Ремонт обмоток статора.




![]()
![]()
Перед ремонтом внимательно осматривают обмотки, обращая особое внимание на места выхода обмотки из пазов статора. Замасленные места обмоток протирают обтирочным материалом, смоченным в бензине. Места обмотки с незначительными повреждениями изоляции (отслоение, механическое повреждение, оголение проводов и др.) покрывают изоляционным лаком или эмалью воздушной сушки, нанося лак щеткой или пульверизатором.
Оборванные, ослабленные или потерявшие механическую прочность бандажи осторожно снимают и бандажируют лобовые части обмоток, используя тафтяную ленту при изоляции обмотки класса нагревостойкости А и стеклоленту при изоляции классов Е, В и F. Бандаж укладывают по окружности лобовых частей обмотки через один или два паза с помощью специального шила (рис 4) с натяжением. Затем пропитывают бандажи одним из лаков или эмалей воздушной сушки.
Места выводных проводов обмотки статора электродвигателя с механическими повреждениями изоляции покрывают несколькими слоями изоляционной ленты. Выводные провода заменяют новыми, если их изоляция по всей длине имеет трещины, отслоения или механические повреждения, распространяющиеся на медную жилу. При замене снимают бандаж с лобовой части обмотки и рассоединяют поврежденный провод с выводами катушечной группы обмотки статора.
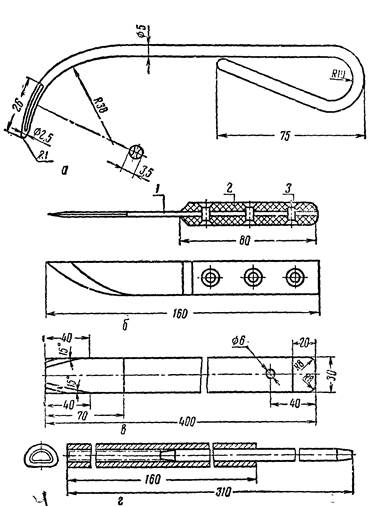
Рис. 4. Инструмент, применяемый при ремонте обмоток статоров электродвигателей:
в—шило для бандажирования лобовых частей обмоток; б—нож; в-— оправка для выбивания пазовых клиньев; г — приспособление для забивания пазовых клиньев.
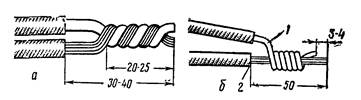
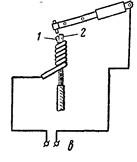
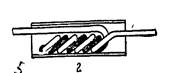
Рис. 5. Соединение выводных проводов с проводами катушечных групп:
а — скрутка медных проводов; б— скрутка медного 1 провода с алюминиевым 2;
в—сварка медного 2 и алюминиевого 1 проводов; г — изолирование места соединения линоксиновой трубкой.
Если обмотка электродвигателя намотана медным проводом, то на длине 35—40 мм ножом (рис 4, б) зачищают концы проводов катушечных групп и выводного провода. Зачищенные концы скручивают скруткой, как это показано на рисунке 5а, причем длина скрутки не должна быть меньше 20—25 мм. Место скрутки проводов пропаивают припоем ПОС-30 или ПОС-40 или сваривают угольным электродом. При сварке один зажим трансформатора присоединяют.. к скрутке, а второй— к угольному электроду (рис5,в). Напряжение на дуге должно быть 16—18В.
Если обмотка электродвигателя выполнена алюминиевым проводом, то концы проводов катушечных групп зачищают на длине 70—80 мм, а конец медного выводного провода — на длине 50 мм. Зачищенные концы соединяют скруткой таким образом, чтобы все жилы медного провода находились внутри четырех-пяти витков алюминиевого провода и конец медного провода выступал над алюминиевым на 3—4 мм (рис 5б). Кисточкой наносят на торцевую поверхность скрутки флюс (канифоль—25%, спирт этиловый—75%) и оплавляют угольным электродом до получения качественного соединения проводов. Оплавление начинают с торцевой поверхности медного провода. После сваривания со скрутки удаляют остатки флюса.
Место соединения проводов изолируют, надев на скрутку линоксиновую трубку (рис5, г) или намотав несколько слоев изоляционной ленты. Затем бандажируют лобовые части обмотки, разместив витки бандажа через один или два паза по окружности лобовой части обмотки, и пропитывают лаком воздушной сушки.
Ослабленные пазовые клинья выбивают молотком с помощью оправки (рис. 4 в) и заменяют новыми из твердых пород дерева (сухой бук, береза и др.). Для забивания клиньев удобно пользоваться специальным приспособлением, состоящим из направляющей и наставки.(рис4,г).
При удалении и установке пазовых клиньев соблюдают осторожность, чтобы не повредить пазовую изоляцию и изоляцию лобовых частей обмотки.
Клинья, изготовленные в хозяйстве,на предприятии или полученные с завода-изготовителя, нужно обязательно пропитать и высушить.

Пропитывают клинья в течение 3-4 ч в трансформаторном или в льняном масле, нагретом до температуры 100—120° С, затем вынимают из масла и дают ему стечь в течение 20—30 мин. Сушат клинья в вертикальном положении 5-6 ч при температуре 100—110° С.
После забивания концы пазовых клиньев, выступающие за торцы статора, обрезают, оставляя с каждой стороны по 5—7 мм.
Для определения увлажнения изоляции обмоток статора и фазного ротора измеряют сопротивления изоляции обмоток относительно корпуса и между обмотками.
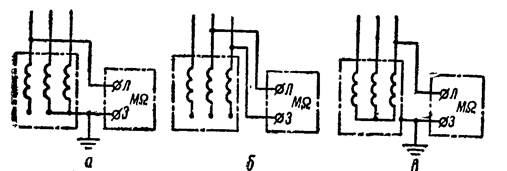
Рис. 6. Измерение сопротивления изоляции обмоток электродвигателей.
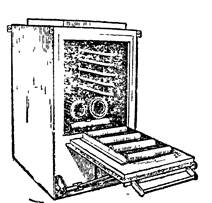
Рис 7 Шкаф для сушки обмоток электрических машин
Если сопротивление изоляции менее 1 МОм при температуре 15°С, обмотки электродвигателей подлежат сушке. Сушить обмотки электродвигателей рекомендуется в условиях участка технического обслуживания электрооборудования мастерской хозяйства или предприятия.
Применяется несколько способов сушки. Наиболее целесообразно в условиях участка сушить обмотки в сушильном шкафу при температуре 80—90° С в течение 7— 10 ч. Для сушки обмоток электродвигателей можно использовать шкаф ОП-4443 (рис.7). Крышка шкафа в открытом положении служит площадкой для установки электродвигателей при съеме с кран-балки или другого подъемного средства, а рольгангна крышке и внутри шкафа—для подачи двигателей в камеру шкафа.
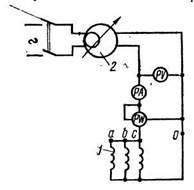
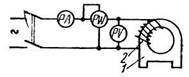
Рис. 8. Схема токовой
сушки изоляции обмоток электрических машин (а):
1— обмотка; 2 — потенциал-регулятор
Схема сушки изоляции обмоток электрических машин потерями в стали (б):
1 — статор машины; 2 — намагничивающая обмотка.
Изоляция обмоток считается высушенной, если ее сопротивление при установившейся температуре не изменяется в течение 2—3 ч.
При сушке обмоток на месте установки электродвигателей обычно пользуются одним из трех способов нагрева: внешним нагревом (терморадиационный способ), нагревом током, пропускаемым через обмотки электродвигателя или индукционным нагревом.
Для сушки обмоток внешним нагревом в большинстве случаев применяют лампы инфракрасного излучения типа ЗС мощностью 250, 500, 1000 Вт, обычные осветительные лампы мощностью 100—250 Вт или трубчатые электронагреватели типа ТЭН. Лампы и трубчатые электронагреватели размещают в расточке статора так, чтобы обмотка нагревалась равномерно.Вовремя сушки контролируют температуру нагрева и сопротивление изоляции обмоток. Температуру нагрева контролируют термометром со шкалой 0—150° С, а сопротивление изоляции — мегомметром на 500 В. В начале сушки температуру измеряют через 15—30 мин, а после установления температуры—через каждый час. Температура обмотки в наиболее нагретом месте не должна превышать 90° С, а время нагрева обмоток до температуры 70—90° С должно быть не менее 2—2,5 ч. Для электродвигателей серии СХ допустимая температура обмоток при сушке составляет 110°С. Чтобы избежать рассеивания тепла, статор и ротор при сушке следует оградить листами из негорючегоматериала.
При сушке токовым нагревом заземляют корпус электродвигателя, обмотки статора соединяет последовательно или параллельно (рис. 8, а) и подключают к вторичной обмотке понижающего трансформатора.
В качестве понижающего трансформатора для сушки обмоток электродвигателей мощностью до 10 кВт можно использовать осветительные трансформаторы ТБС-2 или ОСО-0,25, а для электродвигателей большей мощности — сварочные трансформаторы. Перед началом сушки с помощью реостата или регулятора устанавливают силу тока в обмотках электродвигателя, равную 60—80% его номинального значения. При сушке контролируют температуру нагрева обмоток и сопротивление изоляции.
Чтобы избежать пробоя изоляции, сушить токовым методом можно только обмотки электродвигателей, сопротивление изоляции которых не менее 0,1 МОм. Особенно опасно сушить постоянным током обмотки с низким сопротивлением изоляции, так как при сушке может возникнуть электролитическое действие тока.
Для сушки обмоток индукционным нагревом на станину статора наматывают намагничивающую обмотку (рис.8,б). Обмотки электродвигателя нагреваются за счет тепловых потерь, возникающих вследствие нагрева магнитопровода.
Обмотчик электрических машин — Ремонт обмоток статоров
Содержание материала
§ 83. РЕМОНТ ОБМОТОК СТАТОРОВ
Ремонт обмоток из круглого провода.
На все двигатели отечественного производства на ремонтных предприятиях должна быть техническая документация, содержащая полные обмоточные данные и чертежи обмоток. По этим данным заранее рассчитывают размеры шаблонов для намотки заготовок катушек. Если техническая документация отсутствует, все обмоточные данные и размеры обмотки определяют при разборке машины.
После того как обмоточные данные установлены, из пазов статора удаляют старую обмотку.
Обмотка из круглого провода укладывается в пазы через шлицы пазов. Если попытаться вынуть проводники старой обмотки также через шлицы пазов, то неизбежно повредятся тонкие усики зубцов, так как сцементированные лаком проводники будут отгибать их вверх.
Чтобы обмотку из круглого провода вынуть из пазов, ее лобовые части вначале обрезают с одной стороны статора вровень с торцовой поверхностью сердечника. В небольших машинах эту операцию делают на токарных станках, в машинах больших размеров — с помощью пневматического зубила. Более производительно использовать специальные установки, оборудованные устройством для закрепления статора и фрезой для обрезки лобовых частей обмоток. После этого статор очищают, продувают сжатым воздухом и для ослабления цементирующего действия пропиточных лаков помещают в ванну с раствором кальцинированной соды, подогретым до 80—90°С. Хорошие результаты дает также метод «выжигания» изоляции в печи при 350—360°С. За несколько часов при такой температуре пазовые клинья и изоляция обмотки почти полностью утрачивают механическую прочность и обмотка легко вынимается из пазов.
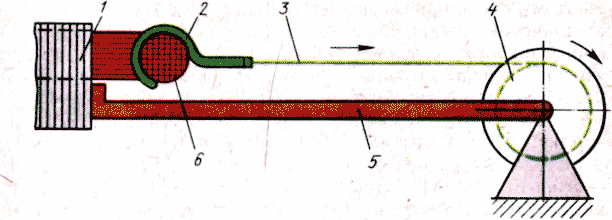
Рис. 190. Вытягивание всыпной обмотки из пазов с помощью лебедки
На специализированных электроремонтных заводах применяют также метод индукционного нагрева статоров перед выемкой старой обмотки. Статор с отрезанными с одной стороны лобовыми частями обмотки из круглого провода помещают в индуктор. Магнитный поток, создаваемый индуктором, замыкается по сердечнику статора и нагревает его. Теплота от сердечника передается обмотке (в первую очередь крайним, прилегающим к стенкам пазов, слоям изоляции и проводам). После нагрева обмотка легко удаляется из пазов. Этот способ используют при ремонте статоров с относительно небольшими диаметрами сердечников.
Для удаления обмотки применяют электрические или ручные лебедки с крючьями (рис. 190). Лебедка 4 имеет упор 5, который устанавливается к торцу статора и препятствует отгибу крайних листов 1 при вытягивании обмотки из пазов. Крюк 2 захватывает лобовую часть 6 одной или нескольких катушечных групп обмотки и с помощью троса 3 вытягивает обмотку. Если предварительно не уменьшить механическую прочность изоляции, то при вытягивании могут либо оборваться проводники, либо деформироваться зубцы статора.
В прочищенных и промытых статорах осматривают и проверяют крепление стали и устраняют мелкие дефекты, например выправляют погнутые кромки пазов, удаляют оплавления листов стали, образовавшиеся в местах замыкания обмотки на корпус, и т. п. Выправленные и очищенные статоры поступают на обмоточный участок для укладки обмотки.
Технология заготовки изоляции, изолировки пазов и укладки всыпных обмоток во время капитального ремонта такая же, как при изготовлении новых машин. Отличительной особенностью этих работ является значительно меньшая, чем на электромашиностроительных заводах, механизация обмоточных работ. Это объясняется, в первую очередь, разнообразием типов и конструкций машин, поступающих в капитальный ремонт. Кроме того, значительная их часть — это машины старых серий, в пазы которых обмотка не может быть уложена механизированным способом. Поэтому и изолировку пазов и укладку как двухслойной, так и однослойной обмотки производят в основном вручную.
Ремонт обмоток из прямоугольного провода.
Обмотку из прямоугольного провода демонтируют также после предварительного ослабления механической прочности изоляции катушки. Катушки вынимают из пазов поочередно в последовательности, обратной их укладке. Если несмотря на ослабление изоляции катушки с трудом выходят из пазов, их приподнимают длинными клиньями, которые забивают с торцов статора под пазовые части катушек. Сильно деформировать катушки при выемке из пазов нельзя, так как перекрученные проводники обмотки могут застрять в пазу и работа по демонтажу обмотки усложнится.
После того как вся обмотка вынута, статор очищают от остатков изоляции, продувают сжатым воздухом и тщательно осматривают. Устраняют все замеченные неисправности активной стали. Тщательно очищенный и осмотренный статор подается на обмоточный участок.
Обмотка из прямоугольного провода, состоящая из подразделенных катушек, как правило, изготовляется на ремонтном предприятии по той же технологии, что и при производстве новых машин.
В условиях ремонтного предприятия или на ремонтном участке могут быть также выполнены катушки с гильзовой изоляцией для обмоток машин на напряжение 3 и 6 кВ. Для опрессовки и запечки гильз применяют различные ручные или пневматические прессы с водяным или электрическим подогревом, конструкция которых описана в гл. VII.
Обмотки с компаундированной изоляцией в ремонтных условиях не могут быть сделаны из-за сложности компаундных установок, которые должны быть рассчитаны на различные размеры катушек. Комплекты катушек обмотки с компаундированной изоляцией обычно заказывают на предприятиях, изготовляющих данный тип машин.
Все операции по укладке обмотки, креплению ее пазовых и лобовых частей, а также приемо-сдаточные испытания проводятся так же и в таком же объеме, как и при производстве новых машин.







