- Ремонт роторов с короткозамкнутой обмоткой
- Увеличение времени пуска.
- Удаление поврежденных стержней из пазов.
- Пайка медных стержней.
- Ремонт обмоток
- Определение пригодности обмоток
- Ремонт обмоток статоров
- Изготовление изоляции и укладка мягкой всыпной обмотки асинхронного электродвигателя
- Замена катушки с поврежденной изоляцией
- Ремонт обмоток роторов
- Ремонт обмоток якорей
- Ремонт полюсных катушек
- Сушка, пропитка и испытания обмоток
Ремонт роторов с короткозамкнутой обмоткой
У короткозамкнутых роторов асинхронных электродвигателей наиболее часто наблюдается повреждение беличьей клетки, выражающееся в ослаблении стержней в пазу, нарушении контакта в местах пайки стержня с короткозамыкаюшими кольцами, образовании трещин и обрывов стержней.
Ослабление крепления стержня в пазу приводит к увеличению его вибрации, что вызывает знакопеременные деформации, в результате которых образуются трещины в месте выхода стержня из паза и в местах соединения с короткозамыкающими кольцами. Эти трещины могут привести к надлому стержня, а надорванные концы стержня, изгибаясь под действием центробежных сил, могут повредить изоляцию лобовых частей. Такие повреждения характерны для электродвигателей, имеющих большое число пусков.
У некоторых типов электродвигателей наблюдается повышение вибрации из-за ослабления крепления или поломки распорных клиньев стержней обмотки ротора. Выявление этих дефектов производится при разборке электродвигателя.
На работающем электродвигателе на наличие в беличьей клетке оборванных стержней указывают следующие признаки.
Увеличение времени пуска.
У агрегатов с тяжелым пуском электродвигатель может вообще не развить номинальной частоты, а если оборвано несколько стержней, то даже не тронуться с места.
Усиление вибрации, вызываемой асимметрией магнитных потоков ротора и появлением дополнительных сил одностороннего магнитного тяжения.
Появление шума, не характерного для нормальной работы электродвигателя данного типа, также свидетельствующее о нарушении симметрии магнитных потоков.
При обрыве одного-двух стержней вышеуказанные признаки могут проявляться очень слабо, что практически затрудняет обнаружение по ним дефекта беличьей клетки. Поэтому обнаружение неисправностей производится осмотром ротора.
При осмотре короткозамкнутых обмоток следует обращать внимание: на наличие цветов побежалости и подгары на короткозамыкающих кольцах в местах соединений со стержнями; подгары болтов, соединяющих короткозамыкающие сегменты пусковых клеток; волнообразный изгиб короткозамыкающих колец (или сегментов), появляющийся от неравномерного удлинения отдельных стержней; изгиб концов стержней в направлении вращения ротора, возникающий от скручивания короткозамыкающим кольцом. Такие дефекты могут наблюдаться в роторах с большими окружными скоростями и массивными короткозамыкающими кольцами.
Встречается прогиб выступающих из активной стали концов стержней. Такой дефект могут иметь все или некоторые стержни беличьей клетки как асинхронных, так и синхронных электродвигателей (причем у последних это наблюдается у крайних стержней на каждом полюсе). Среди прочих неисправностей наблюдается также смещение беличьей клетки вдоль оси ротора.
Повреждения без обрыва короткозамкнутой обмотки в процессе эксплуатации ничем себя не обнаруживают. Они могут быть выявлены только при внимательном осмотре короткозамкнутой обмотки в период профилактического ремонта. С особой тщательностью следует вести поиск трещин на выступающих концах стержней, используя при этом оптический, химический (протравливанием подозрительных мест реактивами) или электромагнитный (с помощью приборов) способы.
Определение поврежденных стержней способом, основанным на измерении магнитного потока рассеяния, предполагает, что над стержнями, обтекаемыми током, магнитный поток рассеяния будет иметь максимальное значение, а между пазами над оборванными стержнями — минимальное. При неполном обрыве стержня магнитный поток рассеяния над этим стержнем будет иметь какое-то промежуточное значение. Измерение производят прибором типа ВАФ-85 (вольтамперфазоиндикатор). Питание на короткозамыкающие кольца ротора подается от понижающего трансформатора 220—127/12 В, от вторичной обмотки которого можно получить ток 10—30 А. Магнитный поток рассеяния над стержнями и между пазами измеряют по всей окружности бочки ротора.
Сравнивая относительное изменение магнитного потока рассеяния по пазам, судят об исправности стержней ротора и определяют поврежденные стержни.

Рис. 1. Схема измерения сопротивления стержней
Для определения дефектов паек, трещин и обрывов стержней короткозамкнутой обмотки путем непосредственного измерения активного сопротивления стержней используют микроомметр М-246 и игольчатые щупы, подключаемые к концам стержней в непосредственной близости от места паек их к короткозамыкающему кольцу (рис. 1). О качестве пайки или о наличии трещин и обрывов стержней судят по значению сопротивления. В случае полной исправности стержней и мест паек прибор покажет полное сопротивление всех параллельно включенных стержней ротора. При обрыве стержня (или плохом контакте в месте пайки) прибор измерит сопротивление одного стержня, которое в несколько раз больше сопротивления всей обмотки. Если сопротивление, измеряемое на этом стержне, будет в 1,5 раза и более превышать сопротивление, измеренное на других стержнях, то это будет свидетельствовать о наличии значительных дефектов в стержне или в месте пайки его к короткозамыкающему кольцу.
Повреждение в обмотке ротора может быть выявлено с использованием способа трех амперметров. К обмотке статора, в каждую фазу которого включаются амперметры, подводится напряжение, равное 0,2—0,25 номинального. Ротор медленно поворачивают и определяют максимальное и минимальное значения тока статора по амперметрам. При исправной обмотке ротора ток в фазах статора во всех положениях ротора будет одинаковым, а при обрыве или наличии плохого контакта в местах соединения стержней с короткозамыкающими кольцами будет измеряться в зависимости от положения ротора.
Критерием годности обмотки ротора является соотношение, %:

Если это соотношение не превышает 3%, то обмотка ротора считается исправной.
Следующий способ не требует специальных приборов и может быть применен в любых эксплуатационных условиях. Для нахождения поврежденных стержней ротор несколько выдвигают из статора и надежно предохраняют от проворачивания.

Рис. 2. Прибор с жестким магнитопроводом для отыскания дефектных стержней: 1 — ротор; 2 — магнитопровод; 3 — обмотка трансформатора 
Рис. 3. Прибор с гибким магнитопроводом для отыскания дефектных стержней: 1 — стержни обмотки ротора; 2 — катушка-датчик; 3 — измерительная обмотка; 4 — индикаторный прибор, измеряющий разницу ЭДС; 5 — гибкий магнитопровод
Состояние стержней проверяют с помощью тонкой стальной пластины, поочередно накладываемой на каждый паз так, чтобы перекрылись два соседних зубца ротора. При отсутствии дефекта в стержне (или в месте пайки) пластина будет притягиваться и дребезжать, а над пазом с поврежденным стержнем притяжение и дребезжание значительно ослабнут или вовсе исчезнут. Эту операцию следует производить достаточно быстро, чтобы не допускать перегрева обмоток.
Способ магнитной порошковой дефектоскопии заключается в применении понижающего трансформатора, вторичная обмотка которого способна пропустить ток 300— 500 А при напряжении 1,5—2,5 В, и стальных опилок, которые насыпают на плотный слой белой бумаги, которой предварительно обертывают ротор. При протекании тока по параллельно включенным стержням роторной клетки вокруг каждого стержня создается магнитное поле, под воздействием которого опилки располагаются плотной линией вдоль целых стержней. У стержней, имеющих обрывы, плотность опилок будет резко отличаться.
Кроме вышеуказанных способов отыскание дефектных стержней может быть осуществлено приборами трансформаторного типа с жестким или гибким магнитопроводами (рис. 2, 3).
При ослаблении стержня обмотки ротора в пазу активной стали, если расклиновка уже выполнена и она не дает полного устранения ослабления, дополнительно выполняется расчеканка стержня. Эта операция производится ударами чекана по прямоугольной части стержня в пределах всей длины активной части стали ротора. При расчеканке стержней в крайних пакетах ротора во избежание надлома места спая стержня с короткозамыкающим кольцом между стержнем и нажимной шайбой прокладывают металлическую прокладку.
При ремонте роторов асинхронных электродвигателей с короткозамкнутым ротором в условиях мастерской, оснащенной необходимым станочным парком, может быть произведена полная замена беличьей клетки. Для этих целей стержни обмотки и короткозамыкающие кольца могут быть изготовлены в условиях мастерской или получены от завода-изготовителя электродвигателя.
Удаление поврежденных стержней из пазов.
Способ удаления стержня зависит от его конструкции. Так, стержни бутылочного профиля, плотно сидящие в пазах за счет их расчеканки по всей длине ротора, следует удалять высверливанием сверлами с удлиненным хвостовиком или предварительной прорезкой в стержне продольной щели шириной 2—3 мм. Эту операцию можно выполнить вулканитовым камнем, предназначенным для резки труб. Приспособление устанавливается на каретке, перемещаемой в направляющих, изготовленных из уголка и прикрепленных скобами к обойме вала ротора. Прорезанная щель ослабляет крепление стержня в пазу, и он выбивается из паза на длину 50—80 мм, необходимую для захвата его зажимом, с помощью которого производится полное извлечение стержня из паза.
Частичный ремонт короткозамкнутой обмотки может быть выполнен как в условиях мастерской, так и на месте установки электродвигателя, если для этих целей не требуется станочная обработка стержня и короткозамыкающего кольца.
Пайка медных стержней.
При обнаружении трещин на выступающих из активной стали частях стержней принимают меры к их устранению. Если глубина трещины не превышает примерно четвертой части толщины стержня, то ее заваривают, предварительно вырубив в этом месте углубление на величину, превышающую размер трещины. 
Рис. 4. Пайка медного стержня:
1 — короткозамыкающее кольцо: 2 — вставка; 3 — стержень
Если трещина более глубокая, то стержень разрезают и высверливанием удаляют припаянный к короткозамыкающему кольцу участок. Через образовавшееся в короткозамыкающем кольце отверстие в торце оставшейся в пазу части стержня высверливается отверстие на глубину 6— 7 мм. Диаметр этого отверстия не должен превышать половину диаметра стержня. На место удаленной части стержня устанавливают и припаивают вставку (рис. 4), изготовленную из меди марки Ml и М2. При этом односторонний радиальный зазор а между стержнем и короткозамыкающим кольцом и между торцами ремонтируемого стержня и вставки должен быть равен: 0,2 мм при пайке медно-фосфористым припоем МФ-9; 0,1—0,15 мм — серебросодержащими припоями. Выбор марки припоя определяется условиями эксплуатации (тяжелый пуск) и окружной скоростью. При окружной скорости 50 м/с и более применяют припой ПсР-45. Для двигателей, работающих в более легких условиях, — припой МФ-9.
Перед пайкой производят обезжиривание и травление замыкающих колец. Местное обезжиривание производят чистой ветошью, смоченной в пожаробезопасной моющей жидкости, повторяя эту операцию 3—4 раза. Травление выполняют в течение 15—30 с в растворе концентрированной азотной кислоты с содержанием 250—350 г/л при температуре 20°С. Места травления промывают горячей водой, протирают сухой чистой ветошью и просушивают.
Пайку выполняют ацетилено-кислородным пламенем горелкой №4 или 5. Пайка должна выполняться не позднее чем через 8 ч после травления. В качестве флюса используют буру или флюс № 209. При выполнении пайки второй горелкой поддерживают температуру стержня и короткозамыкающего кольца и после их разогрева. Расплавление припоя производят касанием им наиболее нагретых мест. Не допускают плавления припоя в пламени горелки. Флюс наносят на спаиваемые поверхности разогретым прутком припоя. Пайку вставки с короткозамыкающим кольцом выполняют при вертикальном положении ротора. После пайки зачищают и опиливают соединенные места и проверяют лупой качество пайки. После ремонта ротор балансируют.
Ремонт алюминиевых стержней и короткозамыкающих колец. Участки с трещинами разделывают, как указано на рис. 5. Перед заваркой разделанные места и прилегающие участки шириной 30—40 мм подвергают механической зачистке с предварительным и последующим обезжириванием.

Рие. 5. Пайка алюминиевых стержней:
а — на вылете стержня; б — в месте соединения с короткозамыкающим кольцом; h — по месту (на 1—2 мм больше глубины трещины); в — приварка к кольцу спаренных стержней
Механической зачисткой удаляют плотный слой окиси алюминия. Эта операция выполняется стальной щеткой из проволоки диаметром 0,1—0,15 мм из нержавеющей стали.
Обезжиривание производят пожаробезопасной моющей жидкостью.
Полностью оборванные стержни и стержни с глубиной трещины, превышающей половину его ширины, удаляют из обмотки ротора. Заварку разделки в стержнях толщиной более 10 мм производят с предварительным и сопутствующим подогревом до температуры 100—150 °С. Подогревать можно пламенем ацетиленовой горелки или другим источником тепла. Выборки в стержнях заваривают ручной аргонодуговой сваркой на установке УДТ-501. В качестве присадочного материала применяется электродная проволока марки АО, А1 либо прутки из сплава АК, содержащего 5 % кремния.
Режимы ручной аргонодуговой сварки приведены в табл. 1.
При выполнении сварки рабочее место должно быть защищено от сквозняков, ветра и дождя. Сварка выполняется в нижнем положении, маленькой ванной, не допуская перегрева.
Таблица 1. Режимы ручной аргонодуговой сварки
Ремонт обмоток
Наиболее сложным и ответственным вопросом ремонта электродвигателей является определение пригодности исправных обмоток для дальнейшей работы и установление вида и необходимого объема ремонта неисправных обмоток.
Определение пригодности обмоток
Типичными повреждениями обмоток являются повреждение изоляции и нарушение целостности электрических цепей. О состоянии изоляции судят по таким показателям, как сопротивление изоляции, результаты испытания изоляции повышенным напряжением, отклонения значений сопротивления постоянному току отдельных обмоток (фаз, полюсов и т. д.) друг от друга, от ранее измеренных значений или от заводских данных, а также по отсутствию признаков междувитковых замыканий в отдельных частях обмотки. Кроме того, при оценке учитывают общую продолжительность работы электродвигателя без перемотки и условия его эксплуатации.
Определение степени износа изоляции обмоток проводится на основании различных замеров, испытаний и оценки внешнего состояния изоляции. В отдельных случаях изоляция обмотки по внешнему виду и по итогам испытаний имеет удовлетворительные результаты и двигатель после ремонта сдается в эксплуатацию без ее ремонта. Однако, проработав небольшое время, машина выходит из строя по причине пробоя изоляции. Поэтому оценка степени износа изоляции машины является ответственным моментом в определении пригодности обмоток.
Признаком теплового старения изоляции является отсутствие ее эластичности, хрупкость, склонность к растрескиванию и изломам при довольно слабых механических воздействиях. Наибольшее старение наблюдается в местах повышенного нагрева, удаленных от наружных поверхностей изоляции. В связи с этим для исследования теплового износа изоляции обмоток необходимо местное вскрытие ее на полную глубину. Для исследования выбирают участки небольшой площади, расположенные в областях наибольшего старения изоляции, но доступные для надежного восстановления изоляции после вскрытия. Для обеспечения достоверности результатов исследования мест вскрытия изоляции должно быть несколько.
При вскрытии изоляцию исследуют послойно, многократно изгибая снятые участки и осматривая их поверхность через лупу. При необходимости сравнивают одинаковые образцы старой и новой изоляции из того же самого материала. Если изоляция при таких испытаниях ломается, шелушится и на ней образуются множественные трещины, то она должна быть заменена полностью или частично.
Признаками ненадежной изоляции являются также проникновение масляных загрязнений в толщу изоляции и неплотная запрессовка обмотки в пазу, при которой возможны вибрационные перемещения проводников или сторон секций (катушек).
Для определения неисправности обмоток используют специальные приборы. Так, для выявления витковых замыканий и обрывов в обмотках машин для проверки правильности соединения обмоток по схеме, для маркировки выводных концов фазных обмоток электрических машин используют электронный аппарат ЕЛ-1. Он позволяет быстро и точно обнаружить неисправность в процессе изготовления обмоток, а также после укладки их в пазы; чувствительность аппарата позволяет выявить наличие одного короткозамкнутого витка на каждые 2000 витков.
Если неисправности и повреждения имеются только у небольшой части обмоток, то назначают частичный ремонт. Однако в этом случае должна быть обеспечена возможность удаления неисправных частей обмотки без повреждения при этом исправных секций или катушек. В противном случае более целесообразен капитальный ремонт с полной заменой обмотки.
Ремонт обмоток статоров
Ремонт обмоток статоров проводят в случаях с трения изоляции, замыкания между проводами разных фаз и между витками одной фазы, замыкания обмотки на корпус, а также при обрывах или плохих контактах в паяных соединениях обмоток или секций. Объем ремонта зависит от общего состояния статора и характера неисправности. После определения неисправности статора выполняют частичный ремонт с заменой отдельных катушек обмотки или проводят полную перемотку.
В статорах асинхронных двигателей мощностью до 5 кВт единой серии применяются однослойные всыпные обмотки. Достоинства этих обмоток заключаются в том, что в каждом полузакрытом пазу укладывают провода одной катушки, укладка катушек в пазы является простой операцией, а коэффициент заполнения паза проводами очень высок. В статорах электрических машин мощностью 5—100 кВт применяют двухслойные всыпные обмотки при полузакрытой форме паза. Для асинхронных двигателей мощностью выше 100 кВт обмотки выполняют с катушками из прямоугольного провода. Статоры машин на напряжение выше 660 В обмотки наматывают проводами прямоугольного сечения.
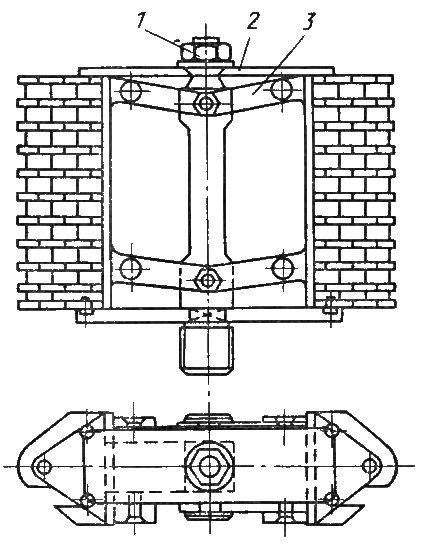
Рис. 103. Шарнирный шаблон для намотки катушек:
1 — зажимная гайка; 2 — фиксирующая планка; 3 — шарнирная планка.
Способы изготовления и укладки в пазы статоров различны для обмоток из круглого или прямоугольного сечения проводов. Катушки из круглого провода наматывают на специальные шаблоны. Ручная намотка катушек требует больших затрат времени и труда. Чаще применяют механизированную намотку катушек на станках со специальными шарнирными шаблонами (рис. 103), с помощью которых можно наматывать катушки различных размеров. Эти же шаблоны позволяют наматывать последовательно все катушки, предназначенные на одну катушечную группу или на всю фазу.
Обмотки изготавливают из проводов марки ПЭЛБО (провод, эмалированный масляным лаком и покрытый одним слоем нитей из хлопчатобумажной пряжи), ПЭЛ (провод, эмалированный лаком на масляной основе), ПБД (провод, изолированный двумя слоями нитей из хлопчатобумажной пряжи), ПЭЛЛО (провод, изолированный масляным лаком и одним слоем лавсановых нитей).
Намотав катушечные группы, их перевязывают лентой и приступают к укладке в пазы. Для изоляции обмоток от корпуса в пазах используют пазовые гильзы, которые представляют собой однослойную или многослойную U-образную скобку из материала, подобранного в зависимости от класса изоляции. Так, для класса изоляции А применяют электрокартон и лакоткань, для нагревостойкой обмотки — гибкий миканит или стекломиканит.
Изготовление изоляции и укладка мягкой всыпной обмотки асинхронного электродвигателя
Блок-схема алгоритма и технологическая карта ремонта всыпной обмотки асинхронного электродвигателя приведена ниже.
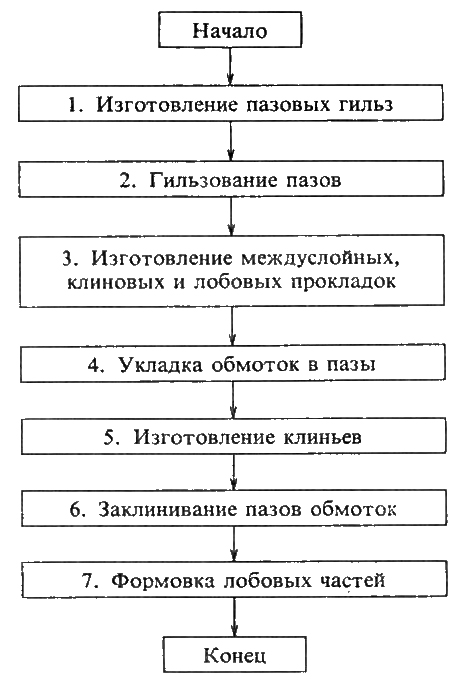
Технология изготовления обмоток :
- Нарезать комплект полос изоляционного материала по размерам обмоточных данных. Загнуть на отрезанных полосах манжету с двух сторон. Изготовить комплект пазовых гильз.
- Очистить пазы статора от пыли и грязи. Вложить пазовую изоляцию на всю длину во все пазы.
- Нарезать комплект полос изоляционного материала и по размерам подготовить прокладки. Изготовить комплект прокладок для лобовых частей обмоток.
- Вложить в паз две пластины для защиты изоляции проводов от повреждения при их укладке. Ввести в расточку статора катушечную группу; расправить руками провода и вложить их в пазы Удалить из паза пластины Распределить равномерно провода в пазу фибровой палочкой. Вложить в паз междуслойную изоляционную прокладку. Осадить молоточком (топориком) уложенную катушку на дно паза При двухслойной обмотке — уложить вторую катушку в паз.
- Использовать готовые клинья из пластических материалов (пленки ПТЭФ и др.) или изготовить деревянные. Отрезать по размерам обмоточных данных деревянные заготовки. Определить их относительную влажность и высушить до относительной влажности 8 %. Пропитать деревянные клинья в олифе и высушить.
- Вложить клин в паз и при помощи молотка заклинить.
Обрезать острогубцами выступающие с торцов статора концы клиньев, оставив с каждой стороны концы по 5 — 7 мм Обрезать выступающие части изоляционных прокладок. - Вложить изоляционные прокладки в лобовые части обмоток между смежными катушками двух уложенных рядом групп разных фаз.
Отогнуть на 15—18° лобовые части катушек обмотки ударами молотка в сторону внешнего диаметра статора Проследить за плавным изгибом проводов катушки в местах выхода их из паза.
Порядок изготовления изоляции и укладки проводов обмотки может быть и другим. Например, изготовление пазовых гильз, междуслойных прокладок, изготовление деревянных клиньев может производиться до укладки обмоток, а затем порядок работ остается по настоящей схеме.
В технологии изготовления обмотки допущены некоторые обобщения по деталям.
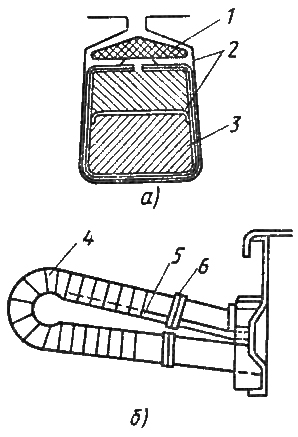
Рис. 104. Укладка и изоляция двухслойной обмотки статора асинхронных двигателей:
пазовая (а) и лобовых частей обмотки (б):
1 — клин; 2, 5 — электрокартон; 3 — стеклоткань; 4 — хлопчатобумажная лента; 6 — хлопчатобумажный чулок.
Катушки двухслойной обмотки укладывают (рис. 104) в пазы сердечника группами так, как они были намотаны на шаблоне. Катушки укладывают в следующей последовательности. Провода распределяют в один слой и вкладывают те стороны катушек, которые прилегают к пазу. Другие стороны катушек вкладывают после того, как будут вложены нижние стороны катушек всех пазов, охватываемые шагом обмотки. Следующие катушки укладывают одновременно нижними и верхними сторонами с прокладкой в пазах между верхними и нижними сторонами катушек изоляционных прокладок из электрокартона, согнутых в виде скобы. Между лобовыми частями обмоток прокладывают изоляционные прокладки из лакоткани или листов картона с наклеенными на них кусками-лакоткани.
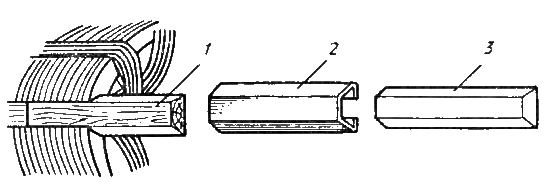
Рис. 105. Приспособление для забивки клиньев в пазы
После укладки обмотки в пазы края пазовых гильз загибают и забивают в пазы деревянные или текстолитовые клинья. Для предохранения клиньев 1 от поломки и защиты лобовой части обмотки применяют приспособление (рис. 105), состоящее из согнутой листовой стали обоймы 2, в которую свободно вставляют стальной стержень 3, имеющий форму и размер клина. Клин вставляют одним концом в паз, другим в обойму и загоняют его ударами молотка по стальному стержню. Длина клина должна быть больше длины сердечника на 10 — 20 мм и меньше длины гильзы на 2 — 3 мм; толщина клина — не менее 2 мм. Клинья проваривают в олифе при температуре 120—140 С в течение 3—4 ч.
После окончания укладки катушек в пазы и расклиновки обмотки собирают схему, начиная с последовательного соединения катушек в катушечные группы. За начала фаз принимают выводы катушечных групп, выходящие из пазов, расположенных поблизости вводного щитка электродвигателя. Выводы каждой фазы соединяют, предварительно зачистив концы проводов.
Собрав схему обмоток, проверяют электрическую прочность изоляции между фазами и на корпус. Отсутствие витковых замыканий в обмотке определяют с помощью аппарата ЕЛ-1.
Замена катушки с поврежденной изоляцией
Замену катушки с поврежденной изоляцией начинают со снятия изоляции межкатушечных соединений и бандажей, которыми прикреплены лобовые части катушек к бандажным кольцам, затем удаляют распорки между лобовыми частями, распаивают соединения катушек и выбивают пазовые клинья. Катушки нагревают постоянным током до температуры 80 — 90 °С. Верхние стороны катушек поднимают с помощью деревянных клиньев, осторожно отгибая их внутрь статора и привязывая к лобовым частям уложенных катушек киперной лентой. После этого вынимают из пазов катушку с поврежденной изоляцией. Старую изоляцию снимают и заменяют новой.
Если в результате витковых замыканий выгорели провода катушки, ее заменяют новой, намотанной из такого же провода. При ремонте обмоток из жестких катушек удается сохранить обмоточные провода прямоугольного сечения для восстановления.
Технология намотки жестких катушек значительно сложнее катушек всыпной обмотки. Провод наматывают на плоский шаблон, растягивают пазовые части катушек на равное расстояние между пазами. Катушки обладают значительной упругостью, поэтому для получения точных размеров их пазовые части прессуют, а лобовые части рихтуют. Процесс прессовки заключается в нагревании под давлением катушек, смазанных бакелитовым или глифталевым лаком. При нагреве связующие вещества размягчаются и заполняют поры изоляционных материалов, а после охлаждения они затвердевают и скрепляют провода катушек.
Перед укладкой в пазы катушки рихтуют с помощью приспособлений. Готовые катушки укладывают в пазы, нагревают до температуры 75 — 90 °С и осаживают легкими ударами молотка по деревянной осадочной планке. Так же рихтуют и лобовые части катушек. Нижние стороны лобовых частей привязывают к бандажным кольцам шнуром. Между лобовыми частями забивают прокладки. В пазы опускают подготовленные катушки, заклинивают пазы и соединяют пайкой межкатушечные соединения.
Ремонт обмоток роторов
В асинхронных двигателях применяют следующие виды обмоток: «беличьи клетки» с заливкой стержней алюминием или сваренные из медных стержней, катушечные и стержневые. Наиболее широко распространены «беличьи клетки», залитые алюминием. Обмотка состоит из стержней и замыкающих колец, на которых отлиты крылья вентиляторов.
Для удаления поврежденной «клетки» используют выплавку ее или растворение алюминия в 50%-ном растворе каустической соды в течение 2 — 3 ч. Заливают новую «клетку» расплавленным алюминием при температуре 750—780 °С. Ротор предварительно прогревают до 400—500 °С во избежание преждевременного застывания алюминия. Если ротор перед заливкой спрессован слабо, то при заливке алюминий может проникнуть между листами железа и замкнуть их, увеличив потери в роторе от вихревых токов. Недопустима также и слишком сильная прессовка железа, так как могут произойти обрывы вновь залитых стержней.
Ремонт «беличьих клеток» из медных стержней чаще всего проводят, используя старые стержни. Распилив соединения стержней «клетки» с одной стороны ротора снимают кольцо, а затем проделывают такую же операцию на другой стороне ротора. Маркируют положение кольца относительно пазов, чтобы совпали концы стержней и старые пазы при сборке. Стержни выбивают, осторожно ударяя молотком по алюминиевым подбойкам и рихтуют.
Стержни должны входить в пазы с помощью легкого удара молотка по текстолитовой подбойке. Рекомендуется одновременно вставлять все стержни в пазы и подбивать диаметрально противоположные стержни. Стержни пропаивают поочередно, предварительно разогрев кольцо до температуры, при которой медно-фосфорный припой легко плавится при поднесении его к месту соединения. Припаивая, следят за заполнением зазоров между кольцом и стержнем.
В асинхронных двигателях с фазным ротором способы изготовления и ремонт обмоток роторов мало чем отличаются от способов изготовления и ремонта обмоток статоров. Ремонт начинают со снятия схемы обмотки, фиксируют места расположения начала и концов фаз на роторе и расположение соединений между катушечными группами. Кроме того, эскизируют или записывают число и расположение бандажей, диаметр бандажной проволоки и число замков; количество и расположение балансировочных грузов; материал изоляции, число слоев ее на стержнях, прокладок в пазу, в лобовых частях и т. д. Изменение схемы соединений в процессе ремонта может привести к нарушению балансировки ротора. Небольшое нарушение балансировки при сохранении схемы после ремонта устраняется балансировочными грузами, которые крепятся к обмоткодержателям обмотки ротора.
После установления причин и характера неисправности решают вопрос о частичной или полной перемотке ротора. Бандажную проволоку разматывают на барабан. После снятия бандажей распаивают пайки в головках и снимают соединительные хомутики. Отгибают со стороны контактных колец лобовые части стержней верхнего слоя и вынимают эти стержни из паза. Очищают стержни от старой изоляции и выправляют их. Пазы сердечника ротора и обмоткодержателя очищают от остатков изоляции. Отрихтованные стержни изолируют, пропитывают лаком и сушат. Концы стержней облуживают припоем ПОС-ЗО. Пазовую изоляцию заменяют новой, укладывая коробочки и прокладки на дно пазов с равномерным вылетом из пазов с обеих сторон сердечника. После окончания подготовительных работ приступают к сборке обмоток ротора.
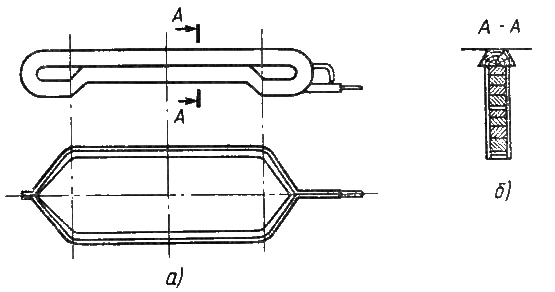
Рис. 106. Укладка катушки роторной обмотки:
а — катушка; б — открытый паз ротора с уложенной обмоткой.
В единой серии А асинхронных двигателей мощностью до 100 кВт с фазным ротором применяют петлевые двухслойные роторные обмотки из многовитковых катушек (рис. 106, а).
При ремонте обмотки вкладывают в открытые пазы (рис. 106, б). Используют также и ранее вынутые стержни обмоток ротора. С них предварительно удаляют старую и накладывают новую изоляцию. В этом случае сборка обмотки состоит из укладки стержней в пазы ротора, гибки лобовой части стержней и соединения стержней верхнего и нижнего рядов пайкой или сваркой.
После укладки всех стержней или готовых обмоток на стержни накладывают временные бандажи, испытывают на отсутствие замыкания на корпус; ротор сушат при температуре 80—100 °С в сушильном шкафу или печи. После сушки испытывают изоляцию обмотки, соединяют стержни, забивают клинья в пазы и бандажируют обмотки.
Часто в ремонтной практике бандажи выполняют из стекловолокна и запекают вместе с обмоткой. Сечение бандажа из стекловолокна увеличивают в 2 — 3 раза по отношению сечения проволочного бандажа. Крепление концевого витка стекловолокна с нижележащим слоем происходит в процессе сушки обмотки при спекании термореактивного лака, которым пропитано стекловолокно. При этой конструкции бандажа отпадают такие элементы как замки, скобки и подбандажные изоляции. Приспособления и станки для намотки бандажей из стекловолокна используют те же, что и для намотки проволочных.
Ремонт обмоток якорей
Неисправности в обмотках якорей машин постоянного тока могут быть в виде соединения обмотки с корпусом, межвитковых замыканий, обрывов проводов и отпайки концов обмотки от коллекторных пластин.
Для проведения ремонта обмотки якорь очищают от грязи и масла, снимают бандажи, распаивают соединения с коллектором и удаляют старую обмотку. Для облегчения извлечения обмотки из пазов якорь прогревают при температуре 80 — 90 °С в течение 1 ч. Для подъема верхних секций катушек забивают шлифованный клин в паз между катушками, а для подъема нижних сторон катушек — между катушкой и дном паза. Пазы очищают и покрывают изоляционным лаком.
В якорях машин мощностью до 15 кВт с полузакрытой формой паза применяют всыпные обмотки, а для машин большей мощности при открытой форме паза — катушечные обмотки. Катушки выполняют из провода круглого или прямоугольного сечения. Наиболее широко распространены шаблонные якорные обмотки из изолированных проводов или медных шин, изолированных лакотканью или микалентой.
Секции шаблонной обмотки наматывают на универсальный шаблон в форме лодочки и затем растягивают, так как она должна лежать в двух пазах, расположенных по окружности якоря. После придания окончательной формы катушку изолируют несколькими слоями ленты, пропитывают два раза в изоляционных лаках, сушат и облуживают концы проводов для последующей пайки в коллекторных пластинах.
Изолированную катушку вкладывают в пазы сердечника якоря. Закрепляют в них специальными клиньями и присоединяют провода к пластинам коллектора пайкой припоем ПОС-30. Клинья прессуют из теплостойких пластичных материалов — изофлекса-2, тривольтерма, пленки ПТЭФ (полиэтилентерефталатные).
Соединение концов обмотки пайкой проводят очень внимательно, так как некачественное выполнение пайки приведет к местному увеличению сопротивления и повышению нагрева соединения при работе машины. Качество пайки проверяют осмотром места пайки и измерением переходного сопротивления, которое должно быть одинаковым между всеми парами пластин коллектора. Затем пропускают по обмотке якоря рабочий ток в течение 30 мин. При отсутствии дефектов в местах соединения должен отсутствовать повышенный местный нагрев.
Все работы по демонтажу бандажей, наложению бандажей из проволоки или стеклоленты на якорях машин постоянного тока проводятся в том же порядке, что и при ремонте обмоток фазных роторов асинхронных машин.
Ремонт полюсных катушек
Катушками полюсов называют обмотки возбуждения, которые по назначению разделяются на катушки главных и добавочных полюсов машин постоянного тока. Главные катушки параллельного возбуждения состоят из многих витков тонкого провода, а катушки последовательного возбуждения имеют небольшое количество витков из провода большого сечения, их наматывают из голых медных шин, уложенных плашмя или на ребро.
После определения неисправной катушки ее заменяют, собирая на полюсах катушку. Новые полюсные катушки наматывают на специальных станках с использованием каркасов или шаблонов. Полюсные катушки изготавливают намоткой изолированного провода непосредственно на изолированный полюс, предварительно очищенный и покрытый глифталевым лаком. К полюсу приклеивают лакоткань и обматывают его несколькими слоями микафолия, пропитанного лаком асбеста. После намотки каждый слой микафолия проглаживают горячим утюгом и протирают чистой тряпкой. На последний слой микафолия приклеивают слой лакоткани. Заизолировав полюс, на него надевают нижнюю изоляционную шайбу, наматывают катушку, надевают верхнюю изоляционную шайбу и расклинивают катушку на полюсе деревянными клиньями.
Катушки добавочных полюсов ремонтируют, восстанавливая изоляцию витков. Катушку очищают от старой изоляции, надевают на специальную оправку. Изолирующим материалом служит асбестовая бумага толщиной 0,3 мм, нарезанная в виде рамок по размеру витков. Количество прокладок должно быть равно количеству витков. С обеих сторон они покрываются тонким слоем бакелитового или глифталевого лака. Витки катушки раздвигают на оправке и вкладывают между ними прокладки. Затем стягивают катушку хлопчатобумажной лентой и прессуют. Прессовка катушки осуществляется на металлической оправке, на которую надевают изоляционную шайбу, затем устанавливают катушку, накрывают второй шайбой и сжимают катушку. Нагревая посредством сварочного трансформатора до 120 С, катушку дополнительно сжимают. Охлаждают ее в запрессованном положении до 25 — 30 °С. После снятия с оправки катушку охлаждают, покрывают лаком воздушной сушки и выдерживают при температуре 20 — 25 °С в течение 10 — 12 ч.
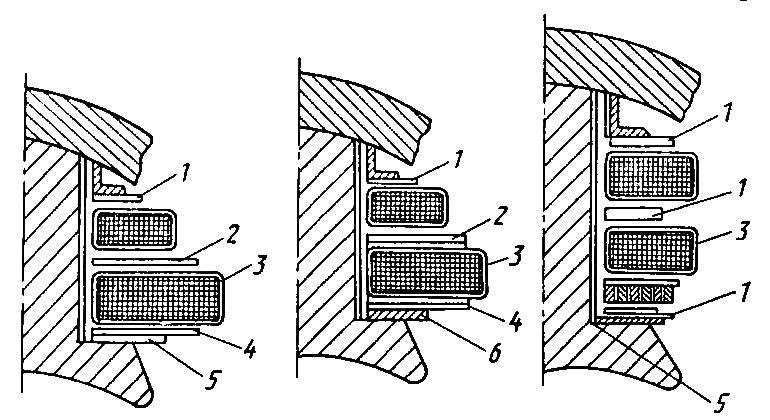
Рис. 107. Варианты изоляции сердечников полюсов и полюсных катушек:
1, 2, 4 — гетинакс; 3 — хлопчатобумажная лента; 5 — электрокартон; 6 — текстолит.
Наружную поверхность катушки изолируют (рис. 107) поочередно асбестовой и миканитовой лентами, закрепляемыми тафтяной лентой, которую затем покрывают лаком. Катушку насаживают на дополнительный полюс и расклинивают деревянными клиньями.
Сушка, пропитка и испытания обмоток
Изготовленные обмотки статоров, роторов и якорей подвергаются сушке в специальных печах и сушильных камерах при температуре 105-120 °С. С помощью сушки из гигроскопичных изоляционных материалов (электрокартон, хлопчатобумажные ленты) удаляется влага, которая препятствует глубокому проникновению пропиточных лаков в поры изоляционных деталей при пропитке обмотки.
Сушку проводят в инфракрасных лучах специальных электрических ламп, или с использованием горячего воздуха в сушильных камерах. После просушки обмотки пропитывают лаками БТ-987, БТ-95, БТ-99, ГФ-95 в специальных пропиточных ваннах. Помещения оборудуются приточно-вытяжной вентиляцией. Пропитка проводится в ванне, заполненной лаком и оборудованной подогревом для лучшей проникающей способности лака в изоляцию обмотки проводов.
С течением времени лак в ванне становится более вязким и густым, в связи с улетучиванием растворителей лаков. В результате этого сильно снижается их способность проникать в изоляцию проводов обмотки, особенно в тех случаях, когда провода обмотки плотно уложены в пазы сердечников. Поэтому при пропитке обмоток постоянно проверяют густоту и вязкость пропиточного лака в ванне и периодически добавляют растворители. Обмотки пропитывают до трех раз в зависимости от условий их эксплуатации.
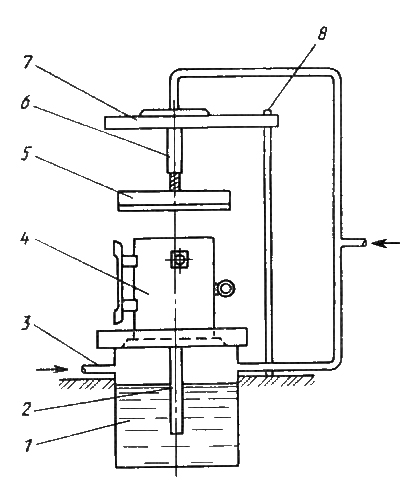
Рис. 108. Приспособление для пропитки статоров:
1 — бак; 2 — труба; 3 — патрубок; 4 — статор; 5 — крышка; 6 — цилиндр; 7 — поворотная траверса; 8 — колонка.
Для экономии лака, расходуемого за счет прилипания к стенкам станины статора, применяют другой метод пропитки обмотки с использованием специального приспособления (рис. 108). Готовый к пропитке статор с обмоткой 4 устанавливают на крышку специального бака 1 с лаком, предварительно закрыв заглушкой коробку выводов статора. Между торцом статора и крышкой бака прокладывают уплотнение. В центре крышки имеется труба 2, нижний конец которой располагается ниже уровня лака в баке.
Для пропитки обмотки статора в бак по патрубку 3 подается сжатый воздух давлением 0,45 — 0,5 МПа, с помощью которого уровень лака поднимается до заполнения всей обмотки, но ниже верхней части кромки станины статора. По окончании пропитки выключают подачу воздуха и выдерживают статор примерно 40 мин (для слива остатков лака в бак), снимают заглушку с коробки выводов. После этого статор направляют в сушильную камеру.
Это же приспособление используют и для пропитки обмоток статора под давлением. Необходимость в этом возникает в тех случаях, когда в пазах статоров очень плотно уложены провода и при обычной пропитке (без давления лака) лак не проникает во все поры изоляции витков. Процесс пропитки под давлением заключается в следующем. Статор 4 устанавливается гак же как и в первом случае, но сверху закрывается крышкой 5. Сжатый воздух подается в бак 1 и цилиндр б, который прижимает крышку 5 к торцу станины статора через установленную прокладку уплотнения. Поворотная траверса 7, укрепленная на колонке 8, и винтовое соединение крышки с цилиндром позволяют использовать это приспособление для пропитки обмоток статоров различной высоты.
Пропиточный лак в резервуар подается из емкости, расположенной в другом, не пожароопасном помещении. Лак и растворители являются токсичными и пожароопасными и в соответствии с правилами охраны труда работа с ними должна проводиться в защитных очках, рукавицах, резиновом фартуке в помещениях, оборудованных приточно-вытяжной вентиляцией.
После окончания пропитки обмотки машин сушат в специальных камерах. Воздух, подаваемый в камеру принудительной циркуляцией, нагревается электрическими калориферами, газовыми или паровыми подогревателями. Во время сушки обмоток ведется непрерывный контроль за температурой в сушильной камере и температурой выходящего из камеры воздуха. В начале сушки обмоток температуру в камере создают несколько ниже (100—110 °С). При этой температуре удаляются растворители из изоляции обмоток и наступает второй период сушки — запекания лаковой пленки. В это время на 5—6 часов повышают температуру сушки обмоток до 140 °С (для класса изоляции Л). Если после нескольких часов сушки сопротивление изоляции обмоток остается недостаточным, то отключают подогрев и дают остыть обмоткам до температуры, на 10—15 °С превышающей температуру окружающего воздуха, после чего вновь включают подогрев и продолжают процесс сушки.
Процессы пропитки и сушки обмоток на энергоремонтных предприятиях совмещены и, как правило, механизированы.
В процессе изготовления и ремонта обмоток машин проводят необходимые испытания изоляции катушек. Испытательное напряжение должно быть таким, чтобы в процессе испытаний выявлялись дефектные участки изоляции и не повреждалась изоляция исправных обмоток. Так, для катушек напряжением 400 В испытательное напряжение недемонтированной из пазов катушки в течение 1 мин должно быть равно 1600 В, а после соединения схемы при частичном ремонте обмотки — 1300 В.
Сопротивление изоляции обмоток электродвигателей напряжением до 500 В после пропитки и сушки должно быть не менее 3 МОм для обмоток статора и 2 МОм — для обмоток ротора после полной перемотки и 1 МОм и 0,5 МОм соответственно после частичной перемотки. Эти значения сопротивлений изоляции обмоток рекомендованы, исходя из практики ремонта и эксплуатации отремонтированных электрических машин.







