- Ремонт клапанов двигателя ямз 236
- Как отрегулировать клапана на ямз 236
- Как отрегулировать клапана на ямз 236
- Простые правила регулировки клапанов на ЯМЗ 236
- Польза регулярной регулировки
- Особенности регулировки на ЯМЗ 236
- Этапы регулировки
- Как самостоятельно отрегулировать клапана у двигателя ЯМЗ 236
- Особенности двигателя
- Как работает перепускной клапан ТНВД?
- Перепускной клапан состоит из следующих деталей:
- Принцип работы клапана следующий.
- Уход за системой питания дизелей ЯМЗ 236
- Процедура регулировки клапанов ЯМЗ 236
- Особенности двигателя
- Технические параметры ЯМЗ 236
- Система питания двигателя
- Корректировка параметров
- Видео по теме: ЯМЗ-236 — полная сборка
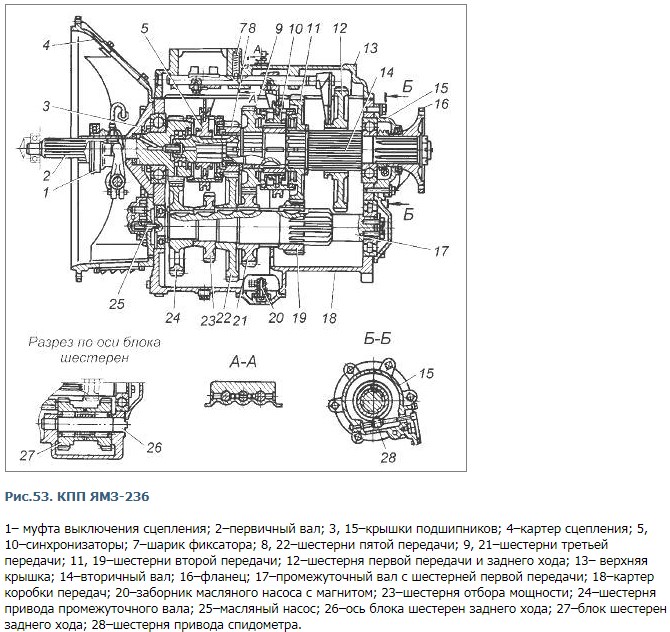
Ремонт клапанов двигателя ямз 236
Восстановление герметичности клапанов двигателя ЯМЗ-236
Для восстановления герметичности клапанов снять головку (или головки) цилиндров, очистить от масла и нагара, а затем нанести метки на тарелках клапанов, чтобы при сборке обязательно установить их на свои седла.
Для снятия клапанов следует, пользуясь приспособлением (рис. 21), сжать пружины, вынуть сухари, и освободив пружины, снять их. Клапаны и седла клапанов тщательно очистить от нагара, промыть в керосине, а затем внимательно осмотреть для определения степени ремонта.
В случае незначительных износов и мелких раковин на фаске клапана и седла при отсутствии коробления тарелки клапана и прогаров герметичность клапана может быть восстановлена притиркой пастой, состоящей из сметанообразной смеси микропорошка М20 или М14 по ГОСТ 3647—59 с дизельным маслом. Перед употреблением притирочную смесь тщательно перемешивают, так как микропорошок способен осаждаться.
Процесс притирки состоит из возвратно-вращательного движения клапана при помощи специальной притирочной дрели, автоматически изменяющей направление вращения. При отсутствии специальной дрели можно пользоваться обычной ручной дрелью. Во всех случаях связь приспособления для проворачивания клапана с тарелкой клапана осуществляется с помощью резинового присоса.

Рис. 21. Приспособление для снятия и установки клапанов двигателя:
1 — упорный винт; 2 — нажимная тарелка; 3 — рукоятка; 4 — пружины клапана; 5 — клапан; 6 — головка цилиндра
Для притирки нанести на фаску тонкий, равномерный слой пасты, смазать стержень клапана чистым дизельным маслом и поставить его на место. Если притирка ведется ручной дрелью, то следует, слегка нажимая, провернуть клапан на 1/3 оборота, затем в обратном направлении на 1/4 оборота и т. д. Нельзя делать притирку круговыми движениями. Клапан необходимо периодически поднимать для нанесения на фаску клапана новой порции притирочной пасты.
Внешним признаком удовлетворительной притирки является получение на фасках клапана и седла непрерывного матового пояска шириной не менее 1,5 мм. Разрыв матовой полоски и наличие рисок на ней не допускаются.
После окончания притирки клапаны и седла промыть керосином и насухо вытереть. Установив клапаны и пружины на свои места, проверить герметичность клапанов. Для этого во впускные и выпускные окна залить керосин и выдержать в течение 3 мин. В течение этого времени течь или просачивание керосина при повороте клапана на любой угол не допускается.
Проверить качество притирки можно и с помощью карандаша. Для этого поперек фаски мягким графитовым карандашом нанести через равные промежутки 10—15 черточек. Осторожно вставив клапан в седло, сильно нажимать на него и одновременно поворачивать на 1/4 оборота. После этого все черточки на фаске должны быть стерты. При неудовлетворительных результатах проверки притирку клапана повторить.
Если герметичность клапана не удается обеспечить притиркой или одной притирки недостаточно (следы прорыва газов, углубления на рабочих фасках и т. д.), то прошлифовать седла и клапаны, а затем повторить притирку. Для шлифовки седел клапанов применяют шлифовальное устройство или электродрель, имеющую необходимый шлифовальный круг и оправку. Центровка шлифовального круга в данном случае осуществляется хвостовиком оправки, входящей в направляющую втулку клапана.
Если направляющие втулки клапанов необходимо заменить, то седла шлифуют только после замены втулок.
Ремонт клапанных седел. Выработку, риски или раковины на рабочей поверхности седла впускного клапана устраняют фрезерованием. После фрезерования биение поверхности фаски седла относительно отверстия в направляющей втулке не должно превышать 0,03 мм, а ширина рабочей фаски седла впускного клапана должна быть 2.0 — 2,5 мм.
Фаски (рис. 22, а) впускного клапана обрабатывают в следующей последовательности. Профрезеровать рабочую фаску зенкером под углом 120° до получения чистой, ровной поверхности, затем профрезеровать нижнюю кромку рабочей фаски зенкером под углом 150°, выдерживая диаметр рабочей фаски в пределах 59,4+-0,7 мм, после чего профрезеровать верхнюю кромку фаски
зенкером под углом 60° до получения ширины рабочей фаски 2,0 — 2,5 мм.
Риски и незначительную выработку на седлах выпускных клапанов устраняют шлифованием седел с последующей притиркой клапанов.
При прогаре, трещинах, раковинах и других повреждениях седла выпускного клапана, не устраняемых шлифованием, седло необходимо заменить. Старое седло удаляют остро заточенным зубилом. При установке нового седла головку цилиндра нагреть в ванне с водой до температуры 100°С.
Фаски (см. рис. 22, б) нового седла обработать, выдерживая ширину рабочего пояска в пределах 1,5—2,0 мм, в следующем порядке. Сначала профрезеровать рабочую фаску зенкером с углом 90° до получения необходимой чистоты, а затем нижнюю кромку фаски зенкером с углом 150° до получения ширины рабочей фаски 1,5—2,0 мм. После обработки клапанных седел клапаны притереть к седлам. При правильных углах рабочих фасок клапанов и их седел матовый поясок на седле головки цилиндров шириной не менее 1,5 мм должен начинаться у основания большого конуса.

Рис. 22. Седла клапанов и установка инструмента при их обработке: а — седло впускного клапана; б — седло выпускного клапана; в — установка зенкера при обработке седла впускного клапана
Замена клапанов. Клапан заменяют при наличии трещин, прогара, облома или следов деформации тарелки клапана. Замене подлежат также впускные клапаны, имеющие диаметр стержня менее 11,85 мм, и выпускные — менее 11,8 мм.
Замена направляющей втулки клапана. Втулка подлежит замене при ослаблении посадки ее в отверстии головки цилиндров или износе отверстия под клапан более допустимого. Максимально допустимый износ диаметра отверстия — 12,1 мм.
Номинальный зазор между впускным клапаном и направляющей втулкой — 0,030 — 0,074 мм, а максимально допустимый — 0,15 мм. Соответственно зазор для выпускного клапана: номинальный— 0,070 — 0,114 мм, максимально допустимый — 0,2 мм.
Новую направляющую втулку перед запрессовкой пропитать веретенным маслом в течение 2 ч при температуре масла 85—95°С. 36
После запрессовки втулки развернуть внутренний ее диаметр под размер 12мм с последующей шлифовкой или фрезерованием седла клапана.
При обработке седла должна быть обеспечена концентричность поверхности фаски и отверстия в направляющей втулке. Допускается биение не более 0,03 мм. Из тела головки цилиндров втулка должна выступать на 3±0,5 мм.
Замена пружин клапанов. Герметичность клапанов может нарушиться при поломке или ослаблении пружин клапанов.
Если усадка пружин под нагрузкой больше указанных ниже величин, то их следует заменить.
Для замены пружин клапанов снять крышку головки цилиндров, установить поршень цилиндра в положение верхней мертвой точки, отвернуть болты крепления оси коромысла и снять ее; с помощью приспособления (см. рис. 21) снять пружины клапана.
Установку пружины на место выполняют в обратном порядке. После сборки проверить тепловой зазор в клапанном механизме.
Замена штанг коромысел и их осей двигателя ЯМЗ-236
Коромысло заменяют при обнаружении трещины или облома. При износе отверстия под ось коромысла до диаметра 25,15 мм заменяют только втулку. Кроме того, втулку заменяют при ослаблении ее посадки в коромысле. Посадку втулки проверяют легкими ударами медной выколотки.
Запрессованная новая втулка должна утопать в теле коромысла по 1 мм с обеих сторон. Необходимо следить, чтобы масляные отверстия во втулке и коромысле совпадали, а стык втулки находился в верхней части отверстия. После запрессовки втулку развернуть под размер 25 мм.
Ось коромысла бракуют при наличии трещины или облома. Допускается износ по диаметру до 25,00 мм.
Штанга толкателя не должна иметь задиров или выкрашивания цементированного слоя на рабочих поверхностях наконечников. Погнутость штанги проверяют с помощью индикатора на призмах. Если биение штанги превышает 0,5 мм, штангу необходимо править.
Установку деталей на место выполняют в обратном порядке. После сборки проверить тепловые зазоры и при необходимости отрегулировать их.
Как отрегулировать клапана на ямз 236
Как отрегулировать клапана на ямз 236
РЕГУЛИРОВКА ЗАЗОРОВ В КЛАПАННОМ МЕХАНИЗМЕ ДВИГАТЕЛЕЙ ЯМЗ-236Н, ЯМЗ-236НЕ2, ЯМЗ-236НЕ, ЯМЗ-236БЕ2, ЯМЗ-236БЕ, ЯМЗ-236Б
Тепловые зазоры в клапанном механизме предназначены для обеспечения герметичной посадки клапана на седло при расширении деталей привода клапанов во время работы двигателя. Величина теплового зазора у впускного и выпускного клапанов устанавливается одинаковой и регулируется в пределах 0,25. 0,30 мм. При повторной проверке зазоров после прокрутки коленчатого вала отрегулированного двигателя возможно изменение их до пределов 0,20.0,35 мм из-за погрешности формы и расположения поверхностей деталей распределительного механизма, что является допустимым.
При слишком больших тепловых зазорах уменьшается высота подъема клапанов, вследствие чего ухудшаются наполнение и очистка цилиндров, растут ударные нагрузки и увеличивается износ деталей газораспределительного механизма. При очень малых зазорах в результате теплового расширения деталей газораспределительного механизма не обеспечивается плотное прилегание клапанов к седлам, нарушаются газодинамические процессы в цилиндрах двигателя, ухудшаются мощностные и технико-экономические показатели двигателя. Кроме того, уменьшение зазора в приводе выпускных клапанов может привести к перегреву клапанов и их прогару.
Тепловые зазоры регулировать на холодном двигателе или не ранее, чем через 1 час после его остановки.
При регулировке тепловых зазоров и повторной их проверке коромысла клапанов рекомендуется прижать:
• на головке правого ряда цилиндров коромысла выпускных клапанов к торцу оси, впускных клапанов — к упорной шайбе;
• на головке левого ряда цилиндров коромысла выпускных клапанов к упорной шайбе, впускных клапанов
Выпускные клапаны правого ряда цилиндров расположены ближе к вентилятору, левого ряда цилиндров — к маховику.
1 Выключить подачу топлива.
2 Отвернуть болты крепления крышек головок цилиндров и снять крышки.
3 Проверить момент затяжки болтов крепления осей коромысел, который должен быть 120.150 Н-м (12.15 кгс-м).
4 Проворачивая коленчатый вал по часовой стрелке (при виде со стороны вентилятора) спереди ключом за болт крепления шкива или сзади ломиком за маховик через люк в нижней части картера маховика, используя отверстия в маховике (рис. 61), установить момент, когда впускной клапан первого цилиндра полностью поднимется (то есть закроется). Продолжая вращать коленчатый вал, провернуть его еще примерно на 1/3 оборота (-120°). Это положение коленчатого вала соответствует такту сжатия в первом цилиндре и оба клапана этого цилиндра будут закрыты.
5 Проверить щупом зазор между торцом клапана и носком коромысла у впускного и выпускного клапанов первого цилиндра и, при необходимости, отрегулировать.
6 Для регулировки зазоров отвернуть гайку
регулировочного винта, вставить в зазор щуп и, вращая винт отверткой (рис. 62), установить зазор 0,25.0,30 мм. Придерживая винт отверткой, затянуть гайку и проверить величину зазора. При правильно отрегулированном зазоре щуп толщиной 0,25 мм должен входить при легком нажиме, толщиной 0,30 мм — с усилием.
7 Для регулировки зазоров клапанного механизма остальных цилиндров провертывать коленчатый вал в том же направлении до полного закрытия впускного клапана регулируемого цилиндра и дополнительно еще на 1/3 оборота. Зазоры регулировать как указано выше (см. п.6).
Регулировку зазоров по цилиндрам рекомендуется проводить в соответствии с порядком их работы 1-4-2-5-3-6. Схема нумерации цилиндров приведена в разделе «Техническая характеристика».
8 После окончания регулировки зазоров запустить двигатель и прослушать его работу. Стуков в клапанном механизме не должно быть. В случае наличия характерного стука клапанов остановить двигатель и регулировку зазоров повторить.
зазоров отвернуть гайку
9 Поставить и закрепить крышки головок цилиндров, проверить состояние прокладок. В месте прилегания крышек масло не должно подтекать.
Простые правила регулировки клапанов на ЯМЗ 236
Работающий двигатель подвергается механическим воздействиям. В конструкции используются движущиеся части, которые силой трения вырабатывают дополнительную теплоту.
Найдено инженерное решение — создание небольшого расстояния между отдельными рабочими поверхностями. Также не допускается герметичности. Известно, что любое тело при нагревании расширяется, что могло бы вызвать нежелательные механические воздействия рабочих элементов друг на друга.
Главная цель состоит в сохранении рабочего ритма даже в условиях сильного нагрева отдельных деталей.
Постоянное использование ЯМЗ 236 требует регулировки клапанов чтобы сохранить высокие эксплуатационные характеристики двигателя.

Польза регулярной регулировки
Расстояние между компонентами — обязательное требование. Данный параметр устанавливается руками. При этом, необходимо соблюсти все правила.
- Превышение зазора чревато нарушением распределения газов. Если реализуется эта опасность, клапаны и вовсе могут перестать открываться. К тому же, сальники начинают испытывать дополнительную нагрузку, эксплуатационный срок механизма снижается.
- Уменьшение зазора чревато неплотным закрытием клапана, а следовательно — перегреву двигателя. Но самое главное — камера сгорания подвергается дополнительной опасности. Она может закрываться неплотно, а фаски испытывать дополнительное напряжение.
Даже небольшой дефект многократно усиливает нагрузку на весь механизм и приводит к более быстрому износу оборудования. Герметичное закрытие впускного клапана — обязательное требование для продления срока службы двигателя. В противном случае, эксплуатационный срок двигателя многократно снижается.

Особенности регулировки на ЯМЗ 236
Главное правила регулировки клапанов на ЯМЗ 236 — обязательное соблюдение зазоров в установленных пределах, которые составляют 0,25-0,30 мм. Нарушение этого правила недопустимо. При этом, размеры зазоров не должны отличаться друг от друга.
В ряде случаев после начала работы коленчатого вала установленные настройки могут измениться. Но и в этом случае сохраняется требование сохранения установленных диапазонов.
Теоретически допускается ситуация, когда в результате долгой и частой нагрузки на двигатель размер зазора увеличивается до показателя 0.4 мм. Не рекомендуется доводить до такого состояния, но при таком показателе теоретически возможна работа устройства. Однако, как только размер зазора превысил указанное число необходимо внести корректировку руками.
Всегда настройки делаются на холодном двигатели. Если менять показатели на теплом оборудовании, расширение, связанное с теплотой деформирует стенки рабочего механизма. Поэтому нужные показатели становится практически невозможно выставить.
Даже при максимально быстрой работе, можно вносить изменения только спустя пятнадцать минут после того, как двигатель будет выключен.
Этапы регулировки
Главное удобство регулировки в том, что не требуется никаких дополнительных устройств. Все делается руками.

Для подготовки к регулировке выполните ряд шагов:
- Отключите подачу топлива. Для выполнения действия используйте скобу регулятора. Помните: система подачи топлива относится к пожароопасным компонентам. Поэтому соблюдайте требования безопасности.
- Откройте механизм для регулировки. Для этого придется снять защитные крышки с привода. Просто освободите крепежные элементы, открутив соответствующие гайки.
- Проверьте затяжку. Для максимально точного получения информации примените диномометрический ключ. Хорошо, если показатели остаются в допустимых значениях 12-15 кГм.
- Проверните вал почасовой стрелке. Для этой цели можно использовать ключ на 32 мм. Но если такового нет, то в большинстве случаев можно обойтись простым ломом. Наблюдайте за крышкой, которая прикрывает коленчатый вал. Она должна захлопнуться. Когда это произойдет, приступайте к регулировке.
- Проверьте зазоры. Для этого подойдет щуп. Сравните параметры, которые вам удалось установить с теми показателями, которые требуются. Если разница слишком сильная, требуется регулировка.
Таким образом, клапан в ЯМЗ 236 регулируется в три шага. Сначала происходит подготовительный этап, который заключается в ослаблении контрольной гайки. Затем происходит замер щупом до того момента, пока показатель не будет равен 0.25 мм. Только после этого можно крутить винт.
Завершающий этап заключается в установке требуемых значений и закрытии контрольной гайки.
Впрочем, на этом этапе осуществляется контрольная деятельность. Необходимо убедиться в том, что зазоры установлены совершенно правильно и, что размер не превышает установленных пределов. Делается это с помощью щупа на 0.25 мм. Просто вставьте его в зазор. Если он свободно погружается и при этом не ходит от одной стенки к другой, то все нормально.
Некоторые предпочитают двойную проверку. Можно дополнительно взять щуп на 0,30 мм и погрузить в зазор. Щуп должен свободно входить в отверстие, но при этом плотно прижиматься к стенкам.
На ЯМЗ 236 можно увидеть сложный клапанный механизм. Здесь перед глазами механика предстанет ряд цилиндров. Нужно отрегулировать каждый и все это сделать в ручном режиме. Допускается одновременная работа не более чем с двумя клапанами одновременно. При этом важен порядок. Начинать работу следует с края, а затем двигаться в сторону центра.
Как самостоятельно отрегулировать клапана у двигателя ЯМЗ 236
Двигатель ЯМЗ 236 был разработан в СССР в далёкие 50-е годы на Ярославском моторном заводе. Этот двигатель получил самое широкое распространение в Советском Союзе. Его можно было встретить на большегрузных автомобилях МАЗ и Урал, на тракторах К-700 и Т-150, на различной строительной технике, на катерах и даже на бронетранспортёрах.
Несмотря на то, что мотору скоро исполнится 60 лет, из-за своих выдающихся характеристик и феноменальной надёжности он не потерял своей актуальности и сегодня по-прежнему производится в Ярославле.
Особенности двигателя
ЯМЗ 236 представляет собой четырёхтактный V-образный 6-и цилиндровый дизельный двигатель рабочего объёма 11,15 литров (11 150 см³). Цилиндры имеют развал 90°. А каждый цилиндр имеет два клапана: один впускной и один выпускной. Таким образом, данный силовой агрегат оснащён 12-ью клапанами.
В отличие от новомодных моторов материал блока цилиндров — чугун. Во многом именно это обуславливает высокую надёжность силового агрегата и его ремонтопригодность.
Так немаловажным положительным фактором является то, что весь двигатель спроектирован из расчёта удобства его обслуживания. Всё навесное оборудование находится в верхней части мотора и удобно для замены и ремонта.
Главным недостатком этого силового агрегата является то, что из-за своей древности двигатель не отвечает никаким экологическим нормам.
Как работает перепускной клапан ТНВД?
Перепускной клапан ТНВД находится в самом начале магистрали, которая отправляет остатки топлива в бак. Его задача — осуществлять сброс излишков топлива.
Перепускной клапан состоит из следующих деталей:
- Корпуса;
- Запорного кольца;
- Клапана;
- Упора;
- Пружины;
- Гайки.

Принцип работы клапана следующий.
Когда силовой агрегат выключается, давление в системе питания падает. В этом случае пружина давит на клапан, тот поднимается и запирает отверстие доступа в сливной трубопровод.
Когда же двигатель запускается, давление в системе поднимается. Давлением топлива отжимается пружина, и клапан открывает путь для слива остатков солярки в магистраль «обратки».
После того как излишки топлива сброшены, давление падает и клапан снова закрывает магистраль.
Уход за системой питания дизелей ЯМЗ 236
Для того, чтобы мотор ЯМЗ 236 работал долго и бесперебойно, а эти силовые агрегаты при должном уходе способны пройти миллион километров и больше, ему требуется тщательный и бережный уход. Особое внимание при этом нужно уделить системе питания, как одной из самых важных систем данного силового агрегата.
Правила ухода за системой питания ЯМЗ 236, достаточно простые, и соблюдать их несложно.
Прежде всего, нужно тщательно следить за качеством топлива и всегда применять солярку, которая соответствует сезону эксплуатации. То есть нужно зимой использовать обязательно зимнюю солярку, а в районах крайнего севера — арктическую.
Другим важным элементом ухода за дизелем ЯМЗ 236 является своевременная очистка и промывка топливных фильтров и воздухоочистителя.
Также нужно не лениться, как можно чаще производить подтяжку всех соединений и креплений системы питания. При необходимости нужно своевременно удалять воздух из системы. Нужно не забывать ежедневно проверять уровень масла в картере топливного насоса и при снижении уровня, своевременно его доливать.
Другой важной процедурой по уходу за мотором является ежедневная очистка топливных фильтров. Эта операция производится следующим образом. В конце рабочего дня, сразу после остановки мотора, пока он ещё горячий, из фильтров предварительной и тонкой очистки сливается 100-200 грамм грязной солярки. После этого двигатель запускается на холостых оборотах и производится прокачка системы. Так при этом проверяется герметичность системы питания и при необходимости подтягиваются ослабленные соединения.
Ещё одним важным этапом ухода за топливной системой является сезонный уход. При смене сезонов и при переходе с одного вида топлива на другое нужно снять бак и промыть его. При этом нужно не забыть продуть все топливные магистрали.
При проведении технического обслуживания-2 (ТО-2) нужно проделать разборку топливных фильтров и тщательно промыть их. Также при этом нужно эту же процедуру проделать с воздухоочистителем и заполнить его маслом.
Собственно, это всё. Если вы будете скрупулёзно соблюдать эти правила, ваш ЯМЗ 236 будет служить вам долго и бесперебойно.
Процедура регулировки клапанов ЯМЗ 236
Продукция Ярославского моторного завода характеризуется надежностью и легкостью техосмотра и ремонта. V-образный 6-цилиндровый ЯМЗ 236 и сегодня остается одним из наиболее востребованных для грузовой техники. Простая конструкция обеспечивает доступность всех механизмов для обслуживания, что очень удобно, в частности, для регулировки клапанов ЯМЗ 236.
Особенности двигателя
ЯМЗ 236 был разработан в 50-е годы, и до сих пор устанавливается на более чем 40 моделях машин, в том числе военных, а также тракторах и китайских большегрузных тягачах. Незначительные изменения его технических параметров коснулись, в основном, турбонаддува, системы питания, а также выпуска газов. Они позволили повысить его мощность и экономичность, а также уменьшить уровень загрязнения выхлопных газов. ЯМЗ 236 заслужил признание автомобилистов благодаря:
- простоте конструкции;
- рациональному размещению каждого из компонентов;
- высокой степени унифицированности его узлов.
Технические параметры ЯМЗ 236
Двигатель ЯМЗ 236 характеризуется:

- объемом – более 11 л;
- максимальной мощностью – до 420 л. с.;
- степенью сжатия — 17,5;
- жидкостным охлаждением;
- верхним расположением клапанов;
- ресурсным пробегом – 800 тыс. – 1 млн. км;
- расходом топлива – до 25 л на 100 км;
- эконормой – до Евро 4.
V-образное размещение шести цилиндров позволило уменьшить массу и длину агрегата, а, следовательно, и вес всего автомобиля. Относительно друг друга они расположены под прямым углом. Те элементы, которым необходим регулярный осмотр или регулировка, находятся перед цилиндрами или между ними.
Система питания двигателя
Система питания оборудована топливоподкачивающим насосом высокого и низкого давления с непосредственным впрыском воздушно-газовой смеси. Насос располагается между двумя рядами цилиндров. Вал насоса крутится с частотой, в два раза меньшей, чем коленчатый, и обеспечивает подачу порции топлива в точно рассчитанные моменты.
Блок отливается из высокопрочного чугуна. Для снятия температурных напряжений в металле и сохранения его точной конфигурации он обработан специальной техникой старения. Для размещения шатунного механизма камеры сгорания сдвинуты друг против друга на определенное расстояние.
Головки цилиндров имеют по два клапана, снабженных пружинами. Соединяясь с клапаном специальными замками, тарелки пружины обеспечивают его вращение. Клапанные седла изготавливают из сплавов чугуна, обладающих высокой жаропрочностью. Клапанная крышка отлита из стали, под ней находится прокладка-сэндвич.
В газораспределительном механизме применяются специальные качающиеся толкатели с роликами. Привод клапанов выполняется кулачками распределительного вала, штангами и коромыслами. Материалом служит:
- для распредвала — углеродистая сталь;
- толкателей – сталь, их получают методом штампования;
- впускных клапанов – жаропрочная сталь;
- выпускные – сварные, их тарелочки тоже выполнены из твердых сплавов.
Корректировка параметров
Техобслуживание двигателя требует, в числе других операций, регулировки клапанов ЯМЗ 236. В конструкции клапанного механизма предусмотрены тепловые зазоры заданных размеров. Они призваны обеспечить достаточно плотную присадку клапанов в их седла.
Другая их задача состоит в компенсировании расширения деталей при температурном воздействии. Заводские настройки обоих клапанов предусматривают равные значения – по 0,25-0,3 мм. На изношенных двигателях возможно расширение до 0,4.
При превышении расчетного размера зазоров уменьшается подъем клапанов ЯМЗ 236, отчего:
- снижается качество наполнения и последующего освобождения камеры от газов;
- происходит рост действующих нагрузок;
- наблюдается ускоренный износ всех элементов двигателя.
Чересчур маленький зазор не обеспечивает:
- плотного прилегания элементов;
- качества газодинамических реакций;
- мощностных параметров и достаточной экономичности двигателя.
Работы по обслуживанию клапанного механизма надо производить после охлаждения двигателя. Последовательность действий проста и понятна:
- после отключения подачи топлива снимается крышка;
- проверяется прочность затяжки винтов коромысел;
- выполняется вращение коленчатого вала только по часовой стрелке до точки, при которой закрывается впускной клапан на первом цилиндре;
- коленвал прокручивается еще на третью часть оборота, после чего щупом измеряется зазор в 1 цилиндре;
- для остальных — процедура повторяется в том же порядке;
- если необходимо, при закручивании контргайки регулировочного винта придерживают болт отверткой.
После корректировки зазоров проверяется степень изношенности прокладок. При необходимости их также следует заменить.







