Технология ремонта чулочно-носочных и перчаточных изделий
Ремонт чулочно-носочных изделий в зависимости от видов дефектов можно разделить па мелкий, средний и крупный. К мелкому ремонту относятся:
поднятие спущенных петель па чулках из искусственного шелка или синтетических волокон;
восстановление повреждения небольшого количества нитей методом «петля в петлю».
К среднему ремонту относятся:
штопка различных поврежденных участков чулочно-носочных изделий на машине;
поднятие спущенных петель одновременно со штопкой. К крупному ремонту относятся:
замена изношенных нижних следовых частей чулочно-носочных изделий новыми, связанными на круглочулочных автоматах;
замена изношенных нижних следовых частей чулочно-носочных изделий новыми, выкроенными из трикотажного полотна;
замена изношенных нижних следовых частей чулочно-носочных изделий новыми, связанными на плоскофанговых машинах.
Поднятие спущенных петель. Спущенные петли поднимают при помощи машинки для поднятия петель.
Чулок со спущенными петлями надевают на стакан-подставку таким образом, чтобы спущенные петли находились над отверстием стакана-подставки. Швейной иглой с ниткой закрепляют все верхние петли прорыва справа налево, при этом захватывают по две-три несорванные петли слева и справа от прорыва. Иглу с ниткой оставляют около прорыва. Затем натягивают изделие на стакан, зажимая его большим и указательным пальцами левой руки по всему периметру стакана, большим и указательным пальцами правой руки берут поршневую головку иглы за щечки держателя и, направляя ее средним пальцем, вводят иглу в не спущенную петлю поврежденного петельного столбика, заводят петлю под крючок иглы, и после двух-трех движений вручную включают в работу машинку. Игла при этом работает автоматически. Во время поднятия петель иглу необходимо держать наклонно, примерно под углом 45°, ведя ее вдоль петельного столбика в сторону прорыва. Наклон иглы должен быть постоянным, чтобы при каждом стежке игла захватывала только одну спущенную петлю. Спущенную петлю поднимают до места прорыва и протягивают в нее оставленный конец нитки при помощи крючка пневматической иглы. После подъема всех петель зашивают прорыв, соединяя петли каждого ряда, и обметывают шов с изнанки.
На участках со спутанными поперечными нитями поднимают петли вручную (без включения машинки). Если петли спущены с двух сторон прорыва, то после поднятия петель с одной стороны чулок на стакане вновь поворачивают так, чтобы спущенные петли второй стороны находились над отверстием стакана, и вновь поднимают петли.
Если петля спустилась до искусственной сбавки и нет петли, с которой можно начать работу, то следует, проколов иглой чулок в месте сбавки, вытащить любую петлю и от нее поднимать петли.
На участках борта, мыска, пятки и нижней части следа спущенные петли не поднимают, их штопают на штопальной машине.
Петли, спущенные от борта, пятки, мыска поднимают так же, как от искусственной сбавки или начиная с боковой петли.
На эластичных чулках петли поднимают так же, как на капроновых.
В случае спуска петель на участке «стрелки» чулка дефект ликвидируют следующим образом.
«Стрелка» состоит из нескольких петель, собранных на центральный петельный столбик. Прежде всего поднимают петли центрального петельного столбика «стрелки», затем поднимают первую от «стрелки» спущенную петлю; подойдя к «стрелке», захватывают иглой петлю «стрелки» и перекидывают на соседнюю петлю, протянув в нее свободный конец капроновой нитки. После этого поднимают следующую спущенную петлю до петли, надетой на свободный конец нитки. Захватывая иглой машинки ранее поднятую петлю, освобождают ее от свободного конца нитки и перекидывают на соседнюю петлю, протягивая затем в нее свободный конец нитки. Работу продолжают до тех пор, пока все петли, идущие от «стрелки», не будут восстановлены. Последнюю петлю закрепляют швейной иглой с ниткой.
Петли поднимают всегда с лицевой стороны чулка.
Когда петли подняты и закреплены, зашивают поврежденное место с лицевой стороны изделия методом «петля в петлю» 1 иглой с оставленным после закрепления концом нитки.
Затем с изнаночной стороны прорыв зашивают обметочным швом так, чтобы не осталось ни одной висящей петли или нитки. Чтобы шов получился отлогим, следует продлить его за края прорыва вправо и влево на 0,5—0,7 см (в зависимости от величины отверстия).
Штопка различных поврежденных участков чулочно-носочных изделий на машине. Чулочно-носочные изделия штопают на машинах, переконструированных па швейных машинах 22 Л кл. и снабженных неподвижной цилиндрической платформой, или на специальных штопальных машинах. Такой метод штопки дает возможность быстро и качественно отремонтировать изделие.
Изделие надевают па цилиндрическую платформу машины так, чтобы поврежденный участок находился под иглой. Машину включают и, поворачивая изделие руками, наносят вокруг дыры стежки штопки примерно на расстоянии 2 мм от края прорыва. После этого изделие поворачивают так, чтобы стежки штопки ложились сначала в продольном направлении (т. е. соединяли между собой разорванные петельные столбики), а потом в поперечном направлении, до полного застилания дыры. Количество стежков на поврежденном участке может быть большим, чем около краев. Выполняя штопку, необходимо все время передвигать изделие и натягивать его, так как цилиндрическая платформа неподвижна. По окончании штопки изделие снимают с платформы и ножницами обрезают концы ниток.
На штопальных машинах можно штопать чулочно-носочные изделия из искусственных и синтетических волокон, а также из хлопчатобумажной пряжи.
Поднятие спущенных петель одновременно со штопкой. Если на чулочно-носочных изделиях необходимо ликвидировать спуск петель и выполнить штопку, то сначала поднимают петли, а затем штопают.
Замена изношенных нижних следовых частей новыми, связанными на круглочулочных автоматах. Наиболее часто на чулочно-носочных изделиях изнашиваются пятки, нижние части следа и мыски. Если эти части изделия изношены мало, то отдельные повреждения ликвидируют штопкой, если же износ большой, то нижние следовые части полностью заменяют новыми.
Нижние следовые части вывязывают в виде сплошной ленты на круглочулочных автоматах на половинном количестве игл цилиндра. Длину (размер) следовых частей определяют по количеству звеньев в счетной цепи.
Связанные нижние следовые части разрезают в середине каждой отработки и складывают попарно по размеру и цвету. Обычно нижние следовые части различных цветов заготавливают заранее. Чулочно-носочные изделия, в которых необходимо заменить нижние следовые части, подкраивают. Для этого их попарно раскладывают на столе, уточняют размер и подбирают новые следовые части соответствующего размера и цвета. Затем один чулок или носок из пары кладут низом следовой части к себе, на него накладывают второй и ножницами отрезают сначала пятку по линии, затем нижнюю часть следа по линии и мысок по линии. После подкроя низа следовой части делают надрез длиной 2—3 см по линии. Этот надрез необходим, чтобы было удобно выполнять кеттлевку пятки.
После подкроя изделие выворачивают наизнанку и прикеттлевывают подобранные к нему следовые части. Кеттлевку выполняют на кеттельных машинах. Сущность кеттлевки заключается в соединении петель пятки и мыска ремонтируемого изделия по линиям с петлями пятки и мыска новой следовой части по линиям.
После кеттлевки сшивают боковые края следовой части на двухниточной краеобметочной машине оверлок. После выполнения всех машинных операций закрепляют и обрезают концы ниток и, если необходимо, выполняют штопку. Отремонтированные чулочно-носочные изделия надевают на деревянные формы и отутюживают электроутюгом через влажную ткань.
Замена изношенных нижних следовых частей новыми, выкроенными из трикотажного полотна. Изношенные нижние следовые части в изделиях, связанных из хлопчатобумажной пряжи, можно заменить новыми, выкроенными из хлопчатобумажного кулирного однолицевого полотна или лоскута различного цвета.
Такой метод ремонта очень прост и нетрудоемок. Подлежащие ремонту чулочно-носочные изделия попарно раскладывают на столе и уточняют размер. Затем один чулок или носок из пары кладут низом следовой части к себе, на него накладывают второй и вырезают нижнюю следовую часть. Подрезанные изделия имеют форму.
Выкроенные из полотна или лоскута полуфабрикаты нижних следовых частей имеют форму.
По кривым линиям полуфабрикаты нижних следовых частей предварительно стачивают на трехниточной краеобметочной машине оверлок.
Нижняя следовая часть, подготовленная к притачиванию, имеет форму. Линии совпадают, образуя одну. По этой линии нижнюю следовую часть притачивают на трехниточной краеобметочной машине к ремонтируемому изделию.
Размер выкраиваемого полуфабриката по длине (по линии) определяют по размеру ремонтируемого изделия с учетом припуска на швы стачивания. Размер притачиваемой части определяют по размеру отрезанной изношенной следовой части с учетом припуска на шов притачивания.
Замена изношенных нижних следовых частей новыми, связанными на плоскофанговых машинах. Хлопчатобумажные и шерстяные чулочно-носочные изделия обычно ремонтируют на плоскофанговых машинах.
У ремонтируемого изделия отрезают изношенную следовую часть, очищают края среза изделия от концов ниток, подготавливая петли к надеванию на иглы плоскофанговой машины. Надевать петли изделия начинают на задней игольнице слева направо от центральной иглы, соответствующей шву стачивания напульсника. Далее замки переключают на чулочное вязание и вяжут необходимое количество оборотов до пятки. После этого выключают из работы замки передней игольницы, а на задней игольнице включают дополнительный замок и вяжут с усилительной нитью (несколько оборотов) пятку. Затем открывают игольные полотна машины и продевают «коромысло», которое закрепляют «переяслом» с грузом, закрывают игольные полотна и вяжут на задней игольнице необходимое количество оборотов для первой половины пятки. Затем с каждой стороны на задней игольнице поднимают необходимое количество игл для вязания второй половины пятки.
Петли с поднятых игл переносят на «лодочки», а иглы выключают из работы. Для переноса петли с игл на «лодочки» надо поднять иглы так, чтобы петли оказались на стержне иглы. В правую руку берут «лодочку» и ее крючок подводят к головке иглы. Иглы опускают и петли с головки иглы переходят на крючок «лодочки». После переноса петель с игл на «лодочки» вяжут один оборот и деккером переносят петли с «лодочек» на крайние работающие иглы с двух сторон сразу по одной петле через один оборот. Когда все петли перенесены с «лодочек» на иглы, дополнительные приспособления убирают. Замок передней игольницы включают в работу, а задней — выключают. Игольные полотна машины открывают, включают в работу выключенные иглы задней игольницы и на эти иглы надевают кромку пятки. Последние петли кромки пятки с каждой стороны надевают на иглы передней игольницы. Игольные полотна закрывают, усилительную нить обрывают и вяжут необходимое количество оборотов следа до сбавок в мыске.
Сбавки производят двухигольным деккером, переносят сразу по две иглы с каждой стороны через четыре оборота до тех пор, пока на машине не останется 16 игл. Петли с оставшихся игл задней игольницы переносят на иглы передней игольницы и закрепляют их.
После выполнения всех машинных операций закрепляют концы ниток и выполняют штопку.
Отремонтированные носки надевают на деревянную форму и отутюживают электроутюгом через влажную ткань.
ТСЦ — единственная мультибрендовая фирма на территории Росии и СНГ
В данном разделе мы даем профессиональные рекомендации начинающим производственникам, с той целью, чтобы минимизировать их ошибки при организации нового производства, уберечь их от «изобретения велосипеда», свести к минимуму их потери, связанные с непрофессиональным подходом к организации производства. Мы даем эти рекомендации с учетом почти двадцатилетнего нашего опыта по созданию и модернизации чулочно-носочных производства на всей территории СНГ. Мы очень надеемся, что эта статья значительно облегчит реализацию принятого Вами решения по созданию современного чулочно-носочного производства. Если после прочтения данного раздела нашего сайта у Вас возникнут какие-либо дополнительные вопросы, мы охотно ответим на них.
Основные вопросы, которые возникают у предпринимателя-производственника перед принятием окончательного решения по организации своего нового производства, выглядят примерно так:
Организация производства в принципе.
Снабжение и сбыт.
Каждая из этих составляющих теснейшим образом связана друг с другом и нарушение между этими составляющими как прямой, так и жесткой обратной связи приводит предпринимателя к фиаско при организации производства. Поэтому, каждая составляющая должна быть нами подробнейшим образом рассмотрена.
Рассмотрим пути решения каждой проблемы в отдельности.
Организация производства в принципе
Предприниматель перед принятием окончательного решения по организации нового производства должен учитывать следующие факторы:
— Основное решение о том, какой конкретно ассортимент чулочно-носочных изделий планирует выпускать производство.
а) Это может быть «стандартный» — «базарно-развалочный» ассортимент, массу которого можно наблюдать как на рынках, так и на стихийно организованных местах торговли. Этот ассортимент изготавливается , как правило, на старом советском, чешском оборудовании, или, что сейчас наиболее распространено, на китайском оборудовании. На выпуске такого ассортимента не заработаешь ни хороших денег, ни хорошего имени. Масса таких производителей находится как на рынке России, так и на рынках СНГ. В этом секторе довольно жесткая конкуренция как между внутренними производителями, так и между импортерами чулочно-носочных изделий (как правило китайских)
б) Это может быть спортивный ассортимент, который может быть и подростковым и женским и мужским. Речь идет именно о хорошем спортивном ассортименте, который не очень широко представлен на нашем рынке. Он требует применения специальных, нестандартных чулочно-носочных автоматов, которые изготавливает только фирма BUSI, Италия
в) Это может быть мужской ассортимент очень хорошего «премиум класса», который по определению, исходя из отсутствия технических возможностей, может изготавливаться только на высококачественном чулочно-носочном оборудовании.
г) Это может быть детский ассортимент (от 0 до 7 лет), который требует значительного творческого и технологического подхода к его изготовлению.
д) Это может быть ассортимент плотных (х/б) колготок. Как подросткового, так и женского ассортимента, который требует иной организации технологического процесса по выпуску продукции.
е) Наконец, это может быть производство как профилактических, так и лечебных компрессионных чулочно-носочных изделий.
Каждый из перечисленных типов продукции требует своего подхода как к технологии, так и к организации производства непосредственно. Не говоря уже о том, что это практически разные ниши продукции и рынки сбыта.
Принципиальной ошибкой начинающего производственника является его желание выпускать все сразу. Не получится. Он должен набраться терпения и шаг за шагом, с учетом уже наработанного опыта расширять свой ассортимент.
Итак, будущий производственник перед организацией нового чулочно-носочного производства должен проанализировать и сделать следующее:
свои финансовые возможности
подбор оборудования, исходя из планируемого ассортимента
наличие подходящего производственного помещения, исходя их технических требований, которые обусловлены нормальной работой оборудования
наличие соответствующего технического и технологического персонала
наличие руководящего персонала
1. ФИНАНСОВЫЕ ВОЗМОЖНОСТИ ПРЕДПРИНИМАТЕЛЯ
Существует понятие так называемого минимально рентабельного набора оборудования (МРНО) для организации производства. В этот набор входят:
Чулочно – носочные автоматы – 5 штук.
Автомат ложной (слепой) кетлевки – 1 штука.
Формировочное оборудование – 1 штука.
Маркировочное и упаковочное оборудование – 1 комплект.
Само понятие МРНО вытекает из следующих факторов:
Стыковка оборудования по производительности.
Зона обслуживания оборудования одним работником.
Работа с ассортиментным рядом готовых изделий.
Один автомат ложной кетлевки может обеспечивать зашивку мыска носков, производимых на 10 автоматах.
Один формировочный автомат типа Мукетти обеспечивает отделку готовых носков производимых на 10 автоматах.
Одна вязальщица (со средним опытом работы) может обеспечивать работу 10 автоматов.
С большим опытом работы – до 25 автоматов.
Один механик (со средним опытом работы) может обеспечивать работу 10 автоматов.
С большим опытом работы – до 40 автоматов.
Эти данные приведены, исходя из идеальных условий работы, то есть автоматы работают без перерыва.
Однако в реальном производстве это невозможно.
Всегда существуют так называемые межпроизводственные простои.
Они связаны с необходимостью заправки/замены пряжи, паузами при обрыве пряжи, поломке игл, платин и т.д. Кроме того, минимально один раз в неделю (при круглосуточной работе) автоматы должны подвергаться генеральной профилактике / чистке, а это занимает минимум три часа на один автомат.
Из 10 имеющихся автоматов, как правило, минимум один автомат задействован на отработке нового ассортимента изделий.
Для производителей, у которых модельный ряд изделий носит ярко выраженный фантазийный характер, количество автоматов, задействованных в отработке нового ассортимента изделий, может достигать двух или даже трех.
У продвинутых производителей, при большом количестве автоматов обязательно существует художественная мастерская. Но это уже другая история.
Итак, реально в производственном процессе безостановочно задействованы 65 – 70 % носочных автоматов.
Стоимость такого МРНО составляет приблизительно 99.000 ЕВРО*
В случае отсутствия у предпринимателя указанной суммы можно говорить только об организации производства с использованием оборудования бывшего в употреблении и, как следствие при принятии шага по покупке оборудования – необходимо быть готовым к незапланированным затратам по закупке запасных частей которые иногда могут превышать стоимость самого оборудования б/у.
Цена указана без учета стоимости монтажа и пуска в эксплуатацию.
Цены указаны на условиях EX WORKS, Италия. Импортные пошлины отсутствуют. При оформлении на территории России взимается НДС, который в дальнейшем подлежит компенсации (только при прямых поставках напрямую производителю).
2. ПОДБОР ОБОРУДОВАНИЯ
Подбор оборудования осуществляется строго исходя из того, какой ассортимент чулочно-носочных изделий планирует выпускать предприниматель. Предприниматель должен четко осознавать и представлять, какие изделия он хочет производить. Ошибки в выборе рабочего диаметра, класса автоматов могут привести к значительным трудностям при запуске нового производства.
Мы рассмотрим вариант организации производства по выпуску классических мужских носков летнего и зимнего ассортимента.
Стандартные мужские носки.
Мы рекомендуем при организации , особенно для начинающих производителей, автоматы производства фирмы RUMI, Италия. Эти автомата изготовлены в Италии, имеют итальянские сертификаты качества и происхождения. При их изготовлении применяются высококачественные металл, комплектующие и электроника, современная итальянская технология и современные инженерные решения.
Seven EVO идеально подходит по соотношению цена-качество для начинающих производителей, которые хотят производить «стандартные» мужские носки.
Образцы продукции
Одноцилиндровый односистемный автомат
8 нитеводов основной системы.
6 групп нитеводов для создания рисунка. Отдельный нитевод резинки.
Автомат имеет 8 селекторных блоков поигольного отбора и одну группу отбора платин.
Отдельная регулировка плотности вязания основы и пятки с помощью пошаговых моторов.
Электронная регулировка подачи резинки.
Компенсатор оттяжки на пятке на 4 различные нити.
Увеличение скорости вязания пятки и мыска посредством увеличения и уменьшения количества игл.
Цилиндр и риппшайба приводятся в движение отдельными соосными моторами.
Система управляет и контролирует два мотора с максимальной точностью, обеспечивая идеальную синхронную работу в фазах заработки и пришивки бортика.
Можно варьировать скорость фрезы, чтобы получить наилучшую длину обрези. Возможность полностью остановить фрезу в любой фазе цикла.
Положение платинного колпака задается с помощью привода на любом участке вязания.
Электронная панель с возможностью сохранения обширной гаммы артикулов и рисунков.
Возможность «спасения» носка в случае сбоя электрического питания.
Возможность включения автоматического сброса в любой фазе цикла.
Электронный контроль положения клиньев с помощью датчиков.
ПРОИЗВОДСТВЕННЫЕ ХАРАКТЕРИСТИКИ
Производство чулок и носок с классической пяткой.
Носки плюшевые, с фигурным плюшем и гладкие с возможностью 6 цветов в ряду плюс цвет основы, также и на участке прокладывания резинки.
Вязание глади с 6 цветами рисунка плюс перекидная платировка или прессовое переплетение.
Возможность использования 18 различных цветов на одном носке, включая на участке прокладывания резинки.
Возможность создания трехмерных рисунков.
Возможность одинарного или двойного бортика с рисунком.
Максимальная скорость: 250 об/мин для глади. Диаметр: 3 ¾” Количество игл: от 84 до 220
ДОПОЛНИТЕЛЬНЫЕ УСТРОЙСТВА
Устройство Classic Linking для автоматической зашивки мыска Устройство BTSR Нитенакопитель IRO Антитвист
Seven EVO 4 ½ — автомат специально сконструированный для изготовления спортивных носков, гольф, гетр, гамаш высокого качества, в том числе и фантазийных.
Образцы продукции
Одноцилиндровый односистемный автомат
8 нитеводов основной системы, 7 из которых имеют регулируемое второе положение.
5 групп нитеводов для создания рисунка, по 3 нитевода в каждой группе.
1 группа с двумя нитеводами для прокладывания резинки.
2 группы отбора платин для производства фигурного плюша на всей поверхности носка.
8 групп поигольного отбора плюс одна группа повторного отбора.
Отдельная регулировка плотности вязания основы и пятки с помощью пошаговых моторов.
Электронная регулировка подачи резинки.
Компенсатор оттяжки на пятке на 4 различные нити.
Увеличение скорости вязания пятки и мыска посредством увеличения и уменьшения количества игл.
Цилиндр и риппшайба приводятся в движение отдельными соосными моторами.
Возможность изменения высоты риппшайбы в соответствии с уровнем платин.
Система управляет и контролирует два мотора с максимальной точностью, обеспечивая идеальную синхронную работу в фазах заработки и пришивки бортика.
Можно варьировать скорость фрезы, чтобы получить наилучшую длину обрези.
Положение платинного колпака задается с помощью привода на любом участке вязания.
Электронная панель с возможностью сохранения обширной гаммы артикулов и рисунков.
Возможность «спасения» носка в случае сбоя электрического питания.
Возможность включения автоматического сброса в любой фазе цикла.
Электронный контроль положения клиньев с помощью датчиков.
ПРОИЗВОДСТВЕННЫЕ ХАРАКТЕРИСТИКИ
Производство чулок и носок с классической пяткой.
Носки гладкие, сэндвич-плюш, фигурный плюш без каких-либо механических вмешательств, а только с помощью программы.
Носки с нормальным плюшем.
Носки плюшевые и гладкие с возможностью 5 цветов в ряду плюс цвет основы, также и на участке прокладывания резинки.
Вязание глади с 5 цветами рисунка плюс перекидная платировка или прессовое переплетение.
Возможность использования 15 различных цветов на одном носке, включая на участке прокладывания резинке.
Возможность создания трехмерных рисунков, мысок на больших иглах, правый и левый носок, пятку и мысок в два цвета, высокую пятку, Y-образную пятку.
Фигурный плюш также на пятке..
Возможность связать два участка прокладывания резинки различными цветами.
Возможность одинарного или двойного бортика с рисунком.
Диаметр: 4 ½” Количество игл: 84-96-108-120-132-144-156-200
ДОПОЛНИТЕЛЬНЫЕ УСТРОЙСТВА
Устройство Classic Linking для автоматической зашивки мыска Устройство BTSR Нитенакопитель IRO Антитвист
Seven TS EVO Высококачественные спортивные носки с использованием ажурного переплетения и плюша.
Образцы продукции
Одноцилиндровый односистемный автомат
6 групп поигольного отбора.
7 нитеводов основной системы и 12 нитеводов для создания рисунка.
Отдельный нитевод резинки.
Отдельная регулировка плотности вязания основы, пятки и ажура с помощью пошаговых моторов.
Электронная регулировка подачи резинки.
Компенсатор оттяжки на пятке на 4 различные нити.
Увеличение скорости вязания пятки и мыска посредством увеличения и уменьшения количества игл.
Электронная панель с возможностью сохранения обширной гаммы артикулов и рисунков.
Возможность «спасения» носка в случае сбоя электрического питания.
Возможность включения автоматического сброса в любой фазе цикла.
Носки могут быть произведены при количестве игл от 96 до 132, как 36 класса, так и 24 без замены цилиндра, но с заменой игл.
ПРОИЗВОДСТВЕННЫЕ ХАРАКТЕРИСТИКИ
Гладкое, плюшевое и ажурное переплетения на одном участке носка.
Возможность вязания классической и Y-образной пятки.
Горизонтальные полосы до 12 цветов, отличных от основы.
Носки 4 цвета + основа + перекидная платировка или прессовое переплетение на одном ряду без ажурного переплетения.
Носки 2 цвета + фон + перекидная платировка или прессовое переплетение на одном ряду с ажурным переплетением.
Ажурное переплетение с переносом от 1 до 3 игл.
Количество игл: 96 -112 — 120 — 132 Класс GG 24/36 132 — 144 -160 Класс GG 36
ДОПОЛНИТЕЛЬНЫЕ УСТРОЙСТВА
Устройство BTSR Нитенакопитель IRO Антитвист
Высококачественный детский ассортимент
Для выпуска высококачественного детского ассортимента идеально подходят модель производства фирмы BUSI GIOVANNI, а именно автоматы IDEA TERRY. Для детского ассортимента (от новорожденных до примерно пяти лет идеально подходят автоматы с диаметром 3 и 3 ¼ дюйма с различным количеством игл.
IDEA TERRY
IDEA TERRY — это скоростной одноцилиндровый автомат с иглами в риппшайбе, с полным электронным контролем, для производства чулок и носков настоящим ластиком, гладью и плюшем. Механизм отбора плюша на автомате позволяет переходить с глади на полуплюш, полный плюш на одном и том же носке полностью автоматически. Кроме того, механизм отбора плюша позволяет вязать как сэндвич-плюш, так и нормальный плюш на одном и том же носке, без какого-либо механического вмешательства. Автомат доступен в двух версиях: IDEA TERRY и IDEA S TERRY.
Характеристики этих версий представлены в нижеследующей таблице:
IDEA TERRY
IDEA S TERRY
двухсистемный, 8 групп отбора. Отбор плюша в обеих системах
односистемный, 8 групп отбора. Отбор плюша
бортик, выполненный ластиком 1×1
да
да
двойной бортик
да
да
вышивная платировка
6 цветов в одном ряду +основа
5 цветов в одном ряду +основа
вышивная платировка на резинке
5 цветов в одном ряду +основа
5 цветов в одном ряду +основа
перекидная платировка в сочетании с вышивной
5 цветов в одном ряду +основа
5 цветов в одном ряду +основа
рисунок сеточкой с протянутой петлей в двух системах
опция (по заказу)
нет
жаккардовые рисунки на глади
2 цвета в одном ряду
нет
вязание настоящим ластиком 1×1, 3×1, 5×1 и т. д.
да
да
трехмерный рисунок
опция (по заказу)
опция (по заказу)
Диаметр: 3, 3¼, 3½, 3¾, 4″
Количество игл: 72 – 240
Класс иглы: 24, 36, 48, 54
Максимальная скорость: 250 оборотов в минуту
Скорость на реверсе: 200 циклов в минуту
Размеры (см): 130 X 150 X 235
Регулировка петель с помощью пошаговых моторов
Автоматическое сужение на всех участках
Движение цилиндра с помощью бесщеточного мотора brushless
Возможность хранения в памяти машины большого количества артиклей и рисунков
Возможность сцепления до 4 различных артиклей
Изменения программ или параметров на машине на ходу
Загрузка программы через USB-ключ или сеть
Источник бесперебойного питания
Датчик на проход носка
Все валы вращаются на роликовых или шариковых подшипниках
Механизм зашивки мыска
Универсальный платиновый колпак
Зажим для непокрытой лайкры
Механизм подачи второго цвета резинки
Устройство для создания подследников (Footie)
Устройство позитивной подачи пряжи LGL
Устройство активной подачи пряжи ULTRAFEEDER (BTSR)
Система контроля прохождения пряжи (BTSR Smart 64)
Шпулярник горизонтальный или вертикальный
Связь через локальную сеть (проводная или беспроводная)
Программа контроля производства SK-MON
Программное обеспечение ART-GEN
Диаметр 3″ предназначен для производства детских носочков и носочков для новорожденных. В то время как большие диаметры различного класса подходят для производства мужских и женских носков.
Возможность выполнять рисунки вышивной платировкой до 6 цветов в ряду + основа, можно добавлять рисунки различного типа на носке. Располагая в общей сложности 16 цветами, достаточно легко выполнить обрезку всех внутренних ниток, в том числе в сложных рисунках. Это позволяет получить эстетически красивый внешний вид носка с любым рисунком.
Двойной бортик провязывается без какого-либо механического вмешательства. Таким образом, можно получать части носка с вставкой резинки и вышивной платировкой до 5 цветов в ряду + основа. Подобные характеристики используются для производства баскетбольных и теннисных носков.
Кроме того, можно создать рисунок прессовым переплетением.
При помощи соответствующих дополнительных устройств автомат может производить колготки из шерсти или хлопка.
При вязании детского носочка иглы риппшайбы позволяют также выполнять различные варианты бортиков.
Огромные возможности предоставляются благодаря дополнительному устройству для создания трехмерного рисунка.
Высококачественных мужской ассортимент
Автоматы производства фирмы BUSI GIOVANNI различных моделей и комплектаций IDEA DOPPIO TERRY
IDEA DOPPIO TERRY — это единственный одноцилиндровый автомат с иглами в риппшайбе, с полным электронным контролем, который изготавливает носки и носочки настоящим ластиком с различным раппортом изнанки и плюшем. Благодаря запатентованному методу версия IDEA DOPPIO TERRY может производить носки ластиком: 3×2, 4×2, 7×3 и т.д..
Механизм отбора плюша на автомате позволяет переходить с глади на полуплюш, полный плюш на одном и том же носке полностью автоматически.
Характеристики этих версий представлены в нижеследующей таблице:
односистемный, 8 групп отбора
бортик, выполненный ластиком 1×1
да
двойной бортик
да
вышивная платировка
4 цвета в одном ряду + основа
вышивная платировка на резинке
4 цвета в одном ряду + основа
перекидная платировка в сочетании с вышивной
3 цвета в одном ряду + основа
Рисунок, выполненный сеточкой, с протянутой петлей
да
вязание настоящим ластиком 1×1, 3×1, 5×1 и т. д.
да
вязание настоящим ластиком 2 x2, 4×2, 7×3 и т. д.
да
Количество игл: 144 – 200
Максимальная скорость: 250 оборотов в минуту
Скорость на реверсе: 200 циклов в минуту
Размеры (см): 130 X 150 X 235
Регулировка петель с помощью пошаговых моторов
Автоматическое сужение на всех участках
Движение цилиндра с помощью бесщеточного мотора brushless
Возможность хранения в памяти машины большого количества артиклей и рисунков
Возможность сцепления до 4 различных артиклей
Изменения программ или параметров на машине на ходу
Загрузка программы через USB-ключ или сеть
Источник бесперебойного питания
Датчик на проход носка
Все валы вращаются на роликовых или шариковых подшипниках
Механизм зашивки мыска
Зажим для непокрытой лайкры
Устройство позитивной подачи пряжи LGL
Устройство активной подачи пряжи ULTRAFEEDER (BTSR)
Система контроля прохождения пряжи (BTSR Smart 64)
Шпулярник горизонтальный или вертикальный
Связь через локальную сеть (проводная или беспроводная)
Программа контроля производства SK-MON
Программное обеспечение ART-GEN
Основная характеристика автомата IDEA DOPPIO TERRY – возможность вязать носки настоящим ластиком с различным раппортом изнанки.
Это позволяет идеально копировать носки, выполненные на двухцилиндровом автомате, добавляя рисунок, изготовленный вышивной платировкой с обрезанными нитками, который обычно выполняется на одноцилиндровых машинах.
Для классических мужских носков типична комбинация рисунка вышивной платировкой с настоящим ластиком. Можно выполнить след или любую другую часть носка плюшем.
Автомат может прекратить вязать ластик, а затем заново начать вязать его.
Кроме того у автомата есть многочисленные характеристики модели IDEA, на основе которого он разработан. Например, он может вязать ластик с раппортом изнанки в одну иглу (3×1, 5×1 и т. д.).
Можно также добавлять рисунки вышивной платировкой на глади до 4 цветов в одном ряду + основа.
Также рисунки перекидной платировкой или прессовым переплетением.
Иглы риппшайбы позволяют производить носки с двойным бортиком.
Кроме того, на всех диаметрах цилиндра дополнительно можно установить устройство для зашивки мыска Rimaglio, которое выполняет кеттлевку носка «петля в петлю».
Благодаря установке соответствующих дополнительных устройств, автомат может производить колготки из шерсти или хлопка
IDEA J TERRY — это скоростной одноцилиндровый автомат с иглами в риппшайбе, с полным электронным контролем, который предназначен для производства чулок и носков настоящим ластиком с фигурным плюшем. Механизм отбора плюша на автомате позволяет переходить с глади на полуплюш, полный плюш на одном и том же носке полностью автоматически. Кроме того, есть устройство для плюша, которое позволяет вязание как сэндвич-плюша, так и нормального плюша на одном и том же носке, без какого-либо механического вмешательства. Автомат представлен в двух версиях: IDEA J TERRY и IDEA J TERRY S. Версия IDEA J TERRY вяжет в две системы как на плюше, так и на ластике, кроме того, по заказу можно приобрести устройство, которое позволяет отбор плюша в обеих системах, благодаря чему можно изготовить носок фигурным плюшем в двух цветах.
Характеристики этих версий представлены в нижеследующей таблице:
IDEA J TERRY
IDEA S S TERRY
двухсистемный, 9 групп отбора. Отбор плюша в обеих системах
односистемный, 9 групп отбора. Отбор плюша
бортик, выполненный ластиком 1×1
да
да
двойной бортик
да
да
вышивная платировка
6 цветов в одном ряду +основа
5 цветов в одном ряду +основа
вышивная платировка на резинке
5 цветов в одном ряду +основа
5 цветов в одном ряду +основа
перекидная платировка в сочетании с вышивной
5 цветов в одном ряду +основа
5 цветов в одном ряду +основа
рисунки, выполненные сеточкой с протянутой петлей, в двух системах
опция
нет
жаккардовые рисунки на глади
2 цвета в одном ряду
нет
вязание настоящим ластиком 1×1, 3×1, 5×1 и т. д.
да
да
фигурный плюш в сочетании с вышивной платировкой
5 цветов
5 цветов
трехмерный рисунок
опция (по заказу)
опция (по заказу)
Диаметр: 3, 3¼, 3½, 3¾, 4″
Количество игл: 72 – 240
Класс иглы: 24, 36, 48, 54
Максимальная скорость: 250 оборотов в минуту
Скорость на реверсе: 200 циклов в минуту
Размеры (см): 130 X 150 X 235
Регулировка петель с помощью пошаговых моторов
Автоматическое сужение на всех участках
Движение цилиндра с помощью бесщеточного мотора brushless
Возможность хранения в памяти машины большого количества артиклей и рисунков
Возможность сцепления до 4 различных артиклей
Изменения программ или параметров на машине на ходу
Загрузка программы через USB-ключ или сеть
Источник бесперебойного питания
Датчик на проход носка
Все валы вращаются на роликовых или шариковых подшипниках
Механизм зашивки мыска
Универсальный платиновый колпак
Устройство для отбора плюша и во второй системе
Зажим для непокрытой лайкры
Механизм подачи второго цвета резинки
Устройство для создания подследников (Footie)
Устройство позитивной подачи пряжи LGL
Устройство активной подачи пряжи ULTRAFEEDER (BTSR)
Система контроля прохождения пряжи (BTSR Smart 64)
Шпулярник горизонтальный или вертикальный
Связь через локальную сеть (проводная или беспроводная)
Программа контроля производства SK-MON
Программное обеспечение ART-GEN
Автомат оснащен механизмом для отбора плюша, который позволяет производить носки фигурным плюшем в сочетании с вышивной платировкой до 5 цветов в ряду или фигурным плюшем (до 5 цветов) с зонами глади и перекидной платировки.
Изготавливает носки фигурным плюшем с добавлением усиления плюшевой зоны по контуру вязания.
Отбор плюша производится как с обрезкой, так и без обрезки пряжи основы между зоной плюша и зоной глади.
Кроме того, двухсистемный автомат может производить носки фигурным плюшем в двух цветах.
Оснащенная иглами в риппшайбе и устройством для плюша, модель IDEA J TERRY хорошо подходит как для производства спортивных носков, так и классических носков с настоящим ластиком и плюшем.
При вязании классического носка используются характерные комбинации вышивной платировки с настоящим ластиком, также с возможностью вязания следа или любой другой части носка, плюшевым переплетением.
Возможность выполнять рисунки вышивной платировкой до 6 цветов в ряду + основа, можно добавлять рисунки различного типа на носке. Располагая в общей сложности 16 цветами, достаточно легко выполнить обрезку всех внутренних ниток, в том числе в сложных рисунках. Это позволяет получить эстетически красивый внешний вид носка с любым рисунком.
Двойной бортик провязывается без какого-либо механического вмешательства. Таким образом, можно получать части носка с вставкой резинки и вышивной платировкой до 5 цветов в ряду + основа. Подобные характеристики используются для производства баскетбольных и теннисных носков.
Отбор плюша позволяет на одном и том же носке применять три вида плюша, например: только в передней части носка, только на следу и на всех иглах.
Другая характеристика дополнительного устройства для отбора плюша – это возможность перехода от сэндвич-плюша на нормальный плюш даже на одном и том же носке.
Кроме того, автомат может выполнять в одном и том же петельном ряду, как нормальный плюш, так и сэндвич-плюш (например, след – нормальный плюш и верхняя часть ступни – сэндвич-плюш).
Благодаря игольной риппшайбе и возможностям механизма отбора плюша автомат подходит для производства футбольных гетр, в частности модель 404 (диаметр 4″). Специальные кулирные клинья позволяют футбольным гетрам растягиваться в паголенке до 36—38 см.
Двухсистемный, автомат может производить жаккардовые носки в два цвета на основе кулирной глади. В этом случае можно добавить рисунок вышивной платировкой в 5 цветов в одном ряду, нанеся его сверху на жаккардовый рисунок.
Кроме того, можно создать рисунок прессовым переплетением. При помощи соответствующих дополнительных устройств автомат может производить колготки из шерсти или хлопка.
Кроме того, на всех диаметрах цилиндра дополнительно можно установить устройство для зашивки мыска Rimaglio, которое выполняет кеттлевку носка «петля в петлю».
Автоматы для производства спортивных носков высокого качества
IDEA TWIN LAYER — это одноцилиндровый автомат с иглами в риппшайбе, с полным электронным контролем, который предназначен для производства чулок и технических спортивных носков с двойным полотном (двойной носок) за счет запатентованного устройства, использующего иглы цилиндра для производства внешнего слоя и иглы риппшайбы для производства внутреннего слоя, отделенного от внешнего. Оба полотна, составляющие носок, изготавливаются одновременно и при желании могут быть соединены, чтобы избежать таким образом переход между внутренним и внешним полотном . Эта характеристика вместе с тем, что оба полотна могут производиться из разных видов пряжи, а также с возможностью выполнения фигурного плюша на внешнем полотне, позволяют производить «технические» носки с характеристиками, до сих пор еще никем не реализованными. Кроме того, обрезанные нити для рисунка (которые обычно остаются внутри носка) в этом случае находятся между двумя полотнами, что гарантирует комфорт, а носок идеально прилегает к ноге. Техника двойного полотна также может быть использована для производства носков с внутренним карманом. Механизм отбора плюша позволяет вязать как сэндвич-плюш, так и нормальный плюш на одном и том же носке, без какого-либо механического вмешательства. Кроме того, возможен автоматический переход с глади на полуплюш и на полный плюш.
Характеристики этих версий представлены в нижеследующей таблице:
двухсистемный, 9 групп отбора. Отбор плюша в обеих системах
бортик, выполненный ластиком 1×1
да
двойной манжет
да
вышивная платировка
5 цветов в одном ряду +основа
вышивная платировка на резинке
5 цветов в одном ряду +основа
перекидная платировка в сочетании с вышивной
5 цветов в одном ряду +основа
рисунок сеточкой с протянутой петлей в двух системах
опция
жаккардовые рисунки на глади
2 цвета в одном ряду + 5 цветов
вязание настоящим ластиком 1×1, 3×1, 5×1 и т. д.
да
фигурный плюш 2 цветами
опция
фигурный плюш в сочетании с вышивной платировкой
5 цветов в одном ряду +основа
Количество игл: 72 – 132
Класс иглы: 24, 36
Максимальная скорость: 220 оборотов в минуту
Скорость на реверсе: 220 циклов в минуту
Размеры (см): 130 X 150 X 235
Регулировка петель с помощью пошаговых моторов
Автоматическое сужение на всех участках
Движение цилиндра с помощью бесщеточного мотора brushless
Возможность хранения в памяти машины большого количества артиклей и рисунков
Возможность сцепления до 4 различных артиклей
Изменения программ или параметров на машине на ходу
Загрузка программы через USB-ключ или сеть
Источник бесперебойного питания
Датчик на проход носка
Все валы вращаются на роликовых или шариковых подшипниках
Механизм зашивки мыска
Зажим для непокрытой лайкры
Механизм подачи второго цвета резинки
Устройство для создания подследников (Footie)
Устройство позитивной подачи пряжи LGL
Устройство активной подачи пряжи ULTRAFEEDER (BTSR)
Система контроля прохождения пряжи (BTSR Smart 64)
Шпулярник горизонтальный или вертикальный
Связь через локальную сеть (проводная или беспроводная)
Программа контроля производства SK-MON
Программное обеспечение ART-GEN
Так как машина IDEA TWIN LAYER основана на модели IDEA J TERRY, она имеет те же ТЕКСТИЛЬНЫЕ ВОЗМОЖНОСТИ. Кроме всего этого, с помощью игл риппшайбы и запатентованного устройства, вмонтированного в риппшайбу, автомат производит двойные носки, то есть фактически можно вязать одновременно две разные структуры носка, одна внутри другой. Внешний носок вяжется обычным способом — иглами цилиндра, в то время как внутренний изготавливается с помощью игл риппшайбы.
За счет этого можно использовать совершенно разные виды пряжи. Пряжу одного вида — для вязания внешней части носка, совершенно другого – для вязания внутренней (например: шерсть и хлопок), что открывает новые возможности в области создания технических спортивных носков.
Двойная структура может распространяться на протяжении всего носка таким образом, что два полотна соединяются на бортике, пятке и в мыске, что позволяет избежать скольжения внутренней части по верхней.
Возможно также производство носков, имеющих двойной слой только в какой-то определенной части, например в ступне.
Довольно интересное применение — это возможность провязывания внутреннего кармана на носке, в частности карман для щитка, выполненном на футбольном гетре.
Можно изготовит двойные карманы или усиления по желаемому контуру, внесенные в любой части паголенка и/или ступни.
Кроме того, есть возможность оснащения машины функцией «Поднятие петель», которая позволяет поднимать петли чулка одну за другой. Кроме того, на всех диаметрах цилиндра дополнительно можно установить устройство для зашивки мыска Rimaglio, которое выполняет кеттлевку носка «петля в петлю».
Мужские и женские компрессионные и профилактические носки. В том числе носки для часто летающих на самолете и проводящих много времени в автомобиле или в офисе
IDEA MEDICAL — ээто скоростной одноцилиндровый автомат с иглами в риппшайбе, с полным электронным контролем, для производства медицинских чулок и носков со степенью сдавливания 1–2–3 настоящим ластиком или гладью. Автомат работает в 2 системы, как на глади, так и на ластике. Градуирование компрессии производится за счет автоматического сужения, возможного на всех пошаговых моторах, в том числе и градуирование подачи покрытой эластичной нити.
Характеристики этих версий представлены в нижеследующей таблице:
двухсистемный, 8 групп отбора
бортик, выполненный ластиком 1×1
да
двойной бортик
да
возможность добавлять или , ввязывать эластик игла в иглу
да
вышивная платировка на резинке
5 цветов в одном ряду +основа
перекидная платировка в сочетании с вышивной
5 цветов в одном ряду +основа
рисунок, выполненный сеточкой, с протянутой петлей в двух системах
да
вязание настоящим ластиком 1×1, 3×1, 5×1 и т. д.
да
Количество игл: 180 – 320
Класс иглы: 48, 54, 70
Максимальная скорость: 300 оборотов в минуту
Скорость на реверсе: 260 циклов в минуту
Размеры (см): 130 X 150 X 235
Регулировка петель с помощью пошаговых моторов
Автоматическое сужение на всех участках
Движение цилиндра с помощью бесщеточного мотора brushless
Возможность хранения в памяти машины большого количества артиклей и рисунков
Возможность сцепления до 4 различных артиклей
Изменения программ или параметров на машине на ходу
Загрузка программы через USB-ключ или сеть
Источник бесперебойного питания
Датчик на проход носка
Все валы вращаются на роликовых или шариковых подшипниках
Механизм зашивки мыска
Зажим для непокрытой лайкры
Механизм подачи второго цвета резинки
Устройство позитивной подачи пряжи LGL
Устройство активной подачи пряжи ULTRAFEEDER (BTSR)
Система контроля прохождения пряжи (BTSR Smart 64)
Шпулярник горизонтальный или вертикальный
Связь через локальную сеть (проводная или беспроводная)
Программа контроля производства SK-MON
Программное обеспечение ART-GEN
Каковы преимущества автомата MEDICAL по отношению к конкурентам?
BUSI MEDICAL имеет различные преимущества по отношению к другим подобным автоматам, предлагаемым на сегодняшний день на рынке.
1. Наш автомат может использовать иглы риппшайбы для производства компрессионного носка настоящим ластиком 1×1. Никакой другой автомат на рынке не может предложить подобной характеристики.
2. Наш автомат может быть оснащена устройством RIMAGLIO для кеттлевки мыска «петля в петлю». Никакой другой автомат на рынке не может предложить подобной характеристики. Этот фактор крайне важный, так как медицинские носки, как правило, ДОЛЖНЫ быть зашиты петля в петлю, и такая кеттлевка требует дорогого и трудоемкого высоко специализированного ручного труда, к тому же его трудно найти.
3. Наш автомат может выполнять рисунки вышивной платировкой до 5 цветов, а также добавлять надпись на носке как, например, размер или логотип клиента. У автоматов, производимых конкурентами, возможности выполнения рисунков более ограниченные.
Благодаря все вышеуказанным элементам автоматы BUSI MEDICAL более приспособлены для производства компрессионного носка ВЫСОКОГО КАЧЕСТВА, кроме того у них более привлекательная цена, по отношению к конкурентам в том же сегменте рынка. Механизм зашивки мыска обеспечивает получение полностью готового изделия в короткие сроки.
BUSI
конкуренты
Возможность производить медицинский носок настоящим ластиком
Возможность производить медицинский носок настоящим ластиком
Возможность производить медицинский носок с рисунком вышивной платировкой до 5 цветов
Благодаря иглам в риппшайбе автомат может производить носки настоящим ластиком 1×1 с вплетённой эластичной нитью для получения компрессии.
Так же, возможно использовать иглы риппшайбы для производства носков с двойным бортиком и вплетённой эластичной нитью.
Благодаря возможности вязать перекидную платировку в две системы на глади или на участке прокладывания резинки можно получить различные эффекты рисунка.
Кроме того, можно еще и добавлять рисунки вышивной платировки до 5 цветов на базе глади с прокладыванием резинки в одной системе.
Различные комбинации диаметра и количества игл позволяют выполнять разные размеры, сохраняя при этом все требуемые значения компрессии.
Кроме того, на всех диаметрах цилиндра дополнительно можно установить устройство для зашивки мыска Rimaglio, которое выполняет кеттлевку носка «петля в петлю».
Если вы приобретаете стандартный автомат без функции зашивки мыска, то вам понадобится автомат ложной кеттлевки для зашивки мыска.
Формировочное оборудование
В зависимости от количества имеющихся чулочно – носочных автоматов, необходимости достижения определенного качества формирования готовых изделий, мы предлагаем два вида формировочного оборудования.
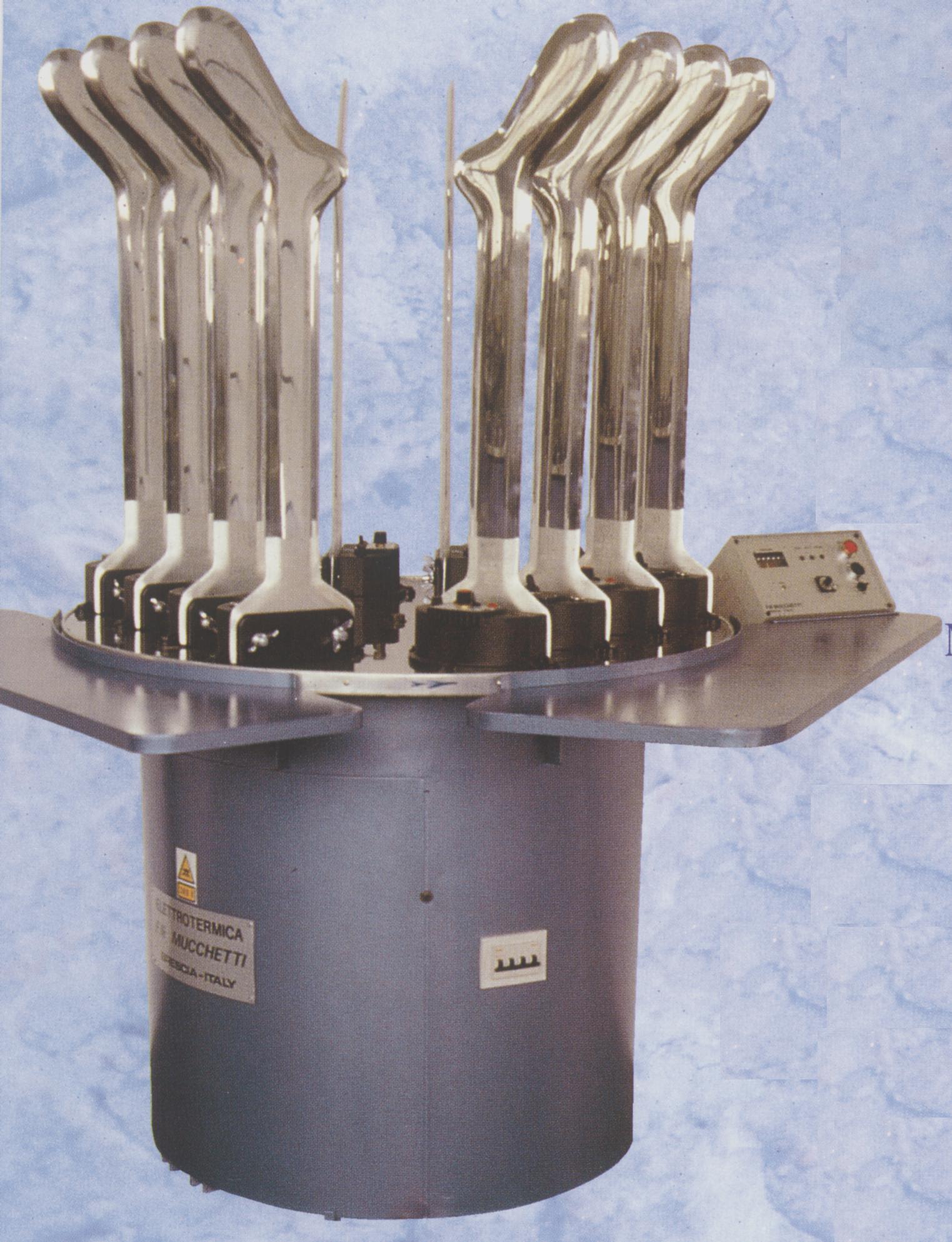
Формировочное оборудование производства фирмы Mucchetti, Италия.
Модель. ROTOSTIRO R12/E-R24/E
При использовании машины ROSTORIROS оператор может работать в то время, пока формы временно не двигаются. Так или иначе, перерыв в работе может быть установлен с помощью панели управления, которая позволяет нам увидеть, сколько точно пар было отработанно. Температура форм поддерживается точной и неизменной с помощью автоматической электронной регулировки. Электрические формы позволяют придать форму изделию при любом типе пряжи, и кроме того, это подходит для акриловой пряжи, потому что мы можем придавать форму при температуре 60 С. Панель управления, кроме настройки температуры, дает возможность установить перерыв в работе и задать точный размер паголенка.
Очень важный показатель этой машины — низкое потребление электроэнергии. Машина потребляет в 2 раза меньше электроэнергии по сравнению с аналогичными машинами (с традиционными электрическими формами) Два работника могут производить 60 дюжин в час. Эта машина также подходит для формировки плотных и влажных носков. Машина ROTOSTIROS R/12E сделана из качественных материалов и не требует специфического обслуживания и смазывания. Эта машина снабжена специальной зашитой мотора и электронной системы от попадания влаги. Предоставляется специальная гарантия сроком на 2 года.
Несмотря на кажущуюся простоту или примитивность такой машины, при умелом подходе можно достичь довольно высокого качества формировки готовых изделий как классических тонких, так и спортивных носков при относительно невысокой продолжительности формировки каждого изделия.
Главное условие при применении такой машины – использование полупромышленной, или промышленной центрифуги для подготовки носочных изделий для формировки. При использовании центрифуги заказчик должен достигнуть процента остаточной влажности на изделиях в размере 15-20 %%.
Далее осуществляется формировка. Продолжительность формировки каждого ассортимента подбирается в отдельности. Продолжительность формировки в значительной мере зависит от типа пряжи из которой изготовлены чулочно – носочные изделия и подбирается опытным путем.
CORTESE 845 M — HS (Высокая Скорость) 40 носков в минуту
Машина для полной автоматической высококачественной формировки носков. 845 M-HS это последняя инновационная формировочная машина в мире которая позволяет иметь самое длительное время обработки в паровой камере при наиболее коротком цикле. Оснащена паровой камерой (давление до 3 атмосфер). Оснащена специальными автоматическими ремнями которые фиксируют, разравнивают и удерживают продукцию предотвращая складки и перекручивание носков.
Габариты:
2400 mm ШИРИНА
3950 mm ДЛИНА
2100 mm ВЫСОТА
2300 Кг. ВЕС
Скорость: максимально 40 носков в минуту с двумя операторами, 1200 пар в час.
Вы можете работать как с тонкими носками, так и с толстыми спортивными одновременно, как вы можете увидеть на видео в приложении.
Важно, что машина полностью механическая, работает без воздушных цилиндров, что означает простоту в обслуживании и долгий срок службы.
ВИДЕО презентация:
(PHOTOS FROM CORTESE)
МАШИНА МОДЕЛИ 845M—HS
За последние четыре года фирма CORTESE продала очень много машин , 845 серии, в 40 странах мира. Например, на видео в приложении вы можете увидеть фабрику которую фирма CORTESE оснастила в США, и это один из крупнейших заказчиков (Kaiser Roth U.S.A. часть Golden Lady Group) который купил 80 машин модели. 845 M — HS.
Машины в производстве:
Alpin
Kaiser Roth USA
Схема
Машина может быть укомплектована в двух вариантах: 1 – базовая комплектация 2 – комплектация с попарным укладчиком и дальнейшим соединением с упаковочным пространством.
1 – Базовая комплектация
Оператор должен собрать воедино пары носков, которые выходят с конвейера выгрузки, чтобы подготовить их для упаковки
2 – Комплектация с попарной укладкой и дальнейшим соединением с упаковочным пространством
Укладчик автоматически выкладывает носки на конвейер выгрузки. Оператор может решить, сложить одну пару, или различное число пар, просто изменив настройки в панели управления.
Схема базовой версии
Схема с укладчиком и областью упаковки
Детали:
область загрузки
паровая камера 1 сек откр./закр.
вид сверху 2 сек формировка
устройство выталкивания (конвейер выгрузки)
устройство выталкивания (конвейер выгрузки)
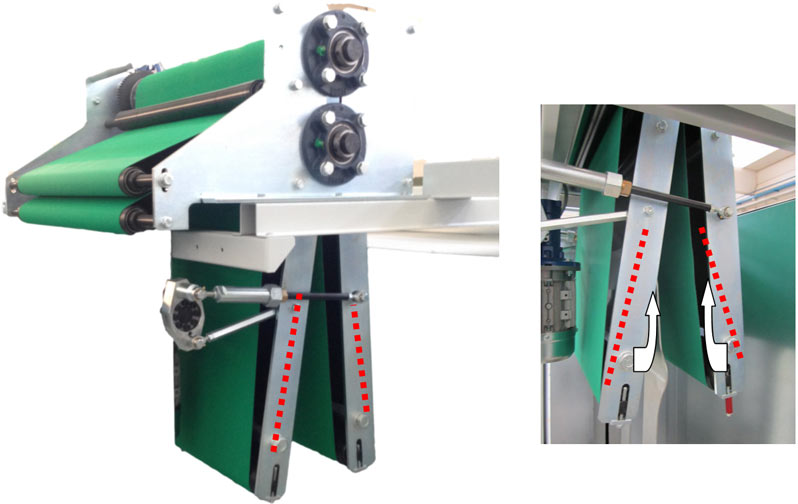
Описание: устройство выгрузки отформированных носков
Это наше инновационное устройство выгрузки отформированных носков:
Есть два зеленых конвейера, которые синхронно движутся, чтобы вытолкнуть носки; затем, внутри зеленых конвейеров есть две черные металлические пластины (по одному для каждой из сторон), которые имеют функцию давления на конвейеры и, как следствие, давят на формы.
Носки (на формах), которые выходят из паровой камеры и которые по-прежнему слегка теплые, прижимаются этим устройством благодаря металлическим пластинам.
В этом случае нет необходимости в каком-либо другом прессе, это устройство является прессом само по себе, вы экономите деньги и время.
Автоматы для формировки и последующей упаковки гольф, чулок, плотных и тонких эластичных колготок с использованием перегретого пара. Производство фирмы TINARELLI, Италия.
Формировочное оборудование
CF4
Автомат для формировки женских чулок и колготок.
Подробнее
CF4 G
Автомат для фиксации паром детских колготок.
Подробнее
CF5
Полностью автоматическая машина для формировки плотных х/б колготок и плотных колготок из синтетических материалов с выгрузочным конвейером, который может быть соединен с полностью автоматической упаковочной линией.
Подробнее
CF6
Полностью автоматическая машина для формировки колготок в двух вариантах: с о стопой или прямые формы. С очень быстрой заменой.
Подробнее
CF7
Автомат для формировки гольф и чулок без силиконовой вставки.
Подробнее
CS2
Простейшая полуавтоматическая формировочная машина по формировке гольф.
Подробнее
Упаковочное оборудование
B50
Автомат для упаковки колготок в картонные пакеты.
Подробнее
C15
Автомат для упаковки детских плотных гольф, леггинсов и колготок.
Подробнее
FC30
Автомат для упаковки предварительно упакованной продукции в картонные коробки.
Подробнее
IM-IM2-IM3
Автоматы по упаковке гольф, чулок и колготок – модели IM1-IM2-IM3.
Подробнее
MICROPACK GL-1+
Aвтомат по упаковке гольф и колготок в картонные коробки (по одной или несколько пар).
Подробнее
MIKROPACK SL 1
Упаковочная машина для белья и безшовного трикотажа.
Подробнее
MIKROPACK SL 1-P
Подробнее
MIKROPACK SL-G
Автомат для упаковки гольф, чулок и колготок в Картонные коробки с ручной загрузкой одним-двумя операторами.
Подробнее
Существует несколько моделей по формировке и дальнейшей упаковки (в том числе и дальнейшей упаковке)гольф, подследников, чулок, плотных и тонких женских колготок. А также значительное количество комбинаций и сочетаний упаковка+формировка .
Поэтому мы предлагаем Вам посетить соответствующий раздел нашего сайта, чтобы выбрать наиболее подходящую Вам модель, или проконсультироваться с нашей фирмой по телефону.
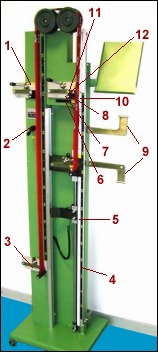
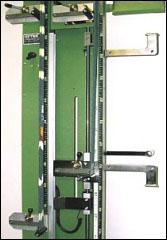
Оборудование для контроля размеров мужских, женских, детских носков и колготок CETME
1. Держатель мыска изделия (колготок) 2. Рычаг контроля (вверх/стоп/вниз) 3. Держатель мыска изделия (колготок) 4. Длина паголенка (см.черная шкала) 5. Белая шкала: общая длина – длина торса 6. Ручное перемещение 7. Утяжелитель (4,65 кг) 8. Держатель для: A) борт колготки; B) мысок носка 9. Формы растяжения 10. Метка (подвиж. Изм-я длины следа/паголенка) 11. Идентификатор общей длины изд-я (см.белая шкала) 12. Держатели
ЭЛЕКТРИЧЕСКОЕ УСТРОЙСТВО КОНТРОЛЯ ДЛИНЫ ИЗДЕЛИЙ (в наличие также мех. версия)
ЭЛЕКТР.УСТР-ВО ИЗМЕРЕНИЯ служит для контроля длины(след-паголенок-общая длина) и растяжимости/ширины(след-икра-паголенок-резинка и т.д.) всех видов носков (и женских плотных колготок мод.315), изготовленных из шерсти, хлопка, акрила и т.д. – используется для контроля размеров в вязальном или выпускном цехах. Размеры проверяются при помощи операции растяжки изделия при помощи предвиг. с постоянной скоростью группы-тележки(станд.вес 4,65кг), которое регулируется электр. моторами, работающими от заряжающихся батарей. Доступные модели: * мод. 315 – для носков-чулок-плотных колготок * мод. 115 – для носков-чулок
Технические характеристики
Станд.вес оттяжки
4,65кг
Макс.длина изделий мод. 315
315см
Макс.длина изделий мод.115
115см
Миним.ширина изделий
12см
Движение группы-оттяжки
регулируется электр. моторами, работающими от заряжающихся батарей
Авт.режим работы
прим.8час.(работает и во время перезарядки!)
Напряжение
12 Вольт – с батареями
Мех. версия
оттяжка вручную
Не требует подключения к электр. сети, можно свободно перемещать по вяз. цеху
Мех. версия
данное устр-во может поставляться без мотора и батарей
ИЗМЕРЕНИЕ ШИРИНЫ: пример Ширина паголенка = 19см (белая шкала/ метка.)
ИЗМЕРЕНИЕ ДЛИНЫ НОСКА: пример Длина следа: 26,5см (бел. шкала- идентификатор) Длина паголенка: 26см (чер.шкала сбоку) Общая длина : 52,5см (бел.шкала- идентификатор)
ИЗМЕРЕНИЕ ДЛИНЫ КОЛГОТКИ (шерсть/хлопок, и т.д.: пример — Длина стопы: 20см (cоотн.пятка/чер.шкала слева) — Длина паголенка: 215см (чер.шкала справа) — Длина торса: 59см (бел.шкала- идентиф.передв — Общая длина: 274см (бел.шкала- идентификатор) N.B. — Начиная от держ. 3 : бел.шкала + 2м — Начиная от держ. 1: бел.шкала + м — Начиная от держ. 12: бел.шкала
После того, как изделие связано, и отформировано, настал момент , при необходимости его промаркировать и упаковать в упаковку, в которой он будет отгружен в торговую сеть. Здесь существует множество видов как принтеров этикеток на попарно упакованные изделия, как термопечати на носках, так и упаковки готового изделия. Рассмотрим данные виды оборудования, которые придают неповторимый товарный вид изделию и являются его «одеждой».
3. ПРОИЗВОДСТВЕНОЕ ПОМЕЩЕНИЕ
Площадь производственного помещения рассчитывается исходя из наличия следующих подразделений:
Производственный цех.
Компрессорная.
Художественная мастерская.
Склад сырья (пряжи).
Склад/мастерская РМО.
Склад готовой продукции.
Помещения для производственного персонала (душевая, шкафы для одежды, туалетные комнаты, и т.д)
Помещение для руководящего персонала.
1. Производственный цех.
Площадь всех помещений рассчитывается исходя из габаритных и весовых данных на технологическое оборудование, так и исходя из действующих санитарных норм.
Высота потолков производственных помещений не должна быть ниже 3,5 метра.
Полы – железобетонные, промышленные рассчитанные на соответствующую распределенную нагрузку.
Необходимо оснащение производственного помещения принудительной приточно – вытяжной вентиляцией.
Отдельно необходимо обратить внимание на обеспечение производства сжатым воздухом и электроэнергией.
Расчет потребления сжатого воздуха производят исходя из максимального потребления его при полностью включенном оборудовании плюс 15%, то есть если у Вас установлено 20 носочных автоматов, каждый из которых потребляет 50 литров сжатого воздуха в минуту, то Вам потребуется для них компрессор с выходной производительностью
1.150 литров в минуту. Таким же образом рассчитывается необходимая производительность компрессора и для других видов оборудования.
Расчет подведенной мощности электроэнергии осуществляется таким же образом.
Следует учитывать, что при постоянных колебаниях уровня напряжения более, чем на 30 вольт, необходима установка общего или индивидуально для каждого вида оборудования стабилизатора напряжения
Необходимо учитывать, что для современных чулочно – носочных автоматов необходим подготовленный сжатый (магистрально подготовленный) воздух.
Это означает, что на выходном патрубке компрессора должны быть установлены:
пылеотделитель,
влагоотделитель (влагоосушитель),
маслоотделитель,
охладитель.
Для любого производства, которое имеет более пяти автоматов мы рекомендуем использование только винтового компрессора. И покупать компрессор нужно только у поставщика, который имеет свой сервис, так как винтовые компрессоры требуют периодического технического обслуживания.
3. Художественная мастерская
Помещение абсолютно необходимое для продвинутых производителей.
От деятельности этого подразделения во многом зависит успех чулочно – носочного производства. Здесь должны быть сосредоточены лучшие как технические, так и дизайнерские силы. Персонал художественной мастерской, исходя из современных как краткосрочных, так и среднесрочных потребностей рынка изделий, должен отслеживать тенденции моды и внедрять в производство новые артикулы изделий. Это как бы мини – производство, на котором отрабатываются как типы пряжи для вязания изделий, так и технологии их изготовления. Художественная мастерская необходима как при самостоятельной разработке рынка, так и при работе под заказчика. Оборудование в мастерской должно содержаться в идеальном состоянии. Оснащение мастерской осуществляется каждым производителем строго индивидуально и поэтому здесь мы не можем дать каких – либо конкретных рекомендаций.
В соответствии с существующими техническими нормами пряжа, используемая для нужд помещения должна быть складирована на стеллажах, без штабелирования (или со штабелированием в соответствии с допускаемыми нормами фирмы – производителя), так как штабелирование может нарушить структуру намотки пряжи на бобины и, как следствие, пряжа будет непригодна для дальнейшего использования в производстве.
Температура в складском помещении не должна быть ниже 18 и не выше 26 градусов С.
Относительная влажность 50-60 % (+/- 10%).
5. Технический и технологический персонал.
При подборе персонала при организации производства необходимо учитывать, что все современное технологическое оборудование требует наличие у обслуживающего персонала как минимум среднего опыта по обслуживанию машин и аппаратов используемых в текстильной и легкой промышленности. Необходимо знание компьютера на уровне стандартных программ под Windows (Word, Exel,), навыки работы в сети Интернет. При необходимости, обучение, подготовку, переподготовку технического персонала как вновь организуемого, так и действующего производства мы производим как в нашем сервисном центре, так и на фирме – изготовителе технологического оборудования.
4. СНАБЖЕНИЕ И СБЫТ
Снабжение определяет сбыт и сбыт определяет снабжение.
Начнем с объяснения стандартной здравой логики действий начинающего производственника-предпринимателя в двух вариантах:
При самостоятельной проработке рынка чулочных изделий.
При организации производства готовых изделий по требованиям конкретного заказчика.
При самостоятельной проработке рынка чулочно – носочных изделий.
Хочу производить ассортимент изделий, которые будут пользоваться устойчивым всесезонным спросом в заданном регионе продаж.
Закупаю для изучения готовые изделия, которые пользуются спросом в обрабатываемом регионе.
Провожу анализ технологии изготовления изделий и необходимого для их изготовления ассортимента пряжи.
Произвожу закупку опытной партии пряжи.
Направляю в оптово-розничную сеть.
Анализирую результаты реализации.
Принимаю решение о массовом выпуске данного артикула изделий.
Параллельно провожу освоение новых моделей для дальнейшего расшрения ассортимента выпускаемой продукции.
Провожу обработку других регионов, как самостоятельно, так и через дилерскую сеть.
При организации производства готовых изделий по требованиям конкретного заказчика.
В данном случае существует также два варианта работы:
Работа по ассортименту, который востребован каким – либо оптовым заказчиком, без оговаривания дополнительных условий с его стороны.
Изготовление конкретных артикулов по моделям предоставленным заказчиком.
В данном случае конкретный заказчик при предоставлении конкретной модели чулочно – носочных изделий изготовителю может жестко оговорить, что производитель не имеет права изготавливать аналогичные артикулы изделий для какого – либо другого заказчика. Как правило, так работают крупные производственно-тоДрговые фирмы, имеющие известный торговыДДй знак (брэнд) на рынке. И такая практика широко распространена в России.
Умелое сочетание этих двух подходов в первоначальной стадии организации произвот наш многолетний мониторанизации и развития производств на территории России, позволяет предпринимателю уже через три — четыре года с момента организации первого производства, увеличить парк чулочно – носочных автоматов в арифметической прогрессии.
Мы надеемся, что приведенный в данном разделе материал позволит Вам выбрать качественное, надежное оборудование, которое будет служить Вам долгие годы.
А с нашей помощью мы поставим, смонтируем, запустим в производство выбранное Вами оборудование и обучим Ваш персонал, как правильно с ним обращаться .




























































 обеспечивает получение полностью готового изделия в короткие сроки.
обеспечивает получение полностью готового изделия в короткие сроки.