Ремонт судовых двигателей внутреннего сгорания
Демонтаж, разборка и дефектация
В зависимости от производственных возможностей предприятия и конструктивных особенностей двигателя ремонт его может осуществляться на судне или в цехе. Как правило, при капитальном ремонте двигатель демонтируют (снимают с судового фундамента) и доставляют в цех для ремонта. Крупногабаритные дизели большой массы с фундамента не снимают, а демонтируют отдельными узлами.
Ремонт двигателя в цехе сокращает сроки ремонта, однако последующие работы на судне по монтажу и центровке двигателя могут быть весьма трудоемкими, поэтому необходимость демонтажа в каждом отдельном случае должна быть обоснована.
При капитальном ремонте двигателя в цехе основными этапами являются: разборка; дефектация (выявление износов и повреждений); восстановление деталей; изготовление новых деталей взамен забракованных; узловая сборка; общая сборка двигателя; испытание в цехе; монтаж на судовом фундаменте; испытание на судне.
Демонтажные работы начинают с отсоединения от двигателя всех трубопроводов, предварительно удалив из них и из двигателя воду, масло и топливо; затем снимают с двигателя контрольно-измерительные приборы, арматуру; все отверстия закрывают заглушками. Одновременно ведут работы по разборке площадок, приводов к арматуре и других частей, соединяющих двигатель с конструкциями корпуса судна. Затем разъединяют фланцы коленчатого и приводного валов, отсоединяют двигатель от судового фундамента, выгружают и транспортируют в цех, где устанавливают в горизонтальном положении на специальный фундамент или металлические балки.
Разборка двигателя — один из важнейших технологических процессов ремонта, во многом определяющий его продолжительность и стоимость. Небрежная разборка нередко приводит к повреждению, а иногда и к утере деталей.
Процесс разборки двигателя на судне и в цехе по существу одинаков, однако разборка в цехе удобнее и значительно производительнее, так как выполняется в более благоприятных условиях. Последовательность разборки двигателя зависит от его конструкции; в каждом отдельном случае разборка должна производиться в соответствии с инструкцией завода-изготовителя.
Должное внимание при разборке дизелей необходимо уделять клеймению и маркировке деталей и мест их установки в соответствии с инструкцией, чтобы при последующей сборке установить детали правильно. На специализированных предприятиях, ремонтирующих быстроходные дизели одного типа, детали при разборке не маркируют.
Последовательность разборки двигателей, имеющих в качестве основной детали остова фундаментную раму, примерно такова: сначала снимают контрольно-измерительные приборы, затем электрооборудование, трубопроводы, тяги топливных насосов и регулятора частоты вращения, удаляют стойки с клапанными рычагами, толкатели и штанги клапанов, навесные агрегаты, кожух шестерен, распределительный вал, крышки цилиндров, производят разъем нижних головок шатунов и, поворачивая коленчатый вал, последовательно поднимают поршни с шатунами, извлекая их из цилиндров. Затем выпрессовывают втулки цилиндров, отделяют цилиндры (блок цилиндров), снимают маховик, вскрывают рамовые подшипники, поднимают коленчатый вал и укладывают его на козлы. До выпрессовки втулок цилиндров зарубашечное пространство очищают от накипи и подвергают гидравлическому испытанию, причем выпрессовку втулок удобнее производить после демонтажа блока цилиндров или отдельных цилиндров. Если разборке подвергают несколько одинаковых двигателей, то их детали, как правило, не обезличивают. Ремонт быстроходных двигателей, как уже указывалось, производят на специализированных предприятиях, где внедрен технологический опыт заводов массового или крупносерийного производства данных двигателей. Высокая точность механической обработки, стандартизация и взаимозаменяемость многих деталей позволяют вести ремонт по поточной схеме с обезличиванием значительного количества-деталей; избегают обезличивания лишь совместно обработанных деталей. На ряде предприятий разборке двигателей предшествует их наружная мойка в специальных моечных машинах.
У двигателей крейцкопфного типа сначала отсоединяют шток поршня от поперечины крейцкопфа и только после этого, подняв поршень вместе со штоком, вынимают из цилиндра. Затем временно закрепляют крейцкопф на параллели, разбирают головные соединения и мотылевый подшипник шатуна (кривошип коленчатого вала находится в ВМТ). Медленно вращая коленчатый вал, выводят шатун из станины и вынимают его, снимают крейцкопфы и параллели.
Во время разборки любого двигателя рекомендуется соблюдать следующие общие правила:
— детали и трубы систем и приборы укладывать на заранее подготовленные места;
— разборку производить только специально предназначенными для этой цели инструментами и приспособлениями;
— при разборке не применять чрезмерных усилий, а если узел не поддается разборке, выяснить причины;
— все открытые полости закрывать специальными крышками (использование в качестве заглушек пакли и ветоши воспрещается) ;
— концы трубок глушить деревянными пробками или специальными заглушками;
— если деталь крепится несколькими гайками, то сначала последовательно ослабить их, а уже потом отвертывать; гайки после разборки навертывать обратно на болты или шпильки, а если этого сделать нельзя, то гайки с каждого узла собирать на отдельную проволоку с биркой.
Следующий этап — подетальная разборка, т. е. разборка узлов на отдельные детали.
Иногда при ремонте двигателя в цехе в целях уменьшения массы двигателя и предотвращения возможных повреждений его узлов и деталей при выгрузке с судна и транспортировке в цех производят демонтаж отдельных узлов на судне и отправляют их в цех. Облегченный двигатель отсоединяют от судового фундамента и также направляют в цех.
Рассмотрим технологию разборки некоторых наиболее ответственных узлов двигателя. Выпрессовку втулок цилиндров производят для их замены, а иногда для очистки водяного пространства. Втулки выпрессовывают с помощью приспособления, показанного на рис. 104. Снизу к торцу втулки подводится диск 8, имеющий по окружности четыре отверстия, в которые заводят стержни 7. Сверху на шпильки цилиндра устанавливают четыре подставки 6 и два гидравлических домкрата 5. На головки плунжеров домкратов помещают жесткие прокладки 4, которые упираются в скобу 3, насаженную на стержень 7 и закрепленную гайками. На две другие подставки 6 устанавливают скобу 2, соединенную с двумя другими стержнями 7; под эту скобу заводят клинья 1. Установив приспособление, в за-рубашечное пространство впускают пар низкого давления для подогрева цилиндра и облегчения выпрессовки втулки, слегка подбивают клинья и вводят в действие домкраты, с помощью которых и выпрессовывают втулку.
Последовательность разборки поршней зависит от их конструкции. Разборка большинства поршней двигателей крейцкопфного типа сводится к отсоединению штока поршня от его головки и снятию поршневых колец с поршня. Отсоединение поршня тронкового двигателя производится путем выпрессовки поршневого пальца с помощью специального приспособления, позволяющего избежать ударов по пальцу. На рис. 105 показано простейшее приспособление для выпрессовки пальца 1 поршня 2. Через пустотелый палец поршня пропущен болт 4, под головку которого подложена шайба 5. Вторым концом болт проходит через отверстие П-образной скобы 3, опирающейся на поверхность поршня. Навертывая гайку на болт 4, выпрессовывают палец и отсоединяют шатун от поршня. Если палец плавающий, а поршень силуминовый, то снимают заглушки, фиксирующие палец, нагревают поршень в масле до 250° С (523 К) и вынимают палец из поршня. Поршневые кольца снимают при помощи несложных приспособлений, предохраняющих их от поломки.
Разборка шатуна тронкового типа сводится к выпрессовке втулки головного подшипника с предварительным высверливанием стопоров, а также удалению вкладышей мотылевого подшипника.
Разбирая коленчатый вал, спрессовывают шестерню привода распределительного вала и маховик, снимают заглушки, обеспечивающие герметичность масляных полостей шеек вала; при необходимости снимают противовесы.
При разборке распределительного вала спрессовывают передаточную шестерню, а в случае необходимости и кулачковые шайбы. Если вал состоит из нескольких частей, их разъединяют.
Перед дефектацией разобранные детали двигателя чистят и моют для удаления нагара, коррозии, жирового слоя и накипи. Очистку производят химическим, механическим и ультразвуковым способами.
Дефектация деталей — ответственный этап технологического процесса ремонта ДВС. Задачей дефектации является проверка цельности деталей (обнаружение наружных и внутренних трещин, обломков и т. п.) и определение степени износа, деформации, нарушений взаимного расположения поверхностей и их чистоты.
От того, как организована дефектация, зависят качество и стоимость ремонта. При недостаточно внимательном контроле может снизиться его качество, а чрезмерно жесткий контроль может вызвать перерасход запасных деталей. Дефектация позволяет разделить все детали на три группы. К 1-й группе относят детали, имеющие допустимый износ, а также прошедшие необходимые виды проверки; ко 2-й группе — детали, которые имеют предельный износ и изменение геометрической формы поверхности, но восстановление которых возможно; к 3-й группе относят детали, имеющие признаки окончательного брака и непригодные к восстановлению.
При дефектации деталей производят внешний осмотр, проверку на специальных приборах для выявления невидимых глазом дефектов, проверку герметичности, измерение размеров и проверку для выявления отклонений от первоначальной геометрической формы.
Внешний осмотр предшествует всем остальным проверкам и производится с помощью лупы. Он позволяет обнаружить трещины, раковины и другие дефекты, а также изменения поверхностного слоя металла (например, перегрев — по наличию цветов побежалости). До применения лупы производят визуальную проверку, а места, недоступные осмотру, проверяют обстукиванием для выявления трещин. Для обнаружения в деталях пороков, невидимых простым глазом, на предприятиях применяют магнитную дефектоскопию, просвечивание рентгеновскими лучами, гамма-дефектоскопию, ультразвуковой и люминесцентный контроль.
При дефектации деталей ДВС (исключая детали топливной аппаратуры) необходимы следующие контрольно-измерительные инструменты, приборы и приспособления: микрометрические скобы с пределами измерений 0—75 мм, 25—50 мм и более в зависимости от размеров поршневых пальцев, шеек коленчатого вала и поршней; индикаторный нутрометр со вставками различной длины; микрометрический нутрометр; индикатор линейный со штативом; щупы; штангенциркули; уровень слесарный с ценой делений 0,05—0,20 мм на 1 м длины; резьбомеры; проверочная линейка стальная; приспособление для измерения расхождения щек кривошипа; грузы и тонкая стальная проволока для отвесов; металлические рулетки и метр.
На специализированных предприятиях наряду с обычным инструментом широко применяют браковочные калибры и специальные измерительные приборы. Контроль с помощью калибров высокопроизводителен. Калибры бывают необходимы при проверке размеров труднодоступных поверхностей. Для определения размеров деталей прецизионных пар топливной аппаратуры внедряется пневматический метод измерений. Пневматические приборы отличаются высокой производительностью и большей точностью, чем индикаторные.
Измеряя детали, пользуются определенной методикой, учитывающей конструктивные особенности и условия работы каждой детали. Диаметр цилиндрических поверхностей трения проверяют в нескольких поясах, определяя отклонения от цилиндрической формы по длине (конусность, бочкообразность, корсетность). Диаметр проверяют в нескольких взаимно-перпендикулярных плоскостях, определяя отклонения от цилиндрической формы по поперечному сечению (овальность). Записав данные измерений в карту замеров и обработав их, делают заключение о том, к какой группе по степени дефектности следует отнести данную деталь двигателя.
8 Ремонт главных и вспомогательных судовых механизмов
7. Ремонт главных и вспомогательных судовых механизмов
К судовым механизмам относят главные и вспомогательные судовые двигатели внутреннего сгорания (СДВС), компрессоры, насосы (центробежные, вихревые, поршневые и шестеренчатые), шпили, брашпили, лебедки (гидравлические и механические различных назначений), рулевые машины (гидравлические и электрические) и другие механизмы. Работы по ремонту судовых механизмов по трудоемкости делят примерно на 2 равные части. К первой части относятся демонтажно-монтажные и некоторые другие работы, выполняемые на судне. Ко второй группе – все ремонтные работы, проводимые в специализированных и слесарно-сборочных цехах судоремонтных предприятий. К ремонтным работам, выполняемым на судах, относят замену отдельных деталей главных и вспомогательных двигателей, профилактический осмотр и ремонт палубных механизмов и механизмов машинного отделения (МО), некоторые другие работы по ремонту судовых трубопроводов, систем, устройств, в зависимости от видов ремонта и методов их проведения.
7.1. Износы и повреждения основных деталей судовых механизмов
К износам относятся коррозионные и эрозионные разрушения поверхностей деталей, однако основная причина изнашивания деталей механизмов – трение.
Различают несколько видов разрушения деталей:
– усталостное разрушение деталей, которое возникает от воздействия на них сжимающих, растягивающих и крутящих усилий, на металле оно проявляется в виде трещин;
– разрушение от микрорезания, возникающее при соответствующей конфигурации контактирующего выступа или при наличии на поверхности трения частичек абразива;
– отделение частичек металла с поверхности вследствие повторного деформирования металла, приводящего к повторному деформированию тонкого поверхностного слоя, перенаклепу и разрушению;
– глубинные разрушения вырыванием, возникающие при взаимном скольжении поверхностей, в местах контакта. Оно носит характер выдирания или выкалывания материала не по месту спайки, а внутри под поверхностью;
– атомарный износ (возникающий при трении двух тел) от градиента температуры, напряжений и деформаций, когда атомы из кристаллической решетки одной поверхности могут диффундировать в другую.
На судоремонтных предприятиях износы и повреждения деталей выявляют при дефектации. Для этого детали делят на группы. Например, группа деталей остова, поршневая группа, валовая группа и другие. К деталям остова относятся фундаментные рамы, блоки цилиндров, цилиндровые втулки, крышки и головки блоков. К деталям поршневой группы относятся поршни, поршневые кольца, пальцы и шатуны. К деталям валовой группы относятся коленчатые валы, рамовые и мотылевые подшипники (коренные и шатунные).
Главные (субъективные) причины износов:
– нарушение режимов эксплуатации;
– применение материалов, не соответствующих проектным;
7.2. Основные виды работ при ремонте судовых механизмов
Ремонт судовых механизмов состоит из следующих основных видов работ:
1. демонтаж с фундамента;
3. мойка (несколько этапов);
5. ремонт деталей, узлов и агрегатов;
6. сборка узлов и монтаж на судне;
Демонтаж агрегатов применяют при агрегатном ремонте и при замене механизма на новый.
При агрегатно-узловом методе демонтируются лишь отдельные механизмы.
Основные операции демонтажа (рис. 7.1):
1. снятие ограждений;
3. отсоединение арматуры и трубопроводов;
4. снятие навесных механизмов;
5. разъединение муфт;
6. снятие механизмов с крепежа на фундаменте;
7. демонтаж элементов, расположенных в машинном фонаре;
8. подъем двигателя (возможен выем его через вырез в корпусе);
9. транспортировка в цех ремонта или на склад для подготовки к отправке на ремонт.
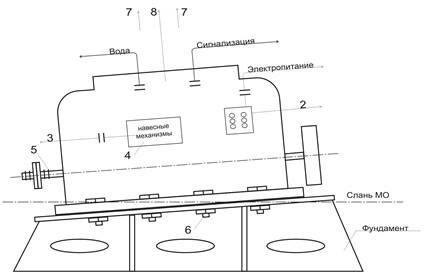
Рис. 7.1. Схема элементов демонтажа главного двигателя
Основными этапами подготовки судовых механизмов к ремонту является разборка, мойка и дефектация. Основные этапы подготовки двигателя к ремонту показаны на рис. 7.2.
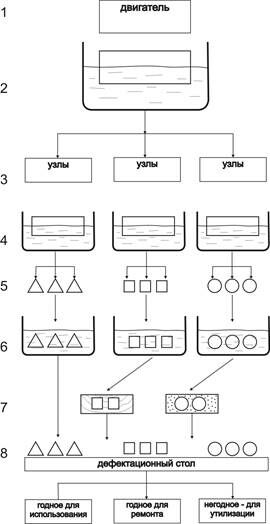
1. Двигатель поступает в цех
Моющий раствор 90÷98°С
3. Разборка на узлы (блок цилиндров, нижняя часть картера, ЦПГ, топливные насосы…)
5. Разборка на детали: втулки цилиндров; поршни; пальцы цилиндрические; коленчатый и распределительный вал…
7. Косточковая или ультразвуковая очистка
8. Дефектационный стол
Рис. 7.2. Основные этапы подготовки двигателя к ремонту
Методы дефектации судовых механизмов
1. Визуальный, т.е. выполняется наружным осмотром с применением линз с 5÷25 кратным увеличением.
2. Измерительный метод, т.е. обмер деталей с помощью микрометрических инструментов (микрометр, штангельциркуль…).
3. Дефектация с контролем формы на специальных измерительных стендах (параллельность, перпендикулярность, цилиндричность…).
4. Физические методы:
– магнитоскопия (порошковый индукционный способ),
– способы, основанные на гидравлическом давлении (водой, воздухом, газами),
– способы, основанные на акустических свойствах ультразвука.
7.3. Восстановление и ремонт деталей механизмов и машин
Для повышения долговечности и безотказности деталей машин применяются различные технологические методы, в результате которых происходит упрочнение металла в поверхностном слое, и, кроме того, в детали создаются остаточные напряжения (обычно, сжимающие), при этом повышается предел выносливости до 2–3 раз и долговечность детали. Для восстановления изношенных в процессе эксплуатации рабочих поверхностей, в настоящее время используются различные способы нанесения покрытий: наплавление, осталивание, хромирование, термическое напыление и металлирование, а также метод шлифования в ремонтные размеры, предполагающий изготовление соответствующих типоразмеров пары трения, например, вкладышей подшипников или поршневых колец [12, 13].
За рубежом метод обработки в ремонтные размеры, например, коленчатых валов, широкое применение нашел в Германии и Швейцарии, фирма «Costaline Utectic». В Германии также проводят хромирование и металлизацию шеек валов до номинального размера. В Польше при восстановлении валов двигателей «Ursus» галтели не наплавляют, а шейки после наплавки обрабатывают фигурным резцом на токарном станке. Некоторые фирмы США применяют термическое напыление шеек. При этом производится правка валов, наплавка (напыление) изношенных зон, прецизионное шлифование и полирование. Стоимость такого восстановления коленчатого вала примерно на 30% ниже по сравнению с другими способами.
В Российской Федерации вышеперечисленные методы ремонтных размеров и восстанавливающих покрытий также широко используются. Наплавлением на коленчатые и шатунные шейки наносится компактный слой металла, обладающий высокой прочностью сцепления с основанием. Твердость наплавленного слоя составляет 45–58 HRC. Износостойкость восстановленных шеек достигает 70–100% износостойкости новых. Недостатками наплавления являются: необходимость предварительного шлифования шеек на глубину 1–1,5 мм, большая толщина наплавленного металла (до 4–6 мм), значительные деформации вала, остаточные напряжения в материале (особенно при вибродуговом наплавлении), что ведет к отбраковке или разрушению восстановленных коленчатых валов. Сопротивление усталости наплавленных валов составляет 60–70% сопротивления усталости новых, при плазменном наплавлении она составляет порядка 74%.
При осталивании (ожелезнении) из растворов солей железа на рабочей поверхности коленчатых валов электролитически наращивают железное покрытие большой твердости, приближающейся к твердости стали. Прочность сцепления покрытия с основой составляет 150 МПа. Покрытия не отслаиваются даже при пластических деформациях. Метод осталивания включает в себя следующие операции: очистку, механическую обработку, промывку ацетоном, зачистку наждачным полотном, монтаж на подвеску, электрохимическую очистку, осаждение твердого железа, обработку после осаждения, промывание и механическую обработку. Недостатками метода являются наличие агрессивных сред, большое количество операций, низкое сопротивление усталости при эксплуатации.
При электролитическом хромировании покрытие получают при осаждении хрома из водных растворов в результате прохождения через раствор электрического тока. Хромирование позволяет получить износостойкие покрытия толщиной 250–300 мкм, обладающие высокой твердостью. Однако возникающие в покрытии внутренние напряжения значительно снижают сопротивление усталости вала.
Одним из способов получения покрытий нанесением на рабочую поверхность расплавленного металла является металлизация. Сущность металлизации заключается в расплавлении металла дугой (электрометаллизация) ацетилено-кислородным пламенем (газовая металлизация), или высокотемпературной плазмой (плазменная металлизация) и распылении струей сжатого воздуха (давление до 0,6МПа) на восстанавливаемую поверхность. Отличительная особенность металлизации – низкое термическое воздействие на материал восстанавливаемой детали (до 100–150°С), отсюда практическое исключение деформаций. Металлизацией наносят покрытия с широким диапазоном твердости (200–600 HRB), пористости (0–50%). Однако прочность сцепления покрытия с основой невысока, что сдерживает широкое применение данного способа.
При газотермическом методе нанесения порошковых покрытий происходит пластификация порошка в высокотемпературном источнике тепла и нанесение его газовыми потоками на предварительно подготовленную механической или струйной обработкой) изношенную поверхность. Прочность покрытий на отрыв при плазменном нанесении покрытий составляет 40–55 МПа, пределы выносливости восстановленных валов составляют 110–135 МПа. Ресурс до шлифования в ремонтный размер достигает 10000–13000 часов. К недостаткам процесса напыления следует отнести окисление напыляемого металла при малых скоростях подачи, наличие пористости и других видов дефектов, невысокую адгезионную и когезионную прочность покрытия. Кроме того, большое количество тепла, выделяемое в процессе напыления, приводит к выгоранию легирующих элементов в напыляемом металле. Содержание углерода уменьшается на 40–60%, кремния, марганца – на 10–15%.
При восстановлении коленчатых валов металлированием происходит нанесение на изношенные поверхности покрытий сырого порошкового слоя или оболочки с последующей термической обработкой. Термическая обработка осуществляется припеканием оболочек в среде водорода в течение 30 мин. при температуре 1373–1453°К. Далее следует нормализация и шлифование. К недостаткам метода следует отнести необходимость специального герметичного оборудования, наличие огнеопасной среды, необходимость окончательной термической и механической обработок.
Как известно, качество поверхностного слоя и его адгезия к подложке – одни из главнейших факторов, определяющих долговечность деталей, работающих в узлах трения. Наиболее широко применяемые в промышленности методы восстановления коленчатых валов практически исчерпали свои возможности, т.к. возникают известные проблемы, связанные с пониженной твердостью шеек и качеством наносимого покрытия.
Одним из способов улучшения свойств нанесенного покрытия, связанных с увеличением прочности сцепления с основой и повышением плотности нанесенного материала, является их оплавление лазерным лучом. Структура оплавления лазером слоев при оптимальных режимах обработки характеризуется чрезвычайной дисперсностью, отсутствием окисных включений и пор. Содержание легирующих элементов мало отличается от их содержания в исходном содержании покрытия, а характер их распределения на глубине оплавленной зоны характеризуется их равномерностью.
Другим способом решения проблемы качества наносимого покрытия является лазерная наплавка. При лазерной наплавке наплавляемый материал или одновременно с действием излучения подают в зону обработки, или предварительно наносят его с последующим лазерным оплавлением. К первому способу относится газопорошковая лазерная наплавка (ГПЛН), заключающаяся в получении поверхностных покрытий принудительной подачей порошка газовым потоком непосредственно в зону лазерного излучения. К недостаткам ГПЛН следует отнести неполное использование порошка и сложность устройства для подачи порошка и улавливания неиспользованного в процессе наплавки порошка. Во втором случае материал предварительно в виде обмазки наносят на деталь слоем соответствующей толщины. Особенностью технологического процесса лазерной наплавки является возможность регулирования времени существования жидкой фазы и обеспечение высоких скоростей охлаждения кристаллизующегося металла наплавки. Вследствие этого микроструктура покрытий, полученных лазерной наплавкой, отличается от микроструктуры при наплавке другими методами. Отличие, заключающееся в измельчении структуры и образовании пресыщенных твердых растворов, обеспечивает высокие свойства поверхностных покрытий, в первую очередь – износостойкость. Твердость наплавленного слоя достигает 60–63HRC, а прочность сцепления с основным металлом – 250 МПа. Стойкость лазерной наплавки в 3–5 раз превосходит износостойкость плазменного покрытия, оплавленного газопламенной горелкой, и в 10 раз больше износостойкости покрытия, полученного токами высокой частоты (ТВЧ).
Прочность сцепления покрытия с основой при лазерной наплавке в 3–5 раз превышает прочность при напылении покрытий. При этом поверхность после наплавки получается ровной, чистой, и легко обрабатывается абразивным инструментом. Восстанавливаемая деталь не требует специальной подготовки. Ее поверхность лишь обезжиривают в ванне с содовым раствором, который обычно применяется на ремонтных предприятиях.







