- капитальный ремонт двигателя автомобиля
- Ремонт трещин блока цилиндров двигателя
- Последовательность выполнения ремонта трещин блока цилиндров двигателя:
- Ремонт трещин чугунного блока цилиндров двигателя
- Ремонт трещин блока цилиндров двигателя эпоксидкой
- Треснул блок двигателя: что делать?
- Удаление трещин в блоке цилиндров и ГБЦ
- Как найти трещину
- Ремонт трещин при помощи сварки
- Альтернативные способы
- Заделываем трещины в блоке двигателя
- Заделываем трещины в головке и блоке двигателя своими силами
- Привариваем заплатку на трещину в головке двигателя
- Трещина в корпусе двигателя
- Ремонт трещины в головке блока цилиндров
- Симптомы трещины в головке блока цилиндров
- Типичные места образования трещин в ГБЦ
- Проверка ГБЦ на трещины
- Ремонт трещин
- Подготовка головки для сварки
- Сварка ГБЦ
- Ремонт трещин и пробоин блока цилиндров
- Диагностика ГБЦ — проверяем на микротрещины
- Варианты диагностики проблемы
- Магнитно-порошковая диагностика
- Диагностика при помощи жидкости
- Проверка давлением
- Проверка водой
- Ремонт дефектов
- Можно ли заклеить треснувший блок цилиндров двигателя Ваз-2101? – треснул блок двигателя, ремонт блока цилиндров двигателя ваз
- Как отремонтировать треснутый блок (картер) двигателя
- Трещины в головке и блоке двигателя: решение проблемы
- Решения проблемы
- Заделываем трещины в головке и блоке двигателя своими силами
капитальный ремонт двигателя автомобиля
Ремонт трещин блока цилиндров двигателя
Возникшие трещины на стенках блока цилиндров двигателя, как правило, ремонтируются способом заделки эпоксидкой или завариваются. Заварка трещин производится двумя способами с подогревом и без подогрева. Перед ремонтом трещин блока цилиндров двигателя засверливаются специальным сверлом концы трещин, для того чтобы трещины не начали увеличиваться во время работы. Сверло выбирают размером 5 мм. После засверливания концов трещины необходимо разделать трещину по всей длине, такие работы проводят с помощью шлифовальной машинки.
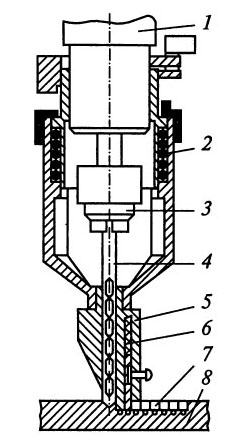
Последовательность выполнения ремонта трещин блока цилиндров двигателя:

ремонта головки блока цилиндров.
Как ремонтировать головку блока

а) сверление концов трещины, б) зачистка вокруг трещины, заделывание и обезжиривание, в) заполнение эпоксидкой, г) укрепление эпоксидки, д) наложение верхнего слоя эпоксидки, L – длина трещины, 1) деталь, 2) трещина в блоке, 3, 5) засверливание концов трещины, 4) зачистка, 6) слой эпоксидки, 7) заготовка, 8) укрепление эпоксидки, 9 – верхний слой эпоксидки.
Ремонт трещин чугунного блока цилиндров двигателя
в блоке цилиндров,
головке блока являются
показателем к замене детали,
но существует способ ремонта
трещин блока цилиндров двигателя
Заварка трещин чугунного блока двигателя имеет свои нюансы. Если ремонт трещин чугунного блока цилиндров двигателя производится с подогревом, то такие работы выполняются при температуре 600-640 градусов Цельсия с использованием горелки с ацетиленокислородным пламенем. Присадочным материалом выступают прутки с диаметром 5 мм. Шов предохраняют от окисления с помощью буры. Нельзя проводить заварку чугунного блока цилиндров при температуре, которая меньше 600 градусов Цельсия.
Если ремонт трещин чугунного блока цилиндров двигателя производят без подогрева, то в таком случае обычно применяется электродуговая сварка, а в качестве присадочного материала выступает электродная проволока диаметром 1,2 мм. Сварка производится в среде аргона. Во время сварки блока электродуговой сваркой не допускается перегрев больше чем 60 градусов Цельсия.
Во время заварки трещин блока цилиндров необходимо придерживаться режимов работы:
Сила тока 130-150 А, напряжение 25-30 В, давление аргона 0,3-0,5 Мпа.
Электроды, которые применяются при сварке чугунного блока: ПАНЧ11, МНЧ1, ОЗЧ1, АНЧ1, ЦЧ3, ЦЧ4.
Во время сварки: сила тока 130 А, напряжение 36 В, твердость НВ 170.
Ремонт трещин блока цилиндров двигателя эпоксидкой
Ремонт трещин блока цилиндров с помощью эпоксидки производится в следующей последовательности:
1) Трещина разделывается шлифовальной машинкой на ¾ части толщины стенки
2) Засверливаются концы трещин диаметров сверла 5 мм
3) Отверстия забивают медными заглушками
4) Вокруг трещин искусственно создаем шероховатость насейчкой
5) Проводим очистку и обезжиривание поверхности (ацетон)
6) В несколько слоев покрываем эпоксидкой трещину, первый слой 1 мм, второй слой 2 мм, в конце концов все слои должны быть в пределах 3-4 мм
7) Отверждаем нанесенный слой эпоксидки с помощью сушильной камеры при температуре 90 градусов Цельсия.
Треснул блок двигателя: что делать?

Среди поломок ДВС стоит отдельно отметить появление трещин блока цилиндров и головки блока цилиндров. Такие трещины в корпусе двигателя и других составных элементах достаточно распространены. В процессе эксплуатации многие узлы в конструкции ДВС подвергаются серьезным механическим и температурным нагрузкам, которые создают естественный износ силового агрегата. Блок также трескается в результате аварий, стенки блока цилиндров или головки блока цилиндров могут пробиваться деталями двигателя (шатун и т.д.) в результате заклинивания силовой установки.
Удаление трещин в блоке цилиндров и ГБЦ

Блоки и гловки блоков двигателя состоят из различных металлических сплавов. Существующие сегодня технологии зачастую позволяют восстановить поврежденные элементы. Далее мы рассмотрим способы устранения поломки и ответим на вопрос, как убрать трещины блока цилиндров и отремонтировать трещины ГБЦ. В ряде случаев ремонт трещин можно выполнить своими руками.
Одним из наиболее широко применяемых способов устранения трещин блока цилиндров и ГБЦ является заделывание дефектов силуминовых и чугунных блоков при помощи сварки.
Как найти трещину
Для выявления трещин применяют следующие способы:
- метод ультразвукового обнаружения;
- использование магниточувствительного оборудования;
- метод пневматической опрессовки;
- поиск трещин посредством гидроконтроля;
На практике обнаружение трещин во многих автосервисах производится посредством закачки в неисправный элемент двигателя воздуха или воды. В случае с воздухом деталь дополнительно погружают в ванну и находят дефекты по пузырькам. Если в элемент закачивается вода, тогда необходимость погружения исключается, так как трещины диагностируют по просачиванию жидкости.
Для определения точных границ трещины с обеих сторон от раскола крепятся пару магнитов, пространство между магнитами засыпается специальными проводящими опилками. Наличие трещины приведет к тому, что линии магнитного поля разорвутся, опилки будут частично группироваться на поверхности раскола. Данный способ позволяет четко выявить трещину блока цилиндров или ГБЦ.
Ремонт трещин при помощи сварки
Необходимо отметить, что устранять расколы нужно в строгом соответствии со всеми рекомендациями. Механические напряжения остаточного типа в зоне шва могут привести к нарушениям его целостности и необходимости повторного ремонта.
Блок из чугуна восстанавливают при помощи засверливания концов трещины и последующей шлифовки всей длины раскола под углом 90 градусов. Засверливать необходимо для того, чтобы предотвратить дальнейшее распространение. Что касается сварки, на начальном этапе блок цилиндров разогревается до 650 градусов по Цельсию. После этого наносится сплошной шов при помощи присадочного чугунно – медного прута и флюса. Завершающим этапом становится постепенное охлаждение детали, для чего требуется специальный термошкаф.
Для того чтобы не прогревать блок, можно воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончании поверхность полученного шва обезжиривается при помощи ацетона и дополнительно наносится слой эпоксидной пасты специальным шпателем. Эпоксид застывает в течение 24 часов при комнатной температуре и около 2 часов при нагреве до 100 градусов по Цельсию. Завершающим этапом станет шлифовка обработанного шва.
Альтернативные способы
Начнем с того, что незначительные трещины можно также заделать путем использования эпоксидной пасты и стеклоткани. Перед началом работ поверхность металла нужно хорошо обезжирить. Слои пасты и стеклоткани при нанесении чередуются, последним слоем должен являться эпоксид.
Среди наиболее востребованных сегодня технологий стоит также отметить решение под названием SEAL-LOCK. К преимуществам данного способа относят отсутствие необходимости демонтировать двигатель. Способ подходит для восстановления серьезных пробоин или трещин в блоке цилиндров. Также для ремонта не требуется применение сварочного аппарата.
В основе способа лежит заполнение трещины специальной прослойкой из мягкого металла, который в результате надежно скрепляется с поверхностью восстанавливаемой детали.
- Трещину локализуют, после чего происходит засверливание краев раскола. Далее поперек трещины насверливают отверстия с установленным технологией шагом. В эти отверстия вставляются стяжки-скобы, которые связывают оба края трещины. Скобы подбираются в соответствии с видом раскола, так как могут иметь различную длину и отличаться по своей форме.
- Далее в пространстве между установленных скоб высверливается отверстие, после чего происходит нарезка конусной резьбы при помощи специального метчика. После этого необходимо произвести обработку полученного отверстия составом для устранения окисной пленки. Затем в обработанное резьбовое отверстие с небольшим усилием вкручивается заглушка-конус, материал которой активно контактирует с металлом ремонтируемой детали.
- Далее часть заглушки, которая возвышается над плоскостью, нужно немного подпилить, после чего вкручивание осуществляется с большим усилием, которое создается специальным инструментом. Под таким усилием мягкая заглушка сломается в том месте, где ранее был сделан подпил. Выступающие остатки дополнительно шлифуют.
- Следующим шагом становится сверление следующего отверстия. Это отверстие сверлят так, чтобы добиться частичного перекрытия предыдущего резьбового отверстия с установленной заглушкой. Процедура ремонта предполагает заполнение заглушками всей трещины.
Расклепывание шва позволяет устранить возможные пустоты, а также ускоряет диффузию материалов заклепок и детали. Результатом станет появление пластичного шва, который имеет прочную связь с поверхностью. Такой шов имеет ряд преимуществ сравнительно со сварным швом:
- не страдает от температурных перепадов;
- способен сохранять целостность в условиях работы при высоких температурах;
- не получает значительного напряжения;
Что касается установки больших латок, которыми можно буквально «заклеить» треснувший блок цилиндров двигателя или головку блока, тогда способ решения по схеме реализации напоминает описанный выше.
Потребуется вырезать и подогнать латку из металла, после чего производится ее установка путем заполнения всего периметра стяжками и конусными заглушками. Последующая проверка готового шва на герметичность осуществляется при помощи опрессовки под давлением около 6 атмосфер.
Заделываем трещины в блоке двигателя
С течением времени многие агрегаты автомобиля изнашиваются, выходят из строя или, что еще хуже, ломаются. Сегодня мы вам поведаем, как самостоятельно устранить образовавшиеся в головке и блоке двигателя трещины.
Реанимации подвергаются все трещины, за исключением тех, которые проходят сквозь клапанные гнезда, зеркала цилиндров, а также плоскости прилегания блока и головки. В последнем случае изделие бракуют, в остальных стараются их реабилитировать, этим-то мы сейчас с вами, уважаемые читатели, и займемся.
В самом начале стоит сообщить о том, что существует несколько способов устранения дефектов. Коротко обо всех.
К первому способу можно отнести заделывание трещин с помощью обычной дрели или электросварки.
В случае если блок чугунный, то концы трещины можно засверлить сверлом и зашлифовать их под углом 90 по всей длине кругом, зубилом или каким-нибудь другим приспособлением.
Если вы выбрали ликвидацию трещин с помощью электросварки, то перед началом работы блок необходимо разогреть до 600-650С.
Затем с помощью чугунно – медного присадочного прутка диаметром 5 мм и флюса, нужно нанести сплошной ровный слой, который не должен торчать над поверхностью металла более чем на пару миллиметров.
После того, как трещина была заварена, блок следует медленно охладить в термошкафу.
Выше предложенный метод является не единственным, вы можете заварить трещину и без подогрева блока, но для этого вам понадобится электросварка.
Заделываем трещины в головке и блоке двигателя своими силами

Привариваем заплатку на трещину в головке двигателя
Вы можете также приварить заплатку, для этого вам понадобятся медные электроды, обернутые жестью. В завершение швы необходимо покрыть эпоксидной пастой.
Эпоксидную пасту, о которой мы уже упомянули, можно использовать для устранения трещин в головке и блоке двигателя еще и другим способом. Для этого необходимо зачистить их поверхность, просверлить на концах трещины небольшие отверстия, после в них следует нарезать резьбу и ввернуть заподлицо заглушки из меди или алюминия.
Затем необходимо обезжирить поверхность (для этого подойдет ацетон или бензин). После с помощью шпателя нужно наносить слой за слоем, в результате у вас должен получиться слой толщиной 3-4 миллиметра. После этого в течение суток эпоксид должен застыть, а если создать стоградусную жару, то он затвердеет за пару часов.
В завершение следует отшлифовать поверхность и готово!
Для третьего способа ликвидации трещин нам вновь потребуется эпоксидная паста и стеклоткань, которую будем использовать в качестве заплатки.
Подготовительный этап к работе аналогичен выше представленному, только каждый слой пасты нужно чередовать со стеклотканью.
Не пожалейте, делайте заплатку с запасом в несколько миллиметров, иначе результат будет неудовлетворительным. Последний слой должен быть эпоксидным.
И завершающий на сегодня, но не последний в общем списке, вариант реанимирования трещин блока и головки двигателя – с помощью штифтов. Для этого в самом начале по всей трещине просверливаем отверстия на расстоянии 7-8 мм друг от друга.
Нарезаем резьбу и ввертываем прутки из меди на глубину соответствующую толщине стенки. Затем обрезаем их ножовкой, оставляя выступающие над поверхностью детали на несколько миллиметров концы. После несильными ударами расчеканиваем концы штифтов, которые и образуют сплошной шов.
Для закрепления результата в завершение можно покрыть это все эпоксидкой.
Мы описали наиболее подходящие для самостоятельного устранения трещин в головке и блоке двигателя варианты, однако на этом неприятности с авто, к сожалению, не заканчиваются, проблемы могут еще возникнуть при износе распредвала, а также при отработке амортизаторов. В любом случае, не отчаивайтесь, все это легко устранить своими руками, лишь следуя нашим нехитрым рекомендациям.
Трещина в корпусе двигателя

Сколько стоит новый двигатель? Много! Поэтому далеко не каждый владелец авто может позволить себе такую роскошь, как его полная замена.
Однако именно трещины на корпусе двигателя являются самой частой проблемой многих автомобилистов. И есть достаточно много причин их возникновения.
Например, трещина обязательно появится в том случае, если нарушен тепловой механизм, либо от ударов. В любом случае, как только вы обнаружили столь серьезный изъян — следует немедленно приступить к устранению проблемы, чтобы не случилось непоправимое.
Как же заделать трещину в двигателе?
Сварка или использование специальных полимерных материалов — наиболее частый метод заделывания трещин и дыр. Однако в этом случае успех бывает кратковременным, поскольку по закону физики, именно на месте шва возникает фактор высокого механического напряжения.
Другими словами, неверный подбор полимера, неправильный алгоритм сварки очень скоро приведут к тому, что шов снова разойдется и трещина станет больше, чем была изначально.
Но не стоит расстраиваться, ибо есть один метод, который позволяет успешно справиться с проблемой. Этот метод называется «Seal-Lock» (Seal-Lock можно перевести, как «запечатывание»). Используя данный способ, в большинстве случаев вам даже не понадобится снимать силовой агрегат!
Суть метода сводится к тому, что трещину в корпусе заполняют слоем мягкого металла, который при диффузии сплавляется с металлом корпуса двигателя и становиться с ним одним целым. А самое потрясающее в том, что место шва становится даже прочнее, чем корпус двигателя!
Но есть и самостоятельное решение проблемы. Конечно, оно не сравниться с диффузией металла, но тоже имеет место быть.
Для начала вам необходимо обнаружить трещину, ведь не всегда она видима визуально! Некоторые профи рекомендуют использовать магниты и металлические опилки. Но можно обойтись и грифельным порошком от обычного простого карандаша. Возьмите немного этого порошка на палец, нанесите на предполагаемое место трещины и разотрите его. Порошок реально проявит даже самую мелкую трещинку на двигателе!
Обнаружив изъян, следует приступать к ремонту. Необходимо взять дрель и просверлить два ряда отверстий: с одной стороны трещины и с другой. В качестве стяжки используют специальные скобы.
В общем-то, можно использовать и тонкую стальную накладку: главное подобрать нужный размер. После того, как вы зашьете трещину, её следует залить герметизирующим составом.
Найти такой состав не составит труда: об этом достаточно спросить в автомагазине.
Но если выбирать между «кустарным» способом заделывания трещин и технологией «Seal-Lock», то предпочтение лучше отдать именно «Seal-Lock». Выгода на лицо: вместо заплаток — вы получаете абсолютно целостный корпус, без следов повреждений.
Кстати, в Европе данный метод ремонта трещин используется уже более 60 лет.
Ремонт трещины в головке блока цилиндров

Трещина в ГБЦ возникает в результате неправильной работы двигателя вследствие перегрева и сдвига напряжений в металле.
Симптомы трещины в головке блока цилиндров
Трещины могут появляться в разных местах, отсюда и разные последствия. В основном бытует мнение, что при пробитой головке из выхлопной трубы идёт белый дым, но это только один частный случай. Трещина в головке может возникнуть между разными каналами, соответственно и признаки наличия трещины в ГБЦ будут разными.
Далее рассмотрим некоторые случаи трещин между системой охлаждения и другими системами двигателя.
Масляная система— при смешивании масла и тосола в двигателе вместо масла появляется эмульсия, беловатая пена, как у бисквитного теста, а в расширительном бачке системы охлаждения образуется масляная плёнка.
Впускной канал— если в него начинает попадать ОЖ, то в первую очередь она отмоет поршни до блеска, можно посмотреть через свечное отверстие,- поршни будут как новые. И при попадании в камеру сгорания- это как раз то случай, когда может пойти белый дым из выхлопной трубы, хотя не факт, что он пойдёт.
С каналом выпуска— тут ОЖ просто вылетит в трубу в виде пара. Двигатель постоянно выпускает пар и заметить что-либо в данном случае вряд ли получится, проста будет уходить жидкость из бачка. Скорее всего, даже запаха отработавших газов в бачке не будет.
С камерой сгорания— через трещину часть жидкости пойдёт в камеру сгорания, но очень малое количество, всё из-за разницы давления. В двигателе при сгорании топлива образуется большое давление, и выхлопные газы через эту самую трещину попадают в систему охлаждения, повышая давление в ней. Из-за этого раздуваются патрубки, а из бачка воняет выхлопными газами.
Но жидкость также может пойти и в камеру сгорания- система охлаждения всё ещё находится под давлением, а в камере сгорания уже пошло разрежение и начал засасываться воздух. Из-за разницы в давлении ОЖ начинает просачиваться в камеру сгорания. Признаком такой трещины будут чистые поршни (не всегда), запах в бачке, упругие патрубки и холодный радиатор печки (воздушная пробка).
Типичные места образования трещин в ГБЦ
Автопроизводители допускают образование трещин в головке, и это не будет считаться неисправностью, так как трещина будет неглубокой и она не будет соединять две ёмкости. В дизельных двигателях VW головка с трещиной между клапанами допускается к использованию.
Но найти все трещины- задача проблематичная даже для опытного моториста. Казалось бы, на одних и тех же моторах трещины должны образовываться в одних и тех же местах. Но от этого поиск не упрощается. Есть места, которые можно обнаружить одним взглядом на головку:
- между клапанами— трещина сразу видна, проходит под сёдлами двух соседних клапанов.
- между свечой и клапаном— та же ситуация, опять же, всё на виду и никуда не надо заглядывать
- в дизельном двигателе трещина может пойти от клапана в сторону форкамеры, такую трещину легко заметить, но как её увидеть, если она образуется под форкамерой и не выходит наружу?
- под направляющей клапана— ещё одно злачное место, где не видно трещины, во-первых, в канале и так темно, а во-вторых, трещина прикрыта направляющей втулкой.
Тут нужен другой подход, а не только визуальный.
Да и какая польза от обнаружения трещины между клапанами, если через неё не прорываются газы? Не будем полагаться на случай, тем более метод диагностики придуман давно и зарекомендовал себя с лучшей стороны.
Проверка ГБЦ на трещины
Чтобы проверить ГБЦ на трещины, её надо опрессовать, то есть герметично закрыть все отверстия, и дунуть воздуха в каналы. Если опустить головку в воду, то из трещины пойдут пузырьки.
Или наоборот- заглушить все отверстия и налить воды в канал, после чего накачать насосом туда воздуха, создав давление 0,6-0,7МПа, и дать постоять так головке 1=2 часа.
Если вода уйдёт- значит головка пробита.
Существуют ещё красители, которыми подкрашивают воду. Их очень хорошо видно на трещине.
А закрываются отверстия в охлаждающей рубашке очень легко: на ник кладётся резиновая прокладка, которая чуть больше отверстия, сверху накладывается металлическая пластина, которая прикручивается болтом к головке. И никакая вода так не пройдёт. А к штуцеру, который будет выступать из головки, подсоединяют насос и накачивают воздух. Такая опрессовка позволяет выявить все трещины.
Ремонт трещин
Качественно заделать трещину получится только с помощью сварки.
Никаким клеевым составом не получится качественно заделать трещину в головки, потому что при нагревании до рабочих температур головка будет расширяться и трещина будет становиться больше, то есть нужен состав для заделывания трещины, который имел бы такие же линейные температурные расширения, как и материал головки, к тому же быть устойчивыми к другим нагрузкам. Всего этого возможно добиться только сваркой.
Подготовка головки для сварки
Перед сваркой трещину необходимо разделать, для этого фрезерной машинкой высверливают металл по всей длине трещины. Канавка должна получиться достаточно глубокой, 6-8 мм в глубину и примерно такая же по ширине, по форме желательно сделать клиновидной. Это поможет лучше проварить металл. Для разделки трещины между сёдел, сначала нужно извлечь сёдла, а только потом разделать трещину.
После разделки трещин головку надо нагреть до температуры 200-250°C, но не выше, чтобы головку не повело. Нагрев позволяет снизить напряжения в металле, возникающие при сварке. Для нагрева лучше всего использовать ацетиленовую горелку либо печь, но нельзя использовать паяльную лампу, потому что её можно легко перегреть ГБЦ.
Сварка ГБЦ
Для сварки головки блока цилиндров можно использовать газовую сварку с использованием присадочного материала, но лучшие результаты даёт аргонно-дуговая сварка (TIG). К головке подключается масса, а дуга горит в среде аргона между вольфрамовым электродом и головкой, куда подсовывают алюминиевую присадочную проволоку.
После сварки шов надо зачистить, повторно опрессовать, и если всё хорошо, то поверхность, прилегающую к блоку, отфрезеровать, чтобы была идеально ровной.
Ремонт трещин и пробоин блока цилиндров

При устранении трещин на блоке цилиндров наибольшее распространение получил метод заварки без предварительного нагрева и ремонт с использованием паст на основе эпоксидных смол.
Конструктивные особенности блоков цилиндров двигателей ЯМЗ-236 и ЯМЗ-238 заставляют отказаться от заварки трещин методом общего предварительного нагрева, так как этот метод вызывает большие деформации в блоке.
Независимо от принятого метода ремонта концы трещины засверливают сверлом диаметром 4 мм, предварительно накренив место сверления, а трещину по длине разделывают слесарным зубилом под углом 120° на глубину 0,7-0,8 мм толщины стенки. Затем зачищают трещину шлифовальным кругом при помощи электрической шлифовальной машины с гибким валом.
Трещины заваривают постоянным током при обратной полярности электродом ОЗЧ-1 или медно-стальным электродом с обмазкой УОНИ-13. Диаметр электрода выбирают в зависимости от толщины свариваемых стенок в пределах 3-5 мм. Сварку производят с легкой проковкой шва в горячем состоянии по мере наложения отдельных участков шва.
При наличии обломов на плоскости крепления поддона картера зубилом и шлифовальным кругом производят зачистку места облома и снимают фаску 4х45° на кромке облома под приварку вставки.
В качестве вставки может быть использована аналогичная часть из утильного блока или чугунная вставка, подогнанная по месту, с последующей приваркой и наплавкой места облома до первоначального контура с припуском 1,5-2 мм на обработку.
Приварку и наплавку производят газовой горелкой ГС-53 с наконечниками №2 или №3. Присадочным материалом служит пруток из серого чугуна диаметром 8-10 мм или пруток из серого чугуна с содержанием 2,5% кремния. В качестве флюса служит бура. Затем шлифовальным кругом или напильником зачищают сварочный шов и место наплавки заподлицо с основным металлом.
Если трещина или облом захватывают отверстие, то после заварки и зачистки размечают отверстие по шаблону, накернивают центр и сверлят отверстие с последующей нарезкой резьбы до номинального размера.
При заделке трещин и пробоин на поверхности рубашки охлаждения и картера блока цилиндров наибольшее распространение получили эпоксидные пасты следующего состава:
| Паста 1 | Паста 2 | |
| Смола | 100 | 100 |
| Дибутилфталат | 20 | 20 |
| Железный порошок | 160 | 80 |
| Полиэтиленполиамин | 10 | 15 |
| Газовая сажа | — | 40 |
| Слюдяной порошок | — | 40 |
Перед заполнением трещины пастой, кроме снятия фасок, шлифовальным кругом зачищают поверхность вдоль трещины по обе стороны на расстоянии 15-20 мм до металлического блеска.
Зачищенную поверхность обезжиривают уайт-спиритом и зону трещины подогревают инфракрасной лампой до температуры 70—80 «С. Затем подготовленную трещину заполняют пастой, тщательно втирая ее на 3-5 мм выше поверхности детали, и уплотняют шпателем.
После заделки трещины блок цилиндров выдерживают при температуре 20 °С в течение 24 ч или устанавливают в сушильный шкаф с температурой 100 °С на 1 ч.
После сушки поверхность склеенного участка зачищают и выравнивают шлифовальным кругом от подтеков и неровностей пасты после отвердения.
Пробоины в стенке рубашки охлаждения и в картере блока цилиндров ремонтируют постановкой заплаты, приклеиваемой пастой на основе эпоксидных смол. На зачищенные и обезжиренные края пробоины наносят слой пасты.
Из стеклоткани толщиной 0,3 мм вырезают заплату по размеру пробоины с перекрытием на 15-20 мм, накладывают ее на пробоину и прикатывают роликом.
Затем на заплату и поверхность блока вокруг заплаты наносят второй слой пасты и накладывают вторую заплату так, чтобы она, перекрывала первую на 10-15 мм со всех сторон.
В такой же последовательности накладывают третью и последующие заплаты, каждый слой стеклоткани прокатывают роликами. Перед очередным нанесением клея необходимо выдержка. Общее число слоев стеклоткани может доходить до шести в зависимости от размера пробоины. Последний слой покрывают пастой для защиты наружного слоя заплаты.
Блок цилиндров сушат в шкафу с температурой 150 °С в течение 4 ч. Затем шлифовальным кругом зачищают и выравнивают отремонтированную поверхность.
Во всех случаях, независимо от принятого метода ремонта трещин и пробоин, необходимо произвести гидравлическое испытание отремонтированного блока цилиндров на герметичность вышеуказанным способом. Потение в месте ремонта не допускается.
Источник: http://maz-auto.info/kapremont/remont-treshhin-i-proboin-bloka-cilindrov/
Диагностика ГБЦ — проверяем на микротрещины

В большинстве случаев износ мотора происходит в его верхней части, то есть на головке. Причин, которые влияют на выход из строя блока, множество.
Распространенной является перегрев мотора, когда из системы охлаждения полностью вытекает антифриз. Это происходит в результате некорректного затягивания штифтов ГБЦ.
Это и неправильная работа устройства регулирования температуры, может стать причиной деформации плоскости ГБЦ.
Стрелкой отмечен дефект поверхности
Рассмотрим признаки и симптомы, которые свидетельствуют о появлении трещин на ГБЦ и необходимости ремонта агрегата:
- Моторная жидкость пенится, в ней появляются пузырьки. Если в головке образовалась трещина, в масло может попадать охлаждающая жидкость. В этом случае антифриз будет уходить из расширительного бачка по неизвестной причине. Если нужно постоянно доливать хладагент в систему, это должно насторожить хозяина машины. В этом случае в расширительном бачке антифриза будет образовываться масляная пленка — это точный симптом появления микротрещины в головке двигателя.При такой неисправности в теплую погоду температура мотора будет то падать, то подниматься. Этот признак не распространенный, но если заметили, что стрелка на датчике температуры то опускается, то опять поднимается, то это должно насторожить.
- Троение двигателя. ДВС очень вибрирует, особенно при езде в гору. Этот симптом является следствием образования микротрещины. Если в него попадает антифриз, а масло не пенное, то есть другой способ вычислить неисправность. Для этого нужно демонтировать свечу и посмотреть на нее: если на свече есть жидкость, то вытрите ее пальцем и приложите на язык. Любой антифриз имеет сладковатый привкус. Если это так, то на головке блока вашего авто образовалась трещина.Дефект на ГБЦ
- Моторная жидкость уходит, ее постоянно нужно доливать. В этом случае по антифризу вычислить трещинку не выйдет. Если щель появилась рядом с направляющей втулкой впускного клапана, то при работе двигателя масло будет затягивать в цилиндр.Если во впускной клапан будет попадать ОЖ, то при долгой езде она в буквальном смысле слова отмоет поршни до идеальной чистоты. Проверить это легко: открутить свечи и посмотреть на состояние поршней.
- Кипение ОЖ. Заметили, что антифриз постоянно кипит, откройте капот и крышку расширительного бачка. Долейте столько жидкости, сколько ни хватало и заведите мотор. Если антифриз сразу начнет кипеть, то сомнений в неисправности быть не должно.
Варианты диагностики проблемы
Чтобы сделать ремонт и устранить микротрещины, нужно быть полностью уверенным в том, что они есть. Рассмотрим несколько вариантов диагностики, которые можно провести дома.
Магнитно-порошковая диагностика
Метод является самым оперативным видом ремонта в обнаружении микротрещин. Заключается в следующем: со всех сторон головки блока цилиндров установить магниты. ГБЦ сверху обсыпать металлической стружкой, она начнет перемещаться к магнитам, оставаясь на трещинах и вмятинах. Так, заметить трещинки не составит труда.
Металлическая стружка для диагностики
Диагностика при помощи жидкости
Чтобы проверить ГБЦ на наличие дефектов этим методом, понадобится специальная красящая жидкость.
- Поверхность головки тщательно промыть, для этого использовать ацетон, керосин или другой вид растворителя.
- Специальную жидкость нанести на очищенную поверхность и подождать несколько минут.
- Затем чистой тряпкой смыть остатки жидкости. Если на ГБЦ есть дефекты, то они будут видны невооруженным глазом.
Проверка давлением
Способ может быть реализован несколькими методами: с погружением головки цилиндров под воду и без него. Сделать проверку с погружением в воду:
- Если решили произвести диагностику с погружением головки цилиндров в воду, то нужно плотно закрыть все каналы контура верхней части агрегата, после чего поместить его в емкость и налить туда горячую воду.
- Затем в контур ГБЦ подать сжатый воздух и там, где появятся пузырьки, будут находиться микротрещины.
Оборудование для диагностики давлением
Метод без погружения блока в воду осуществляется для поиска дырочек в пробитых шинах:
- необходимо крепко закрыть все каналы контура ГБЦ.
- После этого на поверхность крышки головки следует налить мыльный раствор.
- В контур нужно подать воздух. Там, где на поверхности головки будет обнаружен дефект, появятся мыльные пузырьки.
Проверка водой
Метод не отличается от предыдущего. Разница только в том, что головку не нужно опускать в воду, а воду следует залить в нее:
- Все отверстия герметично закрыть.
- В канал налить воды побольше.
- Затем, используя обычный насос, нужно накачать воздуха в канал, чтобы сделать давление не менее 0.7 МПа.
- После необходимо дать постоять головке несколько часов. Если вода ушла, это свидетельствует о дефектах головки. Значит, без ремонта не обойтись.
Аргонная сварка поверхности
Ремонт дефектов
- Перед началом ремонта нужно вырезать кусок металла, по своим размерам соответствующий трещине. Глубина канавки должна быть не менее 8 мм, а форма должна быть клиновидной.
- Перед тем как заварить головку, ее нужно нагреть до температуры 200 градусов.
- Для этого можно использовать ацетиленовую горелку, но не паяльник.Заваривание трещин головки
- Для ремонта используйте газовую установку с присадочными материалами. Эффективные результаты получаются при аргонно-дуговой сварке. К ГБЦ нужно подключить массу.
- Дуга должна гореть между головкой и электродом, туда же и следует подложить кусок металла, который будет заделана трещина.
- Когда сварка завершена, шов тщательно зачищаем и еще раз опрессовываем. Если дефектов нет, то поверхность головки нужно отфрезеровать.
Можно ли заклеить треснувший блок цилиндров двигателя Ваз-2101? – треснул блок двигателя, ремонт блока цилиндров двигателя ваз

Ни для кого, ни секрет, что если в систему охлаждения двигателя залить летом воду (например, в целях экономии) и забыть об этом, то при наступлении первых морозов, Вас будет ожидать неприятный сюрприз, который заключается в виде «размороженного» двигателя. В лучшем случае, выдавить заглушки, в худшем лопнет стенка блока цилиндров.
И когда, это происходит, то забывчивые или экономные хозяева задаются одним и тем же вопросом – Можно ли заклеить треснувший блок цилиндров? Большинство автомастеров, мотористов скажет, что нет, заклеить нельзя, необходимо только менять блок на новый (другой). Но, есть и Кулибины, которые смело, говорят, да и берутся за дело.
Клеят блок и еще умудряются продать автомобиль с таким двигателем другому человеку.
Я теперь точно знаю, где находятся такие спецы))). Сообщу их неточные координаты (неточные потому, что не хочу делать им бесплатную рекламу) — пгт. Новая Водолага, Харьковского района. Именно из этих краев пригнал свой первый автомобиль, марки Ваз-21011, мой одноклассник.
Детально описывать общее состояние купленного автомобиля я не буду. Так как, то, что я увидел, может заставить приуныть самого оптимистически настроенного человека. Кузов и ходовая находились в плачевном состоянии, но об этом отдельно. Сейчас о двигателе.
Как можно было не обратить внимание на двигатель, который работает как отбойный молоток. Это загадка. Но, как оказалось, это не все проблемы с двигателем. При внимательном осмотре двигателя, на его правой стороне были обнаружены следы утечки охлаждающей жидкости.
Подозрения на прогнившие заглушки, не оправдались, так следы утечки были ниже.
Далее, можно смотреть фотографии. Первая фотография, это общий вид. На ней видно, что блок замазан, какой-то ерундой, которая похожа на эпоксидный клей и из-под нее видны следы подтекания жидкости.
Взяв отвертку в руки, и в одном месте поддел корку . И вот какая чудная картина предстала после снятия латки. Трещина длинной 200 мм, которую, мастерски замазали эпоксидной смолой и замазали черной мастикой.
Будьте внимательны при покупке, пусть и старого, дешевого автомобиля. Ведь ремонт такого чуда, может Вам обойтись значительно дороже, чем цена самого автомобиля.
Как отремонтировать треснутый блок (картер) двигателя

В этой статье мы рассмотрим как отремонтировать треснутый блок (картер) двигателя своими силами. Причём рассмотрим два варианта ремонта, один из которых более простой и его можно осуществить даже в дальней поездке, и считать как временный, чтобы доехать домой своим ходом. А второй более основательный, который позволит картеру отработать до конца дней автомобиля.
В статье не будет рассматриваться ремонт трещины в блоке, например из-за заморозки не слитой воды зимой, или плохого тосола, подкрашенного зелёнкой. Такой ремонт не сложен и осуществляется он простой заваркой или заделкой трещины холодной сваркой . Мы рассмотрим более серьёзный случай повреждения картера, который на водительском слэнге называется рука дружбы.
Такое повреждение случается, когда в моторе начинает стучать шатун (чаще из-за закупорки масляного канала и недостатка смазки между его нижней головкой и шейкой коленвала), а водитель вместо того, чтобы заглушить двигатель, продолжает двигаться дальше, думая «надо же дотянуть до гаража».
В некоторых редких случаях, (при большой халатности водителя) когда нижняя головка шатуна не заклинивается на шейке коленвала, а просто сильно разбивается, а поршень подлетает выше ВМТ, и разбивается о поверхность камеры сгорания головки цилиндров (как отремонтировать головку читаем вот тут). Осколки поршня сыпятся в картер двигателя, а шатун с большой скоростью бьёт по гильзе цилиндра, и пробивает пробоину в рубашке охлаждения.
Такой блок цилиндров ремонтируют «сухой» вставкой, сделанной из специального чугуна, которую запрессовывают с натягом в нагретый в печи блок двигателя.
Но в большинстве случаев (примерно 70%) нижняя головка шатуна портится от ударов коленвала изнутри и обрывается, слетая с шейки коленвала с большой скоростью.
Мощный удар верхней головкой шатуна приходится в нижнюю часть картера блока цилиндров, и в результате образуется сквозная пробоина, с торчащим из неё покорёженным шатуном.
И именно такую пробоину отремонтировать проще всего, даже в полевых условиях, а более качественный ремонт можно сделать в обычном гараже. Конечно потребуется хороший сварщик, но его легко найти в любом автосервисе.
Такая же пробоина может получится, когда нижнюю головку шатуна, от сухого трения и сильного нагрева (проплавления вкладышей), прихватывает как электросваркой к шейке коленчатого вала и заклинивший шатун проламывая своей верхней головкой и поршень и картер, выходит наружу. А в стенке картера образуется приличная дыра (см. фото 1). Картер с таким повреждением многие водители сдают на цветмет, а потом полностью отдаются поискам нового блока или двигателя, и с головой окунаются в «геморой» по переоформлению.
В большинстве стран таких проблем нет, так как двигатель является там обычной запчастью и его можно менять без траты времени в МРЭО. Нашим блюстителям такие удобства для людей очень не выгодны, ведь сколько можно денежек потерять казне, если отменить бесполезное переоформление мотора. Но этого тупизма можно избежать, если отремонтировать родной картер.
Конечно не все повреждения картера, но всё таки большинство их них, можно отремонтировать несколькими способами, и первым из них, как я уже говорил, можно произвести ремонт даже в полевых условиях, чтобы благополучно добраться своим ходом до гаража или автосервиса.
И если в дальнем путешествии на вашем автомобиле случилась беда и шатун вашего двигателя протянул руку дружбы, то не стоит отчаиваться, так как даже такое серьёзное повреждение, не означает конец путешествия. Потребуется ремонт, но осуществить его можно будет и «на коленке» , в условиях путешествия.
Для начала нужно будет слить масло и демонтировать поддон и головку двигателя, что бы вынуть из блока шатун с убитым поршнем, или найти его осколки в поддоне. Нужно будет поддомкратить кузов (не забудьте на всякий случай подложить что то под кузов) и лечь под машину, чтобы раскрутить шатунные болты и извлечь прикипевший шатун.
Затем нужно будет заблокировать (заткнуть) масляную магистраль, подходящую к вкладышам убитого шатуна. Для этого в шейке коленвала находим отверстие для подачи масла к парам трения (шатунные вкладыши и шейка коленвала), и в это отверстие плотно забиваем деревянный клинышек (пробку). А выступающую часть пробки нужно срезать острым ножом.
Для верности (чтобы пробка не вылетела от действия центробежной силы) фиксируем её, намотав на шейку коленвала несколько витков проволоки, но так чтобы она перекрыла своими витками деревянный клинышек (пробку).
Далее нужно будет удалить штанги толкателей клапанов того цилиндра, шатун которого повреждён (или удаляем коромысла, в зависимости от конструкции вашего мотора).
Остаётся теперь только заделать пробоину в картере и можно ехать дальше.
Если в багажнике вашей машины, отправляясь в дальнюю поездку, вы не возите с собой различные шайбы, тогда придётся из куска подходящего листового металла вырезать две квадратные пластины, которые будут служить заплатками (см. фото 2). Металлические пластины и их резиновая прокладка, вырезанная из куска камеры, должны перекрывать пробоину примерно на 6 — 7 миллиметров.
Если пробоина образовалась не в нижней плоской стенке картера, а в верхней полукруглой, как на рисунке 1, то тогда вам придётся изогнуть пластины с помощью молотка, чтобы форма их изгиба была такой же как и форма закругления стенки картера. Но в таком случае, полезно будет резиновую прокладку вырезать из резины потолще и обмазать изнутри ещё и герметиком.
Заделка пробоины картера без электросварки:
- заплата из листового металла
- 3 мм, 2 — наполнитель типа холодная сварка,
- винты М6,
- блок двигателя.
Кстати, на рисунке 1 показан один из вариантов не полевого, а гаражного ремонта на долгий срок, без электросварки (если у вас нет возможности заварить блок).
Придётся просверлить отверстия по кругу пробоины и заплаты (заплата больше пробоины, чтобы было место под винты М6).
А затем обмазать края пробоины специальным препаратом (типа холодной сварки) на основе специальной смолы и стойкого к высокой температуре наполнителя (на основе кевлара или спецпорошка).
Только нужно сначала снять фаску с кромок пробоины, чтобы не появились новые трещины, ну и хорошенько зачистить и обезжирить сопрягаемые места. Затем обмазываем составом чистые поверхности и притягиваем заплаты (одна изнутри, а другая снаружи) с помощью винтов, головки которых будут внутри картера, а гайки снаружи. Излишки выдавленного препарата удаляем тряпочкой.
Очень хорошо зарекомендовали себя составы известных фирм: Abro, Qualco, Loctite. Составы этих известных фирм, не дают усадки материала при высыхании, наоборот они немного расширяются при застывании, что улучшает герметичность зазоров сопрягаемых деталей.
Но вернёмся к полевому ремонту. Самая серьёзная проблема в пути, это сверление отверстий (8 — 10 мм) в центре металлических пластин.
И если вы не берёте в дальнюю поездку ручную дрель или дрель (шуруповерт) на аккумуляторе, тогда придётся поискать инструмент у местных жителей. Думаю никто не откажет в помощи, при такой беде.
После сверления отверстий, подберите подходящий болт и установите внутри картера резиновую и металлическую заплату, а снаружи можно только металлическую и стяните их болтом с гайкой.
Всё, теперь можно закрывать поддон, заливать моторное масло (желательно через тряпку, так как в масле могут быть осколки металла), устанавливать головку на место и отправляться в путь. После такого полевого ремонта, двигатель будет вполне сносно работать.
Конечно потеряется часть его мощности, ведь один цилиндр не будет работать и у мотора исчезнет одна четвёртая часть его рабочего объёма (если двигатель четырёхцилиндровый).
К тому же будет сказываться небольшой дисбаланс коленвала, но не спеша и не завышая обороты двигателя, можно ехать достаточно долго и благополучно добраться до места назначения.
По приезду в свой гараж, нужно будет сделать более качественный ремонт картера и вернуть не рабочему цилиндру новые детали (поршень с шатуном, штанги клапанов или коромысла).
Для начала надо будет полностью разобрать двигатель и вынуть коленчатый вал, чтобы шлифануть его повреждённую шейку до ремонтного размера (желательно шлифануть все шейки под один размер).
После шлифовки коленвала, проверьте его каналы, ведь не просто так произошёл клин шатуна. Тщательно промойте каналы коленвала, об этом подробно я написал здесь.
С картера двигателя снимите резинометаллическую заплатку, и вместо неё вырежьте пластинку толщиной примерно 3 — 4 мм, из такого же металла, как и картер вашего двигателя. Пластинку нужно будет приварить к картеру электросваркой, причём можно будет сделать слепок пробоины на бумаге, и затем вырезав точную копию пробоины из металла, вставить её заподлицо в стенку картера и проварить по кругу (предварительно прихватив). Обварить желательно и с наружной и с внутренней стороны картера.
После зачистки и шлифовки шва, место ремонта будет трудно найти.
Кому не важен внешний вид блока, то можно просто вырезать квадратную пластинку с перекрытием 5-6 мм и наложив её сверху (в нахлёст) прихватить и обварить по кругу. Блоки как правило изготавливают из чугуна, а на более свежих машинах из алюминия , реже из магниевого сплава.
Для всех перечисленных металлов, нужны свои сварочные аппараты и способы сварки, чтобы получить шов отличного качества.
И определив материал вашего блока, лучше обратитесь к профессиональному сварщику (особенно для чугуна), который отлично варит именно тот метал, из чего сделан ваш блок.
Если вы сами подготовите заплату и место ремонта, то услуга по сварке будет стоить не дорого. Только попросите сварщика, чтобы он варил короткими швами, с перерывами, чтобы не перегреть картер (чтоб он не потерял форму).
Затем собираем двигатель с новым шатуном и поршнем (все детали проверяем, что бы они были одинакового веса). Не забудьте проверить стенки цилиндра повреждённого шатуна, не пострадало ли его зеркало, и если обнаружите забоины или царапины, придётся отремонтировать цилиндр. Собрав двигатель, нужно будет залить свежее масло и можно запускать мотор.
Отремонтированный таким способом треснутый (блок) картер двигателя, будет способен прослужить вам не хуже нового, то есть до конца срока службы всей машины, а при правильном подходе и с умелыми руками, конец срока службы любого автомобиля никогда не настанет; удачи всем!
Трещины в головке и блоке двигателя: решение проблемы

Образование трещин в блоке и головке мотора является прямым следствием недосмотра самого водителя.
Факторами, провоцирующими их появление, являются как повреждения механического характера, так и банальное промерзание жидкости в системе охлаждения.
Разумеется, от подобных форс-мажорных обстоятельств не застрахован никто, однако, лучше всё же учитывать вышеперечисленные причины при эксплуатации автомобиля.
Если же избежать беды не удалось, отчаиваться не стоит. Ремонт повреждённых частей можно произвести самостоятельно, приложив определённые усилия и проведя предварительное исследование масштабов образовавшихся трещин.
Так, восстановлению не подлежат детали, трещины на которых расположены в области размещения: плоскости стыковки блока и головки цилиндров, зеркала цилиндров или гнёздах клапанов. Все остальные повреждения вполне можно попытаться заделать.
Решения проблемы
Один из наиболее распространённых — метод сварки (электро или газовым способом). В случае ремонта блока двигателя, сделанного из чугуна, необходимо предварительно рассверлить трещину на концах на 0,5 см вглубь, затем разделать её на всей протяжённости зубилом, шлифовочным кругом или аналогичным инструментом так, чтобы угол приложения был равен 90 градусам.
Глубина воздействия должна достигать 80% от общей толщины стенки. Прежде чем приступить к проведению сварочных работ, блок необходимо нагреть до температурных значений не менее 600 градусов Цельсия.
Далее необходимо приступить к сварке с использованием нейтрального пламени газовой горелки (метод газосварки),применяя пятимиллиметровый (в диаметре)присадочный прут из меди или флюс. Металл на место повреждения наносится равномерно, сплошь, с допуском выступания шва наружу не более чем на 1,5 миллиметра.
Если для проведения работ используется электросварочное оборудование, можно обойтись и без нагрева блока двигателя, подлежащего восстановлению. В этом случае необходимо применять обратно полярный постоянный ток. Если же вы желаете установить на место трещины стальную заплату, придётся применять электроды на медной основе в жестяной обёртке.
Для большей сохранности место сварочного шва можно покрыть пастой на эпоксидной основе.
Ещё один способ ремонта растрескавшихся элементов конструкции блока двигателя — заделывание трещин специальной ремонтной пастой на эпоксидной основе.
В этом случае область расположения трещины тщательно зачищают изнутри и снаружи, используя щётку на металлической основе.
Затем высверливают окончаниях трещины отверстия диаметром не более 4 миллиметров и используют их для нарезки резьбы.
В получившееся отверстие вворачивается заглушка из проволоки на алюминиевой или медной основе. Далее поверхность трещины обрабатывают с применением инструмента (зубило, шлиф, круг и пр.) на глубину до 75°/о от общего значения, производя воздействие под углом от 60 до 90 градусов.
По всей длине трещины, отступая от её края в пределах трёх сантиметров, необходимо нанести насечки с помощью инструмента. Подготовленную к ремонту поверхность блока обезжиривают с помощью бензина или ацетона, а затем приступают к нанесению пасты на эпоксидной основе.
Паста наносится в два слоя, каждый из которых не должен иметь толщину более 2 миллиметров. Отвердение материала происходит в течение одних-двух суток,в зависимости от итоговой толщины слоёв. Если же подвергнуть область ремонта нагреву до ста градусов Цельсия, то время отвердения будет сокращено до трёх часов.
Можно также заделать трещины в блоке и головке мотора с помощью стеклотканевой заплаты и уже знакомой нам ремонтной пасты на эпоксидной основе. По сути этот способ мало отличается от предыдущего.
Разница состоит лишь в том, что каждый слой нанесённой пасты накрывается дублирующим слоем стеклоткани с последующим покрыванием поверхности такой заплаты пастой и её разравнивания с помощью роликовых приспособлений.
Всего слоёв в этом случае может быть не более восьми.
Также можно отремонтировать поверхность блока, установив на неё штифты. В этом случае отверстия высверливаются не только на концах трещины (до 0,5 см вглубь), но и по всему её периметру через 7-8 миллиметров друг от друга.
Далее производится нарезка резьбы и установка прутков из меди (глубина должна соответствовать толщине стенки блока). Затем отсекаются лишние части прутков (в итоге, они не должны выступать над поверхностью более чем на 2 миллиметра).
А в промежутках между установленными штифтами высверливаются дополнительные отверстия, диаметр которых должен на четверть превосходить размер заглушек. В эти отверстия также помещают прутки из меди и производят их обрезку.
Полученный ряд штифтов подвергают чеканке до образования сплошного цельного шва. При желании полученную поверхность можно дополнительно упрочнить, покрыв снаружи пастой на эпоксидной основе. По завершении ремонта блок необходимо подвергнуть опрессовке.
Аналогичным же образом производится починка треснувшей головки блока, но только в случае, если растрескиванию не подверглись области размещения клапанной направляющей втулки, камеры сгорания или седло клапана в области гнёзд.
Заделываем трещины в головке и блоке двигателя своими силами

С течением времени многие агрегаты автомобиля изнашиваются, выходят из строя либо, что еще хуже, ломаются. Сейчас мы вам поведаем, как самостоятельно устранить появившиеся в блоке и головке двигателя трещины.
Заделываем трещины в блоке и головке двигателя электросваркой Реанимации подвергаются все трещины, за исключением тех, каковые проходят через клапанные гнезда, зеркала цилиндров, и головки прилегания и плоскости блока.
В последнем случае изделие бракуют, в остальных стараются их реабилитировать, этим-то мы на данный момент с вами, глубокоуважаемые читатели, и займемся.
В начале стоит сказать о том, что существует пара способов устранения недостатков. Кратко обо всех. К первому методу возможно отнести заделывание трещин посредством простой дрели либо электросварки.
Если блок чугунный, то финиши трещины возможно засверлить сверлом и зашлифовать их под углом 90 на всей протяженности кругом, зубилом либо каким-нибудь вторым приспособлением. Если вы выбрали ликвидацию трещин посредством электросварки, то перед тем как приступить к работе блок нужно разогреть до 600-650С.
После этого посредством чугунно – бронзового присадочного прутка диаметром 5 мм и флюса, необходимо нанести целый ровный слой, что не должен торчать над поверхностью металла более чем на несколько миллиметров. По окончании того, как трещина была заварена, блок направляться медлительно охладить в термошкафу.
Выше предложенный способ есть не единственным, вы имеете возможность заварить трещину и без подогрева блока, но для этого вам пригодится электросварка.







