Ремонт цилиндро-поршневой группы ЯМЗ-238
Гильзы цилиндров – «мокрого» типа, изготавливаются из специального чугуна
Гильзы устанавливаются своими посадочными поясами в расточки блока цилиндров и сверху прижимаются через бурт и прокладку головками цилиндров
Выступание бурта гильзы над поверхностью блока цилиндров на двигателях:
ЯМЗ-238БЕ2, ЯМЗ-238ДЕ2 — 1,6 +0.035 /-0.065 мм.
ЯМЗ-238БЕ, ЯМЗ-238ДЕ — 0,1 +0.065 /-0.035 мм.
На двигатели ЯМЗ-238БЕ, ЯМЗ-238ДЕ могут устанавливаться гильзы со следующими конструктивными особенностями:
1. Гильза 236-1002021-А5
Поверхности гильзы фосфатированные.
Фосфатированный слой улучшает притирочные характеристики, увеличивает износостойкость поверхности, снижает вероятность образования натира.
Внешнее отличие фосфатированной гильзы от нефосфатированной ― значительно более темный (от темно-серого до черного) цвет наружной поверхности.
Верхний торец бурта гильзы выполнен выступающей частью к внутренней поверхности гильзы (под асбостальную прокладку газового стыка) с высотой бурта 12,1 мм.
В нижней части гильзы выполнены три канавки под антикавитационное и уплотнительные резиновые кольца.
2. Гильза 236-1002021-А
Конструктивные особенности аналогичны предыдущей, но только отсутствует фосфатированное покрытие поверхности гильзы.
На двигатели ЯМЗ-238БЕ2, ЯМЗ-238ДЕ2 устанавливается фосфатированная гильза 7511.1002021-01.
Верхний торец бурта выполнен выступающей частью к наружной поверхности (под металлическую прокладку газового стыка) с высотой бурта 9,6 мм.
На верхней посадочной поверхности выполнена канавка для установки резинового уплотнительного кольца.
В нижней части гильзы выполнены три канавки под антикавитационное и уплотнительные резиновые кольца.

По величине внутреннего диаметра гильзы разделены на размерные группы:
Размерная группа маркируется на нерабочей поверхности бурта гильзы.

Поршни (рис. 2) отлиты из эвтектического алюминиево-кремнистого сплава.
Охлаждение поршня маслом производится из неподвижной форсунки.
На юбке поршня имеется выемка для форсунки охлаждения. В днище поршня выполнена камера сгорания.

На двигатели ЯМЗ-238БЕ2, ЯМЗ-238ДЕ2 устанавливаются поршни 7511.1004015-10 с 3-я канавками под поршневые кольца (две под компрессионные и одна под маслосъемное).
Канавка под верхнее компрессионное кольцо выполнена во вставке из жаропрочного чугуна (типа «нирезист»).
Камера сгорания смещена на 5 мм, боковая поверхность с поднутрением, имеет вытеснитель.
На днище имеются выточки под клапаны газораспределения.
Высота от днища до оси пальца составляет 85 мм. Диаметр под поршневой палец 52 мм.
На двигатели ЯМЗ-238ДЕ2 (индивидуальные головки) устанавливаются поршни 7511.1004015-01 с центральной камерой сгорания и измененными выточками под клапана.
Остальное как на предыдущем поршне.
На двигатели ЯМЗ-238БЕ, ЯМЗ-238ДЕ могут устанавливаться поршни со следующими конструктивными особенностями:
1. Поршень 238НБ-1004015-Б4 с 4-мя канавками под поршневые кольца (три под компрессионные и одна под маслосъемное).
Канавка под верхнее компрессионное кольцо выполнена во вставке из жаропрочного чугуна (типа «нирезист») с целью повышения износостойкости.
Камера сгорания смещена на 5 мм, боковая поверхность с поднутрением, имеет вытеснитель.
Высота от днища до оси пальца составляет 100 мм.
Диаметр под поршневой палец 50 мм.
2. Поршень 238НБ-1004015 отлит из заэвтектического алюминиево-кремнистого сплава и аналогичен предыдущему, но на нем отсутствует «нирезистовая» вставка под верхнее компрессионное кольцо.
Камера сгорания смещена на 5 мм, без вытеснителя.
Данный поршень поставляется с гильзой в запасные части в комплектах 238НБ-1004008 и 238НБ-1004005-А3.
По величине диаметра юбки поршни разделены на размерные группы:
Диаметр юбки поршня, мм
Размерная группа маркируется на днище поршня.

Поршневые кольца изготовлены из специального чугуна, разрезные, хромированные, устанавливаются в канавки поршня.
В зависимости от выполняемой задачи в рабочем процессе кольца имеют различную конструкцию и устанавливаются на поршень комплектно в определенном порядке.
На поршни могут быть установлены следующие комплекты колец:
1. Трехколечный комплект 7511.1004002, где:
− первое компрессионное имеет в сечении двухстороннюю трапецию со смещенной вниз бочкообразной хромированной рабочей поверхностью. Номер кольца 7511.1004030
− второе компрессионное кольцо прямоугольного сечения, минутное с покрытием хромом. Номер кольца 7511.1004032
− маслосъемное кольцо коробчатого сечения с хромированными рабочими кромками и витым пружинным расширителем. Номер кольца 7511.1004034
2. Четырехколечный комплект для заводской комплектации, который входит в комплект 238Б-1004005, где:
− первое компрессионное имеет в сечении одностороннюю трапецию.
Рабочая поверхность хромирована плотным хромом. Номер кольца 236-1004030-Б.
− второе и третье компрессионные кольца имеют в сечении одностороннюю трапецию, минутные. Номер кольца 236-1004032-А3
− маслосъемные кольца коробчатого сечения с хромированными рабочими кромками и витым пружинным расширителем. Номер кольца 236-1004034
3. Четырехколечный комплект 236-1004002-А4, где:
− первое компрессионное имеет в сечении одностороннюю трапецию.
Рабочая поверхность хромирована пористым хромом. Номер кольца 236-1004030-А2
− второе и третье компрессионные кольца имеют в сечении одностороннюю трапецию, минутные. Номер кольца 236-1004032-А3
− маслосъемные кольца коробчатого сечения с хромированными рабочими кромками и витым пружинным расширителем. Номер кольца 236-1004034
При установке поршневых колец обращать особое внимание на правильность их расположения. Слово «Верх» должно быть обращено к днищу поршня.
Для обеспечения точной посадки при сборке поршень и гильза должны подбираться из одних размерных групп.
В разные цилиндры двигателя допускается установка комплектов гильза-поршень разных размерных групп.
Поршневой палец двигателей ЯМЗ-238БЕ, ЯМЗ-238ДЕ – пустотелый, плавающего типа с цементированной наружной поверхностью.
Палец устанавливается в отверстие в поршне. Осевое перемещение пальца ограничивается стопорными кольцами, устанавливаемыми в специальные канавки в бобышках поршня.

Поршневой палец двигателей ЯМЗ-238БЕ2, ЯМЗ-238ДЕ2 – азотированный, имеет увеличенный наружный диаметр (рис. 5).
ВАРИАНТЫ КОМПЛЕКТОВАНИЯ ГИЛЬЗА ― ПОРШЕНЬ ― КОЛЬЦА ПОРШНЕВЫЕ
По конструктивным особенностям:
Гильза
Комплект колец
Поршень
ЯМЗ-238БЕ2, ЯМЗ-238ДЕ2
(общие головки цилиндров)
ЯМЗ-238ДЕ2
(индивидуальные головки цилиндров)
ЯМЗ-238БЕ, ЯМЗ-238ДЕ
(общие головки цилиндров)
С 4-мя канавками и с
Допустимые варианты (при ремонте двигателя)
С 4-мя канавками и с
или без вставки
В эксплуатации при ремонте работавших двигателей допустима
установка новых поршневых колец в старую гильзу цилиндра,
находящуюся в исправном состоянии, при этом использовать только
комплект поршневых колец с пористым хромом 236-1004002-А4
ДРУГИЕ ВАРИАНТЫ НЕ ДОПУСКАЮТСЯ.
Замена поршневых колец
Для замены поршневых колец предварительно демонтировать поршень с шатуном при снятой головке цилиндров и поддоне.
Двигатели оборудованы масляным охлаждением поршней.
При демонтаже поршневой группы на указанных двигателях предварительно снять форсунки охлаждения поршней во избежание их поломок.
Для более легкого извлечения поршня очистить нагар с верхнего пояса гильзы.
Отвернуть болты крепления крышки шатуна, снять крышку и извлечь через цилиндр поршень в сборе с шатуном.
Для отсоединения шатуна от поршня вынуть стопорные кольца поршневого пальца, нагреть поршень в масляной ванне до 80ºС и извлечь поршневой палец.


Для снятия поршневых колец надеть щипцы (рис. 6) на кольцо, ввести губки 2 щипцов в замок кольца и, сжав до упора рукоятки 3 щипцов, осторожно вывести кольцо из канавки и снять его с поршня (рис. 7).
Установку поршневых колец производить в обратном порядке.
Осторожно очистить поршень от нагара, предохраняя его от повреждений (особенно торцовые поверхности канавок под поршневые кольца).
Перед сборкой все детали тщательно промыть, а масляные каналы продуть сжатым воздухом.
Сборку поршня с пальцем производить легким нажатием руки, при этом необходимо обильно смазать моторным маслом отверстие в поршне и палец.
Не допускается запрессовка пальца в поршень.

Для того, чтобы установить в гильзу цилиндра поршень в сборе с поршневыми кольцами и шатуном, предварительно сжать кольца, утопив их в канавки поршня.
Для сжатия колец применять оправку (рис. 8) с конической внутренней поверхностью и буртиком, позволяющим правильно сцентрировать оправку на гильзе цилиндра.
Установив поршень в оправку, осадить его в гильзу цилиндра.
При сборке поршня с шатуном и установке их на двигатель выполнять следующие требования:
1. Поршень и гильза должны быть одинаковых размерных групп.
2. Компрессионные кольца устанавливать клеймом «верх» к днищу поршня.
3. Замки соседних поршневых колец развести в противоположные стороны в плоскость поршневого пальца.
4. Установить поршень так, чтобы смещенная камера сгорания в поршне была направлена внутрь двигателя, в сторону топливного насоса.
На двигателях с индивидуальными головками цилиндров применяются поршни с центральной камерой сгорания.
Устанавливать поршень в гильзу так, чтобы стрелка на поршне была направлена в развал двигателя, в сторону топливного насоса. При этом выточки на днище поршня под клапаны будут смещены относительно центра цилиндра в сторону выхлопных коллекторов.
5. Клейма спаренности на шатуне и крышке должны быть одинаковыми.
6. Грязь, заусеницы и забоины на шлицах шатуна и крышки не допускаются.
7. Резьбу и опорные торцы головок болтов крепления крышек шатунов смазать моторным маслом и затянуть в два приема, начиная с длинного болта, сначала моментом 100 Н·м (10 кгс·м), окончательно моментом 200 – 220 Н·м (20 – 22 кгс·м).
Сборка поршневой группы двигателя ямз
Сборка шатунно-поршневой группы двигателя ЯМЗ-236
Подбор гильз и поршней. Гильзы цилиндров по внутреннему диаметру и поршни по диаметру юбки для облегчения подбора разбивают на четыре размерные группы, обозначаемые клеймом А, АА, ААА, АААА на днище поршня и на верхнем торце гильз.
Поршни подбирают к гильзам цилиндров по одноименным размерным группам. Установка поршней и гильз не одной размерной группы может вызвать задиры на поверхности гильз или заклинивание поршня.
Поршни и шатуны подобранного комплекта тщательно протереть и обдуть сжатым воздухом. Втулку шатуна и поршневой палец перед сборкой поршня с шатуном смазать тонким слоем дизельного масла. Поршневой палец устанавливают в поршень после нагрева поршня в течение 10 мин в масляной ванне при температуре масла 80—100°С. При этом палец должен входить в отверстие бобышки поршня под усилием большого пальца руки. Запрессовка пальца в поршень не допускается.
При сборке поршня с шатуном поршень должен быть установлен так, чтобы смещение камеры сгорания было направлено в сторону длинного шатунного болта.
Подбор поршневых колец и установка их на поршень. На каждый поршень подбирают три компрессионных и два маслосъемных кольца. При этом наружная цилиндрическая поверхность верхнего компрессионного кольца должна быть хромирована, второе кольцо должно иметь луженые канавки.
Компрессионные кольца устанавливают на поршень скосом на торце вверх (к днищу поршня). Тепловой зазор в замках поршневых колец, вставленных в гильзу цилиндра, должен составлять 0,45—0,65 мм. Просвет между стенкой гильзы и наружной поверхностью колец не допускается.
При величине теплового зазора менее 0,45 мм пропилить концы стыка, обеспечив при этом их параллельность в сжатом состоянии. Тепловой зазор в замках поршневых колец проверяют щупом; кольцо при этом должно находиться на расстоянии не менее 25 мм от верхней кромки гильзы.
Установку поршневых колец на поршень выполняют при помощи приспособления (см. рис. 18), ограничивающего расширение кольца обоймой с внутренним диаметром 14,2,5 мм. При этом замки смежных колец должны быть расположены относительно друг друга под углом 180°.
Установка шатунно-поршневой группы. Перед установкой гильзы в блок цилиндров тщательно протереть посадочные поверхно-сти в блоке и цилиндре, а уплотнительные кольца после установки в канавки гильзы смазать дизельным маслом.
Гильзу с уплотнительными кольцами устанавливают в блок цилиндров от усилия руки. Буртики гильз цилиндров должны выступать над плоскостью блока на 0,065—0,165 мм.
Перед установкой поршня с шатуном зеркало цилиндра тщательно протереть и смазать дизельным маслом. Кроме того, обильно смазать дизельным маслом и поршневые кольца по всей поверхности.
Поршень устанавливают в цилиндр так, чтобы камера сгорания была смещена внутрь двигателя, в сторону топливного насоса. Поршневые кольца должны быть обжаты обоймой, внутренний диаметр которой равен диаметру цилиндра (рис. 20).
При сборке шатунных подшипников необходимо проследить, чтобы клейма спаренности на шатуне и крышке были одинаковыми, а риски спаренности совпадали.
Болты крепления крышек шатунов затягивают моментом 16—18 кГм. Затяжку начинают с длинного болта и выполняют в два приема сначала половинным усилием, а затем полным. Замковые шайбы шатунных болтов устанавливают при каждой сборке новые, так как повторная отгибка усов замковых шайб не допускается.
После окончательной установки шатунно-поршневой группы коленчатый вал должен плавно, без заеданий, провертываться от руки рычагом длиной 550 мм за головку болта крепления шкива коленчатого вала.
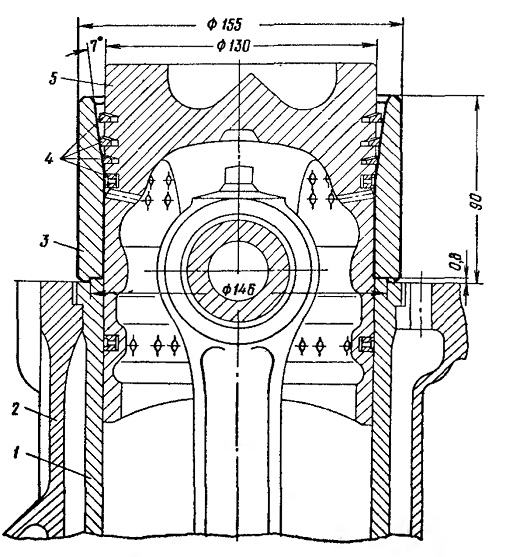
Рис. 20. Обойма для установки поршня в гильзу цилиндра:







