Замена цилиндро-поршневой группы автомобильного двигателя.
Иногда возникает необходимость замены цилиндро-поршневой группы. В этой статье описан порядок действий по ее замене.
Когда нужна замена цилиндро-поршневой группы(ЦПГ)?
Замена нужна в случае серьезного повреждения гильз и поршней, вызванных лопнувшими кольцами, заклинивания мотора, износа цилиндров, сточенных до размеров последнего ремонта, или для форсирования двигателя. ЦПГ включает в себя гильзы цилиндров, поршни, поршневые пальцы, и поршневые кольца. 
Особенности подборки и замены ЦПГ.
Приобретая комплект ЦПГ(иногда он называется гильзо-поршневая группа), не забудьте взвесить все поршни и шатуны. Если вы меняете шатуны, взвесьте новые, если нет, взвесьте старые. Разница в весе пары поршень-шатун для любого цилиндра не должна превышать 3-5 грамм. При разнице 10-15 грамм двигатель будет трястись во время работы. Разница в 20 и больше грамм будет сокращать ресурс мотора. Возможно удастся компенсировать разницу в весе используя более тяжелые шатуны с самыми легкими поршнями, и самые легкие шатуны с самыми тяжелыми поршнями.
Удобней менять ЦПГ на снятом двигателе. Замена ЦПГ на двигателе, установленном на автомобиле возможна лишь на моторах, в которых вставные гильзы можно просто выбить.
Замена ЦПГ
Для того, чтобы заменить ЦПГ, сделайте следующее:
1) Закатите автомобиль на яму. Можно делать и лежа под автомобилем, но неудобно.
2) Отключите и уберите аккумулятор.
3) Слейте масло и охлаждающую жидкость.
4) Если есть возможность снять двигатель, снимите и положите на моторный стол. Если нет, придется все делать на автомобиле.
5) Отсоедините все навесные узлы, карбюратор, коллекторы, гидроусилитель руля, инжектор.
6) Снимите головку блока цилиндров.
7) Снимите масляный поддон двигателя.
8) Открутите гайки бугелей шатунов, и снимите бугеля.
9) Осторожно постукивая рукояткой молотка, выбейте все поршни.
10) Положите вынутые поршни в керосин. Если вместе с ЦПГ меняете и шатуны, эта операция не нужна.
11) Подберите по весу поршень, палец и шатун для каждого цилиндра.
12) Специальным съемником извлеките гильзы из блока цилиндров.
13) Запрессуйте новые гильзы. В зависимости от модели двигателя могут понадобиться дополнительные действия. За подробностями обратитесь к инструкции по ремонту вашего автомобиля.
14) Соберите поршни и шатуны, закрутив гайки бугелей. Снова взвесьте их. Если разница больше 3-5 грамм, придется стачивать лишнее, пока вес не придет в норму. После этого пометьте гайки и бугеля и снимите их.
15) Оденьте на поршни поршневые кольца. Старайтесь не сломать их. Кольца должны подходить по размеру. Зазор установленного в гильзу кольца должен быть в пределах 0,2-0,9 мм.
16) С помощью оправки вставьте поршни в блок цилиндров, соблюдая направление. Чтобы выемки на поршнях совпадали с клапанами.
17) Очистите постели шатунов и вкладыши. Смажьте вкладыши маслом, и установите их в постели.
18) Оденьте шатуны на коленчатый вал.
19) Очистите бугеля и вкладыши, смажьте вкладыши маслом, и установите в бугеля.
20) Оденьте бугеля каждый на свой шатун, и затяните.
21) Очистите привалочную поверхность блока цилиндров и головки блока цилиндров.
22) Поставьте новую прокладку головки блока цилиндров.
23) Установите и затяните головку блока цилиндров.
24) Установите и затяните прокладку и масляный поддон двигателя.
25) Поставьте и подключите все навесное оборудование.
26) Залейте охлаждающую жидкость и масло.
27) Поставьте аккумулятор.
28) Заведите двигатель и обкатайте на холостых оборотах в течение восьми — десяти часов.
29) Обкатайте автомобиль в движении.
Заменить ЦПГ сможет любой водитель. В этой статье описан порядок действий по замене, и некоторые секреты, которые позволят хорошо отремонтировать мотор.
Понравилась статья? Подпишитесь на канал, чтобы быть в курсе самых интересных материалов
Ремонт цилиндро-поршневой группы автомобиля.
Цилиндро-поршневая группа. Основными дефектами блока цилиндров являются пробоины, сколы, трещины, износ рабочей поверхности цилиндра, деформация посадочных мест под гильзу, деформация гнезд вкладышей коренных подшипников, обломы шпилек, срыв резьбы в отверстиях.
Дефекты блока цилиндров устанавливают тщательным осмотром, обмером цилиндров и опрессовкой. Осмотром обнаруживают пробоины, сколы, заметные для глаза трещины, срывы резьбы, состояние зеркала цилиндров. Опрессовкой выявляют трещины, не замеченные при осмотре. В рубашку блока под давлением 0,4. 0,5 МПа нагнетается вода. При этом на блок цилиндров должна быть установлена головка блока или (вместо нее) чугунная плита с резиновой прокладкой. Для устранения трещин, пробоин и обломов их заваривают или заделывают эпоксидными пастами.
Перед заваркой пробоине необходимо придать форму, удобную для постановки заплаты, заровнять острые выступы и по краям пробоины снять фаски. Затем из листового материала сплава АЛ-4 или АМц вырезать и подогнать по форме пробоины заплату.
На нагретую деталь (150. 250° С) приваривают заплату с двух сторон. Температуру нагрева блока следует контролировать с помощью термочувствительного карандаша. Так как шлак вызывает коррозию свариваемой детали, после сварки его необходимо счистить металлической щеткой и смыть водой. Излишне наплавленный металл следует удалить и проверить сварные швы на герметичность. При наличии пор дефектные места необходимо вырубить и вновь заварить, предварительно нагрев деталь. Контролировать герметичность сварных швов лучше всего с помощью гидравлических испытаний или методом цветной капиллярной дефектоскопии.
При заварке пробоин, захватывающих канал для прохода смазки, можно предварительно вставлять в канал стальную или лучше алюминиевую трубку. Однако если постановка трубки затруднительна, то канал для прохода смазки может быть заварен, а затем рассверлен. После обработки канала необходимо провести гидравлическое испытание под давлением 0,3. 0,4 МПа.
Перед заваркой необходимо выявить границы трещины и затем разделать ее на глубину 2. 3 и ширину 5. 6 мм. Наплавку обломов и заварку трещин выполняют так же, как и заварку пробоин после предварительного подогрева. Обработка и контроль сварного шва при заварке пробоин и трещин аналогичны. При сварке блок цилиндров желательно устанавливать так, чтобы сварку можно было выполнять в нижнем положении. При наплавке бобышек или приливов, имеющих отверстия, последние полностью заваривают, а затем рассверливают до необходимых диаметров.
Величину износа цилиндров или гильз определяют индикаторным нутромером в двух взаимно перпендикулярных направлениях и в трех поясах. Одно направление устанавливают параллельно оси коленчатого вала. Первый пояс располагается на расстоянии 5. 10 мм от верхней плоскости блока, второй — в средней части цилиндра и третий— на расстоянии 15. 20 мм от нижней кромки цилиндра. В зависимости от величины износа назначают вид ремонта — растачивание до следующего ремонтного размера, который больше предыдущего на 0,25 мм, или выполняют установку (запрессовку) ремонтных гильз.
Цилиндры или вставные гильзы обрабатывают до ремонтных размеров на расточных станках стационарного или переносного типа. Вставные гильзы крепят в специальном приспособлении, установленном на столе расточного станка.
После растачивания цилиндр или гильзу подвергают хонингованию. Независимо от способа окончательной обработки цилиндров (гильз) их внутренний диаметр должен иметь один и тот же ремонтный размер для данного двигателя.
Цилиндры можно восстанавливать запрессовкой ремонтных гильз, если их износ превышает последний ремонтный размер или на стенках есть глубокие риски или задиры. Для этого цилиндры обрабатывают под ремонтную гильзу, толщина которой должна быть не менее 3. 4 мм. Запрессовывая ремонтные гильзы, в верхней части цилиндра растачивают кольцевую вытачку под буртик гильзы.
Ремонтные гильзы запрессовывают с натягом 0,05. 0,10 мм на гидравлическом прессе, впрессовывают и обрабатывают (растачивают и хонингуют) до нормального размера.
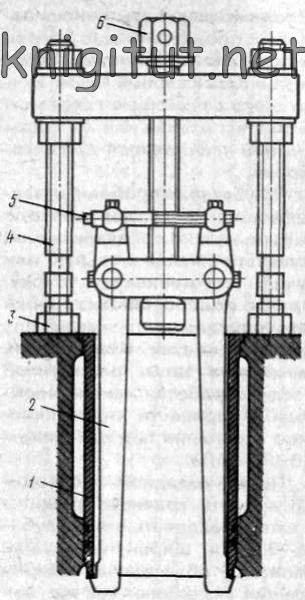
Рис. 136. Выпрессовка гильзы из блока цилиндров комбинированным съемником: 1 — гильза, 2 — лапки, 3 — гайка, 4 — шпилька, 5 — болт, 6 — винт
Вставные гильзы выпрессовывают и запрессовывают с помощью специальных съемников (рис. 136).
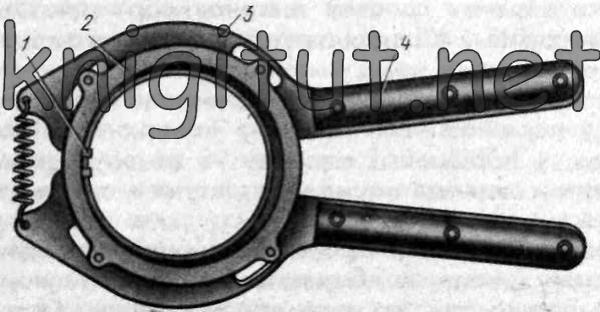
Рис. 137. Съемник поршневых колец: 1 — выступы, 2 — упоры, 3— захваты, 4— рукоятка
Для замены изношенных поршней изготовляют комплекты поршней с подобранными к ним поршневыми пальцами и со стопорными и поршневыми кольцами в количестве, необходимом для одного двигателя. Съем и установку поршневых колец выполняют специальным съемником (рис. 137), при этом надо следить за правильным положением замков колец.
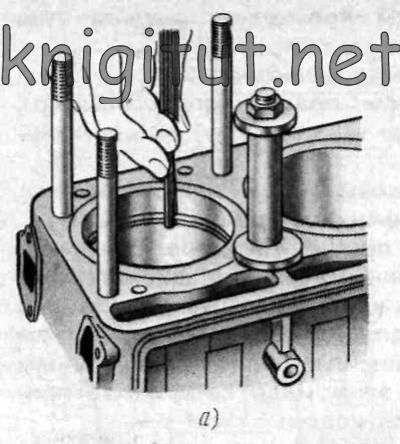

Рис. 138. Проверка зазора поршневых колец в замке (а) и в канавке поршня (б)
Для обеспечения надлежащего зазора между юбкой поршня и гильзой цилиндра поршни после окончательной обработки сортируют на заводе-изготовителе по диаметру юбки на размерные группы. Перед установкой поршневых колец необходимо подобрать поршневые кольца по канавке поршня и по цилиндру (рис. 138). Зазор в замке поршневого кольца при установке в цилиндр должен составлять 0,3. 0,6 мм в зависимости от модели автомобиля.
Наряду с подбором поршней к гильзам цилиндров по диаметру их подбирают также и по массе, для чего их сортируют на заводе-изготовителе и маркировку наносят на днище поршня с помощью клейма или краской. Поршни, устанавливаемые в гильзы цилиндров двигателя, должны быть одной массовой группы и помечены порядковыми номерами гильз цилиндров, к которым они подобраны. Буквенная маркировка групп наносится на поверхности днища поршня.
После того как закончен подбор поршней к гильзам, подбирают поршневые пальцы к поршням и втулкам верхних головок шатунов. Шатуны предварительно проверяют и при необходимости восстанавливают. Изношенные втулки верхней головки шатуна обычно заменяют новыми или развертывают под ремонтный размер поршневого пальца. Отверстия нижней головки шатуна под вкладыш растачивают и шлифуют вместе с крышкой шатуна. Изгиб и скручивание шатуна устраняют правкой с использованием специальных приспособлений, контролирующих одновременно расстояние между центрами его головок.
Для облегчения подбора поршневые пальцы, поршни и втулки верхних головок шатунов сортируют на размерные группы. Каждая группа имеет свое цветовое обозначение.
При изготовлении деталей маркировочную краску наносят: у поршней — на нижнюю поверхность одной из бобышек, у поршневых пальцев — на внутреннюю поверхность с одного конца, на шатуне — у верхней головки.
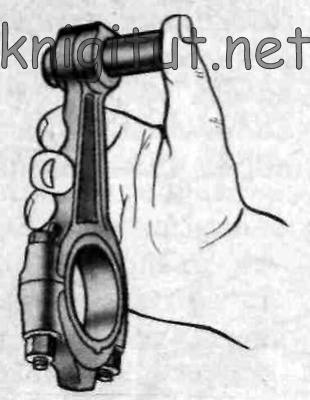
Рис. 139. Проверка правильности подбора поршневого пальца к втулке малой головки шатуна
Поршневой палец, принадлежащий к определенной размерной группе, подбирают при сборке к поршню и втулке шатуна той же размерной группы. Поршневой палец, смазанный маслом для двигателя, должен плотно входить во втулку под усилием большого пальца правой руки (рис. 139).
Во всех случаях поршневые пальцы к шатунам необходимо подбирать при температуре воздуха в помещении (20±3)°С.
Поршневой палец, подобранный к поршню и шатуну, смазывают тем же маслом, что и для двигателя, и запрессовывают в бобышки поршня и в верхнюю головку шатуна с помощью специального приспособления. Предварительно поршень нагревают до 47. 77°С.
Для опор коренных подшипников необходимо контролировать величину деформации постелей под вкладыши коренных подшипников. При капитальном ремонте, как правило, наращивают поверхность постелей с последующей расточкой. Если в опорах и в других местах блока цилиндров есть трещины, проходящие через масляные каналы, блок подлежит замене.
Ремонт поршневой группы
В процессе работы поршни могут иметь следующие дефекты:
- нагар на днище и в канавках под кольцами;
- трещины и царапины на стенках;
- износ по диаметру;
- износ канавок для поршневых колец;
- износ отверстий в бобышках.
Нагар с днища удаляют тупым металлическим скребком или металлической щеткой, предварительно смочив нагар керосином.
Нагар из канавок удаляют специальным приспособлением. Наличие трещин в поршне определяют на слух, для чего поршень берут за головку, а по юбке наносят легкие удары металлическим предметом. Глухой, дребезжащий звук указывает на наличие трещин.
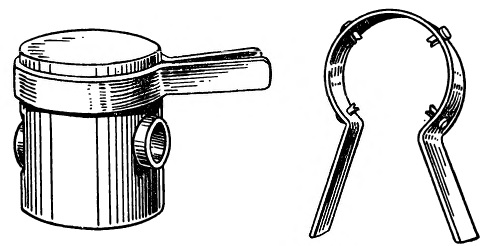
Рис. Приспособление для удаления нагара из канавок поршня.
Поршни, имеющие большой износ по диаметру, трещины и глубокие царапины, необходимо заменить. Изношенные канавки для поршневых колец могут быть проточены под увеличенный размер колец по высоте на токарном станке при помощи приспособления, представляющего собой кольцо с наружным диаметром, равным внутреннему центрирующему пояску поршня. На кольцо, установленное в патрон станка, надевают поршень и закрепляют его болтом с проушиной. Болт проушиной соединен с поршнем посредством поршневого пальца и проходит сквозь шпиндель станка. С обратной стороны болт закреплен гайкой. Канавки на поршне следует протачивать с учетом установленных ремонтных размеров поршневых колец.
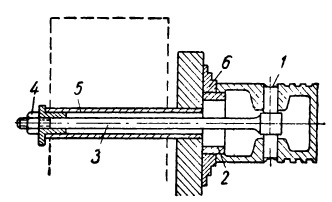
Рис. Установка поршня при проточке поршневых канавок:
1 — поршневой палец; 2 — установочное кольцо; 3 — болт с проушиной; 4 — гайка; 5 — шпиндель станка; 6 — патрон станка.
Изношенные отверстия в бобышках ремонтируют развертыванием их под увеличенный диаметр поршневого пальца при помощи раздвижной развертки с направляющим хвостовиком. Применение коротких разверток недопустимо, так как это легко приводит к нарушению перпендикулярности оси пальца с осью поршня; поэтому после развертывания необходимо проверять перпендикулярность осей на специальном приспособлении.
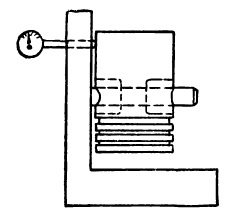
Рис. Проверка перпендикулярности оси поршневого пальца.
Поршень надевают на палец приспособления и придвигают вплотную к стойке. При этом штифт индикатора, укрепленного к стойке, соприкасается с поршнем, и стрелка индикатора даст определенное отклонение. Заметив показания индикатора, поршень снимают и надевают на палец другой стороной. Разница в показаниях индикатора не должна превышать 0,05 мм. В противном случае поршень необходимо забраковать.
Подбор поршней
Поршни подбирают в соответствии с ремонтными размерами цилиндров. Цифру увеличения диаметра поршня выбивают на его днище. Каждый поршень подбирают индивидуально по цилиндру для получения нужного зазора. Величину зазора определяют путем протягивания ленты-щупа между поршнем и цилиндром при помощи динамометра со стороны, противоположной разрезу юбки. Усилие на динамометре при движений щупа через зазор должно лежать в обусловленных пределах.

Рис. Проверка зазора между поршнем и цилиндром:
1 — динамометр; 2 — лента-щуп.
При отсутствии ленты-щупа поршень подбирают с таким расчетом, чтобы он проходил свободно по всей длине цилиндра под легким нажимом руки, но не перемещался от собственного веса при вертикальном положении цилиндра. Кроме зазора, при подборе поршней учитывают также и их вес. Разность в весе алюминиевых поршней одного комплекта должна быть не более 5 г.
Подбор поршневых колец
При износе поверхности колец и потере упругости кольца заменяют новыми ремонтного размера, соответствующего ремонтному размеру поршня и цилиндра. Цифру ремонтного увеличения диаметра поршневого кольца выбивают на его торцевой поверхности около замка. Новое кольцо подбирают по цилиндру и поршню.
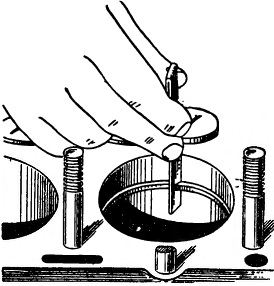
Рис. Проверка зазора в стыке поршневого кольца.
Для подбора кольца по цилиндру нужно установить его в цилиндр, выравнять поршнем и щупом измерить зазор в стыке. Если зазора нет или он мал, то опиливают стык напильником до нормальной величины. Если зазор больше нормального, то кольцо для данного цилиндра непригодно.
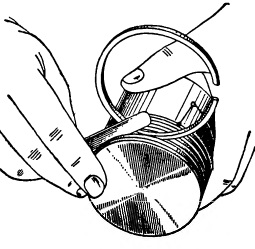
Рис. Измерение зазора в канавке поршневого кольца.
Для подбора кольца по поршню его следует сначала «прокатить» кругом по канавке поршня, а затем щупом измерить зазор в канавке поршневого кольца. При заедании кольца в канавке или при малом зазоре торцевую часть кольца шлифуют вручную на листе наждачной бумаги, укрепленной на ровной деревянной плите.
Упругость колец проверяют на специальном приборе. При этом величина нагрузки должна соответствовать зазору в стыке кольца, установленного в цилиндр.
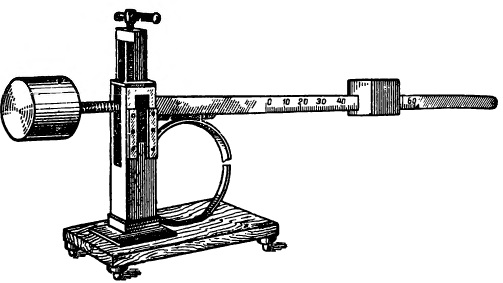
Рис. Проверка упругости поршневого кольца.
Ремонт поршневого пальца
Поршневые пальцы с износом по диаметру более 0,5 мм подлежат замене, а с износом менее 0,5 мм восстанавливаются путем перешлифовывания на меньший размер (если палец был увеличенного ремонтного размера), хромированием или раздачей.
Палец шлифуют на круглошлифовальном или токарном станке при помощи специального супортно-шлифовального приспособления. Это приспособление состоит из электродвигателя со шлифовальным камнем, оно укрепляется в супорте токарного станка.
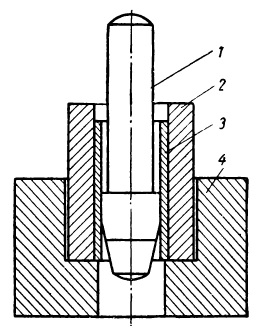
Рис. Раздача поршневого пальца:
1 — оправка; 2 — матрица; 3 — поршневой палец; 4 — основание.
Первоначальный размер пальца восстанавливают хромированием его или раздачей. Раздачу производят в специальном приспособлении, состоящем из основания, матрицы и оправки (пуансона). Палец нагревают до температуры 800—900° и устанавливают в матрицу, затем внутри пальца под давлением пресса или ударами молотка прогоняется оправка. Матрица ограничивает расширение пальца и придает ему правильную форму. После раздачи палец подвергают закалке в масле с последующим отпуском и шлифуют под номинальный размер.
Отремонтированный или новый поршневой палец подбирают по втулке шатуна и отверстиям бобышек поршня.

Рис. Проверка посадки поршневого пальца во втулке головки шатуна.
Во втулку шатуна поршневой палец входит под давлением большого пальца руки. В отверстия бобышек алюминиевого поршня он также входит под нажимом руки, но для этого поршень должен быть нагрет в масле до температуры 70—80°.







