При эксплуатации электрических машин постепенно разрушается изоляция обмоток в результате ее нагрева, воздействия механических усилий от вибрации, динамических сил при пусках и переходных процессах, центробежных сил при вращении, влияния влаги и агрессивных сред, загрязнения различной пылью.
Необратимые изменения структуры и химического состава изоляции называют старением, процесс ухудшения свойств изоляции в результате старения — износом.
Главной причиной выхода из строя изоляции машин низкого напряжения являются температурные воздействия. При температурном расширении изоляционных материалов ослабляется их структура, возникают внутренние механические напряжения. Тепловое старение изоляции делает ее уязвимой для механических воздействий.
При потере механической прочности и эластичности изоляция не способна противостоять обычным условиям вибрации или ударам, проникновению влаги и неодинаковым тепловым расширениям меди, стали и изоляционных материалов. Усадка изоляции от воздействия теплоты приводит к ослаблению креплений катушек, клиньев, пазовых прокладок и других крепежных конструкционных деталей, что способствует повреждению обмотки при относительно слабых механических воздействиях. В начальный период эксплуатации пропиточный лак хорошо цементирует обмотку, но вследствие теплового старения лака цементация ухудшается и действие вибрации становится более ощутимым.
В процессе эксплуатации обмотка может загрязняться пылью из окружающего воздуха, маслом из подшипников, угольной пылью при работе щеток. В рабочих помещениях металлургических и угольных предприятий, прокатных, коксовых и других цехов пыль настолько мелка и легка, что проникает внутрь машины, в такие места, куда попадание ее, казалось бы, невозможно. Она образует проводящие мостики, которые могут вызвать перекрытие или пробой на корпус.
Текущий ремонт обмоток электродвигателей
Наружную поверхность машины и доступные внутренние части в процессе технического обслуживания очищают от пыли сухой салфеткой, волосяной щеткой или пылесосом.
При текущем ремонте обмоток машину разбирают. Обмотки осматривают, продувают сухим сжатым воздухом и при необходимости протирают салфетками, смоченными в бензине. При осмотре проверяют надежность крепления лобовых частей, клиньев и бандажей. Устраняют обнаруженные неисправности. Ослабленные или оборванные бандажи на лобовых частях статорных обмоток из круглого провода срезают и заменяют их новыми из стеклянных или лавсановых шнуров или лент.
Если покрытие обмотки находится в неудовлетворительном состоянии, то обмотку сушат и покрывают слоем эмали. Покрывать обмотку толстым слоем эмали не рекомендуется, так как утолщенный слой ухудшает охлаждение машины. Качество проведенного ремонта проверяют замером сопротивления изоляции до и после ремонта.
Технология ремонта обмоток электрических машин — Ремонт обмоток якорей
Содержание материала
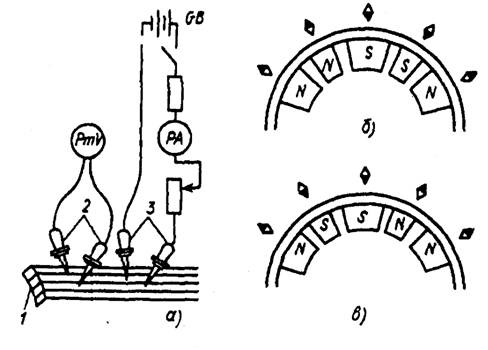
Часто у поступившего в ремонт якоря бывает трудно найти место замыкания обмотки на корпус. Для выявления замыкания надо покачивать обмотку в местах выхода ее из пазов. Целостность обмотки якоря можно проверять методом падения напряжения, позволяющим обнаружить междувитковые замыкания, обрыв, некачественные пайки, неправильное соединение обмоток с коллектором. Этот метод позволяет находить катушку, соединенную с корпусом якоря. Для этого один щуп от источника питания присоединяют к валу или пакету, а вторым поочередно касаются коллекторных пластин (рис. 17). Рис. 15. Кантователь статоров электродвигателей: 1 — кольцо неподвижное; 2— винт стопорный; 3 — кольцо подвижное; 4 — винт для поджа- тия статора к столу; 5 — площадка; 5 — косынка; 7— стол; 8— пластины, удерживающие кольцо от выпадания Рис. 16. Технологическая последовательность операций пайки и изоляции трубками межгрупповых соединений статорной обмотки из круглого провода: 1 — скрутка; 2 — трубки для изоляции концов катушечных групп; 3 — трубки для изоляции мест пайки; 4— электрод угольный; 5— электродомедный; 6— палочка медно- фосфористого припоя
Рис. 17. Схемы проверки электрических машин постоянного тока: а — качества паек в «петушках» и определения повреждений в обмотках; б — правильности чередования полюсов в двигателях и генераторах
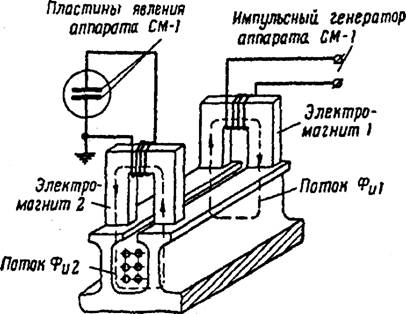
Рис. 18. Схема нахождения паза с короткозамкнутыми витками: Фи1 — магнитный поток, создаваемый током импульсного генератора; Фи2 — магнитный поток от тока, протекающего по короткозамкнутым виткам
Минимальное показание милливольметра будет при соприкосновении щупа с пластинами, к которым присоединена катушка, замкнутая на корпус. Для этих же целей можно использовать трансформаторный метод (рис. 18). Последовательность операций по ремонту обмоток якорей приведена в табл. Ремонт полюсных катушек. Последовательность операций по перемотке обмоток полюсных катушек приведена в табл.
Изготавливают и устанавливают клинья между петушками, распаивают петушки, поднимают концы обмотки, зачищают от излишка олова
Демонтаж старой обмотки
Снимают бандажи, осаживают клинья и выбивают их из пазов; удаляют обмотку и очищают пазы якоря; замеряют и изготавливают изоляцию, укладывают ее в пазы якоря
Изготовление новой обмотки
Наматывают секции обмотки якоря на станке, укладывают в пазы, изолируют лобовые части обмотки, изготавливают клинья и устанавливают их в пазы
Пропитка обмотки Бандажирова- ние
Пропитывают обмотку якоря лаком в ванне, просушивают в сушильной камере (до и после пропитки); проверяют изоляцию обмотки на корпус, заготавливают и укладывают изоляцию под бандажи; накладывают шнуровые и проволочные бандажи и запаивают последние
Выправляют петушки коллектора, лудят петушки и концы обмотки, разбирают концы согласно схеме и присоединяют их к петушкам, расклинивают перушки, пропаивают и зачищают
Тема 3.2. Ремонт обмоток машин переменного и постоянного тока Неисправности обмотки и удаление поврежденных обмоток. Ремонт ротора, статора. Ремонт обмоток якоря и полюсов.
Основными неисправностями обмоток якорей являются электрический пробой изоляции на корпус или бандаж, замыкание между витками и секциями, механические повреждения паек. При подготовке якоря к ремонту с заменой обмотки очищают его от грязи масла, снимают старые бандажи и, распаяв коллектор, удаляют старую обмотку, предварительно записав все данные, необходимые для ремонта.
В якорях с миканитовой корпусной изоляцией часто бывает очень трудно извлечь секции обмотки из пазов. Если секции вынуть не удается, нагревают якорь в сушильном шкафу до 120 – 150 градусов, поддерживая температуру в течение 40 – 45 минут, и после этого их извлекают.
У электрических машин постоянного тока, поступающих в ремонт, чаще всего оказывается поврежденными катушки дополнительных полюсов, намотанные прямоугольной медной шиной пламя или на ребро. Повреждается не сама медная шина катушки, а изоляция между ее витками. Ремонт катушки сводится к восстановлению междувитковой изоляции перемоткой катушки.
Обмотки якоря из круглого провода при ремонте, как правило, заменяют. Обмотки якорей машин малой мощности наматывают вручную непосредственно в пазы сердечника. Предварительно изолируют пазы, торцы сердечника и участок вала, примыкающий к сердечнику; фрезеруются пазы в коллекторе.
Согласно разметке устанавливают в шлиц коллекторной пластины провод (начало секции) и вручную заводят его в соответствующие пазы, делая необходимое число витков. Конец секции заводят в шлиц соответствующей коллекторной пластины.
Катушечные обмотки якорей электрических машин средней мощности наматывают на шаблоны. Каждую катушку наматывают отдельно. Если катушка состоит из нескольких секций, то наматывают сразу все секции.
На промышленных предприятиях ремонт обмоток якоря из прямоугольного повода, как правило, включает ремонт отдельных или замену одной или нескольких катушек, вышедших из строя.
При ремонте обмоток полюсов их, как правило, снимают с полюсов. Для этого отворачивают болты, крепящие полюса к корпусу, отнимают полюса от корпуса и снимают их с обмотки. При ремонте обмоток добавочных полюсов находят место повреждения и, если это пробой на корпус, очищают его от поврежденной изоляции и наносят новую. Если неповрежденная изоляция служила довольно долго, то необходимо ее заменить. При витковом замыкании с катушки снимают корпусную изоляцию, раздвигают витки и прокладывают между ними новую витковую изоляцию. Как правило изоляцию промазывают клеящими лаками и высушивают. Изолированную обмотку несколько раз покрывают эмалью и сушат.
Тема 3.3. Ремонт пускорегулирующей аппаратуры
Виды и причины повреждений пускорегулирующей аппаратуры. Ремонт контактов и механических деталей контактора, пускателя, автоматического выключателя. Ремонт катушек.
Пускорегулирующая аппаратура имеет следующие виды повреждений: чрезмерный нагрев катушек пускателей, контакторов и автоматов, межвитковые замыкания и замыкания на корпус катушек; чрезмерный нагрев и износ контактов; неудовлетворительная изоляция; механические неполадки. Причина опасного перегрева катушек переменного тока – заклинивание якоря электромагнита в его разомкнутом положении и низкое напряжение питания катушек. Межвитковые замыкания могут произойти вследствие климатических воздействий на катушку, а также из-за плохой намотки катушек. Замыкание на корпус происходит в случае неплотной посадки бескаркасной катушки на железном сердечнике, а также из-за вибраций. На нагрев контактов влияет токовая нагрузка, давление, размеры и раствор контактов, условия охлаждения и окисление их поверхности и механические дефекты в контактной системе. Износ контактов зависит от силы тока, напряжения и продолжительности горения электрической дуги между контактами, частоты и продолжительности включений, качества и твердости материала. Механические неполадки в аппаратах возникают в результате образования ржавчины, механических поломок осей, пружин, подшипников и других конструктивных элементов.
Перед ремонтом осматривают все основные части контактора, чтобы установить, какие детали подлежат замене и восстановлению. При небольшом обгорании контактной поверхности ее очищают от копоти и наплывов обычным личным напильником и стеклянной бумагой. При замене контактов их изготавливают из медных цилиндрических или фасонных прутков из твердой меди марки М-1.
При ремонте контакторов придерживаются паспортных величин нажатия контактов. Отклонение от них в ту или иную сторону может привести к неустойчивой работе контактора, вызывая его перегрев и сваривание контактов.
Особенность ремонта магнитных пускателей – смена неисправных катушек и тепловых элементов. При изготовлении новой катушки необходимо сохранять ее конструкцию. Тепловые элементу пускателей, как правило, заменяют новым, заводским, т.к. их в условиях мастерской отремонтировать трудно.
У автоматических выключателей серии А и других конструктивно аналогичных выключателей повреждаются преимущественно контакты, отключающие механизм и механических пружин. В зависимости от характера повреждения ремонтируют автоматические выключатели в электроремонтном цехе или на месте их установки. Закопченные стальные омедненные пластины решетки осторожно очищают деревянной палочкой или мягкой стальной щеткой, освобождая их от слоя нагара, а затем протирают чистыми тряпками и промывают.
Технологический процесс изготовления катушек состоит из операций намотки, изолировки, пропитки, сушки и контроля катушки можно наматывать на намоточный шаблон, на каркас или непосредственно на изолированный полюс.
Ремонт электрических машин
Содержание материала
При текущем ремонте электрических машин выполняют следующие работы: проверку степени нагрева корпуса и подшипников, равномерности воздушного зазора между статором и ротором, отсутствия ненормальных шумов в работе электродвигателя; чистку и обдувку электродвигателя без его разборки, подтяжку контактных соединений у клеммных щитков и присоединении проводов, зачистку колец и коллекторов, регулирование и крепление траверсы щеткодержателя, восстановление изоляции у выводных концов, смену электрощеток; смену и долив масла в подшипники. При необходимости производят: полную разборку электродвигателя с устранением повреждений отдельных мест обмотки без ее замены; промывку узлов и деталей электродвигателя; замену неисправных пазовых клиньев и изоляционных втулок, мойку, пропитку и сушку обмотки электродвигателя, покрытие обмотки покрывным лаком, проверку крепления вентилятора и его ремонт, проточку шеек вала ротора и ремонт беличьей клетки (в для подшипников с принудительной смазкой (0,05 + 0,08) Дш, где Дш — диаметр шейки вала.
Для создания более благоприятных условий образования масляного клина рекомендуют у разъемных подшипников делать боковые зазоры В = а. В этом случае подшипники растачивают на диаметр Д + 2а с применением прокладок толщиной а.
Допустимая разница воздушных зазоров электрических машин не должна превышать значений, указанных в заводских инструкциях, а если таких данных нет, то зазоры должны отличаться на величину не больше, чем указано ниже для машин: асинхронных — на 10 %; синхронных тихоходных — на 10 %; синхронных быстроходных — на 5 %; постоянного тока с петлевой обмоткой и зазором под главными полюсами более 3 мм — 5 %; постоянного тока с волновой обмоткой и зазором под главными полюсами более 3 мм — на 10 %; а также якорем и дополнительными полюсами — на 5 %. Разбег — осевая игра вала машины в подшипниках скольжения в одну сторону от центрального положения ротора не должен превышать 0,5 мм для машин напряжением до 10 кВт, 0,75 мм — для машин 10—20 кВт, 1,0 мм — для машин 30—70 кВт, 1,5 мм — для машин 70—100 кВт. Суммарный двусторонний разбег вала не должен превышать 2—3 мм. Зазоры в подшипниках качения
Внутренний диаметр подшипника, мм
Осевая игра в однорядных шарикоподшипниках, мм» для серии
Радиальный зазор, мм
в новых однорядных шарикоподшипниках
в новых роликоподшипниках
наибольший допустимый при износе подшипников
В контрольно-дефектационные операции после разборки электромашин входят: внешний осмотр и обмер всех изнашиваемых поверхностей деталей; окончательное заключение о состоянии деталей в результате осмотра, проверок и испытаний. Результаты дефектации записывают в ремонтную карту, на основании которой технолог или мастер заполняет операционную карту и назначает вид ремонта. Дефектные детали и узлы ремонтируют способами, указанными ниже.
Технология ремонта узлов и деталей электрических машин. Конструкция коллектора.
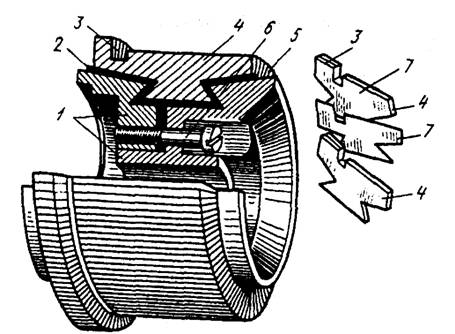
Дня большинства электрических машин применяют конструкцию коллектора, показанную на рис. 6. Коллектор машины должен быть очищен от грязи и смазки. Изоляция коллектора должна быть продорожена, с граней коллекторных пластин сняты фаски. Коллектор, имеющий неровности до 0,2 мм, должен быть отполирован, 0,2—0,5 мм — прошлифован, более 0,5 мм — проточен. Биение коллектора у машин (проверенное по индикатору) не должно превышать 0,02 мм для коллекторов диаметром до 250 мм и 0,03—0,04 мм для коллекторов диаметром 300-600 мм.
Ремонт коллекторов.
Сведения о возможных неисправностях, причинах их возникновения и способах ремонта коллекторов приведены в табл. Рис. 6. Устройство коллектора: 1 — стальной корпус; изоляция; 3 — петушки; 4 — пластина коллекторная; 5— шайба конусная натяжная; 6— винт стопорный; 7— прокладка миканитовая Рис. 7. Формовка коллектора на токарном станке
Неисправность коллектора
Неисправность
Искрение. Круговой огонь
Биение. Выступание пластин
Плохая сборка. Некачественный миканит
Выступание изоляции между пластинами
Износ пластин. Ослабление коллектора
Продороживание. Подтягивание. Обточка
Выступание пластин на краю коллектора
Предельная обточка. Слишком тонкие пластины
Замена комплекта пластин и межламельной изоляции
Обломана часть петушков (в шлице)
Неосторожная выбивка концов обмотки из шлица
Разборка. Ремонт или за мена пластин
Замыкание между пластинами
Заусенцы на поверхности. Прогар миканитной изоляции из-за попадания масла и медно-угольной пыли
Осмотр. Расчистка. Глубокая прочистка между пластинами. Промывание спиртом. Замазывание пастой
Замыкание внутри кол лектора
Замыкание на корпус
Пробой, прогар изоляционных конусов
Разборка, ремонт или за мена коллектора с формовкой на станке (рис. 7)
Ремонт контактных колец.
Комплект контактных колец показан на рис. 8. Незначительные повреждения поверхности контактных колец (подгары, биение, неравномерная выработка) устраняют зачисткой и полировкой без демонтажа колец. При больших повреждениях поверхностей кольца снимают и протачивают с уменьшением их толщины не более чем на 20 %. Пробой изоляции на корпус, а также предельный износ колец вызывают необходимость их замены. Замены целесообразно производить только в крупных ЭРЦ, где на каждый вид контактных колец составляют типовой технологический процесс разборки, изготовления, сборки и испытания с обеспечением соответствующими приспособлениями и оборудованием.
Ремонт сердечников.
Сердечники (активная сталь) одновременно служат магнитопроводом и остовом для размещения и укрепления обмотки. При ремонте и замене обмотки необходимо проверить сердечники и устранить обнаруженные дефекты. Основные неисправности сердечников статора и ротора, их причины, а также способы устранения приведены в табл. Неисправности сердечников статора и ротора
Неисправность
Выпадение вентиляционных распорок Ослабление стяжных болтов Отлом и выпадение отдельных зубцов
Ремонт распорок Подтянуть болты Забить и укрепить клинья
Распушение зуб цов
Слабые крайние листы или нажимные шайбы
Подпрессовка. Усилие крайних листов
Заусенцы. Зашлифованные места. Механические повреждения поверхности сердечников
Порча изоляции стяжных болтов
Пробой изоляции обмотки на сталь
Неправильная сборка или монтаж машины. Механические повреждения
Рис. 8. Кольца контактные в сборе: 1 — втулка; 2 — электрокартон; 3 — кольцо контактное; 4 — изоляция шпилек; 5 — шпильки контактные (выводы от колец)
Условия для безыскровой коммутации.
Если плотность тока, приходящаяся на единицу поверхности соприкосновения щетки с коллектором в каком-либо месте становится слишком большой, щетки искрят. Искрение разрушает щетки и поверхность коллектора. Надежный контакт между щеткой и коллектором обеспечивает гладкая зеркальная поверхность коллектора (без выступов, вмятин, подгаров, без эксцентриситета или биения). Механизм подъема щеток должен быть исправным. На одной машине нельзя применять щетки разных марок. Они должны быть установлены строго на нейтрали. Расстояние между щетками по окружности коллектора должны быть равными. Отклонения в расстояниях между сбегающими концами щеток не должны превышать 1,5 % для машин мощностью до 100 кВт. От обоймы до поверхности коллектора расстояние должно быть 2—4 мм. При наклонном расположении щеток острый угол щетки должен быть набегающим. Допустимые отклонения обойм щеткодержателя от номинального размера в осевом направлении — 0—0,15 мм; в тангенциальном направлении, при ширине щеток менее 16 мм —0—0,12 мм; при ширине щеток более 16 мм — 0—0,14 мм. Допустимые отклонения размеров щеток от номинальных размеров обоймы щеткодержателя могут быть только со знаком минус. Величины допустимых отклонений: в осевом направлении от — 0,2 до — 0,35 мм; в тангенциальном направлении (при ширине щеток до 16 мм) от — 0,08 до — 0,18 мм; в тангенциальном направлении (при ширине щеток более 15 мм) от — 0,17 до — 0,21 мм. Рис. 9. Формы валов электромашины: а — машин постоянного тока; б, в — асинхронных двигателей
Зазор щеток в обойме не должен превышать в осевом направлении — 0,2 -г- 0,5 мм; в тангенциальном направлении (при ширине щеток до 16 мм) 0,06 * 0,3 мм; в тангенциальном направлении (при ширине щеток более 16 мм) 0,07 + — 0,35 мм. Рабочая (контактная) поверхность щеток должна быть отшлифована до зеркального блеска. Удельное нажатие различных марок щеток должно находиться в пределах 0,15—4 МН/м 2 и приниматься по каталогам. Отклонение в величине удельного нажатия между отдельными щетками одного стержня допускается на ± 10 %. Для двигателей, подвергающихся толчкам и сотрясениям (крановые и др.), удельное нажатие допускается повышать на 50—75