- Руководство по ремонту ГАЗ 3110 Волга
- Двигатель ГАЗ 3110 Волга
- 2.0. Двигатель модели 4062
- Двигатель моделей 402 и 4021 ГАЗ 3110 Волга
- Причины проведения капитального ремонта
- Вывод
- Процесс капитального ремонта двигателя
- Демонтаж двигателя
- Диагностика неисправностей
- Расточка блока
- Ремонт коленчатого вала
- Ремонт головки блока
- Процесс сборки
- Обкатка
- Техническое обслуживание после проведения капитального ремонта
- Замена масла в двигателе
- Обкатка
Руководство по ремонту ГАЗ 3110 Волга
Общая информация об автомобиле.

Модель ГАЗ 3110 – это легковой автомобиль среднего класса в 4-дверном кузове седан, который впервые был представлен российской автомобильной компанией ГАЗ (Горьковский Автомобильный Завод) в 1996 году. Эта модель, по сути, представляла собой модернизированную версию своего предшественника под названием ГАЗ 31029.
Внешними отличительными чертами были новые крылья, форма крыши, капот, фартуки, решётка радиатора. Прежними остались лишь двери. Первое время автомобили ГАЗ 3110 оснащались узкими чёрными бамперами, а уже с 2000 года они были заменены новыми современными бамперами, которые стали окрашиваться в цвет кузова. Они придавали автомобилю более внушительный вид за счёт дополнительных объёмов. Отличительной особенностью была и крышка багажника, которая открывалась от самого бампера для того, чтобы облегчить погрузку вещей в багажное отделение. В 2001 году автомобили стали окрашивать и грунтовать по новой системе, что позволило увеличить срок службы кузова. Существовала и специальная версия ГАЗ 3110 для служб такси, которая обладала специальной раскраской, подготовкой под таксометр и отделкой салона из легкомоющихся материалов.
Для автомобиля ГАЗ 3110 предлагалось пять вариантов двигателей: бензиновые ЗМЗ-402.10 объёмом 2.5 литра мощностью 100 л.с.; ЗМЗ-4021.10 объёмом 2.5 литра мощностью 90 л.с.; ЗМЗ-4062.10 объёмом 2.3 литра и мощностью 150 л.с.; а также турбодизельные силовые агрегаты ГАЗ-560 (ГАЗ 3110-600) и ГАЗ-5601 (ГАЗ 3110-601). Сами же турбодизели выпускались по лицензии компании «Steyr». На 3110 устанавливалась 5-ступенчатая механическая коробка передач. Тормозная система включала в себя передние дисковые и задние барабанные тормоза.
Передняя подвеска автомобиля ГАЗ 3110 была независимой на поперечных рычагах с цилиндрическими пружинами и включала в себя телескопические амортизаторы. Задняя же подвеска была зависимой, рессорной с амортизаторами.
В 2003 году седан ГАЗ 3110 претерпел, как некоторые внешние изменения, так и обновления в плане технического оснащения. Автомобиль получил новую решётку радиатора, фары головного света, однако они были как прежде прямоугольной формы. Задние фонари, получили встроенные круглые отражатели, замки получили центральную блокировку, а ручки дверей стали подъемными. Что касается технической части, то автомобиль получил переднюю бесшкворневую подвеску.
В 2004 году вышла модель ГАЗ 31105, которая в дальнейшем пришла на смену автомобилю ГАЗ 3110, чьё производство было окончательно завершено в первом квартале 2005 года, полностью уступив дорогу 31105.
Двигатель ГАЗ 3110 Волга
2.0. Двигатель модели 4062
Двигатель рядный четырехцилиндровый, оборудован комплексной микропроцессорной системой управления впрыском топлива и зажиганием (КМСУД).
Вид двигателя мод. 4062 с левой стороны:
1 – сливная пробка;
2 – масляный картер;
3 – выпускной коллектор;
4 – кронштейн опоры двигателя;
5 – кран слива охлаждающей жидости;
6 – водяной насос;
7 – датчик лампы перегрева охлаждающей жидкости;
8 – датчик указателя температуры охлаждающей жидкости;
9 – датчик темпера;
10 – термостат;
11 – датчик лампы аварийного давления масла;
12 – датчик указателя давления масла;
13 – шланг вентиляции картера;
14 – указатель (щуп) уровня масла;
15 – катушка зажигания;
16 – датчик фазы;
17 – теплоизоляционный экран
Блок цилиндров отлит из серого чугуна. Между цилиндрами имеются каналы для охлаждающей жидкости. Цилиндры выполнены без вставных гильз. В нижней части блока находятся пять опор коренных подшипников коленчатого вала. Крышки коренных подшипников изготовлены из ковкого чугуна и крепятся к блоку двумя болтами. Крышки подшипников растачиваются совместно с блоком, поэтому их нельзя менять местами. На всех крышках, кроме крышки третьего подшипника, выбиты их порядковые номера. Крышка третьего подшипника совместно с блоком обработана по торцам для установки полушайб упорного подшипника. К торцам блока болтами привернуты крышка цепи и сальникодержатель с манжетами коленвала. Снизу к блоку крепится масляный картер. Сверху на блоке установлена головка блока цилиндров, отлитая из алюминиевого сплава. В ней установлены впускные и выпускные клапаны. На каждый цилиндр установлены по четыре клапана, два впускных и два выпускных. Впускные клапаны расположены с правой стороны головки, а выпускные — с левой. Привод клапанов осуществляется двумя распределительными валами через гидравлические толкатели. Применение гидротолкателей исключает необходимость регулировки зазоров в приводе клапанов, так как они автоматически компенсируют зазор между кулачками распределительных валов и стержнями клапанов. Снаружи на корпусе гидротолкателя имеется канавка и отверстие для подвода масла внутрь гидротолкателя из масляной магистрали.
Вид двигателя мод. 4062 с правой стороны:
1 – диск синхронизации;
2 – датчик частоты вращения и синхронизации;
3 – масляный фильтр;
4 – стартер;
5 – датчик детонации;
6 – трубка слива охлаждающей жидкости;
7 – датчик температуры воздуха;
8 – впускная труба;
9 – ресивер;
10 – катушка зажигания;
11 – регулятор холостого хода;
12 – дроссель;
13 – гидронатяжитель цепи;
14 – генератор
Гидротолкатель имеет стальной корпус, внутри которого приварена направляющая втулка. Во втулке установлен компенсатор с поршнем. Компенсатор удерживается во втулке стопорным кольцом. Между компенсатором и поршнем установлена разжимная пружина. Поршень упирается в донышко корпуса гидротолкателя. Одновременно пружина поджимает корпус обратного шарикового клапана. Когда кулачок распределительного вала не нажимает на гидротолкатель, пружина прижимает через поршень корпус гидротолкателя к цилиндрической части кулачка распределительного вала, а компенсатор — к стержню клапана, выбирая при этом зазоры в приводе клапанов. Шариковый клапан в этом положении открыт, и масло поступает в гидротолкатель. Как только кулачок распределительного вала повернется и нажмет на корпус толкателя, корпус опустится вниз и шариковый клапан закроется. Масло, находящееся между поршнем и компенсатором, начинает работать как твердое тело. Гидротолкатель под действием кулачка распредвала движется вниз и открывает клапан. Когда кулачок, поворачиваясь, перестает давить на корпус гидротолкателя, он под действием пружины перемещается вверх, открывая шариковый клапан, и весь цикл повторяется снова.
Поперечный разрез двигателя мод. 4062
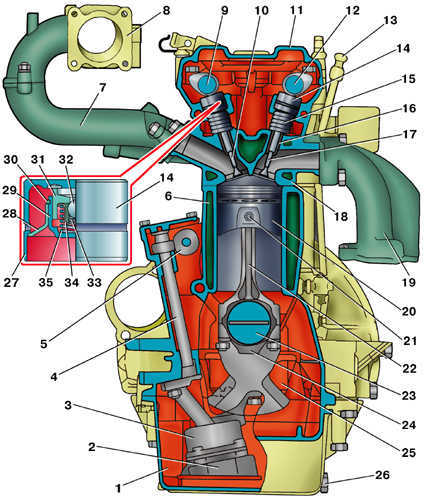
1 – масляный картер;
2 – приемник масляного насоса;
3 – масляный насос;
4 – привод масляного насоса;
5 – шестерня промежуточного вала;
6 – блок цилиндров;
7 – впускная труба;
8 – ресивер;
9 – распределительный вал впускных клапанов;
10 – впускной клапан;
11 – крышка клапанов;
12 – распределительный вал выпускных клапанов;
13 – указатель уровня масла;
14 – гидравлический толкатель клапана;
15 – наружная пружина клапана;
16 – направляющая втулка клапана;
17 – выпускной клапан;
18 – головка блока цилиндров;
19 – выпускной коллектор;
20 – поршень;
21 – поршневой палец;
22 – шатун;
23 – коленчатый вал;
24 – крышка шатуна;
25 – крышка коренного подшипника;
26 – сливная пробка;
27 – корпус толкателя;
28 – направляющая втулка;
29 – корпус компенсатора;
30 – стопорное кольцо;
31 – поршень компенсатора;
32 – шариковый клапан;
33 – пружина шарикового клапана;
34 – корпус шарикового клапана;
35 – разжимная пружина
В головке блока с большим натягом установлены седла и направляющие втулки клапанов. В нижней части головки блока выполнены камеры сгорания, в верхней – расположены опоры распределительных валов. На опорах установлены алюминиевые крышки. Передняя крышка является общей для опор впускного и выпускного распределительных валов. В этой крышке установлены пластмассовые упорные фланцы, которые входят в проточки на шейках распределительных валов. Крышки растачиваются совместно с головкой блока, поэтому их нельзя менять местами. На всех крышках, кроме передней, выбиты порядковые номера.
Схема установки крышек распределительных валов
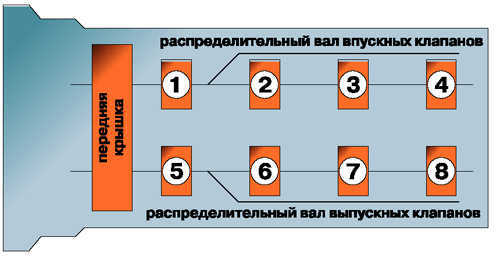
Распределительные валы отлиты из чугуна. Профили кулачков впускного и выпу скного валов одинаковые. Кулачки смещены на 1,0 мм относительно оси гидротолкателей, что при работе двигателя заставляет их вращаться. Это уменьшает износ поверхности гидротолкателя и делает его равномерным. Сверху головка блока закрыта крышкой, отлитой из алюминиевого сплава. Поршни также отлиты из алюминиевого сплава. На донышке поршня выполнены четыре углубления под клапаны, которые предотвращают удары поршня по клапанам при нарушении фаз газораспределения. Для правильной установки поршня в цилиндр на боковой стенке у бобышки под поршневой палец отлита надпись: «Перед». Поршень устанавливают в цилиндр так, чтобы эта надпись была обращена к передней части двигателя.
На каждом поршне установлены два компрессионных и одно маслосъемное кольца. Компрессионные кольца отлиты из чугуна. Бочкообразная рабочая поверхность верхнего кольца покрыта слоем пористого хрома, что улучшает приработку кольца. Рабочая поверхность нижнего кольца покрыта слоем олова. На внутренней поверхности нижнего кольца имеется проточка. Кольцо должно устанавливаться на поршень этой проточкой вверх, к днищу поршня. Маслосъемное кольцо состоит из трех элементов: двух стальных дисков и расширителя. Поршень крепится к шатуну с помощью поршневого пальца «плавающего типа», т.е. палец не закреплен ни в поршне, ни в шатуне. От перемещения палец удерживается двумя пружинными стопорными кольцами, которые установлены в канавках бобышек поршней. Шатуны стальные кованые, со стержнем двутаврового сечения. В верхнюю головку шатуна запрессована бронзовая втулка. Нижняя головка шатуна с крышкой, которая крепится двумя болтами. Гайки шатунных болтов имеют самостопорящуюся резьбу и поэтому дополнительно не стопорятся. Крышки шатунов обрабатываются совместно с шатуном, и поэтому их нельзя переставлять с одного шатуна на другой. На шатунах и крышках шатунов выбиты номера цилиндров. Для охлаждения днища поршня маслом в стержне шатуна и верхней головке выполнены отверстия. Масса поршней, собранных с шатунами, не должна отличаться более чем на 10 г для разных цилиндров. В нижнюю головку шатуна устанавливают тонкостенные шатунные вкладыши. Коленчатый вал отлит из высокопрочного чугуна. Вал имеет восемь противовесов. От осевого перемещения его удерживают упорные полушайбы, установленные на средней шейке. К заднему концу коленчатого вала прикреплен маховик. В отверстие маховика вставлены распорная втулка и подшипник первичного вала коробки передач.
На шатунах и крышках шатунов выбиты номера цилиндров. Для охлаждения днища поршня маслом в стержне шатуна и верхней головке выполнены отверстия. Масса поршней, собранных с шатунами, не должна отличаться более чем на 10 г для разных цилиндров. В нижнюю головку шатуна устанавливают тонкостенные шатунные вкладыши. Коленчатый вал отлит из высокопрочного чугуна. Вал имеет восемь противовесов. От осевого перемещения его удерживают упорные полушайбы, установленные на средней шейке. К заднему концу коленчатого вала прикреплен маховик. В отверстие маховика вставлены распорная втулка и подшипник первичного вала коробки передач.
Двигатель моделей 402 и 4021 ГАЗ 3110 Волга
Двигатель ЗМЗ 402, который производился на Заволжском моторном заводе, стал настоящей легендой отечественно автомобилестроения целой эпохи. Он устанавливался на многие модели автомобилей, таких как Волга, УАЗ, Газель и прочие. Но, поскольку силовой агрегат перестали выпускать, а его эксплуатация проводится по этот день, то периодически это движки нуждаются в ремонте.

Причины проведения капитального ремонта
Любой двигатель в процессе эксплуатации изнашивается, и это случается не только с внутренними элементами, но и снаружи. На этот показатель влияет много факторов, которые разрушают двигатель. Итак, рассмотрим, причины, по которым движку ЗМЗ 402 необходим ремонт, особенно, что касается капитального восстановления:
- Как упоминалось ранее — износ. Этот фактор и процесс не щадит даже самые совершенные силовые агрегаты. Происходит это вследствие воздействия на детали — трения, высокой температуры, попадания охлаждающей жидкости.
- Коррозия. Процесс окисления металла неизбежен, и хоть двигатель сделан с алюминия, то коррозионные повреждения внутренней и наружной части автомобиля неизбежны.
- Механические повреждения. В процессе эксплуатации двигателя возможны повреждения наружной части блока и других элементов сердца автомобиля.
- Манера езды. Еще один фактор, который повышает степень износа. Постоянная езда на высоких оборотах, а также ненадлежащая эксплуатация мотора может привести к повышенному износу.
- Несвоевременное обслуживание также может привести к скорому износу внутренних узлов. Так, накопление в силовом агрегате металлической стружки и несвоевременная замена масла может привести к быстрому износу и проведению ремонта.
- Хранение. Как и любая техника, автомобиль и его компоненты хотят быть в сухом и теплом месте. Так, двигатель, который постоит несколько дней на сильном морозе, уже нормально функционировать не сможет. Это связано со свойствами масла, которое уже не способно защищать мотор в полном объеме.
- Другие факторы, которые могут повлиять на износ, что приведет к ремонту.
Вывод
Ремонт ЗМЗ 402 — это целый комплекс операций, который необходим для восстановления двигателя до заводских норм. Так, отремонтированный силовой агрегат становиться почти новым, а ресурс пригодности составляет около 90%.
Для того чтобы провести капитальный ремонт стоит сделать многое, а именно — расточить блок цилиндров, сделать проточку коленчатого вала, перебрать головку блока, а также заменить попутные детали, такие как водяной и масляный насос.
Процесс капитального ремонта двигателя
Процесс проведения ремонта, в том числе и капитального, для двигателя ЗМЗ 402 и его модификаций, похожий с другими силовыми агрегатами серии. Все силовые агрегаты, произведенные и выпущенные Заволжским заводом по конструктивным характеристикам похожи, а поэтому ремонт проводится достаточно легко. Итак, рассмотрим, как отремонтировать движок ЗМЗ 402 своими руками.
Демонтаж двигателя
Ремонт двигателя ЗМЗ 402 начинается с демонтажа силового агрегата. Этот процесс достаточно простой, но рекомендуется выполнять его в четыре руки. Но, есть одно отличие, если ДВС снимается с Волги, то это одна последовательность процедур. Что касается 402-го двигателя Газель, то здесь немного технология демонтажа отличается. Чтобы не запутаться, рассмотрим классический процесс съема мотора с автомобиля Волга.
Итак, какую последовательность операций необходимо выполнить автомобилисту, что снять движок с транспортного средства:
- Сначала, демонтируется АКБ и откручивается его полка.
- Далее, необходимо снять воздушный фильтр и карбюратор.
- Отсоединяем приемную трубу от выпускного коллектора.
- Выкручиваем свечи зажигания, снимаем провода и трамблер.
- Сливаем моторное масло.
- Отсоединяем топливную систему.
- Снимаем крыльчатку вентилятора.
- Демонтируем стартер и генератор, а также проводку, связанную с ними.
- Отсоединяем сцепление от коробки передач.
- Демонтируем корпус масляного фильтра.
- Снимаем радиатор и патрубки системы охлаждения.
- Демонтируем впускной и выпускной коллектор.
Далее, когда все разобрано, снимаем полностью капот, чтобы можно быть беспрепятственно, вытянуть двигатель. Проводим демонтаж силового агрегата, зацепив его за тельфер или лебедку. Теперь, устанавливаем мотор на специальный стенд, если такого нет, то на поддоны и приступаем к его разборке. Автомобилисту необходимо разобрать свой двигатель полностью.
Для этого снимаем детали в следующей последовательности: сцепление, клапанная крышка, поддон, головка блока цилиндров, масляный и водяной насосы, поршни, бугеля, коленчатый вал. Теперь можно приступить к процедуре диагностики состояния деталей.
Диагностика неисправностей
Диагностика деталей мотора начинается с осмотра целостности блока цилиндров и коленчатого вала. При необходимости корпус может завариваться специальной сваркой. Если блок сильно подвержен разрушениям, то следует его заменить на новый.
Следующим этапом проведения диагностики становится промер цилиндров. Стандартом для ЗМЗ 402 считается размер 92 мм. Но, если есть выработка на стенках, царапины или раковины, то придется точить до следующего размера. А если промер показал, что стенки уже имеют ремонт, то нужно в обязательном порядке точить до следующего, поскольку цилиндры имеют выработку и ее необходимо устранить.
Рассмотрим, таблицу размерности ремонтов для силового агрегата 402 и его модификаций:
| Ремонт | Размер |
| Стандарт | 92,0 мм |
| 1 | 92,5 мм |
| 2 | 93,0 мм |
| 3 | 93,5 мм |
| 4 и более | Гильзовка блока (установка гильз стандартного размера 92,0 мм) |
Следующим исследуемым становится коленчатый вал. Так как и с блоком цилиндров необходимо промерить шейки на размер, наличие повреждений и твердость. Если по все показателям и критериям коленвал можно точить, то определяется вид ремонта. Кстати, номер ремонта коренных и шатунных шеек могут между собой отличаться.
Рассмотрим, таблицу размерности ремонтов для коленчатого вала 402 и его модификаций:
| Вид ремонта | Размер |
| 1 | 0,05 мм |
| 2 | 0,25 мм |
| 3 | 0,50 мм |
| 4 | 0,75 мм |
| 5 | 1,00 мм |
Все остальные детали диагностируются согласно руководству по эксплуатации и ремонту двигателей ЗМЗ 402.
Расточка блока
Расточка блока цилиндров проводится на специальном расточном стенде согласно предварительно определенному размеру. После проведения протоки, стенки цилиндров поддаются хонинговке, то есть доводятся до зеркального состояния.
Это делается с целью, чтобы маслосъемные кольца надлежащим образом снимали масло со стенок цилиндров. После проведения всех операций, необходимо прошлифовать поверхность блока цилиндров на 0,05 мм, а затем вымыть его от металлической стружки.
Ремонт коленчатого вала
Ремонт коленчатого вала, также, проводится на специальном станке с круглым каменным диском разной зернистости. Шейки вала шлифуются согласно ранее установленному размеру, под определенного размера вкладыша.
Ремонт головки блока
Отремонтировать головку блока цилиндров удается не всегда, поскольку многие автомобилисты используют вместо тосола воду, а это разрушает структуру детали. Так, прежде чем приступать к ремонту следует разобрать узел и определить его ремонтопригодность. Если понадобиться, то заменить корпус ГБЦ на новый.
В процессе разборки определяется, какие детали необходимо заменить. Как показывает практика, зачастую, замене подлежат: впускные и выпускные клапаны, седла, направляющие втулки, сальники клапанов и распределительного вала.
Прежде чем установить новые направляющие втулки, они проходят процесс «развертки» или проточки. Конечно, можно оставить старые, но тогда ремонт проводится за технологией k-line, где непосредственно ставятся бронзовые втулки. Остальные операции проводятся стандартно.
Процесс сборки
Когда все отремонтировано, можно приступить непосредственно к процессу сборки. Для этого все детали сносятся в одно место, и начинается волшебство непонятное многим. Рассмотрим последовательность действий сборки силового агрегата:
- Устанавливаем коленчатый вал и коренные вкладыши, которые фиксируются бугелями.
- Собираем воедино поршни и шатуны.
- Закрепляем нижнюю шейку шатуна к коленчатому валу, при этом, не забыв поставить шатунные вкладыши.
- Устанавливаем масляный насос и закрываем поддон.
- Ставим сцепление и проводим балансировку с коленчатым валом.
- Устанавливаем головку блока цилиндров, при этом прокладку необходимо смазать графитовой смазкой, если на ней нет герметика.
- Устанавливаем клапанную крышку.
- Все остальные детали устанавливаются в том же порядке.
После сборке силового агрегата, его необходимо установить на автомобиль. Сборка проводится о обратном порядке от разборки.
Обкатка
Обкатка движка ЗМЗ 402, если ремонт проводился самостоятельно, проводится только на горячую. Так, двигатель должен поработать в разных режимах. Рассмотрим, как обкатать двигатель после капитального ремонта:
- При помощи ручного способа проводиться накачка топливной смеси.
- Далее, непосредственно идет пуск силового агрегата.
- Сначала, обороты составляют 1000-1200 в минуту.
- Спустя 5 минут их необходимо увеличить при помощи педали акселератора до 2000 об/мин. И так мотор должен проработать около 7 минут.
- Далее, опустить обороты до 1200 в минуту и давать проработать 2-3 минуты.
- Двигатель глушиться и ему дают остыть.
- Проводиться регулировка клапанов.
- Процесс повторить.
Таким образом, двигатель будет обкатан и готов к дальнейшей эксплуатации. Если в процессе обкатки появились подтеки или стуки, стоит определить неисправности и устранить их. При этом мотор эксплуатировать нельзя.
Техническое обслуживание после проведения капитального ремонта
Техническое обслуживание после капитального ремонта 402-го кардинально не отличается от обычного ТО. Разницу составляет только время пробега. Итак, рассмотрим, когда необходимо делать техническое обслуживание, и какие процедуры проводятся:
- 1000 км: замена масла и масляного фильтра.
- 8000 км: замена масла, масляного и воздушного фильтра, свечей зажигания, высоковольтных проводов, фильтра тонкой очистки топлива.
- 17000 км: замена масла, масляного фильтра, топливного фильтра.
- 25000 км: замена масла, масляного и воздушного фильтра, свечей зажигания, высоковольтных проводов, фильтра тонкой очистки топлива, регулировка клапанов.
- 35000 км: замена масла, масляного фильтра, топливного фильтра, замена ремня ГРМ и генератора.
- 45000 км и последующие: замена масла и масляного фильтра. Каждые 20000 км меняется — топливный и воздушный фильтр, регулируются клапана. Каждые 40000 км пробега — замена ремня ГРМ.
Замена масла в двигателе
Одним из самых проводимых процессов, после проведения ремонта, является — замена моторного масла. Завод изготовитель рекомендует проводить смену смазочной жидкости на ЗМЗ 402, не позднее 10000 км пробега от предыдущей замены.
Рассмотрим, последовательность действий направленных на замену моторного масла:
- Демонтируем клемму-минус с аккумулятора.
- Снимаем нижнюю металлическую защиту двигателя.
- Подставив емкость, откручиваем сливной болт и ждем, пока вытечет масло.
- Откручиваем верхний болт крепления масляного фильтра и вынимаем фильтрующий элемент.
- Устанавливаем новый фильтр, при этом не стоит забывать, что уплотнительные резинки между корпусом и крышкой также стоит сменить.
- Закручиваем сливной болт, не забыв заменить уплотнительную прокладку.
- Через заливную горловину, заливаем 5,5 литра нового масла.
Процесс замены масла на ЗМЗ 402 достаточно простой, и проводится легче, чем на автомобилях серии ВАЗ.
Обкатка
Первичная притирка колец осуществлялась шарманкой (кривым стартером), то есть когда ещё гбц не была установлена, я налил масла сверху в гильзы и крутил. То есть выдалась какая пауза, я подход – 50 обротов. Особенно туго стало после замены набивки, суммарно я руками сделал в районе 500-1000 оборотов, в результате движок стартером запустился без напряга. Обкатывал я на том же масле, на котором ездил до капиталки – полусинтетике ТНК 10в40. При езде старался держать 2100 оборотов, не раскручивая более 2500. Без каких бы то ни было динамичных обгонов. Неделю покатавшись по городу, затем сделал круг почёта вокруг города, примерно 80 км по объездной дороге. При этом ехал строго 2100 оборотов на 5й передаче – это примерно 80 кмч по жпс, по спидометру было 90. Всё время обкатки я воевал с течами масла, и к моменту завершения 1000 км все каналы течи были устранены и я со спокойной совестью перешёл на синтетику.
Будет полезно: Какая керамическая смазка лучше. обзор рейтинга (топ 7)







