калильного типа, может работать на любом спиртовом горючем в смеси с касторкой.
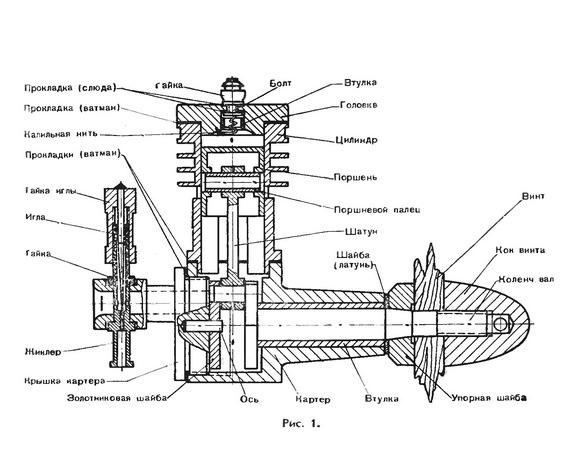
Как же изготовить «Ветерок»?
Начинать изготовление двигателя надо с самой главной детали — цилиндра. Цилиндр состоит из головки, втулки, болта, слюдяных прокладок, калильной нити, гайки и клиньев.
Сама головка изготовляется из материала Д16Т диаметром 20 мм. Пруток зажимается в кулачковый патрон, и производится полная обработка по чертежу той стороны прутка, где должна быть сферическая выемка. Далее сверлятся отверстия диаметром 4 и 22 мм. Сферическая выемка полируется пастой ГОИ. Затем деталь отрезается от заготовки. Обратная сторона детали обрабатывается в специальной оправке, которая зажимается в кулачковый патрон станка. Затем размечаются и сверлятся отверстия под винты крепления к цилиндру.
Болт точится из стали У5 по чертежу. В головке болта высверливается глухое отверстие диаметром 0,6 мм под медный клин для заделки калильной нити.
Это отверстие сверлится под углом к телу болта. Гайка и втулка точатся соответственно из латуни и дюралюминия Д16Т по чертежу.
Калильные нити можно делать из платиновой, родиевой или иридиевой проволоки. Возможно использование проволоки от старых термопар нагревательных термических печей, причем их необходимо калибровать фильерами.
Фильер представляет собой пластинку из нержавеющей нагартованной стали (или из стали У8) толщиной 0,3 мм. В этой пластинке нужно пробить отверстие обломанной иглой с помощью молотка. Иглу держите плоскогубцами. Протяжка проволоки для нити показана на рисунке 3 в.
Нить наматывается в спираль на оправке диаметром 1 мм. Шаг намотки 0,6-0,7 мм.
Особенно хорошо работают спирали, свитые из двойной или тройной проволочки платины толщиной 0,05 мм
Порядок сборки головки цилиндра следующий.
Конец спирали закрепляется медным клином в болте ударами по бородке молоточком. На болт надеваются слюдяные прокладки толщиной 0,3 мм. Со стороны полусферы в головку вставляется болт. В выточку головки закладываются слюдяные прокладки общей толщиной 0,5 мм. За-тем навертывается латунная гайка» которая затягивается круглогубцами до полной герметичности головки. Необходимо проверить, изолирован ли болт от головки. При этом запрессовывается втулка, закрепляется по месту второй конец калильной спирали. Это производится при помощи медного клина. Теперь можно приступить к проверке исправности калильного элемента. Проверка производится под напряжением от одной аккумуляторной банки, дающей напряжение 1,2 — 1,4 в. Из холоднокатаной медной фольги разных толщин изготовляется несколько прокладок соответственно 0,1, 0,2, 0,3 мм. При доводке двигателя выбирается лучшая.
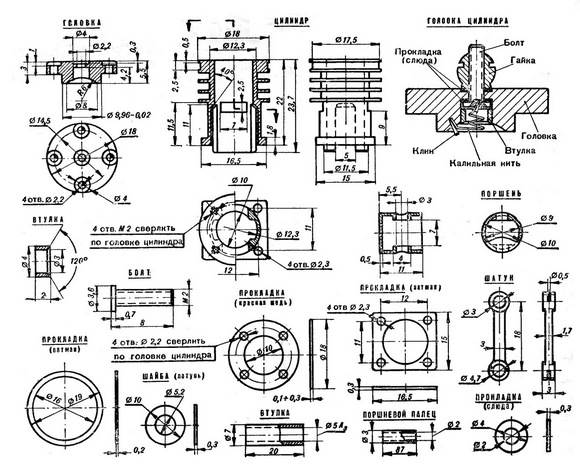
Заготовка цилиндра делается из прутка диаметром 20 мм (рис. 2). Эта заготовка обтачивается на станке до диаметра 18 мм, сверлится сверлом диаметром 9,5 мм. и затем у нее протачиваются наружные размеры. При нарезке ребер желательно подпереть цилиндр задней бабкой и прорезать на обратном ходу. После этого у него протачивается внутренний диаметр до размера 9,8 мм. Отрезанный от заготовка, цилиндр проходит слесарную обработку: опиливается фланец крепления (можно на наждачном круге), засверливаются отверстия в головке и фланце, нарезается резьба для крепления головки цилиндра, распиливаются выхлопные окна и фрезеруются перепускные каналы. Головка цилиндра подвергается термообработке до R 45 — 47, Желательно шлифовать зеркало цилиндра до размера диаметра 10 ± 0,02 мм. Окончательно доводится размер диаметра чугунным притиром с пастой ГОИ (рис. 3, б).
Особое внимание нужно уделить обеспечению герметичности, для чего на плите следует притереть верхний фланец цилиндра. Прокладка под цилиндр вырезается из ватмана (рис. 2).
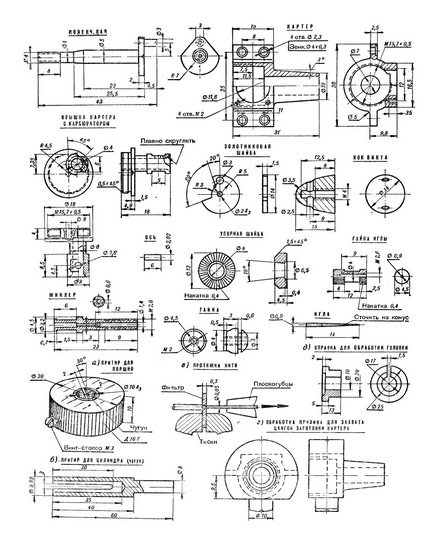
Поршень точится на токарном станке из стали У10 или У12 диаметром 12 мм. Заготовка обтачивается до диаметра 11 мм и просверливается до диаметра 7 мм, глубиной 10,5 мм. Поршень растачивается внутри по размерам, приведенным на чертеже. Затем протачивается наружный размер до диаметра 10,2 или 10,3 мм, после чего поршень отрезается от заготовки. После этого сверлится отверстие под поршневой палец сверлом диаметром 2,9 мм и зачищается хорошей разверткой ЗА на малом ходу, с маслом. Калится поршень до Rс 60—62, шлифуется снаружи до размера 10 ± 0,02 мм и притирается по цилиндру чугунным притиром (рис. 3, а). Необходимо также притереть отверстие под поршневой палец медной проволокой толщиной 3 мм.
Поршневой палец делается из заготовки стали У8 или У10 диаметром 4 или 5 мм. Заготовка торцуется и засверливается сверлом диаметром 1,9 мм, а затем протачивается снаружи до диаметра 3,2 мм и отрезается от заготовки. После этого деталь следует закалить до Rс = 60-62. Наконец она шлифуется и притирается по отверстию в поршне.
Контур шатуна размечается вдоль проката на прессованном дюралюминиевом профиле Д16Т. Затем засверливаются два отверстия сверлом диаметром 2,9 мм на расстоянии 18 мм. Производится слесарная обработка по чертежу, после чего отверстия разворачиваются разверткой ЗА3 (с маслом), а затем зачищаются. Необходимо следить, чтобы в них не попал абразив, вызывающий сильный износ поршневого пальца. Поверхность шатуна полируется гладким стальным каленым стержнем.
Для коленчатого вала вытачивается заготовка из стали 12XH3A или из 18ХНВА диаметром 14 мм, длиной 43 мм. В ней засверливаются центровые углубления: два — по оси заготовки и два — смещенные от оси на 5 мм. Сначала обрабатывается палец кривошипа в смещенных центрах, после чего в центрах на оси протачивается шейка и носок коленчатого вала. Затем нарезается резьба М4. После этого производится слесарная обработка. Деталь цементируется на глубину 0,5 мм, калится до Rc — 42- 45 и, наконец, шлифуется с притиркой трущихся поверхностей.
На заготовке, зажатой в кулачковый патрон диаметром 50 — 55 мм из Д16Т, протачивается носок картера и кривошипная камера с нарезанием резьбы под крышку, после чего носок картера отрезается от заготовки по размеру, указанному на чертеже. В картер запрессовывается бронзовая втулка, выточенная заранее по чертежу (рис. 5). После этого производится разметка расположения цилиндра и засверливаются центровые углубления по оси цилиндра для обработки места его крепления.
Зажав заготовку картера в центрах, обрабатываете прилив диаметром 10 мм для захвата цангой (рис. 5, г). Зажав заготовку в цанге, обрабатываете место крепления цилиндра по чертежу.
Затем производится фрезерная и слесарная обработка картера. Задняя крышка картера (рис. 5) с карбюратором вытачивается из заготовки Д16Т за два приема. Сначала производится торцевание, затем обработка по внешним размерам и разделка отверстия под ось. На длине 18 мм отрезается крышка от заготовки и производится разметка отверстия карбюратора, которое засверливается сверлом диаметром 3,9 мм и разделывается разверткой 4А3. Деталь зажимается в центре, и производится токарная обработка корпуса карбюратора. После этого происходит слесарная обработка детали по чертежу (рис. 3).
Жиклер и гайка иглы вытачиваются из латуни Л59 или Л62 по чертежу (рис. 3).
Игла карбюратора изготовляется на токарном станке из проволоки ОВС, предварительно нормализованной (прогревается до 200 — 240°С в течение 20 — 30 мин.). Упорная шайба и кок (рис. 3) вытачиваются из Д16Т по чертежу. Крепежные винты подбираются по месту и диаметрам, указанным на чертежах. Размеры и материалы прокладок и шайб указаны на чертежах.
Ось изготовляется из проволоки ОВС диаметром 2,5 мм и шлифуется до чертежных размеров.
Золотниковая шайба (рис. 3) делается из 1,5 мм текстолита или гетинакса. На токарном станке вытачивается круглая заготовка, затем производится ее слесарная обработка по размер рам, указанным на чертеже, и притирается рабочая поверхность.
Сборка двигателя
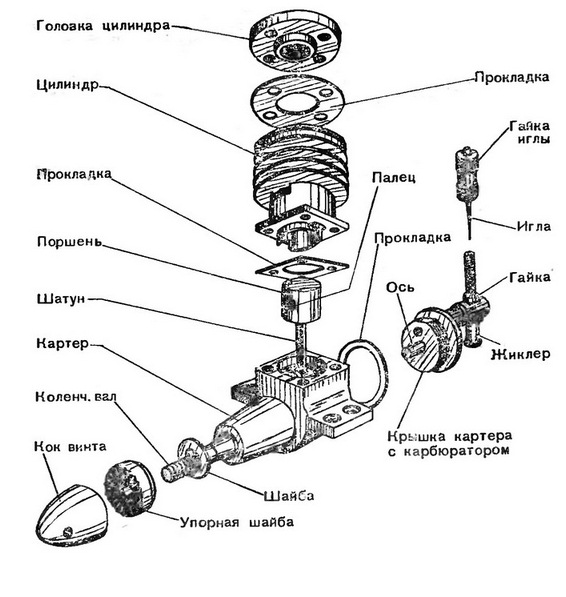
Сборка двигателя производится в следующей последовательности:
- 1) запрессовывается ось золотника;
- 2) надевается золотник, смазанный маслом;
- 3) вставляется в картер коленчатый вал, смазанный маслом;
- 4) соединяется шатун с поршнем поршневым пальцем, нижняя головка надевается на палец кривошипа коленчатого вала;
- 5) ввертывается в картер крышка с прокладкой и золотником;
- 6) прокладывается прокладка под цилиндр, смазываются поршень и цилиндр маслом, надевается цилиндр на поршень;
- 7) завертываются крепежные винты М2 длиной 5 мм;
- 8) проверяется легкость вращения коленчатого вала;
- 9) надевается упорная прокладка, упорная шайба, винт и кок, снова проверяется легкость вращения коленчатого вала;
- 10) устанавливается жиклер и гайка с иглой на карбюратор;
- 11) ставится на место головка с прокладками, и двигатель устанавливается на стенд; подсоединяется резиновой трубкой бачок с горючим;
- 12) подсоединив аккумулятор на массу и гайку головки цилиндра, проверните за винт вал двигателя; закрыв карбюратор пальцем, попытайтесь запустить двигатель, резко нажимая указательным пальцем на винт.
Применяется аккумулятор кадмиево-никелевый, марки КН-10 — 2 банки на 2,4 в.
Регулировка оборотов производится иглой карбюратора. Как только режим двигателя станет устойчивым, отсоедините провода от мотора. Необходимо перед эксплуатацией двигатель обкатать в течение 30 -35 мин.







