- Наш e-mail: dymet-rus@yandex.ru
- Ремонт трещины головки блока
- Ремонт ГБЦ легкого грузовика
- Ремонт камеры сгорания ГБЦ «TOYOTA»
- Ремонт отверстия в картере блока
- FANCLUB-VW-BUS.RU
- ремонт чугунного блока(трещина)
- ремонт чугунного блока(трещина)
- капитальный ремонт двигателя автомобиля
- Ремонт трещин блока цилиндров двигателя
- Последовательность выполнения ремонта трещин блока цилиндров двигателя:
- Ремонт трещин чугунного блока цилиндров двигателя
- Ремонт трещин блока цилиндров двигателя эпоксидкой
- Как заделать трещину в ГБЦ, блоке цилиндров или радиаторах без сварки, пайки и других дорогих ремонтов
Наш e-mail:
dymet-rus@yandex.ru
Проблема ремонта трещин чугунного блока цилиндров в автосервисе, и ремонта дефектов чугунных деталей в целом, стоит весьма остро. Чугун – металл коварный, повышенное содержание углерода (от 3% до 7,5% в виде цементита Fe 3 C ) обуславливает его низкопластичность и трудность сварки, поэтому ремонт чугунных изделий очень деликатен.
Покажем основные принципы нанесения покрытия при ремонте головок чугунных блоков цилиндров автомобиля (ГБЦ) установками ДИМЕТ®.
На фотографиях ниже представлены отремонтированные ДИМЕТ® чугунные блоки цилиндров, и приведены этапы проведения работ.
Для начала проведем предварительную подготовку ГБЦ к ремонту — «зафиксируем» с последующей «разделкой» дефект чугунного блока. Это значит, что мы с помощью фрезы или другого инструмента вырабатываем на трещине в чугунном блоке небольшую канавку глубиной порядка 1,5-2,5 мм. Дабы предотвратить «расползание» трещины, по краям производим засверливание. Важно! — Трещина в чугунном блоке не должна двигаться при нагревах, поэтому прихватываем ее штифтами или сваркой в одной и более точках.


Далее необходимо, для повышения адгезии, придать поверхности необходимую для процесса напыления шероховатость. Хорошие показатели шероховатости, адгезии, являются основой надежного сцепления покрытия с чугуном. Для обработки поверхности ГБЦ используем абразивный состав К-00-04-16, то есть бьем абразивным порошком по поверхности до устраивающей нас шероховатости – когда чугун станет «беленьким» и увеличится адгезия. Если ремонтные работы поставлены на поток, для абразивной обработки целесообразно использовать абразивоструйный аппарат СД-6. Повысить адгезию можно нанесением тонкого слоя покрытия в 3 (третьем) или 2 (втором) режиме работы аппарата на места под будущее покрытие на чугунной головке блока цилиндров.

Приступаем к заполнению трещины составом А-20-11 в 4(четвертом) режиме по всей длине ранее подготовленной канавки. Порошок состава А-20-11 прекрасно закрывает щели и отверстия. Процесс напыления представляет собой сначала нарастание бугорков на краях трещины, затем трещина перекрывается.
Итак, вместо трещины-канавки на поверхности чугунного блока мы имеем горку напыленного металла. Надо аккуратно срезать лишнее напыление до основного металла любым должным инструментом, если уберем чуть больше – не страшно, так как после наносим окончательное герметизирующее покрытие. Для этого наносим на заполненную трещину в чугунном блоке в режимах 2 и 3 медь состав С-01-01), или медь с цинком (состав С-01-11). Но и нам уже знакомый состав А-20-11 тоже подходит.
При ремонте трещины чугунной ГБЦ деталь немного нагрелась горячим воздухом, пятнадцати минут для остывания вполне достаточно. По прошествии 15 минут производим контроль качества ремонта, напыленного покрытия. Если подготовка трещины в чугуне к напылению была не должной (подавляющее большинство случаев – плохая прихватка), то мы увидим тоненькую, с волос, трещинку. Если трещинка довольно длинная (оценка приходит с опытом) надо «разделывать» и напылять еще раз. На коротких же трещинах обходимся засверливанием.
Отметим, что стоимость расходных материалов, энергии и трудозатрат при ремонте ГБЦ и трещин в чугунных блоках ДИМЕТ®ом ничтожна по сравнению со стоимостью новых деталей.
Вашему вниманию отзыв о ремонте ГБЦ ООО»Моторсервис»:

Узнайте стоимость аппаратов ДИМЕТ для ремонта ГБЦ заполнив форму ниже. Пожалуйста, укажите регион, сферу деятельности, Ваш адрес электронной для ответа. Спасибо!
Ремонт трещины головки блока
Была межклапанная трещина ГБЦ После проведения ремонта ГБЦ


Ремонт ГБЦ легкого грузовика
Дизельный двигатель легкого грузовика. Ремонтируем чугунную ГБЦ, а именно — трещины от канала форсунок к седлам клапанов. Последовательно разделываем трещину фрезой, обрабатываем абразивом К-00-04-16, заполняем составом А-20-11, верхние слои медью С-01-11 или С-01-01.


Ремонт камеры сгорания ГБЦ «TOYOTA»
Встреча поршня с клапаном совсем не порадовала владельца. Двигун застучал – камера сгорания ГБЦ «TOYOTA» разбита. Покупка новой?


Нет, конечно, ведь для ДИМЕТа ремонт ГБЦ с данным повреждением должен занять не больше часа.
Все в стандартной последовательности: все эти появившиеся в результате «встречи» гребни и наплывы удаляем вручную фрезой и расширяем забоины, затем абразивом в режиме «3», узких щелей и каверн нет, тогда наносим А-80-13, если есть – лучше А-20-11, наносим с запасом 1-1,5 мм. Все заняло 25-30 минут. Отнесли на фрезеровку – еще минут 15. Отремонтировали ГБЦ, как и думали, за час.

Ремонт отверстия в картере блока
Отверстие с кулак в картере восьмицилиндрового блока от УРАЛа пожарной части. ГБЦ без дефектов – только дыра в картере. Вес более 100 килограммов, замучаешься вертеть, значит, ремонтировать блок будем снаружи.


Ставим закрывающую стальную пластину 1,5 мм, плотно прижимаем к стенке картера. Не забываем про подготовку поверхности, перед напылением обрабатываем поверхность блока абразивом К-00-04-16 (оксид алюминия). Затем глубокие щели заполняем в режиме «4» составом А-20-11, так как запаса порошка С-01-11 не было, все равно разницы никакой нет, герметичность обеспечена.
Но! Не скупитесь на запас расходных материалов – не всегда такая замена адекватна. Затем, после заполнения глубоких щелей, в режиме «3» положили ровный слой.


Толщина покрытия порядка 1,5-2 мм, не очень эстетично, однако пожарным важна гарантированная с запасом герметичность блока после ремонта, и это справедливо. Итак, израсходовав 250 грамм порошка и потратив 2 часа, блок готов к установке.
FANCLUB-VW-BUS.RU
Клуб фанатов микроавтобусов VW
ремонт чугунного блока(трещина)
ремонт чугунного блока(трещина)
Сообщение Физрук » 12 ноя 2016, 09:45

Сообщение Боня » 12 ноя 2016, 09:51
Сообщение Gosha » 12 ноя 2016, 09:53
Сообщение Физрук » 12 ноя 2016, 10:03
Gosha, 1,9 дизель 1Y
[upd=1478934325][/upd]
Боня, где-то слышал что очень важно какой чугун,один типа можно варить ,а какой-то нет.Я буду варить в любом случае только надо понять чем лучше
[upd=1478934523][/upd]
Боня, был у меня зил 130 так там была трещина,но вылечилась она холодной сваркой,здесь не помогло
[upd=1478934767][/upd]
Кстати холодную сварку я без стекловолокна мазал,может в этом причина?

Сообщение Барсик » 12 ноя 2016, 11:04
Сообщение Физрук » 12 ноя 2016, 11:10
Барсик, про стекольный герметик можно поподробнее,для истории
[upd=1478942489][/upd]
Будем пробовать герметик для вклейки стёкол (автомобильный)
Сообщение Митрич 1 » 12 ноя 2016, 12:29
Сообщение denzas » 12 ноя 2016, 12:33

Сообщение кубанец » 12 ноя 2016, 12:53
Сообщение Физрук » 12 ноя 2016, 13:22
Сообщение кубанец » 12 ноя 2016, 13:47

Сообщение рожденный в СССР » 12 ноя 2016, 13:52
Сообщение walera » 12 ноя 2016, 14:45
Сообщение Физрук » 12 ноя 2016, 15:05
Sikatack-Drive полиуретановый клей-герметик для вклеивания автомобильных стекол.Думаю остановиться на этом.Вроде до 100 градусов держит,кратковременно до 190.Хотелось бы попробовать этот(SikaTack High Modul)но в продаже не нашел
[upd=1478952545][/upd]
walera, внутренних трещин 100% нет.Поработал мотор с холодной сваркой
[upd=1478953388][/upd]
или этот (Клей-герметик LIQUIfast 1400)тоже вроде температуру держит и найти проще)))
Сообщение walera » 12 ноя 2016, 16:41
Сообщение kudrik » 12 ноя 2016, 19:20
Если трещина/шов будет потом без. мех. нагрузки(типа на отрыв, на сдвиг) — то можно заварить аргон. сварка медным присадочным прутком(блок нагревать в жар. шкафу). Шов получается «как по маслу», красиво.
Если шов будет потом с мех. нагрузкой(типа на отрыв, на сдвиг) — сдай блок в чер. мет.
Чугун данных блоков не варится никогда нормально. Испытано неск. методов сварки у разных обер. аргонщиков. Микротрещинки(в великом множестве) идут рядом, прямо со сварочным швом.
капитальный ремонт двигателя автомобиля
Ремонт трещин блока цилиндров двигателя
Возникшие трещины на стенках блока цилиндров двигателя, как правило, ремонтируются способом заделки эпоксидкой или завариваются. Заварка трещин производится двумя способами с подогревом и без подогрева. Перед ремонтом трещин блока цилиндров двигателя засверливаются специальным сверлом концы трещин, для того чтобы трещины не начали увеличиваться во время работы. Сверло выбирают размером 5 мм. После засверливания концов трещины необходимо разделать трещину по всей длине, такие работы проводят с помощью шлифовальной машинки.
Последовательность выполнения ремонта трещин блока цилиндров двигателя:

ремонта головки блока цилиндров.
Как ремонтировать головку блока

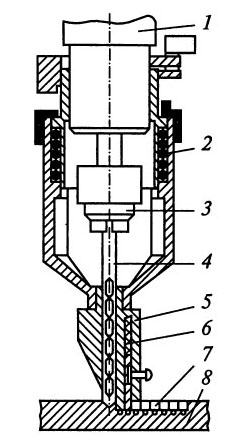
а) сверление концов трещины, б) зачистка вокруг трещины, заделывание и обезжиривание, в) заполнение эпоксидкой, г) укрепление эпоксидки, д) наложение верхнего слоя эпоксидки, L – длина трещины, 1) деталь, 2) трещина в блоке, 3, 5) засверливание концов трещины, 4) зачистка, 6) слой эпоксидки, 7) заготовка, 8) укрепление эпоксидки, 9 – верхний слой эпоксидки.
Ремонт трещин чугунного блока цилиндров двигателя
в блоке цилиндров,
головке блока являются
показателем к замене детали,
но существует способ ремонта
трещин блока цилиндров двигателя
Заварка трещин чугунного блока двигателя имеет свои нюансы. Если ремонт трещин чугунного блока цилиндров двигателя производится с подогревом, то такие работы выполняются при температуре 600-640 градусов Цельсия с использованием горелки с ацетиленокислородным пламенем. Присадочным материалом выступают прутки с диаметром 5 мм. Шов предохраняют от окисления с помощью буры. Нельзя проводить заварку чугунного блока цилиндров при температуре, которая меньше 600 градусов Цельсия.
Если ремонт трещин чугунного блока цилиндров двигателя производят без подогрева, то в таком случае обычно применяется электродуговая сварка, а в качестве присадочного материала выступает электродная проволока диаметром 1,2 мм. Сварка производится в среде аргона. Во время сварки блока электродуговой сваркой не допускается перегрев больше чем 60 градусов Цельсия.
Во время заварки трещин блока цилиндров необходимо придерживаться режимов работы:
Сила тока 130-150 А, напряжение 25-30 В, давление аргона 0,3-0,5 Мпа.
Электроды, которые применяются при сварке чугунного блока: ПАНЧ11, МНЧ1, ОЗЧ1, АНЧ1, ЦЧ3, ЦЧ4.
Во время сварки: сила тока 130 А, напряжение 36 В, твердость НВ 170.
Ремонт трещин блока цилиндров двигателя эпоксидкой
Ремонт трещин блока цилиндров с помощью эпоксидки производится в следующей последовательности:
1) Трещина разделывается шлифовальной машинкой на ¾ части толщины стенки
2) Засверливаются концы трещин диаметров сверла 5 мм
3) Отверстия забивают медными заглушками
4) Вокруг трещин искусственно создаем шероховатость насейчкой
5) Проводим очистку и обезжиривание поверхности (ацетон)
6) В несколько слоев покрываем эпоксидкой трещину, первый слой 1 мм, второй слой 2 мм, в конце концов все слои должны быть в пределах 3-4 мм
7) Отверждаем нанесенный слой эпоксидки с помощью сушильной камеры при температуре 90 градусов Цельсия.
Как заделать трещину в ГБЦ, блоке цилиндров или радиаторах без сварки, пайки и других дорогих ремонтов
Всем привет, сегодня я поделюсь личным опытом по ремонту автомобиля, а также расскажу о том, как можно без дорогостоящего ремонта заделать прохудившийся радиатор (основной или отопителя), устранить течь блока цилиндров, прокладки ГБЦ или трещины в ГБЦ.
Сразу скажу, что это сугубо мой опыт, и навязывать своё мнение я никому не собираюсь, я лишь говорю о том, с какими проблемами сталкивался лично, и какими способами и средствами удавалось их решать. Так что, можете воспринимать прочитанное ниже как мой отзыв, не более того.
Итак, если вы давно следите за каналом, то помните мой обзор по восстановлению радиатора печки на «Калине». Кто менял его своими руками, тот знает, насколько это «приятное» занятие, и сколько оно вам может доставить «удовольствия».
Так вот, когда я обнаружил следы антифриза на водительском коврике, то, конечно же, был опечален случившимся, но спешить с заменой не стал, так как была уже поздняя осень, и по холоду возиться не было совершенно никакого желания, а отдавать более 5000 р. в сервисе за эту процедуру не позволяли средства.
Тогда я решил попробовать устранить течь при помощи специального герметика для системы охлаждения, который просто заливается в расширительный бачок, и через несколько километров пробега протечка в радиаторе была «отремонтирована». Но с радиаторами вроде бы всё понятно, уж кто только не «ремонтировал» их таким образом. Кстати, на моей «Калине» более полугода я откатал после применения герметика, и совершенно никаких последствий не было, а место утечки было сухим и было надёжно загерметизировано.
А вот чтобы ремонтировать трещины в блоках цилиндров, головках или прокладках ГБЦ — такого мне делать не приходилось до недавнего времени. Причём, такой эксперимент мне снова удалось провести на примере «Калины», только уже не моей, а моего знакомого, про которую я писал в одной из прошлых тем на канале.
Так вот, он пожаловался на то, что антифриз начал уходить в «неизвестном направлении», но медленно и верно уровень его падал в бачке. А при более детальном осмотре выяснилось, что при работе двигателя в расширительном бачке наблюдается мелкое бурление, что как бы намекало недвусмысленно на то, что либо прокладка пробита и газы прорываются в систему охлаждения, либо того хуже — повреждена ГБЦ со всеми вытекающими последствиями.
Выкрутив все свечи из каждого цилиндра, мы обнаружили на одной мокрые следы, которые оставлены были ничем иным, как охлаждающей жидкостью, и наши опасения скорее всего имели под собой почву. Я вспомнил, что кроме обычных герметиков, которые способны устранять течь, есть и специальные металлогерметики. И один из таких мы и решили протестировать.
Я уже подумал заливать всю эту красоту в расширительный бачок по привычке, но вовремя прочёл инструкцию, и оказалось, что в бачок заливать конкретно этот состав не допускается. Он должен быть залит непосредственно в радиатор.
Но как же тогда быть, ведь не у каждого автомобиля есть пробка в радиаторе? В таком случае по рекомендации производителя герметика, Hi-Gear HG9048 заливается через верхний патрубок радиатора, который, как вы поняли, необходимо предварительно отсоединить, а потом надеть обратно.
Но благо, что всё это расположено на «Калине» довольно удобно, и уже через пять минут всё было заправлено строго по инструкции. На холодном двигателе, после чего запускается мотор и прогревается до рабочей температуры на холостых оборотах. И затем, на средних оборотах 2500-3000 об/мин. нужно дать поработать двигателю около 5-7 минут, и можно глушить.
Друг мой отправился домой после нашего эксперимента, а уже на следующий день, когда я приехал в гараж, спросил у него, как дела с пузырьками в бачке. «Газировка» прекратилась, а после выкручивания свечи стало ясно, что герметик отработал на все сто — она была сухая, и ничем не отличалась от остальных.
В общем, товарищи, штука эта реально работает, и в нашем случае оказалась весьма эффективной. Это вовсе не означает, что герметик способен заделывать абсолютно любые трещины и повреждения, всему есть предел, разумеется! Но думаю, что прежде чем отправляться на ремонт или замену дорогостоящих деталей, можно попробовать обойтись копеечной по сути заменой, потратив около 450 рублей.
Если у вас был подобный опыт, можете рассказать об этом ниже в комментариях, было бы полезно обсудить тему. А если мой обзор был интересным, поддержите статью лайком и подпишитесь на канал, чтобы не пропустить новые выпуски.







