- Ремонт изношенных деталей машины
- Лекция № 5. Методы и способы восстановления изношенных деталей, повышения их прочности и служебных характеристик.
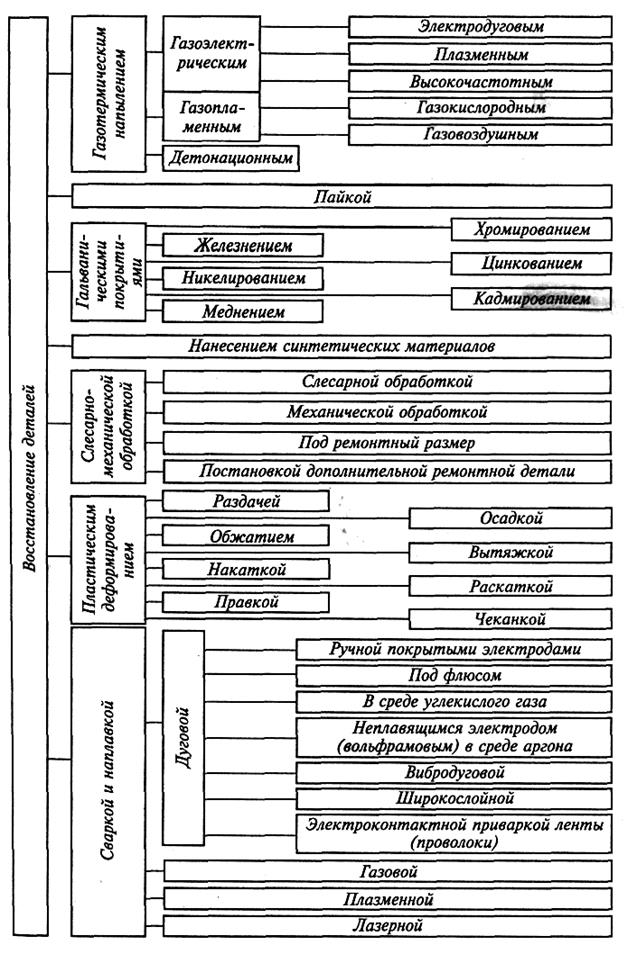
- Способы ремонта деталей
- Обработка деталей под ремонтный размер
- Ремонт деталей наращиванием металла
- Ремонт деталей путем установки втулок, колец и гильз
- Восстановление деталей пластической деформацией
Ремонт изношенных деталей машины
Ремонт деталей — это технологический процесс, обеспечивающий устранение повреждений деталей (трещин, обломов, отколов, пробоин и т. д.) или восстановление их начальной посадки без восстановления их номинальных размеров (обработка под ремонтные размеры). Ремонт деталей производится различными способами. |
Ремонт деталей пластической деформацией — один из наиболее распространенных методов ремонта деталей, основанный на пластической деформации изношенных деталей с последующей механической обработкой. Метод используют для выправления вмятин, погнутости, скручивания, изменения посадочных размеров изношенных мест деталей (увеличения диаметра изношенных шеек осей, валов, уменьшения диаметра изношенных поверхностей втулок), повышения прочности деталей (дробеструйный наклеп) и снижения шероховатости механической обработки (накатка роликами шеек валов вместо их шлифования). Для облегчения пластического деформирования деталь предварительно подогревают, что резко повышает пластичность металла. Так, при нагреве деталей до 900° С прилагаемую нагрузку можно снизить до 0,5…0,6 МПа. После пластической деформации детали подвергают термической обработке.
Правкой устраняют изгиб, скручивание, коробление. Холодная правка не всегда дает устойчивый результат, так как в металле в результате наклепа могут возникнуть внутренние напряжения, накладываемые на остаточные напряжения, сохраняющиеся в деталях. Эти процессы не возникают при горячей правке, когда места деформации нагревают до 600…900 °С. Например, для правки металлоконструкций нагревают деформированные элементы с помощью газовых горелок и паяльных ламп до 900 °С в местах наибольших изгибов с выпуклой стороны. Возникшие при нагреве напряжения растяжения вызывают выпрямление детали.
Рекламные предложения на основе ваших интересов:
Осадкой увеличивают диаметр деталей типа пальцев и втулок из цветных металлов за счет некоторого уменьшения их длины. Этим способом можно уменьшить длину деталей до 15%, однако ответственные детали не уменьшают больше чем на 8%.
Обжатием уменьшают внутренние размеры деталей типа втулок, изготовленных из цветных металлов. Втулку проталкивают пуансоном через установленную в подставке матрицу. Входное отверстие матрицы сужается под углом 7…8°, далее идет калибрующая часть, которая заканчивается входным отверстием, расширяющимся углом 18…20°. После обжатия наружную поверхность втулок омедняют и протачивают, а внутреннюю развертывают.
Вытяжкой увеличивают длину детали за счет местного уменьшения их поперечного сечения, например удлиняют на небольшую величину тяги.
Ремонт сваркой — один из наиболее распространенных (им ремонтируют около 50% деталей машин). Процесс ремонта сваркой подразделяется на три этапа: подготовка деталей под сварку, собственно сварка и зачистка швов.
Подготовка под сварку заключается в тщательной очистке деталей до появления металлического блеска в зоне сварки. После этого детали обезжиривают с помощью горячих щелочных растворов.
Нефтепродукты удаляют из пор и трещин, нагревая детали до 250…300° С и выдерживая в течение 1 ч. По концам трещин сверлят отверстия диаметром 4…5 мм. Края трещин разделывают (рис. 37) V-образной подготовкой под углом 90… 120° при толщине металла 5…12 мм и Х-образной разделкой при толщине металла свыше 12 мм. Ручную и полуавтоматическую сварку применяют для устранения трещин в металлоконструкциях, корпусных деталях, валах, зубчатых колесах, ободах и восстановления поврежденных сварных швов в металлоконструкциях и других деталях. Хорошие результаты в ремонтной практике дает контактная стыковая сварка (рис. 38), позволяющая заменять отдельные изношенные части деталей новыми (валы, оси, тяги, трубы и т. д.). Этот метод заключается в том, что в местах соприкосновения деталей из-за большого сопротивления их торцы нагреваются электротоком до температуры плавления. Детали с силой сжимают, а затем охлаждают. Ремонт выполняют на установках, которые позволяют сваривать детали с площадью сечения 100…6000 мм2.
Газовую ручную сварку в основном применяют для соединения тонких стальных листов (до 2 мм), хотя с ее помощью можно ремонтировать и более толстые листы. Кроме того, газовой сваркой ремонтируют детали из чугуна и цветных металлов.
В ремонтной практике определенное место имеет и газопрессовая сварка, с помощью которой прочно соединяют сломанные валы, трубопроводы, штанги. Сущность сварки заключается в нагреве соединяемых концов деталей с помощью газового пламени до белого каления, их сдавливания и охлаждения. Для лучшего качества соединения перед сваркой свариваемые поверхности подвергают механической обработке.
Сварку трением широко применяют при восстановлении методом дополнительной ремонтной детали, а также при изготовлении и ремонте инструмента — сверл, метчиков, развернутых фрез.
Ремонт пайкой используют для устранения дефектов в трубопроводах, радиаторах, проводах, контактах. Если не требуется высокая прочность, например, при ремонте сосудов, работающих под небольшим давлением и при невысокой температуре, применяют мягкий припой типа ПОС. Зазоры между деталями при пайке мягким припоем должны составлять 0,25…0,75 мм. При больших зазорах применяют твердый припой. Серебряные и медноникелевые твердые припои применяют для ремонта электротехнических изделий, а медно-цинко-вые — для ремонта деталей, подверженных знакопеременной нагрузке (чугунных). Для пайки деталей из алюминия применяют специальный припой, состоящий из 25…30% меди, 4…7% кремния и алюминия, а также цинка, остальная часть с применением флюса, состоящего из хлористого лития, фтористого калия, хлористого цинка и хлористого калия.
Рис. 37. Подготовка (расфасовка) трещин под сварку при толщине стенок, мм
Рис. 38. Схема контактной стыковой сварки
1, 2 — свариваемые детали; 3 — зажимы; 4 — трансформатор
Ремонт склеиванием. Этим способом ремонтируют детали из металла, пластмассы, дерева, кожи, резины, стекла, асбесто-медных материалов и т. д. Технологический процесс склеивания начинается с подготовки поверхностей склеиваемых деталей; зачистки с сохранением повышенной шероховатости, проверки плотности прилегания склеиваемых поверхностей, обезжиривания их авиационным бензином и сушки. На подготовленную поверхность наносят тонкий равномерный слой клея с помощью стеклянной пластины или кисти.
Клей наносят в одну сторону непрерывным движением, что исключает образование в слое клея пузырьков воздуха. Склеиваемые детали сжимают с помощью струбцин или грузов и выдерживают до полного затвердевания клея. Клей наносят на подготовленную поверхность и выдерживают в течение 20…30 мин до его перехода в липкое состояние, после чего детали соединяют и оставляют на 30…45 мин. Затем детали сжимают и выдерживают 5…6 ч, после чего на 1,5…2 ч помещают в термошкаф для сушки при температуре 50…60 °С. На прочность клеевого шва влияет его толщина, которая не должна превышать 0,1 мм. При толщине шва свыше 0,5 мм в клей вводят наполнители.
На основе эпоксидных смол изготовляют клеевые композиции. Предел прочности при сдвиге у данных компрнентов 11…18 МПа при температуре 50…128 °С.
Лекция № 5. Методы и способы восстановления изношенных деталей, повышения их прочности и служебных характеристик.
Большое количество деталей машин и механизмов выходит из строя в процессе эксплуатации вследствие истирания, ударных нагрузок, эрозии и т. д. Современная техника располагает различными методами восстановления и упрочнения деталей для повышения срока их службы.
Восстановление изношенных деталей – сложный организационно-технологический процесс, при котором, в отличие от производства новых деталей в качестве заготовки используют изношенную, но уже сформированную деталь. В этом случае затраты на выполнение таких операций, как литье, ковка, штамповка и т.п., отсутствуют. В то же время при восстановлении изношенных деталей появляется ряд дополнительных операций: мойка, разборка, дефектация, комплектация, затраты на которые следует учитывать при выборе способа восстановления.
Изношенные детали восстанавливают следующими способами:
а) сварка дуговая ручная и автоматическая под флюсом и в углекислом газе; сваркой восстанавливают станины и корпусные детали;
б) наплавка — процесс увеличения размеров изношенных деталей электродуговым способом с последующей обработкой детали на заданные размеры; наплавку используют для восстановления валов, червячных роторов, втулок и т.п.;
в) металлизация — процесс нанесения расплавленного металла с помощью сжатого воздуха; такое напыление осуществляется послойно до 10 мм;
г) электрохимическое покрытие — это процессы хромирования, никелирования, цинкования до 3 мм;
д) пластические деформации — правка, раздача, обжатие и т.п.
Правка применяется для устранения изгиба, коробления и т.п. Обжатие и раздача применяются для изменения размеров деталей (втулок, пальцев).
Электродуговая металлизация. Этот способ нанесения покрытий очень распространен. Преимуществами электродуговой металлизации являются высокая производительность нанесения покрытий, получение покрытий в несколько миллиметров, высокая износостойкость (в 1,5-2 раза выше новой детали), простота и технологичность процесса, возможность нанесения покрытия на одну поверхность различных наплавочных материалов. Областью рационального применения электродуговой металлизации является антикоррозионная защита алюминием и цинком трубопроводов, цистерн, емкостей, металлоконструкций.
Плазменное напыление. Плазменное напыление является одним из эффективных способов нанесения защитных и упрочняющих покрытий на поверхность деталей. Это — процесс, при котором наносимый материал в виде порошка или проволоки вводится в струю плазмы, нагревается до температур, превышающих температуру его плавления, и разгоняется в процессе нагрева до скоростей порядка нескольких сотен метров в секунду. Плазменное напыление является наиболее сложным процессом плазменной обработки.
Высокоскоростное напыление. В основе метода лежит нагрев порошковых частиц и их нанесение со скоростью 2000 м/с на поверхность детали. Частицы порошка посредством газовой струи переносятся на деталь, обладая высокой кинетической энергией, которая при ударе о подложку превращается в тепловую. В качестве напыляемых материалов используются различные металлические и металлокерамические порошки.
Метод позволяет наносить покрытия толщиной от 50 мкм до нескольких миллиметров. Оптимальную же толщину покрытия следует выбирать в каждом конкретном случае исходя из эксплуатационных, технологических и экономических соображений. Так, например, при защите от коррозии оптимальная толщина покрытия варьируется в диапазоне от 150 до 350 мкм. При нанесении износостойких покрытий их толщина выбирается в диапазоне от 300 до 600 мкм.
При восстановлении деталей толщина покрытия может быть значительно больше оптимальных значений. Этим методом может быть нанесено покрытие на сталь, чугун и цветные металлы. Материал покрытия — металлы и сплавы. Кроме того, метод позволяет наносить высококачественные покрытия из металлокерамики (карбид вольфрама, карбид хрома и др. с микротвердостью до 74 HRC), обладающей высокой твердостью. Такой ассортимент материалов позволяет обеспечить очень широкий спектр свойств покрытий. В подавляющем большинстве случаев путем подбора покрытия достигается многократное увеличение ресурса новых деталей. Применение современных высококачественных газотермических покрытий позволяет эффективно решать ряд проблем — износ трущихся деталей, снижение коэффициента трения, гидроабразивный износ, коррозия и др.
Высокоскоростной метод напыления позволяет получить более плотное в 1,5-3 раза прилегание покрытия, меньшую в 5-12 раз пористость и большую твердость, повышает эксплуатационные характеристики.
Газопламенное напыление полимеров. Напыление полимеров — метод получения тонкослойных покрытий и тонкостенных изделий путем нанесения порошкообразных полимерных композиций на поверхность детали или формы. Сплошная защитная пленка (или стенка изделия) образуется при нагревании детали (или формы) с нанесенным слоем порошка выше температуры плавления полимера или при выдержке в парах растворителя, в котором полимер набухает. В промышленности применяют различные способы напыления полимеров: газопламенное, вихре и коленчатые валы, клапаны, шкивы, маховики, ступицы колес и т. д. Наплавку можно производить почти всеми известными способами сварки плавлением. Каждый способ наплавки имеет свои достоинства и недостатки.
Для наплавки используют электроды диаметром 3-6 мм. При толщине наплавленного слоя до 1,5 мм применяются электроды диаметром 3 мм, а при большей толщине — диаметром 4- 6 мм. Для обеспечения минимального проплавления основного металла при достаточной устойчивости дуги плотность тока составляет 11-12А/ММ 2 . Основными достоинствами ручной дуговой наплавки являются универсальность и возможность выполнения сложных наплавочных работ в труднодоступных местах. Для выполнения ручной дуговой наплавки используется обычное оборудование сварочного поста.
Для восстановления размеров изношенных деталей помимо электродов и присадочных прутков применяют наплавочные проволоки Нп-30; Нп-40; Нп-50 и т. д. Для наплавки штампов применяют легированные наплавочные проволоки Нп-45 Х 4ВЗФ, Нп-45 Х 2В8Т и др. (Нп — обозначает наплавочная).
Для износостойкой наплавки широкое применение находят порошковые проволоки в соответствии с ГОСТ 2601-84. Например, для наплавки деталей, работающих в условиях абразивного изнашивания с умеренными ударными нагрузками применяют порошковые проволоки марок ПП-Нп-200 х 12М; ПП-Нп- 200 х 12ВФ и т.д. (ПП обозначает «проволока порошковая»),
Микродуговое оксидирование. Метод используется для нанесения покрытий на алюминиевые и магниевые сплавы и позволяет получать покрытия с высокими механическими, диэлектрическими и теплостойкими свойствами. Покрытия на алюминиевых и магниевых сплавах по износостойкости превышают все существующие материалы, используемые в современной технике. Например, при одинаковой микротвердости с корундом износостойкость покрытий, полученных этим методом, может быть в несколько раз выше.
Основные области применения:
— создание коррозионностойких и износостойких покрытий для бурового, нефтедобывающего и нефтеперерабатывающего оборудования;
пары трения, подшипники скольжения, зубчатые передачи, поршни, цилиндры, торцевые уплотнения.
Способы ремонта деталей
Изношенные детали механизмов автомобиля можно ремонтировать следующими основными способами:
- обработкой под ремонтный размер;
- наращиванием металла сваркой, хромированием и металлизацией;
- установкой колец, втулок и гильз;
- пластической деформацией (раздачей и обжимом).
Обработка деталей под ремонтный размер
Способ восстановления деталей под ремонтный размер заключается в том, что одна из сопряженных деталей подвергается механической обработке для восстановления правильной геометрической формы. При этом неизбежно изменяется (увеличивается и уменьшается) номинальный размер детали. Для сохранения первоначального зазора или натяга сопряженную деталь в этом случае следует заменить или переконструировать. Например, изношенные цилиндры двигателя подвергают расточке и шлифованию на больший размер (увеличение диаметра), а затем к этим цилиндрам подбирают новые увеличенного размера поршни. Размер новых поршней должен обеспечивать получение нормального зазора между стенкой цилиндра и поршнем. Для этого существуют заранее установленные ремонтные размеры как для цилиндров, так и для поршней.
Ремонт деталей наращиванием металла
Этот способ заключается в том, что на изношенную поверхность наносят слой металла, затем поверхность подвергают механической обработке для получения нужного размера и после этого подвергают термической обработке. Для нанесения металла на изношенные поверхности существует несколько способов.
Газовая кислородно-ацетиленовая сварка. Сварка заключается в расплавлении пламенем горелки обрабатываемой поверхности детали и соответствующего присадочного материала. При этом расплавленный металл детали соединяется с присадочным и слой металла наращивается на поверхность. Сварочная ацетилено-кислородная установка состоит из баллона с кислородом, находящимся под давлением до 150 ат.

Рис. Ацетилено-кислородная установка:
1 — присадочный пруток; 2 — сварочная горелка; 3 — шланги; 4 — редуктор; 5 — кислородный баллон; 6 — ацетиленовый генератор.
На баллоне установлен редуктор для снижения давления кислорода на выходе до 2—3 ат и два манометра — один контролирует давление в баллоне, а другой — на выходе.
Для получения ацетилена имеется ацетиленовый генератор, в котором путем воздействия воды на карбид кальция получается ацетилен.
Ацетилен и кислород по шлангам подаются к сварочной горелке; здесь они поджигаются, отчего создается пламя с температурой до 3000°, которым и расплавляется металл.
Кроме наплавления металла с целью восстановления размера детали, сварку применяют также для заварки различных трещин и изломов в деталях. Газовую сварку обычно используют для чугунных деталей и для деталей из цветных металлов.
Чугунные детали, имеющие сложную конфигурацию (блок цилиндров, головка цилиндров), перед сваркой медленно нагревают до 650—700° и после медленно охлаждают во избежание коробления и появления трещин. Менее сложные детали ремонтируют сваркой без подогрева.
Электрическая сварка применяется чаще для наплавки изношенных поверхностен стальных деталей, а также для заварки трещин. При ремонте автомобильных деталей применяют преимущественно электродуговую сварку по способу инж. Славянова. При этом способе свариваемую деталь соединяют с одним из полюсов сварочного генератора постоянного или переменного тока, имеющего напряжение 30—40 в и силу тока до 300 а. Другой полюс сварочного генератора соединяют с держателем электрода.

Рис. Схема установки для дуговой сварки:
1 — электрод; 2 — держатель электрода; 3 — сварочный генератор; 4 — свариваемая деталь.
При соприкосновении электрода с деталью и при последующем удалении электрода на 2—3 мм между деталью и электродом возникает электрическая дуга с температурой 4000—5000°, вызывающая плавление металла. Сварка ведется металлическим электродом соответствующего состава. По содержанию углерода электрод должен быть близок к свариваемой стали. Электросварку, так же как и газовую сварку, можно производить с подогревом детали и вхолодную.
В процесс наварки и заварки входят следующие операции:
- очистка мест наварки металлической щеткой (трещины разделывают крейцмейселем для получения скоса кромок под углом 45°);
- наварка металла электродом;
- нормализация или отжиг детали;
- слесарно-механическая обработка наваренного слоя;
- термическая обработка стали (по техническим условиям);
- окончательная механическая обработка — шлифование под номинальный размер.
Хромирование применяется как защитно-декоративное покрытие для износостойкости и для восстановления изношенных поверхностей деталей до номинальных размеров. Хромированием восстанавливают поршневые пальцы, шкворни, опорные шейки распределительного вала, толкатели, стержни клапанов и другие детали. Нанесенный на поверхность слой хрома обладает высокой твердостью и износостойкостью. Сущность хромирования основана на законах электролиза. Если через электролит, содержащий раствор металла, пропускать постоянный ток, то из электролита будет выделяться и осаждаться на минусовом электроде чистый металл.
Электролитом при хромировании служит водный раствор хромового ангидрида и химически чистой серной кислоты. Наиболее употребительная следующая концентрация растворов:
- Хромовый ангидрид: 150 г.
Серная кислота: 1,5 г.
Вода: 1 л. - Хромовый ангидрид: 250 г.
Серная кислота: 2,5 г.
Вода: 1 л.
Один из указанных растворов заливают в железную ванну с двойными стенками. Пространство между стенками заполняют горячей водой для обогрева ванны. Источником тока служат 6—12-вольтовые генераторы от 250 до 1000 а.
При наличии соответствующих выпрямителей можно пользоваться и переменным током.

Рис. Схема соединения детали при хромировании:
1 — ванна; 2 — генератор; 3 — свинцовая пластина; 4 — деталь.
При хромировании минус генератора соединяется с деталью, подвешенной в растворе ванны, а плюс — с нерастворимой свинцовой пластиной, также опущенной в раствор. Толщина слоя хрома, наносимого на изношенную поверхность детали, обычно достигает 0,5 мм. Более толстый слой хрома менее износостоек.
В процесс хромирования изношенной поверхности детали входят следующие операции:
- шлифование и полирование детали для придания ей правильной геометрической формы;
- защита мест, не подлежащих хромированию, путем покрытия их целлулоидом, растворенным в ацетоне;
- укрепление детали в специальном подвесном приспособлении, обеспечивающем удобное размещение детали в ванне;
- обезжиривание детали в растворе щелочи и промывка ее в горячей воде;
- погружение деталей в 5%-ный раствор серной кислоты на 1—1,5 мин. для удаления с них пленки окислов;
- хромирование — опускание детали в ванну и включение ее в цепь тока;
- промывка детали в дистиллированной воде для сбора с нее электролита, затем промывка в проточной воде;
- снятие детали с подвески;
- шлифование детали под требуемый размер.
Металлизация заключается в нанесении на изношенную поверхность детали слоя металла или сплава в расплавленном и распыленном состоянии. Различают газовую и электрическую металлизацию.
При электрической металлизации металл расплавляется электрической дугой, а при газовой — ацетилено-кислородным пламенем.

Рис. Электрометаллизатор;
а — схема металлизации; б — схема подающего механизма: 1 — воздушная турбинка; 2 и 3 — червячные передачи; 4 — ведущие ролики для подачи проволоки; 5 — прижимные ролики; 6 — проволока; 7 — деталь; 8 — канал подачи воздуха.
Электрометаллизатор представляет собой прибор, в котором помещен механизм, подающий проволоку; к патрубку корпуса присоединяется шланг для подачи сжатого воздуха от компрессора к соплу электрометаллизатора. Кроме этого, часть сжатого воздуха подводится по каналу к турбинке подающего механизма. От турбинки вращение передается через две червячные пары роликам, подающим две проволоки к соплу.
На расстоянии 10—12 мм от сопла проволоки скрещиваются и расплавляются электрической дугой, которая образуется электрическим током, подведенным к электрометаллизатору. Расплавленный металл струей воздуха распыливается и наносится на поверхность детали, которую устанавливают на станке и приводят во вращательное движение (если деталь цилиндрическая).
В процесс металлизации входят следующие операции:
- очистка и обезжиривание детали — обычно производятся песочной струей в специальном пескоструйном аппарате;
- обработка детали для придания ей правильной геометрической формы;
- придание поверхности шероховатости — на цилиндрической детали делается нарезка рваной резьбы (30—40 ниток на 1 дюйм);
- установка детали на станок для вращения ее со скоростью 80—100 об/мин;
- установка металлизатора в супорте станка;
- напыливание металла на поверхность детали; при этом супорт с металлизатором Должен перемещаться вдоль детали; толщина напыленного слоя металла доводится до номинального размера детали плюс припуск на последующую обработку; расстояние от сопла металлизатора до поверхности детали должно быть 100—150 мм; при большем или меньшем расстоянии твердость напыленного слоя снижается;
- механическая обработка детали под номинальный размер.
Металлизацией можно восстанавливать изношенные шейки валов, места посадки подшипников, тормозные барабаны и др.
Посредством металлизации можно также заделывать трещины (блока цилиндров, головки блока), которые следует предварительно разделывать крейцмейселем и обезжиривать.
Ремонт деталей путем установки втулок, колец и гильз
Установкой колец и втулок восстанавливают изношенные места валов и осей. В процесс восстановления входят следующие операции:
- обточка изношенной поверхности детали с учетом возможности напрессовки втулки или кольца со стенками толщиной не менее 2—3 мм;
- изготовление новой детали (втулка, кольцо), внутренний диаметр которой должен обеспечивать прессовую посадку на подготовленную изношенную поверхность с натягом по 2-му или 3-му классам точности;
- нагрев новой детали до светлокрасного каления и напрессовка ее на подготовленное место.
- механическая обработка поверхности под номинальный размер; материалом для изготовления втулок служит сталь и чугун.
- термическая обработка, если это предусмотрено техническими условиями, и окончательная механическая обработка (шлифование).
Запрессовка втулок позволяет восстанавливать, почти любое изношенное отверстие. Сущность этого процесса заключается в следующем:
- а) изношенное отверстие растачивают, а затем развертывают под размер, обеспечивающий последующую запрессовку втулки;
- 6) новую втулку изготовляют из чугуна, стали или бронзы и запрессовывают в подготовленное отверстие с натягом;
- в) запрессованную втулку развертывают под размер сопряженной детали (палец, шкворень, вал, подшипник) с учетом получения нужного зазора.
Восстановление деталей пластической деформацией
Для восстановления детали существует два способа пластической деформации: раздача и обжим.
Раздачей восстанавливают детали, имеющие форму втулки, и нерабочую внутреннюю поверхность (поршневой палец), шаровые поверхности (пальцы рулевых соединений), шлицы, зубья шестерен, клапаны и др. Сущность этого способа заключается в пластической деформации металла под действием давления.
Процесс раздачи стальной детали заключается в следующем. Деталь нагревают до ковочной температуры 1000—1100°, устанавливают в соответствующую матрицу и при помощи специальной оправки производят раздачу детали ударами или прессом. Поскольку диаметр оправки больше отверстия, деталь раздается в сторону износа, чем и достигается увеличение ее наружного размера. После раздачи деталь подвергается предварительной механической обработке, далее, если требуется, термической обработке, и, наконец, окончательной механической обработке под номинальный размер.
Обжимом восстанавливают различные бронзовые втулки (верхней головки шатуна, шкворня, рессорных пальцев и т.д.).
Сущность обжима заключается в следующем. Внутрь втулки, запрессованной в деталь, устанавливают круглую оправку с зазором, обеспечивающим уменьшение внутреннего диаметра втулки на нужную величину. Затем при помощи обжимок с двух сторон на торцы втулки оказывают давление прессом. При этом вследствие пластичности металл деформируется в сторону зазора, т.е. внутрь, и этим уменьшается внутренний диаметр втулки. После обжима втулку развертывают до требуемого размера.

Рис. Приспособление для обжима втулок:
1 — обжимки; 2 — круглая оправка; 3 — втулка; 4 — деталь или матрица.
Если требуется обжать втулку, не запрессованную в деталь, ее устанавливают в матрицу соответствующего размера и производят обжим.







