Технологический процесс мойки заключается в подаче в камеру мойки сборочных единиц и деталей, опускании шторки, закрывающей проем для исключения разбрызгивания моющего раствора, включении насоса подачи раствора в сопла, обеспечении относительного перемещения деталей и струй жидкости. По истечении времени мойки двигатель насоса отключается, шторка, закрывающая входной проем, поднимается, и корзина с деталями возвращается в исходное положение. Для удаления паров моющей жидкости на всем протяжении мойки работает вытяжная вентиляция.
Схема автоматизации технологического процесса мойки показана на рисунке 1.
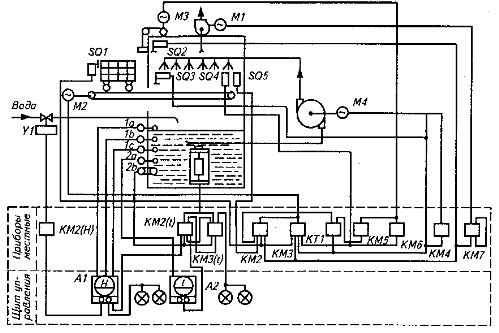
Рис. 1. Схема автоматизации процесса мойки
Для управления исполнительными механизмами моечной машины установлены бесконтактные путевые конечные выключатели SQ1 — SQ5 в комплекте с промежуточными реле KV1 — KV5. В исходном состоянии тележка находится в крайнем левом положении (включено реле KV1), шторка — в крайнем верхнем (включено реле KV2).
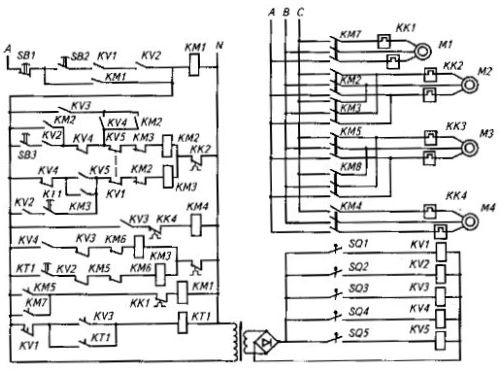
При соблюдении этих условий и нажатии кнопки SB2 включается контактор КМ1 и своим замыкающим контактом самоблокируется. При нажатии кнопки SB3 на обмотку пускателя привода каретки «Вперед» КМ2 подается напряжение. При подходе каретки к путевому выключателю SQ4 последний включает реле KV4, размыкающий контакт которого обесточивает катушку пускателя КМ2, а замыкающий — подготавливает цепь питания катушки пускателя КМ2 по цепи KV3 — KV4 — KV5 — KM3 и подает питание на катушку пускателя привода шторки КМ5.
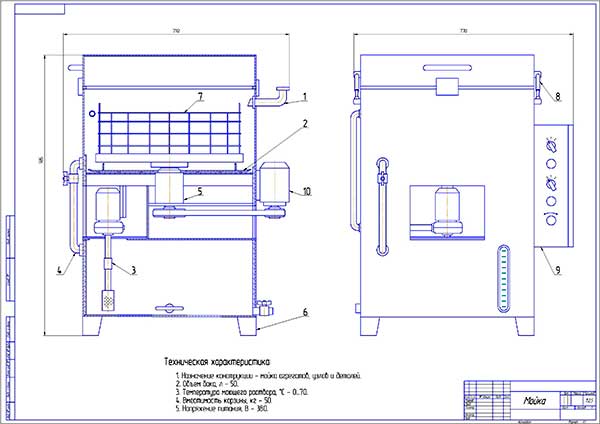
Рис. 2. Схема моечной машины
Посредством пускателя КМ5 подается напряжение на обмотку другого пускателя-включателя вентилятора КМ7. Шторка, опустившись в крайнее нижнее положение, посредством выключателя SQ3 включает реле KV3, которое в свою очередь включает пускатель насоса КМ1, реле времени КТ1 мойки и пускатель привода каретки «Вперед». Каретка, продолжая движение вперед, воздействует на выключатель SQ4.
Движение каретки продолжается до срабатывания SQ5. Реле отключает питание с обмотки реле «Вперед» и подает его на обмотку реле «Назад».
Движение каретки продолжается до тех пор, пока не сработают контакты реле времени (мойки), которое обеспечит включение пускателя привода шторки «Вверх». Она воздействует на SQ3. При этом реле отключается, питание с пускателя привода насоса прекращается, а цепь питания пускателя привода каретки «Вперед» разрывается. Второй замыкающий контакт КТ1 подготавливает цепь питания катушки «Назад».
Если контакты реле времени КТ1 срабатывают, то каретка доходит до SQ5 и возвращается назад до SQ4. Если же контакты реле КТ1 замыкаются при движении каретки «Назад», то ее перемещение продолжается, так как привод ее будет получать питание при подъеме шторки в крайнее верхнее положение по цепи KV2 — КТ1 — KV1 — КМ2 — KV3, при этом каретка всегда возвращается в крайнее левое положение, вызывая срабатывание SQ1. Реле KV1 отключает питание с пускателя КМ3, и каретка останавливается.
Это же реле отключает и реле времени КТ1. После замены очищенных деталей в тележке загрязненными и нажатия кнопки SB3 весь процесс подачи каретки с деталями в моечную камеру и сам процесс очистки повторяются.
Вентилятор вытяжки работает постоянно. Отключают его нажатием кнопки SB1.
Моечная машина для деталей
Для обезжиривания деталей щелочными растворами применяют однокамерные, двухкамерные или трехкамерные моечные машины . В однокамерной и двухкамерной машине детали обезжириваются щелочным раствором и промываются горячей водой. В третьей камере трехкамерной машины обезжиренные и промытые горячей водой детали просушиваются.
На рис. 14 показана трехкамерная моечная машина для деталей , состоящая из каркаса, системы трубопроводов с брызгалами, ленточного транспортера с приводом (на рисунке не ноказан), баков, водонагревателей и насосов. Каркас 4 машины сварной и собран из трех камер и пред-камеры, жестко соединенных болтами, через уплотнительные прокладки. Каждая камера имеет двойные металлические стенки, между которыми проложена теплоизоляция из шлаковаты. Нижняя часть камер имеет поддон с уклоном для стока жидкости. Камеры разделены друг от друга межкамерным пространством и шторками из резины. В каждой камере установлены трубопроводы с системой брызгал. Размещение брызгал (64 шт.) позволяет омывать струей раствора со всех сторон детали, уложенные на движущуюся ленту транспортера. Диаметр отверстий брызгал равен 4 мм, при полном напоре давление струи жидкости у выхода из сопла равно 5 кг/смг. В первой камере детали обмываются горячей водой, во второй щелочным раствором, а в третьей ополаскиваются чистой горячей водой.
Рис. 14. Трехкамерная моечная машина; а — общий вид; б — разрез камеры; в — схема бака; г — привод ленты.
Предкамера и камеры полоскания имеют вытяжные зонты 10 и 5 для подключении машины к системе вентиляции. Для отстоя моющей горячей воды и отбора масла имеется бак 11 емкостью 4 м3, оборудованный корзиной. Последняя периодически очищается от грязи.
Насос 12 марки 3К-6 производительностью 45 м3/час служит для нагнетания горячей воды. Он приводится от электродвигателя 13 мощностью 14 квт.
Вода нагревается до 95—100° С в водонагревателе 9 вертикального типа. Поверхность нагрева установки равна 25 м2.
Второй бак 14 предназначен для щелочного раствора, нагнетаемого насосом 15 (марки 3К-6) во вторую камеру. Этот насос приводится электродвигателем 16. Для подогрева щелочного раствора имеется водонагреватель 8. Бак 3 емкостью 1 м3, оборудованный паровым змеевиком, предназначен для воды, поступающей в третью камеру ополаскивания деталей. Жидкость из бака 3 в камеру нагнетается насосной установкой, состоящей нз насоса 2 марки 2K-6 (производительностью 10 м3/час) и электродвигателя 1.
Для определения температуры и давления раствора в системе служат контрольные приборы 6 и 7.
Ленточный транспортер 23 приводится в движение от электродвигателя 19 мощностью 1,7 квт (n = 930 об/мин) через редукторы 20 и 21 и цепную передачу 22. Скорость движения ленты транспортера 0,345 м/мин.
Схема работы моечной машины для деталей следующая. Отстоявшаяся жидкость из бака нагнетается насосом в водонагреватель. Нагретая в водонагревателе до 95—100°С жидкость под высоким давлением поступает в трубопроводы камеры к брызгалам. Использованная жидкость стекает в бак и отстаивается. Грязь скапливается в корзине 17. Вода для пополнения бака поступает через бачок 18, оборудованный поплавком, поддерживающим постоянный уровень жидкости.
На ремонтных заводах, кроме универсальных моечных машин, применяют специальные моечные машины, приспособленные для промывки определенных узлов и деталей. Такие машины устанавливают на поточной линии участка разборки. Поэтому значительно сокращается путь транспортировки деталей по цеху; кроме того, обеспечивается чистота в цехе. Обычно грязь и масло, стекающие с деталей при перевозке от поста разборки до моечной машины, загрязняют производственное помещение.
На рис. 15 показана схема машины для мойки блока цилиндров в сборе с головкой, коллекторами и трубопроводами. Машина устанавливается между главной линией разборки дизеля и линией разборки блока (перед стендом для разборки блока). Моечная машина состоит из камеры 7, рольганга 4, червячных редукторов 2, шагающей балки 16 и коллектора 10 с брызгалами 8. Червячные редукторы прикреплены к нижней плоскости рамы рольганга. Червяки редукторов соединены общим валом 18 и приводятся во вращение от электродвигателя 15. Оба червячных колеса вращаются по часовой стрелке. На оба конца вала червячного колеса левого редуктора посажены кривошипы 1.
Шагающая балка опирается на кривошипы кронштейнами 3. Правый конец шагающей балки опирается на два ролика 14, посаженные на кривошипы вала червячного колеса правого редуктора. Благодаря синхронному вращению правых и левых кривошипов каждая перекладина 6 шагающей балки описывает окружность, равную окружности, описанной центром пальца кривошипа. При этом на протяжении 180° поворота кривошипа верхняя плоскость шагающей балки занимает положение выше плоскости рольганга, на протяжении следующих 180° плоскость шагающей балки находится ниже плоскости рольганга. Благодаря этому блок, подлежащий промывке, приподнимается шагающей балкой над плоскостью рольганга, переносится на некоторое расстояние в право и опускается нa рольганг. В этом положении деталь находится до тех пор, пока шагающая балка, совершив вторую половину оборота ниже плоскости рольганга, придет в соприкосновение с блоком и приподнимет его для следующего шага.
Таким образом, блок постепенно продвигается слева направо. Горячая вода подается вмашину под давлением 4—5 aта от насосной станции по трубе 11 и стекает в нижний бак насосной станции по трубе 17. Труба 9 служит для вентиляции. Блок устанавливают на левую выступающую часть рольганга, поднимают уравновешенную входную заслонку 5 и по рольгангу вталкивают в машину. Благодаря специальной электрической блокировке шагающая балка при выключении электродвигателя привода всегда останавливается в нижнем положении и не мешает втолкнуть блок.
Далее заслонку опускают и включают электродвигатель привода шагающей балки и насос. Пройдя через моющий коллектор, блок нажимает на ролик 12, связанный с механизмом электрической блокировки. При этом электродвигатель привода автоматически выключается и шагающая балка останавливается в нижнем положении. Одновременно выключается насос на насосной станции. Затем поднимают выходную заслонку 13 и промытый блок выкатывают на правую выступающую часть рольганга.
Рис. 15. Машина для мойки блока.
Машина с шагающей балкой обладает рядом преимуществ по сравнению с машиной, оборудованной ценным транспортером:
Деталь входит в машину или выходит из нее одним быстрым движением. При ценном транспортере деталь входит в камеру машин и выходит из нее со скоростью движения транспортера. Благодаря этому машина с шагающей балкой работает при закрытых дворцах на входе и выходе, в то время как камеры обычной машины остаются открытыми. Занавески из резины или брезента, прикрывающие вход и выход камеры обычной моечной машины, не обеспечивают надежную герметизацию. Поэтому пар и брызги моющей жидкости попадают из машины и цех.
Звенья цепного транспортера пересекают струн жидкости и значительно ухудшают работу нижних брызгал. В описываемой машине струи жидкости не пересекаются шагающей балкой, и поэтому брызгала работают более эффективно.
Моечная машина для коленчатых валов ( рис. 16 ) состоит из ванны 1, корыта 9, каретки 5 и насоса 12. На дне ванны уложен паровой змеевик 13, позволяющий щелочной раствор нагревать до температуры 70—80° С. Ванна оборудована решеткой 14 и откидной крышкой 2. На каретке 5, передвигаемой вручную на четырех роликах 8 по рельсам 3 вдоль корыта, установлен подковообразный коллектор 6 с брызгалами 7. Моющая жидкость в коллектор нагнетается пo гибкому рукаву 10 вихревым насосом 12. Насос по трубе 11 питается чистой водой из заводской магистрали горячего водопровода или из специальной емкости. В корыте установлены призмы 4 для укладки коленчатого вала. Порядок промывки вала следующий. Открывают крышку ванны, и коленчатый вал при помощи подъемника укладывают на решетку 14. В горячем щелочном растворе деталь выдерживают в течоние 10—15 мин.
Затем коленчатый вал извлекают из ванны и укладывают па призмы, включают насос и, перемещая каретку вдоль коленчатого вала влево и вправо, обмывают деталь чистой горячей водой. Использованная вода стекает по корыту в канализацию. Для того чтобы ограничить расход горячей воды, в электрической схеме управления электродвигателем вихревого насоса предусмотрено реле времени. Последнее регулируют на 2 мин. По истечении установленного времени насос автоматически останавливается.
Рис. 16. Машина для мойки коленчатых валов.
Масляные фильтры типа «Кимаф» состоят из трех входящих друг в друга секций. Каждая секция представляет собой гофрированный металлический стакан, плотно обмотанный одним слоем специальной перфорированной латунной проволоки. Благодаря перфорации между витками проволоки образуются узкие фильтрующие щели. В процессе эксплуатации эти щели постепенно засоряются, и поэтому увеличивается сопротивление фильтра и в несколько раз уменьшается его пропускная способность. При периодической промывке фильтров дизельным топливом или бензином в процессе эксплуатации дизеля пропускная способность фильтров но восстанавливается, так как при такой промывке мелкие частицы, застрявшие в щелях фильтра, не удаляются. При капитальном ремонте дизеля пропускную способность фильтра восстанавливают путем химической обработки. Каждую секцию после разборки фильтра предварительно промывают в моечной машине горячей водой. Затем секции подвергают химическому травлению в щелочном растворе ( табл. 2 ) при температуре 70—90° С. Секции с латунным или стальным корпусом выдерживают в растворе в течение 3 час; для корпусов из алюминиевых сплавов время выдержки составляет 12 час.
Таблица 2 . Щелочные растворы для обработки секций фильтров
Содержание компонентов в г/л для секций с корпусом
Проект моечной машины для мойки агрегатов, узлов и деталей
В качестве конструктивной разработки предлагается проект моечной машины для мойки агрегатов, узлов и деталей. Данная конструкция позволит повысить качество мойки объектов при проведении ТО, а также значительно сократить трудозатраты слесарей, так как процесс мойки предполагается проводить в автоматическом режиме.
Для пункта ТО предлагается спроектировать погружную моечную машину, которая будет применяться для мойки таких узлов и деталей как крышки и корпусы фильтров, поддоны воздухоочистителей и т.п., т.е. тех деталей которые необходимо снимать и промывать при проведении ТО.
Проектируемая моечная машина предназначена для автоматической мойки деталей с помощью горячей воды и биоразлагаемых моющих средств.
Также возможна мойка деталей демонтируемых в процессе ремонта машин.
Узлы и детали, подвергающиеся мойке при ТО преимущественно небольшого размера, поэтому ориентировочно принимаем суммарную массу загружаемых деталей Mзагр = 50 кг.
Далее выбираем стандартную корзину, при работе мойки она будет вращаться, поэтому подбираем круглую корзину.
Общий вид мойки агрегатов, узлов и деталей
Схема работы мойки агрегатов, узлов и деталей
Сборочный чертеж опоры стола мойки
Сборочный чертеж грязеуловителя и деталировочные чертежи вала, стакана и шкива
4.1 Обоснование выбора конструктивной разработки
4.2 Общие положения по мойке объектов ремонта
4.3 Расчет и подбор элементов конструкции
4.3.1 Определение загрузочной способности мойки
4.3.2 Расчет опоры корзины
4.3.3 Расчет привода корзины
4.3.4 Подбор электронасоса и фильтра
4.3.5 Определение объема бака
4.3.6 Выбор моющего средства
4.3.7 Подбор термоэлектронагревателя (ТЭНа)
4.4 Конструктивные особенности мойки
4.5 Обслуживание мойки
4.6 Результаты внедрения мойки в техпроцесс
4.7 Нормы безопасности
Пояснительная записка 17 листов описания и расчетов, спецификации.