- Ремонт коленчатых валов
- ПРАВКА КОЛЕНЧАТЫХ ВАЛОВ
- ПРОВЕРКА КОЛЕНЧАТЫХ ВАЛОВ НА НАЛИЧИЕ ТРЕЩИН
- ШЛИФОВКА ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ
- БАЛАНСИРОВКА КОЛЕНЧАТЫХ ВАЛОВ
- РАБОТЫ ПО ВОССТАНОВЛЕНИЮ ШАТУНОВ
- Почему Мы?
- Ремонт и восстановление коленчатых валов
- Шлифовка коленвала
- Шлифовка только шатунных или коренных шеек
- Полирование шеек коленвала
- Замена заглушек, чистка вала
- Рихтовка коленвала
- Восстановление маслосгонной накатки
- Обработка под упорные полукольца
- Шлифовка поверхности под сальник
- Замена подшипника
- Балансировка коленвала
- Восстановление коленвала и других деталей типа «ВАЛ»
- Шлифовка коленвалов
- Помимо шлифовки коленвалов двигателей грузовых автомобилей в технических центрах компании «Механика» можно заказать дополнительные услуги по ремонту коленвалов
- Шлифовка коленчатого вала
- Коленчатый вал – деталь непростая
- Когда требуется шлифовка
- В цехах «Механики». Диагностика
- В цехах «Механики». Шлифовка
- В цехах «Механики». Несколько подробностей
Ремонт коленчатых валов
ПРАВКА КОЛЕНЧАТЫХ ВАЛОВ
Операция производится по отработанной технологии на оборудовании AZ(Италия)
ПРОВЕРКА КОЛЕНЧАТЫХ ВАЛОВ НА НАЛИЧИЕ ТРЕЩИН
Операция производится по отработанной технологии на магнитоскопе AZ(Италия)
ШЛИФОВКА ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ
Операция производится на шлифовальном станке AMC-SHOU(Дания), позволяющем обрабатывать коленчатые валы длиной до 1600мм с точностью до 0,002мм.
БАЛАНСИРОВКА КОЛЕНЧАТЫХ ВАЛОВ
Компьютерная балансировка коленчатых валов производится для рядных ДВС весом до 250кг и V-образных коленчатых валов с приведенной имитационной массой до 7,0кг. Балансировка коленчатых валов производится отдельно или с навесным оборудованием(передним шкивом, маховиком, корзиной сцепления). Динамическая балансировка симметричных и несимметричных валов методом использованием модульной сборки обеспечивает уравновешенную работу двигателя, что позволяет получить лучшие мощностные характеристики, увеличить ресурс работы ДВС.
РАБОТЫ ПО ВОССТАНОВЛЕНИЮ ШАТУНОВ
Операция производится на оборудовании Sunnen(США). Точность обработки соответствует требованиям ведущих производителей ДВС.
Почему Мы?
- Недорогие грузовые автозапчасти Все контракты в срок Более 18 корпоративных клиентов Все виды грузового ремонта Ремонт спец техники Помощь на дороге Ивановская обл.
Предложение по обслуживанию грузовой и прицепной техники импортного производства. Ремонт грузовых автомобилей Наша компания предлагает ремонт грузовых тягачей и прицепной авто техники. Мы производим ремонт автомобилей VOLVO, SCANIA, MAN, MB, DAF, IVECO, RVI, а также ремонт грузовиков других марок. Обслуживание грузового транспорта осуществляется в г.Иваново, по адресу ул.Станкостроителей, д.19. Ремонт автомобилей и грузовых прицепов производится с гибкой системой скидок на оплату запчастей и предоставлением отсрочки платежа. Ремонт грузовиков Наша сервисная станции осуществляют диагностику, техобслуживание, ремонт грузовиков и техники всего модельного ряда автомобилей VOLVO, SCANIA, MAN, MB, DAF, IVECO, RVI: ремонт всех электрических и электронных систем грузовиков, диагностика и ремонт топливных форсунок Scania HPI и Cummins ISX /QSX 15 от 1000 руб до 20000руб (отремонтировать возможно не все форсунки) ремонт и регулировка актуаторов Scania HPI и Cummins ISX /QSX 15 с регулировкой дозировки — 30000 руб за комплект 4шт (мотор начинает работать ровно, расход топлива уменьшается) восстановление координаторов (Scania СОО7) — 20000 руб (гарантия 1 год) ремонт блока управления двигателем (Scania S6) – от 15000 руб ремонт АКПП/КПП, трансмиссии, двигателей; ремонт подвески, пневмосистемы, тормозной системы; ремонт системы рулевого управления; ремонт системы очистки выхлопа (с AdBlue), ремонт топливной системы грузовой автотехники; установку дополнительного оборудования, аксессуаров. токарные работы; сварочные работы; расточка тормозных барабанов в рем. размер Ремонт прицепной техники Кроме ремонта грузовых автомобилей в нашем сервисе имеется возможность обслужить и отремонтировать полуприцеп или прицеп — вы получаете весь комплекс услуг в одной мастерской. Также, мы осуществляем ремонт грузовых специальных машин и пассажирского транспорта: техпомощь автобусам, комбайнам и другой спецтехнике. Расценки на ремонт и ТО автотранспорта Общие слесарные работы (н/ч) – 900р Ремонт электрооборудования (н/ч) – 1200р Компьютерная диагностика – 1200р Диагностика ходовой части грузового а/м – 800р Диагностика ходовой части прицепа(полу) – 800р Расточка барабана в рем. Размер – от 600р компания АвтоКомТранс Тел./факс +7(4932)773-260 Моб: +7 (915)831-01-66
Ремонт и восстановление коленчатых валов

ООО « Алтушка» выполняет работы по ремонту и восстановлению коленчатых валов двигателей отечественного и зарубежного производства. Все работы выполняются на высокотехнологическом оборудовании специалистами высшей категории, имеющими многолетний стаж специализации именно в этой области. Каждый вал, перед выполнением шлифовочных или иных работ, проверяется на призмах с помощью часового механизма на предмет деформации и, если он укладывается в допустимые нормы, коленчатый вал подлежит восстановлению.
На большинстве автомобильных двигателей применяются литые коленвалы из высокопрочного чугуна. На некоторых высокофорсированных двигателях устанавливаются валы из высоколегированной стали, выполненные методом ковки. Шейки коленвалов после изготовления, для придания им износостойкости и повышенной твердости, проходят термообработку. Стальные валы подвергаются азотированию шеек до глубины 0.5-0.8мм, а шейки чугунных валов обрабатываются токами высокой частоты ( ТВЧ).
Шлифовка коленвала
Так как коленчатый вал двигателя относится к прецизионным деталям, точность его обработки должна быть выдержана в пределах до 0.015мм. Очень важен для работы шатунных подшипников перекос осей коренных и шатунных шеек, который на длине вала не должен выходить за допуск – 0.03-0.05мм. Одним из общих требований к шейкам коленвала является его овальность и конусность, которые должны находиться в пределах 0.005мм. Такую точность можно получить только на оборудовании, отвечающем таким классам точности при обработке. Наша компания ООО « Алтушка» оснащена подобным оборудованием и мы всегда можем гарантировать точность проведения подобных операций.
Шлифовка только шатунных или коренных шеек
Наша фирма выполняет как шлифование всех шеек коленвала, так и выборочно — либо коренных шеек, либо шатунных. Обычно, такие операции бывают связаны с незначительным, недавно начавшимся, задиром какой- либо из шеек ( чаще шатунной, как наиболее нагруженной). А так как шлифовка одной шейки не допускается, то выполняется шлифовка или же всех коренных или всех шатунных шеек.
Полирование шеек коленвала
После выполнения шлифовочных операций, по желанию заказчика, колевалы подвергаются полированию для достижения высокой чистоты обработки. Это позволяет ускорить первоначальную приработку вкладышей и существенно снизить их износ. Достигается это за счет сглаживания микрорельефа шеек коленвала методом полировки.
Замена заглушек, чистка вала
В обязательном порядке демонтируются заглушки масляных каналов коленвала для их прочистки, мойки и продувки сжатым воздухом под большим давлением. Этим достигается гарантированная чистота каналов подачи масла, а значит и надежная работа всего двигателя. После этих операций устанавливаются новые заглушки, которые изготавливаются в условиях нашего предприятия ООО « Алтушка».
Рихтовка коленвала
В случаях, когда в результате дефектации выявляется деформация коленчатого вала, он подлежит правке на станке, а при сильной деформации более 0.07-0.09мм (0 .05-0.10 мм) вал подлежит рихтовке на прессе или специальном оборудовании.
В большинстве случаев деформация является следствием перегрева подшипников вала и иногда способна достигать 0.2-0.3мм, а в некоторых случаях и до 1.0 мм. Происходит прогибание оси коленвала проходящей через его центра опорных шеек и, как правило, искривляются и все поверхности вала. В процессе правки уменьшают деформацию вала до 0.05-0.08мм, с последующей шлифовкой.
Восстановление маслосгонной накатки
Старые модели двигателей, такие как GM, VOLVO, JEEP, MERCEDES-BENZ, ВОЛГА и некоторых других моделей, комплектуются сальниковой набивкой, которая работает в паре с маслосгонной накаткой коленчатого вала. При изнашивании накатки начинается подтекание масла и исправить ситуацию возможно только восстановлением маслосгонной накатки вала. Эта операция выполняется нашими мастерами на станке специальным приспособлением и, обычно, приурочивается к ремонту двигателя, когда возникает необходимость шлифовки коленвала.
Обработка под упорные полукольца
Износ поверхности, под установку упорных полуколец, приводит к чрезмерному осевому перемещению коленвала, что увеличивает нагрузку на шатунно-поршневую группу и способствует ускоренному износу ремня ГРМ или цепи ГРМ, а также за счет постоянно изменяющейся нагрузки при каждом выжиме сцепления. В целом это сказывается на уменьшении ресурса двигателя. Поэтому, при ремонте коленвала, мы выполняем и шлифовку упорных поверхностей под полукольца с последующей установкой полуколец, увеличенного по толщине размера.
Шлифовка поверхности под сальник
Изношенные поверхности, по которым работает сальник коленвала, подлежат обработке шлифовкой, что увеличивает ресурс вновь установленных сальников коленвала. Так, биение поверхностей под передний и задний сальник, относительно коренных шеек, должно быть не более 0.01мм, а шероховатость не должна превышать Ra 0.16мкм.
Замена подшипника
Производим замену подшипника коленвала, который является опорным для первичного вала КПП. Этим обеспечивается надежность работы КПП и бесшумность ее работы.
Балансировка коленвала
Выполняем балансировку коленвала, например, после снятия деформации или если посадочная поверхность под маховик имеет существенное биение относительно коренных шеек. В двигателях, где коленвал балансируется вместе с маховиком и корзиной, эти операции у нас выполняются в обязательном порядке, если происходит замена каких – либо деталей или был сложный ремонт коленвала.*
Восстановление коленвала и других деталей типа «ВАЛ»








Восстановление шатунных и коренных шеек коленвалов мы проводим на инновационном оборудовании, не имеющем аналогов в мире, предназначенного для восстановления шеек коленчатых валов, распределительных валов и других деталей типа «вал».
Характеристики поверхности шеек восстановленного коленвала по своим свойствам превышают характеристики завода-изготовителя на 20%.
- Не подвергается коррозии
- Твердость до 60 ед. HRC
- Толщина наращиваемого слоя 0,1 — 3 мм
- Низкая пористость 0-0,5 %
- Отсутствие термического воздействия
Восстановление также:
- Валов рулевых реек легковых иномарок;
- Посадочных мест под подшипники ведущих валов КПП К-700, К-701
Внимание! При восстановлении шлицевая часть не деформируется, валы не ведет!
Шлифовка коленвалов





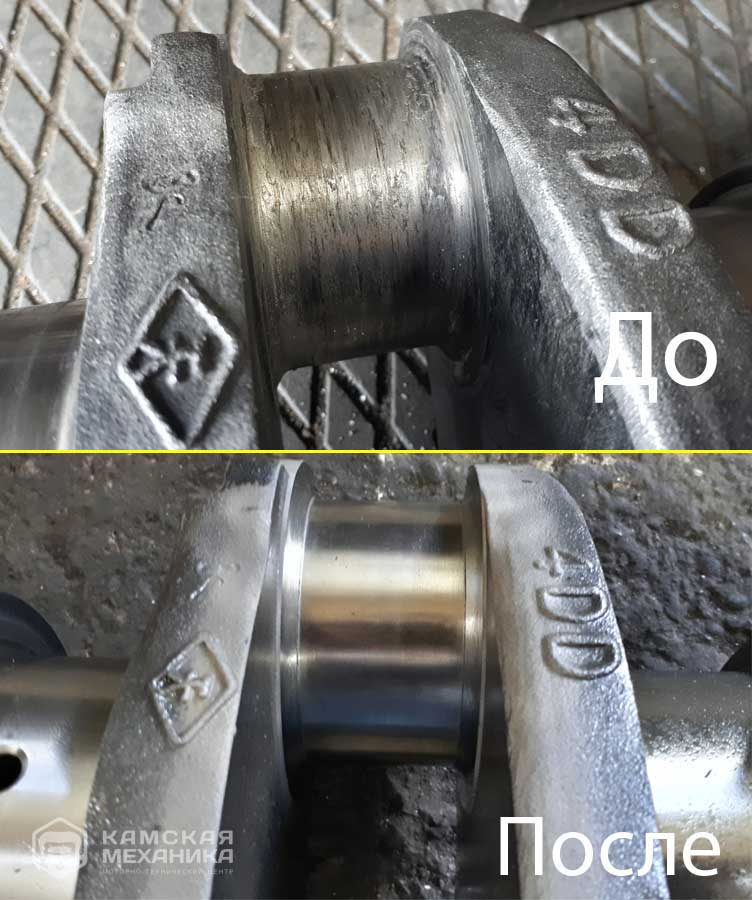
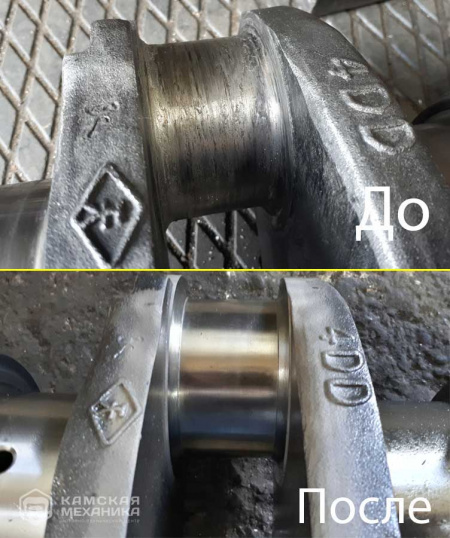
На промышленных площадках компании «Механики» выполняется высокоточная шлифовка коленчатых валов для всех видов двигателей грузовых автомобилей, а также специальной техники. В сложных случаях специалисты «Механики» восстанавливают изношенные шейки коленвалов методом контактно-импульсной наварки, а также производят правку коленчатых валов.
В технических центрах «Механики» каждый коленвал, принимаемый в работу, осматривается опытным инженером-приёмщиком. Приёмщик проводит не только визуальный осмотр детали на предмет механических повреждений и микротрещин, но и замеры круглых поверхностей для выявления конусности и овальности посадочных мест и проверку на соосность коренных шеек. По результатам проведенного осмотра и замеров определяется необходимый объем работ, который согласовывается с заказчиком.
Для шлифовки коленчатых валов на производственных площадках «Механики» используются специализированные станки компаний Berco и Amcschou.
Помимо шлифовки коленвалов двигателей грузовых автомобилей в технических центрах компании «Механика» можно заказать дополнительные услуги по ремонту коленвалов
- Полировка коленвалов
- Обработка поверхности коленвалов под упорные полукольца
- Рихтовка коленвала
- Балансировка коленвала в сборе
- Восстановление маслосгонной накатки
- Снятие и установка заглушек, чистка каналов
Уточнить цены на дополнительные услуги можно по телефонам технических центров «Механики» или в прайсе компании на ремонт деталей двигателя.
Шлифовка коленчатого вала


Коленчатый вал – деталь непростая
Коленчатые валы поражают обилием форм и размеров: плоские и пространственные, длинные и короткие, разные по размерам, весу, жесткости, и, конечно же, по числу коренных и шатунных шеек.
Коленчатый вал часто называют не просто деталью, а системой. И вполне оправданно – любое сколь-нибудь существенное воздействие (механическое или термическое) на шейку, щёку, галтель или любой другой участок вызывает реакцию всей детали, отклик. И выражается он в виде деформации тех или иных зон, грозящей вызывать биение и дисбаланс.
Поэтому ремонтировать коленчатый вал необходимо только профессионально, руководствуясь принципом «не навреди». Иначе – выбраковка дорогой детали.
Когда требуется шлифовка
Первый признак необходимости ремонта коленчатого вала замечает водитель – это падение давления масла. Значит, подшипники скольжения скорее всего изношены и масляный клин между шейкой и стенкой вкладыша недостаточно плотный и надежный.
Помогает и взятие пробы масла из картера. Существуют методики, основанные на спектральном анализе таких проб. Если прибор показывает в масле следы меди и некоторых других цветных металлов, можно говорить о вероятном износе вкладышей.
Но окончательный диагноз ставится лишь после разборки двигателя и замеров геометрии коленчатого вала. И тогда выносится вердикт: вал требует шлифовки в ремонтный размер. Именно шлифовки в отличие от расточки блока – ведь шейки имеют закаленный слой, а такая поверхность не для резца. Приносим извинения за столь банальное уточнение, но вдруг кто-то из читателей не знаком с технологией коленчатого вала и металловедением. Знаете, в интернете всякое встречается…
В цехах «Механики». Диагностика

(фото: диагностика состояния коленчатого вала)
Дальнейший разговор поведем, опираясь на опыт компании «Механика». Здесь принимают в ремонт любые коленчатые валы – от автомобильных (бензиновый ДВС, дизель) до громадных тепловозных.
Вал прибывает в ремонт в составе двигателя либо отдельно, если мотор уже разобран самим заказчиком. И сразу попадает на проверку. Первое, что с ним делают – замеряют износ шеек.
Вал устанавливается крайними коренными шейками на призмы. Далее мастер микрометром замеряет диаметры всех шеек в нескольких плоскостях, чтобы проверить – есть ли «эллипс»? До величины 0,01 мм его можно вытерпеть, больше – нет.
Про замеры шеек, как правило, клиенты знают. Это делают во всех мастерских. Но «Механика» выполняет еще один замер – прогиб (биение) вала. К центральной коренной шейке подводят часовой индикатор и вращают вал на призмах. Если стрелка отклоняется в пределах 0,01 мм – прекрасно. Эту «сотку» можно списать на погрешность измерений. Также необходимо проверить биение хвостовика и поверхностей сальников.
А если биение центральной коренной шейки больше «сотки»? По опыту компании, биение до 0,1 (а иногда до 0,2 мм) исправляется шлифовкой. Разумеется, с учетом особенностей данного вала.
В цехах «Механики». Шлифовка

(фото: шлифовка коленчатого вала)
Итак, вал замерен. Принято решение шлифовать шейки – в какой именно размер, зависит от их износа и наличия в каталогах производителя соответствующих вкладышей.
Правда, ухо здесь надо держать востро. В разных каталогах разных производителей вкладышей встречается различные ряды ремонтных размеров. Например, у официалов только 0,25 мм, у Кольбеншмидт (Kolbenschmidt) – 0,25 и 0,5, а у американского Глико (Glyco ) еще и 0,75 мм. Еще нюанс: присутствие вкладышей в каталоге еще не означает, что они есть в природе. Поэтому важно уточнить их фактическое наличие и лишь тогда приступать к работе.
Для шлифовки применяются специализированные шлифовальные станки. Главная их «изюминка» – приспособления, позволяющие смещать зажимные кулачки относительно оси станка. Это позволяет шлифовать шатунные шейки. Точность станков – 5 мкм.
Как закрепляется вал? В «Механике» рассказали, что при шлифовке коренных шеек валов легковых двигателей деталь закрепляется в центрах. При этом необходима подготовка внутренних фасок – их предварительно протачивают на токарном станке.
Когда подпираешь деталь центром, очень важно «не пережать», иначе вал в станке может деформироваться – вспомните, с чего мы начали эту статью.
Если вал «грузовой», тяжелый, его зажимают в патроне по поверхности заднего сальника, а передняя часть подпирается центром. Здесь тоже требуется подготовка фаски на токарном станке.
Что касается шатунных шеек, при их обработке вал фиксируется в патронах с обеих сторон. Разумеется, со смещением на радиус кривошипа и тщательным выставлением оси каждой шатунной шейки в ось вращения станка с помощью индикаторной стойки.
Шлифовка каждой шейки осуществляется, как правило, в два прохода. Например, если вал шлифуется в ремонтный размер 0,25 мм, то сначала снимается слой 0,15 – 0,2 мм. А потом, уже с меньшей подачей, шейка выводится в окончательный размер. Подача смазочно-охлаждающей жидкости (СОЖ) обязательна – иначе шейка перегреется.
Долго ли длится сам процесс, включая переналадку под коренные или шатунные шейки? По опыту компании, на шлифовку вала четырехцилиндрового двигателя легкового автомобиля уходит порядка 40 мин.
Но это время можно и сократить – например, если обрабатывать партию однотипных валов. В этом случае задействуются два станка – на одном шлифуют коренные шейки, на другом шатунные.
Нельзя не сказать и об инструменте – шлифовальных кругах. К ним тоже есть свои требования, и довольно жесткие. Например, биение круга должно быть менее 3-4 мкм, иначе шейка из круглой может превратиться в граненую. Этот дефект называется дроблением.
И еще. Если шейка имеет канавку для выхода круга, никакой особой подготовки инструмента не потребуется. А если ее нет? Тогда галтель будет подрезана, что недопустимо. Ведь в вале появится опасный концентратор напряжений, резко снижающий усталостную прочность детали.
В этом случае шлифовальный круг заправляется специальным алмазным инструментом таки образом, чтобы радиус закругления края был равен радиусу галтели. И тогда шлифовка станет для вала безопасной.
И завершает процесс ремонта полировка шеек. Она не только убирает микронеровности, повышая качество поверхности, но и уничтожает заусенцы в на масляных отверстиях на шейках.
После работ необходимо очистить все масляные каналы от технологической грязи после шлифовки и полировки.
В цехах «Механики». Несколько подробностей
Выходной контроль при передаче отремонтированного вала заказчику – процедура обязательная. Проверка размеров и формы шлифованных шеек – это само собой. А еще вал устанавливается на призмы и проверяется с помощью индикатора на биение. Если уложились в «сотку», прекрасно, деталь можно смело ставить в двигатель.
Правда, и здесь есть свои нюансы. Вал по разным плоскостям имеет не равную жесткость. Тяжелый вал может прогнуться и от собственного веса. Поэтому в ряде случаев допускается прогиб равный монтажному зазору.
Есть еще один подводный камень – состояние посадочного места для подшипника первичного вала коробки. Многие мастерские пренебрегают его проверкой и получают претензии: вы сделали мотор, сделали коробку, почему же коробка выходит из строя?
Загадка в следующем. Гнездо для подшипника может иметь биение. Вина ли это завода или предыдущего некачественного ремонта, неважно. Важно этот дефект устранить. Мастер разворачивает индикаторную стойку, упирает щуп во внутреннюю стенку гнезда и вращает вал. Ага, биение есть.
Вал ставят в токарный станок, базируясь по коренной шейке, и протачивают бьющее отверстие на 2 мм «в плюс». Затем запрессовывают в него стальную втулку и протачивают посадочное место под подшипник первичного вала. Все – теперь подшипник сосен с шейкой, и приключений с коробкой не будет.
Подробности можно приводить еще и еще, но, как говорил Козьма Прутков, нельзя объять необъятное. Поэтому резюмируем: используя отличное знание коленчатых валов, применяя индивидуальный подход к каждому случаю, базируясь на современных технологиях и станочном парке, компания неизменно обеспечивает высокое качество ремонта.
И еще. Качество и опыт – вещи неразделимые. Об опыте «Механики» свидетельствует такая история. Однажды, еще в 90-х (так ли уж важна точная дата?) компанию посетили представители известной фирмы Кольбеншмидт. И среди прочего поинтересовались: а сколько валов вы делаете в своем цехе? Где-то штук пятнадцать, ответили в «Механике». В неделю, уточнили немцы? В день, пояснили в «Механике». Надо было видеть глаза гостей.

И в заключение рекомендуем к просмотру ролики. В них руководитель «Механики» Д.Н. Даньшов рассказывает о тонкостях шлифовальных технологий.
Автор: Юрий Буцкий, к.т.н.







