- капитальный ремонт двигателя автомобиля
- Ремонт трещин блока цилиндров двигателя
- Последовательность выполнения ремонта трещин блока цилиндров двигателя:
- Ремонт трещин чугунного блока цилиндров двигателя
- Ремонт трещин блока цилиндров двигателя эпоксидкой
- Наш e-mail: dymet-rus@yandex.ru
- Ремонт трещины головки блока
- Ремонт ГБЦ легкого грузовика
- Ремонт камеры сгорания ГБЦ «TOYOTA»
- Ремонт отверстия в картере блока
- FANCLUB-VW-BUS.RU
- ремонт чугунного блока(трещина)
- ремонт чугунного блока(трещина)
- Треснул блок двигателя: что делать?
- Удаление трещин в блоке цилиндров и ГБЦ
- Как найти трещину
- Ремонт трещин при помощи сварки
- Альтернативные способы
капитальный ремонт двигателя автомобиля
Ремонт трещин блока цилиндров двигателя
Возникшие трещины на стенках блока цилиндров двигателя, как правило, ремонтируются способом заделки эпоксидкой или завариваются. Заварка трещин производится двумя способами с подогревом и без подогрева. Перед ремонтом трещин блока цилиндров двигателя засверливаются специальным сверлом концы трещин, для того чтобы трещины не начали увеличиваться во время работы. Сверло выбирают размером 5 мм. После засверливания концов трещины необходимо разделать трещину по всей длине, такие работы проводят с помощью шлифовальной машинки.
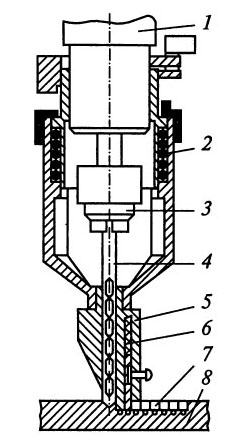
Последовательность выполнения ремонта трещин блока цилиндров двигателя:

ремонта головки блока цилиндров.
Как ремонтировать головку блока

а) сверление концов трещины, б) зачистка вокруг трещины, заделывание и обезжиривание, в) заполнение эпоксидкой, г) укрепление эпоксидки, д) наложение верхнего слоя эпоксидки, L – длина трещины, 1) деталь, 2) трещина в блоке, 3, 5) засверливание концов трещины, 4) зачистка, 6) слой эпоксидки, 7) заготовка, 8) укрепление эпоксидки, 9 – верхний слой эпоксидки.
Ремонт трещин чугунного блока цилиндров двигателя
в блоке цилиндров,
головке блока являются
показателем к замене детали,
но существует способ ремонта
трещин блока цилиндров двигателя
Заварка трещин чугунного блока двигателя имеет свои нюансы. Если ремонт трещин чугунного блока цилиндров двигателя производится с подогревом, то такие работы выполняются при температуре 600-640 градусов Цельсия с использованием горелки с ацетиленокислородным пламенем. Присадочным материалом выступают прутки с диаметром 5 мм. Шов предохраняют от окисления с помощью буры. Нельзя проводить заварку чугунного блока цилиндров при температуре, которая меньше 600 градусов Цельсия.
Если ремонт трещин чугунного блока цилиндров двигателя производят без подогрева, то в таком случае обычно применяется электродуговая сварка, а в качестве присадочного материала выступает электродная проволока диаметром 1,2 мм. Сварка производится в среде аргона. Во время сварки блока электродуговой сваркой не допускается перегрев больше чем 60 градусов Цельсия.
Во время заварки трещин блока цилиндров необходимо придерживаться режимов работы:
Сила тока 130-150 А, напряжение 25-30 В, давление аргона 0,3-0,5 Мпа.
Электроды, которые применяются при сварке чугунного блока: ПАНЧ11, МНЧ1, ОЗЧ1, АНЧ1, ЦЧ3, ЦЧ4.
Во время сварки: сила тока 130 А, напряжение 36 В, твердость НВ 170.
Ремонт трещин блока цилиндров двигателя эпоксидкой
Ремонт трещин блока цилиндров с помощью эпоксидки производится в следующей последовательности:
1) Трещина разделывается шлифовальной машинкой на ¾ части толщины стенки
2) Засверливаются концы трещин диаметров сверла 5 мм
3) Отверстия забивают медными заглушками
4) Вокруг трещин искусственно создаем шероховатость насейчкой
5) Проводим очистку и обезжиривание поверхности (ацетон)
6) В несколько слоев покрываем эпоксидкой трещину, первый слой 1 мм, второй слой 2 мм, в конце концов все слои должны быть в пределах 3-4 мм
7) Отверждаем нанесенный слой эпоксидки с помощью сушильной камеры при температуре 90 градусов Цельсия.
Наш e-mail:
dymet-rus@yandex.ru
Проблема ремонта трещин чугунного блока цилиндров в автосервисе, и ремонта дефектов чугунных деталей в целом, стоит весьма остро. Чугун – металл коварный, повышенное содержание углерода (от 3% до 7,5% в виде цементита Fe 3 C ) обуславливает его низкопластичность и трудность сварки, поэтому ремонт чугунных изделий очень деликатен.
Покажем основные принципы нанесения покрытия при ремонте головок чугунных блоков цилиндров автомобиля (ГБЦ) установками ДИМЕТ®.
На фотографиях ниже представлены отремонтированные ДИМЕТ® чугунные блоки цилиндров, и приведены этапы проведения работ.
Для начала проведем предварительную подготовку ГБЦ к ремонту — «зафиксируем» с последующей «разделкой» дефект чугунного блока. Это значит, что мы с помощью фрезы или другого инструмента вырабатываем на трещине в чугунном блоке небольшую канавку глубиной порядка 1,5-2,5 мм. Дабы предотвратить «расползание» трещины, по краям производим засверливание. Важно! — Трещина в чугунном блоке не должна двигаться при нагревах, поэтому прихватываем ее штифтами или сваркой в одной и более точках.


Далее необходимо, для повышения адгезии, придать поверхности необходимую для процесса напыления шероховатость. Хорошие показатели шероховатости, адгезии, являются основой надежного сцепления покрытия с чугуном. Для обработки поверхности ГБЦ используем абразивный состав К-00-04-16, то есть бьем абразивным порошком по поверхности до устраивающей нас шероховатости – когда чугун станет «беленьким» и увеличится адгезия. Если ремонтные работы поставлены на поток, для абразивной обработки целесообразно использовать абразивоструйный аппарат СД-6. Повысить адгезию можно нанесением тонкого слоя покрытия в 3 (третьем) или 2 (втором) режиме работы аппарата на места под будущее покрытие на чугунной головке блока цилиндров.

Приступаем к заполнению трещины составом А-20-11 в 4(четвертом) режиме по всей длине ранее подготовленной канавки. Порошок состава А-20-11 прекрасно закрывает щели и отверстия. Процесс напыления представляет собой сначала нарастание бугорков на краях трещины, затем трещина перекрывается.
Итак, вместо трещины-канавки на поверхности чугунного блока мы имеем горку напыленного металла. Надо аккуратно срезать лишнее напыление до основного металла любым должным инструментом, если уберем чуть больше – не страшно, так как после наносим окончательное герметизирующее покрытие. Для этого наносим на заполненную трещину в чугунном блоке в режимах 2 и 3 медь состав С-01-01), или медь с цинком (состав С-01-11). Но и нам уже знакомый состав А-20-11 тоже подходит.
При ремонте трещины чугунной ГБЦ деталь немного нагрелась горячим воздухом, пятнадцати минут для остывания вполне достаточно. По прошествии 15 минут производим контроль качества ремонта, напыленного покрытия. Если подготовка трещины в чугуне к напылению была не должной (подавляющее большинство случаев – плохая прихватка), то мы увидим тоненькую, с волос, трещинку. Если трещинка довольно длинная (оценка приходит с опытом) надо «разделывать» и напылять еще раз. На коротких же трещинах обходимся засверливанием.
Отметим, что стоимость расходных материалов, энергии и трудозатрат при ремонте ГБЦ и трещин в чугунных блоках ДИМЕТ®ом ничтожна по сравнению со стоимостью новых деталей.
Вашему вниманию отзыв о ремонте ГБЦ ООО»Моторсервис»:

Узнайте стоимость аппаратов ДИМЕТ для ремонта ГБЦ заполнив форму ниже. Пожалуйста, укажите регион, сферу деятельности, Ваш адрес электронной для ответа. Спасибо!
Ремонт трещины головки блока
Была межклапанная трещина ГБЦ После проведения ремонта ГБЦ


Ремонт ГБЦ легкого грузовика
Дизельный двигатель легкого грузовика. Ремонтируем чугунную ГБЦ, а именно — трещины от канала форсунок к седлам клапанов. Последовательно разделываем трещину фрезой, обрабатываем абразивом К-00-04-16, заполняем составом А-20-11, верхние слои медью С-01-11 или С-01-01.


Ремонт камеры сгорания ГБЦ «TOYOTA»
Встреча поршня с клапаном совсем не порадовала владельца. Двигун застучал – камера сгорания ГБЦ «TOYOTA» разбита. Покупка новой?


Нет, конечно, ведь для ДИМЕТа ремонт ГБЦ с данным повреждением должен занять не больше часа.
Все в стандартной последовательности: все эти появившиеся в результате «встречи» гребни и наплывы удаляем вручную фрезой и расширяем забоины, затем абразивом в режиме «3», узких щелей и каверн нет, тогда наносим А-80-13, если есть – лучше А-20-11, наносим с запасом 1-1,5 мм. Все заняло 25-30 минут. Отнесли на фрезеровку – еще минут 15. Отремонтировали ГБЦ, как и думали, за час.

Ремонт отверстия в картере блока
Отверстие с кулак в картере восьмицилиндрового блока от УРАЛа пожарной части. ГБЦ без дефектов – только дыра в картере. Вес более 100 килограммов, замучаешься вертеть, значит, ремонтировать блок будем снаружи.


Ставим закрывающую стальную пластину 1,5 мм, плотно прижимаем к стенке картера. Не забываем про подготовку поверхности, перед напылением обрабатываем поверхность блока абразивом К-00-04-16 (оксид алюминия). Затем глубокие щели заполняем в режиме «4» составом А-20-11, так как запаса порошка С-01-11 не было, все равно разницы никакой нет, герметичность обеспечена.
Но! Не скупитесь на запас расходных материалов – не всегда такая замена адекватна. Затем, после заполнения глубоких щелей, в режиме «3» положили ровный слой.


Толщина покрытия порядка 1,5-2 мм, не очень эстетично, однако пожарным важна гарантированная с запасом герметичность блока после ремонта, и это справедливо. Итак, израсходовав 250 грамм порошка и потратив 2 часа, блок готов к установке.
FANCLUB-VW-BUS.RU
Клуб фанатов микроавтобусов VW
ремонт чугунного блока(трещина)
ремонт чугунного блока(трещина)
Сообщение Физрук » 12 ноя 2016, 09:45

Сообщение Боня » 12 ноя 2016, 09:51
Сообщение Gosha » 12 ноя 2016, 09:53
Сообщение Физрук » 12 ноя 2016, 10:03
Gosha, 1,9 дизель 1Y
[upd=1478934325][/upd]
Боня, где-то слышал что очень важно какой чугун,один типа можно варить ,а какой-то нет.Я буду варить в любом случае только надо понять чем лучше
[upd=1478934523][/upd]
Боня, был у меня зил 130 так там была трещина,но вылечилась она холодной сваркой,здесь не помогло
[upd=1478934767][/upd]
Кстати холодную сварку я без стекловолокна мазал,может в этом причина?

Сообщение Барсик » 12 ноя 2016, 11:04
Сообщение Физрук » 12 ноя 2016, 11:10
Барсик, про стекольный герметик можно поподробнее,для истории
[upd=1478942489][/upd]
Будем пробовать герметик для вклейки стёкол (автомобильный)
Сообщение Митрич 1 » 12 ноя 2016, 12:29
Сообщение denzas » 12 ноя 2016, 12:33

Сообщение кубанец » 12 ноя 2016, 12:53
Сообщение Физрук » 12 ноя 2016, 13:22
Сообщение кубанец » 12 ноя 2016, 13:47

Сообщение рожденный в СССР » 12 ноя 2016, 13:52
Сообщение walera » 12 ноя 2016, 14:45
Сообщение Физрук » 12 ноя 2016, 15:05
Sikatack-Drive полиуретановый клей-герметик для вклеивания автомобильных стекол.Думаю остановиться на этом.Вроде до 100 градусов держит,кратковременно до 190.Хотелось бы попробовать этот(SikaTack High Modul)но в продаже не нашел
[upd=1478952545][/upd]
walera, внутренних трещин 100% нет.Поработал мотор с холодной сваркой
[upd=1478953388][/upd]
или этот (Клей-герметик LIQUIfast 1400)тоже вроде температуру держит и найти проще)))
Сообщение walera » 12 ноя 2016, 16:41
Сообщение kudrik » 12 ноя 2016, 19:20
Если трещина/шов будет потом без. мех. нагрузки(типа на отрыв, на сдвиг) — то можно заварить аргон. сварка медным присадочным прутком(блок нагревать в жар. шкафу). Шов получается «как по маслу», красиво.
Если шов будет потом с мех. нагрузкой(типа на отрыв, на сдвиг) — сдай блок в чер. мет.
Чугун данных блоков не варится никогда нормально. Испытано неск. методов сварки у разных обер. аргонщиков. Микротрещинки(в великом множестве) идут рядом, прямо со сварочным швом.
Треснул блок двигателя: что делать?

Среди поломок ДВС стоит отдельно отметить появление трещин блока цилиндров и головки блока цилиндров. Такие трещины в корпусе двигателя и других составных элементах достаточно распространены. В процессе эксплуатации многие узлы в конструкции ДВС подвергаются серьезным механическим и температурным нагрузкам, которые создают естественный износ силового агрегата. Блок также трескается в результате аварий, стенки блока цилиндров или головки блока цилиндров могут пробиваться деталями двигателя (шатун и т.д.) в результате заклинивания силовой установки.
Удаление трещин в блоке цилиндров и ГБЦ

Блоки и гловки блоков двигателя состоят из различных металлических сплавов. Существующие сегодня технологии зачастую позволяют восстановить поврежденные элементы. Далее мы рассмотрим способы устранения поломки и ответим на вопрос, как убрать трещины блока цилиндров и отремонтировать трещины ГБЦ. В ряде случаев ремонт трещин можно выполнить своими руками.
Одним из наиболее широко применяемых способов устранения трещин блока цилиндров и ГБЦ является заделывание дефектов силуминовых и чугунных блоков при помощи сварки.
Как найти трещину
Для выявления трещин применяют следующие способы:
- метод ультразвукового обнаружения;
- использование магниточувствительного оборудования;
- метод пневматической опрессовки;
- поиск трещин посредством гидроконтроля;
На практике обнаружение трещин во многих автосервисах производится посредством закачки в неисправный элемент двигателя воздуха или воды. В случае с воздухом деталь дополнительно погружают в ванну и находят дефекты по пузырькам. Если в элемент закачивается вода, тогда необходимость погружения исключается, так как трещины диагностируют по просачиванию жидкости.
Для определения точных границ трещины с обеих сторон от раскола крепятся пару магнитов, пространство между магнитами засыпается специальными проводящими опилками. Наличие трещины приведет к тому, что линии магнитного поля разорвутся, опилки будут частично группироваться на поверхности раскола. Данный способ позволяет четко выявить трещину блока цилиндров или ГБЦ.
Ремонт трещин при помощи сварки
Необходимо отметить, что устранять расколы нужно в строгом соответствии со всеми рекомендациями. Механические напряжения остаточного типа в зоне шва могут привести к нарушениям его целостности и необходимости повторного ремонта.
Блок из чугуна восстанавливают при помощи засверливания концов трещины и последующей шлифовки всей длины раскола под углом 90 градусов. Засверливать необходимо для того, чтобы предотвратить дальнейшее распространение. Что касается сварки, на начальном этапе блок цилиндров разогревается до 650 градусов по Цельсию. После этого наносится сплошной шов при помощи присадочного чугунно – медного прута и флюса. Завершающим этапом становится постепенное охлаждение детали, для чего требуется специальный термошкаф.
Для того чтобы не прогревать блок, можно воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончании поверхность полученного шва обезжиривается при помощи ацетона и дополнительно наносится слой эпоксидной пасты специальным шпателем. Эпоксид застывает в течение 24 часов при комнатной температуре и около 2 часов при нагреве до 100 градусов по Цельсию. Завершающим этапом станет шлифовка обработанного шва.
Альтернативные способы
Начнем с того, что незначительные трещины можно также заделать путем использования эпоксидной пасты и стеклоткани. Перед началом работ поверхность металла нужно хорошо обезжирить. Слои пасты и стеклоткани при нанесении чередуются, последним слоем должен являться эпоксид.
Среди наиболее востребованных сегодня технологий стоит также отметить решение под названием SEAL-LOCK. К преимуществам данного способа относят отсутствие необходимости демонтировать двигатель. Способ подходит для восстановления серьезных пробоин или трещин в блоке цилиндров. Также для ремонта не требуется применение сварочного аппарата.
В основе способа лежит заполнение трещины специальной прослойкой из мягкого металла, который в результате надежно скрепляется с поверхностью восстанавливаемой детали.
- Трещину локализуют, после чего происходит засверливание краев раскола. Далее поперек трещины насверливают отверстия с установленным технологией шагом. В эти отверстия вставляются стяжки-скобы, которые связывают оба края трещины. Скобы подбираются в соответствии с видом раскола, так как могут иметь различную длину и отличаться по своей форме.
- Далее в пространстве между установленных скоб высверливается отверстие, после чего происходит нарезка конусной резьбы при помощи специального метчика. После этого необходимо произвести обработку полученного отверстия составом для устранения окисной пленки. Затем в обработанное резьбовое отверстие с небольшим усилием вкручивается заглушка-конус, материал которой активно контактирует с металлом ремонтируемой детали.
- Далее часть заглушки, которая возвышается над плоскостью, нужно немного подпилить, после чего вкручивание осуществляется с большим усилием, которое создается специальным инструментом. Под таким усилием мягкая заглушка сломается в том месте, где ранее был сделан подпил. Выступающие остатки дополнительно шлифуют.
- Следующим шагом становится сверление следующего отверстия. Это отверстие сверлят так, чтобы добиться частичного перекрытия предыдущего резьбового отверстия с установленной заглушкой. Процедура ремонта предполагает заполнение заглушками всей трещины.
Расклепывание шва позволяет устранить возможные пустоты, а также ускоряет диффузию материалов заклепок и детали. Результатом станет появление пластичного шва, который имеет прочную связь с поверхностью. Такой шов имеет ряд преимуществ сравнительно со сварным швом:
- не страдает от температурных перепадов;
- способен сохранять целостность в условиях работы при высоких температурах;
- не получает значительного напряжения;
Что касается установки больших латок, которыми можно буквально «заклеить» треснувший блок цилиндров двигателя или головку блока, тогда способ решения по схеме реализации напоминает описанный выше.
Потребуется вырезать и подогнать латку из металла, после чего производится ее установка путем заполнения всего периметра стяжками и конусными заглушками. Последующая проверка готового шва на герметичность осуществляется при помощи опрессовки под давлением около 6 атмосфер.







