Ремонт почвообрабатывающих посевных посадочных машин
Высевающие аппараты. Катушечные высевающие аппараты сеялок в процессе работы могут иметь следующие неисправности: износ и выламывание рифов (ребер), износ стенок и фланцев под шайбами (розетками) катушек, трещины чугунных коробок, износ клапанов.
Катушки с изношенными ребрами заменяют. Катушки могут быть изготовлены из капрона.
При износе под шайбой-розеткой стенки чугунной коробки высевающего аппарата в гнездо стенки запрессовывают дополнительную кольцевую шайбу и закрепляют ее двумя заклепками с плоскими головками.
У стальных штампованных коробок высевающих аппаратов изнашивается стенка фланца. Изношенный фланец удаляют и приклепывают новый. Фланец изготавливают из листовой стали толщиной 2. 3 мм штамповкой или вальцовкой шайб на токарном станке при помощи оправки с роликом.
Изношенные клапаны высевающих аппаратов заменяют. Деформированные валы правят вхолодную.
У собранного высевающего аппарата катушки и муфты должны легко перемещаться рычагом регулятора высева, валы высевающих аппаратов свободно вращаться. Зазор между розеткой и катушкой, а также между муфтой и отверстием корпуса допускается не более 1 мм.
В высевающих аппаратах сеялок СУ-24, СУК-24, СУТ-47, СОН-2,8А, СУБ-48В просвет между краем клапана и ребрами катушки должен составлять: при верхнем положении клапана 6. 8 мм, при среднем — 12. ..15, а при нижнем — 18. ..21 мм, у сеялки СЗ-3,6 при высеве семян зерновых культур зазор между плоскостями клапанов и нижними ребрами муфт должен быть не более 1. 2 мм, при высеве зернобобовых культур — 8. 10 мм. У туковысевающих аппаратов зазор между штифтами и клапанами должен быть 8. 10 мм.
Неравномерность высева отдельными высевающими аппаратами не должна превышать ±5%. После сборки семенного ящика высевающие аппараты подлежат прокрутке на стенде в течение 10 мин при 120 об/мин.
Дисковые высевающие аппараты имеют износы в сопряжениях, показанных на рисунке. Сильно изнашиваются также рабочие поверхности зуба-отражателя и зуба-выталкивателя.
При зазоре между осью ведущей конической шестерни и отверстием в кронштейне высевающего аппарата более 1,2 мм ось восстанавливают наплавкой или заменяют, а отверстие рассверливают и ставят втулки. У дна высевающего аппарата изнашиваются поверхности, соприкасающиеся с отражателем и высевающим диском, что приводит к дроблению семян. Для устранения этого дефекта к дну приклепывают накладку из листовой стали.
Шестерни выбраковывают при износе зубьев до заострения. Изношенные оси зуба-отражателя и зуба-выталкивателя заменяют, изготавливая новые из проволоки соответствующего диаметра. Изношенные рабочие поверхности зуба-отражателя и выталкивающего выступа зуба-выталкивателя (изготовляются из серого чугуна) восстанавливают газовой наплавкой чугуном и обрабатывают абразивным кругом.
У высевного диска вследствие трения о дно высевающего аппарата заостряются кромки отверстий, что может привести к дроблению семян. Кромки высевных отверстий притупляют напильником до закругления радиусом 1,5 мм.
У собранных высевающих аппаратов валик должен свободно вращаться в подшипниках. Осевой люфт можно уменьшить постановкой шайб под приливы с условием сохранения правильного зацепления конических шестерен.
У сеялок СКНК-6 и СКНК-8 зазор между отражателями и направляющими стенками дна сеялки не должен превышать 0,75 мм. Рабочие кромки отражателей должны быть в одной плоскости. При снятом диске кромки отражателей под действием пружины должны выступать над обработанной поверхностью дна на 1. 2 мм, в этом положении боковой зазор между отражателем и дном не должен быть более 1,5 мм. Регулятор выталкивателя при опущенном винте должен передвигаться свободно и переводить выталкиватель в крайние положения.
После сборки высевающие аппараты должны быть проверены прокручиванием на стенде в течение 5 мин при 30 об/мин высевающего диска.
Посадочный механизм картофелесажалок имеет следующие основные дефекты: излом ложечек и прорезей в них для зажимов, износ и изгиб рычага зажима, ослабление пружин, погнутость дисков барабана, боковин и рукава питательного ковша, износ поверхности направляющих шин, изгиб осей.
Трещины в сварных швах устраняют заваркой, предварительно удалив старый шов. Вмятины на стенках бункера допускаются до 2 мм.
Деформированные стенки правят. У ворошителей (картофелесажалка СН-4Б) отклонение концов пальцев от нормального положения допускается до 2,5 мм. Погнутые пальцы правят. Изгиб осей ворошителя и шнека допускается до 0,5 мм, а осей вычерпывающего аппарата до 1 мм. Увеличенный прогиб устраняют правкой.
У собранного посадочного механизма при вращении вычерпывающих дисков задевание за боковины не допускается. Сошниковые механизмы. У дисковых сошников диски изнашиваются по диаметру, затупляются и деформируются, зазубриваются рабочие кромки, а в сопряжении с вкладышами образуется кольцевой износ. Дисковые сошники разбирают и собирают на стенде. Диски выбраковывают при диаметре менее 326 мм и толщине в месте соприкосновения с вкладышами менее 1 мм. Покоробленные диски (более 3 мм) рихтуют на плите в холодном состоянии или на установке ОПР-7546 вращающимися роликами.
Диски затачивают с внешней стороны под углом 20°. Ширина диска — 6. 8 мм, толщина лезвия — 0,1. 0,5 мм.
При увеличении зазора между диском и вкладышем до 0,3. 0,4 мм ухудшается заделка семян. Нормальный зазор в сопряжении восстанавливают либо вдавливанием металла диска при помощи накатки, либо постановкой капроновой шайбы.
При накатке диск крепят на оправке, которую вставляют в шпиндель токарного станка и роликовым приспособлением перемещают металл. У дисков, работающих на шариковых подшипниках, посадку подшипников в крышках и на осях восстанавливают эластомером ГЭН-150. Шариковые подшипники можно заменять капроновыми кольцами. При сборке сошников подбирают вкладыши и капроновые дистанционные шайбы так, чтобы обеспечить зазор в сопряжении 0,05. 0,1 мм.
У собранного сошника диски должны проворачиваться от руки с усилием на внешней окружности диска не более 50 Н. Зазор в точке касания дисков должен быть не более 2. 3 мм (для сеялки СУБ-48В —не более 5 мм), а перекрытие лезвий — не более 4 мм. Диски не должны задевать за корпус сошника (зазор не менее 2 мм), кромки направителя и счищалки (зазор не более 3 мм).
У полозовидных сошников изнашиваются полозки, катки по отверстию под ось, их оси, а также детали клапанного механизма.
Погнутые полозки правят вхолодную на плите, лезвия затачивают абразивным кругом. При уменьшении ширины полозка его выбраковывают или восстанавливают приваркой полосы толщиной 4 мм из стали с содержанием углерода 0,5. 0,7%. Край полосы на ширине 25. 30 мм закаливают и затачивают. Изношенные оси заменяют увеличенными по диаметру, а в катках растачивают отверстия под новые оси. Аналогично ремонтируют изношенные отверстия в клапанах сошников.
При зазоре между клапаном и стенкой корпуса сошника более 2 мм (при сдвинутом в одну сторону клапане) наплавляют боковую поверхность клапана чугунным прутком газовой сваркой и обрабатывают. Клапан собранного сошника должен свободно поворачиваться на оси.
Трещины и надломы корпуса сошника заваривают газовой сваркой (чугуном) или электродуговой сваркой (стальным или медно-железным электродом).
У анкерных сошников изнашиваются наральники. Стальные наральники восстанавливают электросваркой электродами Т-590 или наплавляют твердыми сплавами. Чугунные наральники наплавляют чугуном газовой или электродуговой сваркой.
Сошники и гнездообразующие устройства картофелесажалок могут иметь следующие дефекты: износ поверхностей крыльев сошника, погнутость дна и трещины сварных швов, износ оси ротора, погнутость и разрывы лопастей, отламывание их от ступиц, износ нижней передней части сошника. При изгибе грядили выплавляют на наковальне, предварительно нагрев их до температуры 900. 950°С. Стенки сошников, не имеющие сквозных изнашиваний, наплавляют электродами Т-590, Т-620. Носок сошника при износе на 8. 10 мм оттягивают кузнечным способом и наплавляют сормайтом № 1. Носок при наплавке нагревают до 1000°С и наносят на его рабочую поверхность газовым пламенем слой сормайта толщиной 1 мм. Ширина наплавленного слоя 15. 20 мм. После этого на обдирочно-шлифовальном станке затачивают с тыльной стороны переднюю кромку лезвия под углом 25. 30° до толщины 1+0,2 мм.
Сошники, имеющие сквозные износы, восстанавливают приваркой накладки толщиной 4 мм из отходов рессорной стали, старых лемехов, дисков и т. п. Накладку приваривают внахлестку электродом типа Э-42.
Лопасти ротора при наличии вмятин рихтуют, разрывы и места отрывов лопастей от ступицы заваривают газовой сваркой стальными прутками. Отверстие в ступице ротора при зазоре более 1,0 мм развертывают под ось увеличенного диаметра.
Спирально-ленточные семяпроводы могут иметь смятые, растянутые и поломанные витки. Смятые и погнутые семяпроводы надевают на конусную стальную оправку и выправляют ударами деревянного молотка. Растянутые семяпроводы сжимают до нормальной длины, фиксируют это положение с помощью проволочных крюков, нагревают до 850°С, а затем в вертикальном положении опускают на 1. 2 с в воду, подогретую до 50°С, и проводят самоотпуск охлаждением на воздухе до 200. 230°С и далее в воде.
Растянутые семяпроводы можно восстановить также повторной навивкой на токарном станке.
Семяпроводы из прорезиненной ткани, имеющие разрывы, вздутие и отслоение внутренней поверхности, заменяют.
Чтобы проверить качество семяпроводов, их скручивают на 360° и сгибают пополам. Исправный семяпровод после освобождения должен вернуться в исходное положение, на нем не должно быть следов скручивания или перегиба.
Мундштуки семяпроводов, имеющие разрывы, изготавливают вновь из листового железа толщиной 1,0 мм.
Контроль качества ремонта сеялок. Зерновые сеялки проверяют на контрольной плите. Расстановку сошников контролируют на доске (можно использовать подножную доску сеялки) с метками. Расстановка сошников должна соответствовать принятому междурядью с отклонением не более + 5 мм. Поводки сошников должны быть прямыми.
Чтобы сошники одинаково заглублялись при работе, пружины их должны быть оттарированы (затянуты) с помощью приспособления с одинаковым усилием (обычно 150 Н).
Нижние кромки дисков сошников должны касаться плоскости установочной доски, допускается просвет до 5 мм, а в транспортном положении просвет должен быть не менее 110 мм.
Механизмы передачи, подъема и заглубления сошников, рычаги, регулятор высева и вал с катушками должны перемещаться плавно и при нулевом положении рычага полностью выводиться из коробки высевающего аппарата.
Семенной ящик должен быть без щелей и плотно прикрываться крышкой.
Сеялки обкатывают с включенным механизмом передачи в течение 15 мин при 15. 25 об/мин ходовых колес. В процессе обкатки проверяют плавность работы всех передаточных механизмов и надежность работы автоматов трехкратным подъемом и опусканием сошников.
Ходовые колеса квадратно-гнездовых сеялок после сборки должны свободно вращаться; храповая муфта ведущей звездочки —легко включаться и выключаться; рычаги подъема — поворачиваться без заеданий и надежно стопориться защелкой в любом положении.
Храповая муфта передачи к высевающим аппаратам при опускании сошников должна включаться, а при подъеме — выключаться, зазор при этом между концами зубьев равен 4 мм.
Высевающий аппарат каждого сошника должен легко проворачиваться при вращении высевного валика, продольный разбег которого не превышает 2 мм.
У картофелесажалки диски вычерпывающих аппаратов при выключении храповых муфт колес должны свободно вращаться в подшипниках; ложечки и зажимы — не задевать за боковины, фартук,
Днище; предохранительная муфта должна пробуксовывать при усилии на ободе 0,45. 0,55 кН.
Рычаги зажимов должны без заедания заходить на плоскость шин, а концы зажимов при этом — отстоять от боковой поверхности дисков не менее чем на 5 мм, при сходе с шины концы зажимов должны входить в прорези ложечек; встряхиватели и ворошители должны двигаться свободно, а ротор — свободно вращаться в сошнике, не задевая за другие детали.
Отремонтированную картофелесажалку нужно обкатывать в течение 30 мин на I передаче и 30 мин на II передаче. При обкатке не должно быть заеданий и деформаций в деталях, ослабления их креплений.
Ремонт рабочих органов посевных машин




![]()
![]()
Ремонт высевающих аппаратов зерновых рядковых сеялок.
При ремонте высевающих аппаратов зерновых сеялок необходимо обращать особое внимание на чистоту поверхностей деталей и не оставлять на них заусенцев, острых ребер, которые могут повредить семенной материал.
Характерные износы: у литых коробок высевающих аппаратов изнашивается стенка в месте соприкосновения с вращающейся розеткой. При полном износе стенки розетка выходит из своего гнезда; у штампованных коробок изнашиваются фланцы, удерживающие розетки катушек, а также торцы катушек. Кроме того, у сеялок выходят из строя ленточные семяпроводы вследствие коррозии и деформации.
Восстановление литых коробок. В изношенной стенке растачивают отверстие и в него запрессовывают шайбу из листовой стали (рис. 11), обеспечивая при этом минимальный торцовый зазор между розеткой и шайбой. Шайбу, кроме того, крепят двумя заклепками.
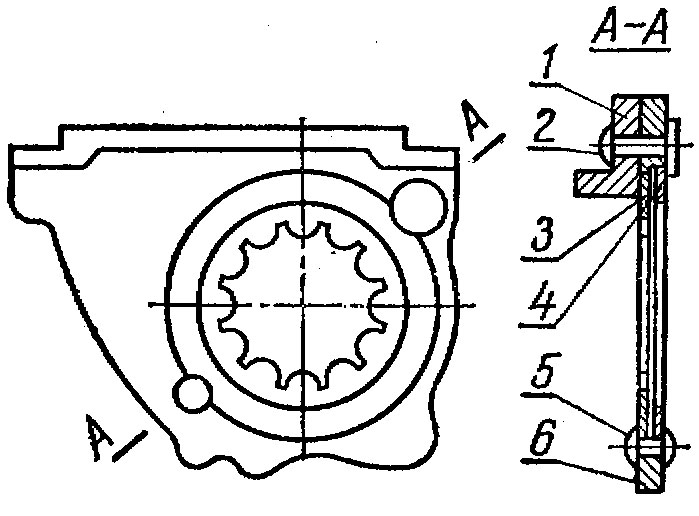
| Рис. 11.– Восстановление стенки чугунной коробки высевающего аппарата: 1 – коробка; 2 – специальная заклепка; 3 – розетка; 4 – шайба; 5 – заклепка; 6 – стенка чугунной коробки. |
Восстановление штампованных коробок. Новые фланцы изготовляют из листовой стали путем штамповки или развальцовки заготовки.
Изношенные торцы катушек и муфт зачищают так, чтобы они плотно прилегали один к другому.
Восстановление семяпроводов. Небольшое смятие витков выправляют деревянным молотком на круглой оправке. Растянутые семяпроводы восстанавливают термической обработкой или повторной навивкой.
В первом случае спирально-ленточный семяпровод сжимают до нормальной длины и фиксируют его в этом положении двумя отрезками проволоки. Нагретые до температуры 850° С, семяпроводы в вертикальном положении опускают на 1 … 2 с в теплую воду. Вынув их изводы и охладив до температуры 220 … 230° С, снова погружают в воду до полного охлаждения.
При восстановлении спирально-ленточного семяпровода навивкой его сначала полностью развивают при помощи специальной оправки и клещей на токарном станке (рис.12). При навивке для натяжения и одновременно правки ленту пропускают между прижатыми одна к другой деревянной и стальной пластинами, закрепленными на суппорте станка.
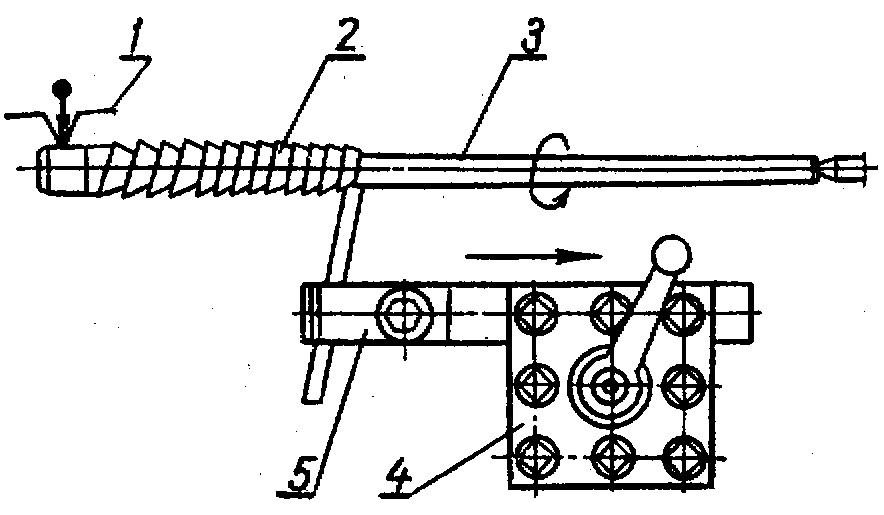
| Рис. 12.– Восстановление спирально-ленточных семяпроводов повторной навивкой: 1 – патрон токарного станка; 2 – семяпровод; 3 – оправка; 4 – суппорт; 5 – направляющее устройство. |
4.9. Ремонт дисковых сошников.
Места износа дисковых сошников указаны на рисунке 13.
Характерные дефекты, дисков: коробление, затупление лезвия, появление на них зазубрин и неравномерный износ лезвия по окружности. У дисков изнашивается внутренняя поверхность со стороны вкладыша, в результате чего увеличивается зазор между диском и вкладышем.
Восстановление дисков. Покоробившиеся диски выправляют рихтовкой на плите.
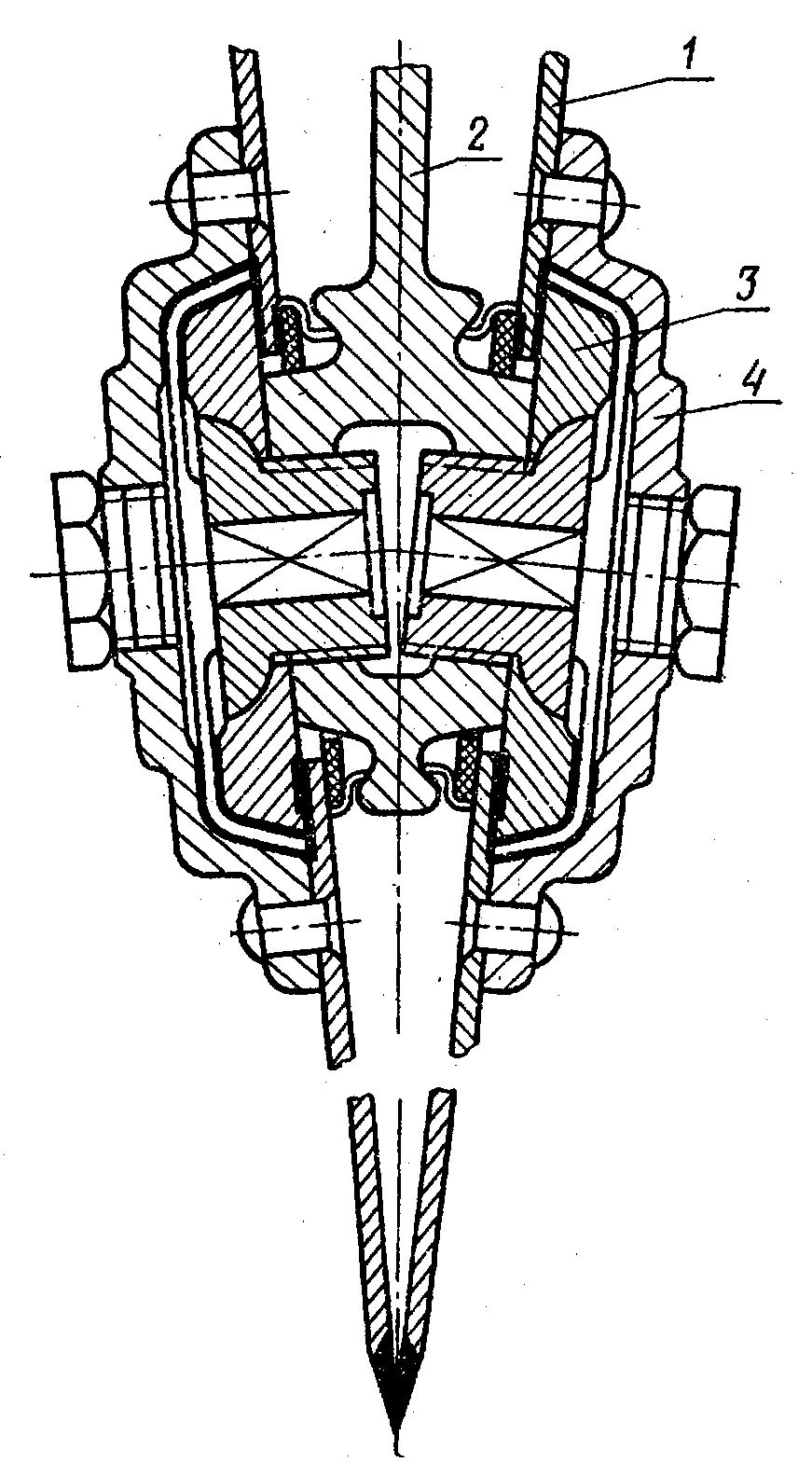
| Рис. 13.– Характерные места износов дисковых сошников: 1 – диск; 2 – корпус; 3 – вкладыш; 4 – крышка. |
В случае затупления лезвия диски затачивают комбинированным резцом на токарном станке со стороны крышки, аналогично дисковым ножам плугов. Диски устанавливаются на круглый хвостовик планшайбы и поджимаются центром задней бабки через трубчатую наставку. Угол заточки – 18° (рис. 14).
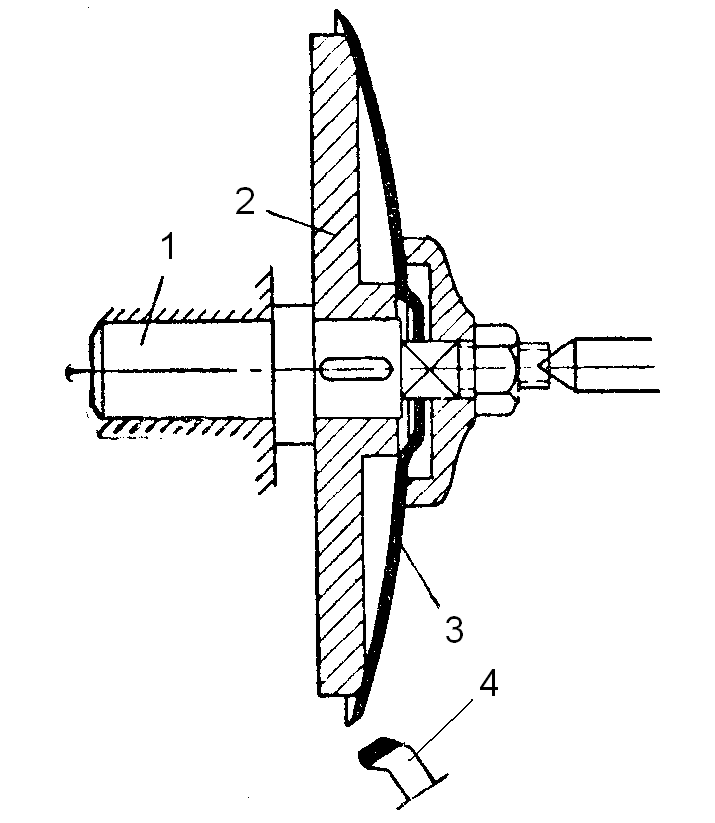
Рис. 14. – Приспособление для заточки сферических дисков:
1 – оправка; 2 – планшайба; 3 – диск; 4 – резец.
Диаметр дисков после заточки должен быть не менее 320 мм. Диски меньшего диаметра после установки на корпус сошника не соприкасаются один с другим. Вследствие этого высеваемые семена ложатся на сухую почву, которая попадает до высева в зазор между дисками. При увеличении зазора ухудшается также равномерность глубины заделки семян.
Износ в сопряжении вкладыш – диск компенсируют установкой между ними капроновой прокладки толщиной 2 мм. Вкладыш шлифуют с двух сторон до толщины  . Между крышкой диска и вкладышем при сборке устанавливают дистанционную капроновую шайбу толщиной 1 … 2 мм, в зависимости от значения износа. Капроновая прокладка крепится к диску заклепками вместе с крышкой.
. Между крышкой диска и вкладышем при сборке устанавливают дистанционную капроновую шайбу толщиной 1 … 2 мм, в зависимости от значения износа. Капроновая прокладка крепится к диску заклепками вместе с крышкой.

Можно восстанавливать диски наплавкой капрона. Для этого зачищают наждачным кругом изношенную поверхность диска, обезжиривают ее ацетоном и нагревают диск до температуры 240 … 250° С над специальной насадкой (рис. 15).
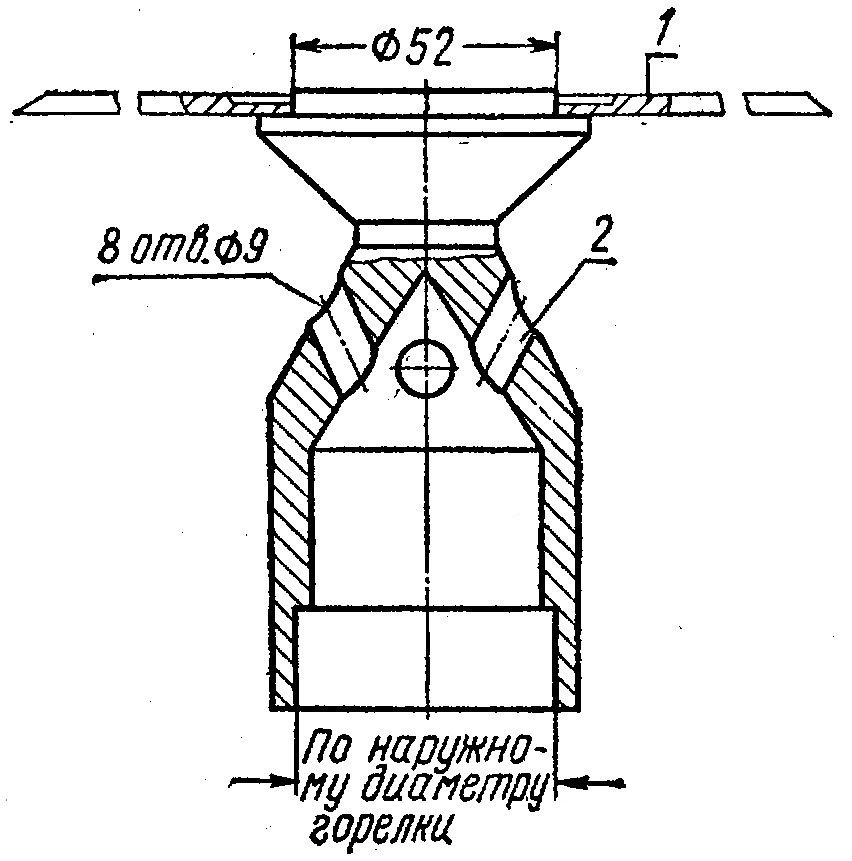
| Рис. 15– Насадка к горелке паяльной лампы: 1 – диск сеялки; 2 – отверстие для прохода пламени. |
Насадку устанавливают на горелку паяльной лампы с вертикальным направлением пламени. Места износа диска засыпают слоем капрона в виде гранул. После их расплавления диск переносят на основание штампа и гладилкой выравнивают слой капрона. Рабочую поверхность гладилки во избежание прилипания капрона предварительно смазывают тонким слоем смазки УС. Вкладыши в этом случае заменяют новыми.
Сварка корпусов. Поломанные корпуса сошников, изготовленные из серого чугуна, сваривают газовой или электродуговой сваркой.
4.10. Контрольные вопросы
1. Какие детали плуга подвергаются наибольшему износу?
2. К каким последствиям приводит износ лезвия лемеха?
3. Какая сущность технологии изготовления самозатачивающегося лемеха?
4. Последовательность закалки и последующей проверки лемеха.
5 Дефекты отвалов и способы их устранения.
6. Дефекты рабочих органов «Диски» и способы их восстановления.
7. Дефекты лап культиваторов и способы их восстановления.
8. В чем заключается ремонт корпуса дискового сошника?
9. Какие требования предъявляются к деталям высевающего аппарата?
10. Как восстанавливаются корпусные детали высеивающих аппаратов?
Лабораторная работа № 6 – ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ МАШИН ЛЕСНОГО КОМПЛЕКСА НАПЛАВКОЙ ПОД СЛОЕМ ФЛЮСА
1.1. Ознакомиться со станком для наплавки под слоем флюса УД.209.
2.2. Составить схему и дать краткую технологию наплавки деталей.
1.3. Произвести расчет режимов наплавки, наплавить детали под слоем флюса, построить графики.
1.4. Определить качество наплавки: наличие пор, трещин и твердость наплавленного металла.
1.5. Изучить влияние наплавочной проволоки СВ-0,8, ЗОХГСА, 65Г, ОВС на твердость наплавленной поверхности. Получить практические навыки выполнения наплавочных работ.
1.6. Составить отчет.
2. Оборудование рабочего места
Рабочее место наплавки изношенных поверхностей деталей под слоем флюса состоит из наплавочной установки УД. 209-01000; сварочного преобразователя ПСО-300; токопроводов; ящиков для флюса и шлака; деталей, подлежащих наплавке; проволоки электродной, щитка сварщика, щетки металлической, молотка слесарного, рукавиц брезентовых, твердомера ТК-2, штангенциркуля и микроскопа.
3. Техника безопасности при выполнении лабораторной работы
3.1. Наплавочные операции характеризуются повышенной опасностью из-за наличия электрического тока и расплавленного металла, поэтому установку для наплавки металла под слоем флюса включать только в присутствии преподавателя или учебного мастера.
3.2. При включении станка предупредить окружающих.
3.3. При наплавке касаться чем-либо обрабатываемой детали запрещается.
3.4. Запрещается работа с неисправной местной вытяжкой или без нее.
3.5. При обнаружении любой неисправности следует прекратить работу и сообщить преподавателю или учебному мастеру.
4. Описание устройства установки
Установки автоматической наплавки деталей под слоем флюса состоит из механизма подачи проволоки 4 (рис. 1), аппаратного ящика 5, бункера 8 для флюса, станка 6, сварочного преобразователя 7 и кассеты 9 с проволокой. Наплавочная головка устанавливается изолированно на станке и предназначается для непрерывной подачи электродной проволоки в зону горения дуги. Электродная проволока сматывается с кассеты, а флюс подается из бункера под действием собственной массы. Ток поступает к детали через медно-графитовые щетки и кольцевую медную шину, закрепленную на патроне станка. Аппаратный ящик служит для автоматического управления процессом (подачи прово-локи, включение станка и источника тока), а редуктор – для изменения частоты вращения детали от 0,25 до 4 об/мин. «Плюс» источника тока соединяется с электродной проволокой, а «минус» – с наплавляемой деталью.
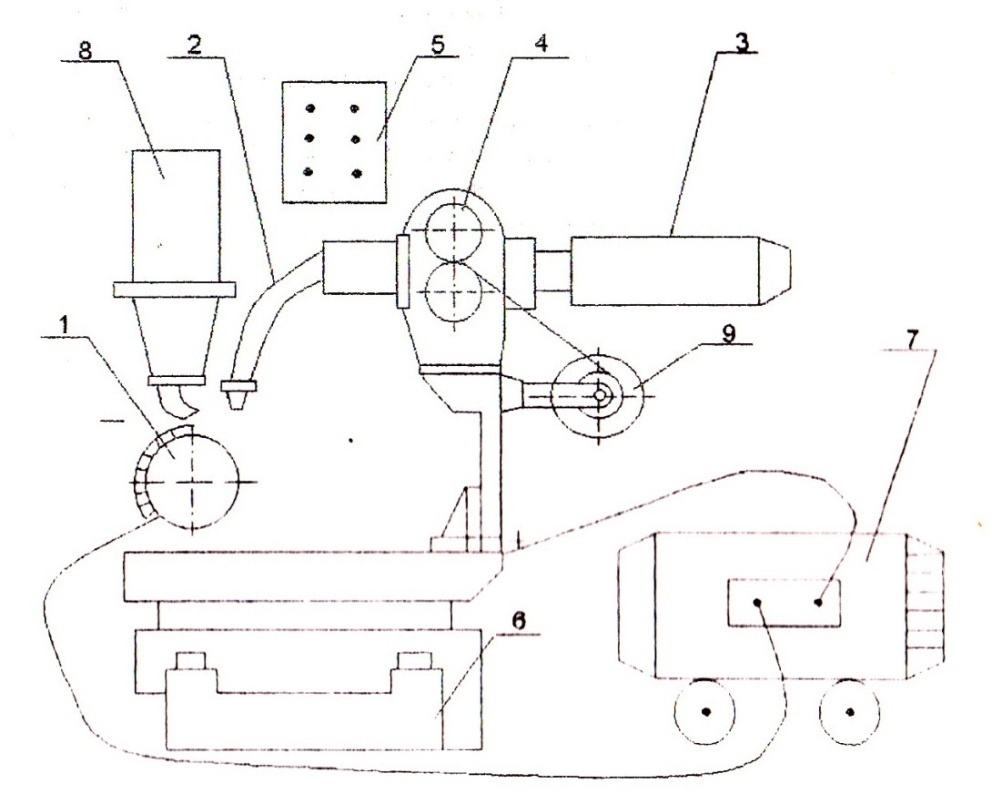
Рис. 1. Схема установки для наплавки под слоем флюса:
1 – наплавляемая деталь, 2 – мундштук, 3 – электродвигатель
5. Технология наплавки
Технологический процесс восстановления деталей под слоем флюса включает в себя подготовку деталей, процесс наплавки и обработку наплавленной поверхности.
Подготовка изношенных деталей перед наплавкой состоит из очистки от грязи, масла, краски, ржавчины и др. Поверхности деталей, имеющие трещины, следы износа или старую наплавку протачивают до появления основного металла. Отверстия, канавки, пазы на направляемых поверхностях заделывают медными угольными или графитовыми вставками.
Наплавка производится электродной проволокой диаметром 1,2 … 2 мм на постоянном токе обратной полярности. Марка проволоки выбирается в зависимости от марки стали, из которой изготовлена деталь, и необходимой твердости наплавленного металла. При наплавке используется электродная проволока марки: СВ-0,8, 10Г2, ЭП-681, 30 ХГСА и др. и флюс АН-348А или ОСЦ-46.
Режимы наплавки деталей диаметром от 50 до 500 мм представлены в таблице 1.
Указанные режимы ориентировочны. Точные режимы проверяются пробной наплавкой.







