Кривошипно-шатурный и газораспределительный механизмы ДВС. Классификация КШМ и ГРМ. Общее устройство и принцип работы.
Кривошипно-шатунный механизм (КШМ) представляет собой важный механизм автомобильного двигателя, который преобразовывает поступательные движения поршневой системы во вращательное движение коленчатого вала двигателя, от которого, в свою очередь, это движение передается на колеса автомобиля, что и приводит машину в движение.
Под давлением газов, которые образуются в цилиндрах двигателя при сгорании топливно-воздушной смеси, поршень совершает поступательное движение по направлению к коленчатому валу. Важные детали механизма, а именно: поршень, шатун и вал помогают преобразовывать движения поступательного характера в движения вращательного, что в свою очередь запускает вращение колес автомобиля. В обратном порядке взаимодействие вала и поршня выглядит следующим образом: вал при вращательном движении через детали механизма – вал, шатун и поршень, преобразовывает энергию в поступательное поршневое движение.
Как устроен кривошипно-шатунный механизм
Общее устройство:
КШМ состоит из 2-х групп деталей: неподвижных и подвижных.
К неподвижным деталям относятся:
— блок-картер; головки блока-картера; гильзы цилиндров; крышка распределительных шестерен; смазочная емкость; крышки головки блока; картер маховика; крышки коренных подшипников коленчатого вала; вкладыши коренных подшипников; детали крепления и уплотнения.
К подвижным деталям относятся:
— поршни; поршневые кольца; поршневые пальцы; шатуны; коленчатый вал; маховик.
Поршень воспринимает давление газов, передает его через поршневой палец на шатун, а также осуществляет вспомогательные такты.
Компрессионные кольца уплотняют газовый стык между поршнем и стенкой цилиндра и предотвращают утечку рабочего тела.
Маслосъемные кольца удаляют излишки масла со стенок цилиндра в картер.
Поршневой палец служит для шарнирного соединения поршня с шатуном и передачи усилия от поршня к шатуну.
Шатун служит для передачи усилия от поршневого пальца на коленчатый вал.
Коленчатый вал воспринимает усилие от шатуна и преобразует его в крутящий момент.
Маховик предназначен для уменьшения неравномерности вращения коленчатого вала, а также для вывода поршней из мертвых точек благодаря накопленной кинетической энергии во время такта рабочего хода. Кроме того, маховик облегчает работу двигателя при разгоне и преодолении кратковременных перегрузок.
Классификация КШМ:
В двигателях внутреннего сгорания автомобильной техники используются три типа кривошипно-шатунного механизма:
— центральный (аксиальный) КШМ, у которого оси цилиндра и поршневого пальца пересекаются с осью коленчатого вала (КамАЗ-740.10, ЯМЗ-238В);
— смещенный (дезаксиальный) КШМ, у которого ось цилиндра не пересекает ось коленчатого вала (ГАЗ-51), или ось поршневого пальца смещена относительно оси цилиндра (ЗИЛ-5081.10, ЗМЗ-66-06 и ЗМЗ-513);
— с прицепным шатуном КШМ, у которого прицепной шатун соединен пальцем с главным шатуном в его кривошипной головке (В-46-2С1, Д12А-525А).
Газораспределительный механизм (ГРМ) — механизм управления фазами газораспределения двигателя внутреннего сгорания.
Состоит из распределительного вала — или нескольких валов — и механизмов привода к ним, клапанов, открывающих и закрывающих впускные и выпускные отверстия в камерах сгорания, и передаточных звеньев — толкателей, штанг, коромысел и некоторых вспомогательных деталей (регулировочных элементов, клапанных пружин, системы поворота клапанов и проч.)
Система привода распределительного вала в любом случае обеспечивает его вращение с угловой скоростью, равной 1/2 угловой скорости коленвала.
Классифицирующими признаками для конструкции газораспределительного механизма являются расположение клапанов и распределительного вала.
По расположению клапанов выделяют двигатели:
· Нижнеклапанные (с боковым расположением клапанов);
· Верхнеклапанные (в старой литературе — «с подвесными клапанами»);
· Со смешанным расположением клапанов.
По расположению распределительного вала выделяют двигатели:
· С распредвалом, расположенным в блоке цилиндров (Cam-in-Block);
· С распредвалом, расположенным в головке блока цилиндров (Cam-in-Head);
· Без распределительного вала.
Конструкция газораспределительного механизма отвечает за плановое и поочередное открытие-закрытие впускных и выпускных клапанов каждого цилиндра, обеспечивая своевременную подачу рабочей смеси в цилиндр и выпуск из него отработавших газов.
Поршень, двигаясь от ВМТ к НМТ, в первом такте создает разряжение воздуха, за счет чего в цилиндр поступает топливо или уже готовая рабочая смесь. Происходит это через своевременно открывающийся впускной клапан, который также своевременно при достижении поршня НМТ — закрывается. Затем в цилиндре идет такт сжатия, а следом сам рабочий ход, преобразующий энергию горения в механическую энергию, позволяющую проворачивать коленчатый вал и заставлять в конечном итоге двигаться автомобиль через цепочку деталей и узлов. Заключительный такт — выпуск, когда при движении поршня из НМТ к ВМТ открывается выпускной клапан и все газы под давлением поршня, за счет уменьшения пространства в цилиндре, выдавливаются через выпускные каналы и глушитель в атмосферу. Все вот это и обеспечивает ГРМ.
Главным составляющим здесь являются не столько впускные и выпускные клапаны, сколько распределительный вал, заставляющий их поочередно работать, который, в свою очередь, полностью зависит от вращения коленчатого вала — иначе процесс получения энергии не выйдет. Рассмотрим устройство ГРМ двигателя детальнее.
Коленчатый вал имеет на конце жестко закрепленную шестеренку. Энергия вращения коленвала передается через эту шестеренку посредством ременной передачи на распределительный вал, имеющий подобное зубчатое колесо на конце, которое заставляет вращаться вал. На вале есть выступы, так называемые «кулачки». Именно этими кулачками вал, вращаясь, воздействует поочередно на клапаны, заставляя те своевременно открываться и закрываться. А за счет встроенных пружин у каждого клапана, они всегда возвращаются в исходное положение. Конструкция распределительного вала выполнена таким образом, что каждый клапан в каждом цилиндре открывается и закрывается именно в тот момент, когда этого требует нужный такт, происходящий в каждом отдельном цилиндре.
Классический вариант расположения распределительного вала в верхней части двигателя получил название ГРМ с «верхним расположением распределительного вала», который мы и видим на рисунке.
Для ГРМ предусмотрен ряд регулировок, настройка которых обеспечивает надежную работу двигателя автомобиля в целом, но на данном этапе целью ставилось понять сам принцип работы ГРМ и его важные составляющие в процессе получения механической энергии. Все особенности и нюансы устройства ГРМ, как и любого другого механизма, рассмотрим при детальном изучении.
При рассмотрении работы ГРМ необходимо выделить два этапа: порядок работы цилиндров двигателя и фазы газораспределения.
Порядок работы цилиндров
Порядок чередования одноименных тактов в разных цилиндрах называется порядком работы цилиндров силового агрегата. Порядок работы зависит от положения шеек кулачкового и коленчатого распределительных валов и расположения цилиндров.
У четырехцилиндрового однорядного четырехтактного мотора такты чередуются через 180°, порядок работы может быть 1-2-4-3 («Волга) или 1-3-4-2 (ВАЗ – 2106, «Москвич–2140»).
Под фазами газораспределения подразумевают начальные моменты открытия и конечные моменты закрытия клапанов, которые выражены в градусах угла поворота коленвала относительно мертвых точек. Чтобы цилиндры лучше очищались от отработавших газов, выпускному клапану необходимо открываться до достижения поршнем НМТ, а процесс закрытия должен происходить после ВМТ. С целью лучшей наполненности цилиндров смесью впускному клапану необходимо открываться до достижения поршнем ВМТ, а свое закрытие выполнять после прохождения НМТ. Временной отрезок, в течение которого оба клапана одновременно открыты (выпускной и впускной), называют перекрытием клапанов.
Фазы газораспределения подбираются специалистами на заводах опытным путем в зависимости от конструкции впускной и выпускной системы двигателя и его быстроходности. При этом стремятся применять колебательное движение газов в выпускной и впускной системах таким образом, чтобы к конечному положению закрытия впускного клапана перед ним образовалась бы волна давления, а к конечному этапу закрытия выпускного клапана за ним бы формировалась волна разрежения. При данном подборе фаз газораспределения одновременно удается улучшить наполнение цилиндров свежей смесью, а также более качественней их очистить от отработавших газов.
Правильность монтажа механизма ВМТ газораспределения устанавливается зацеплением распределительных шестерен с присутствующими метками на них. Отклонение при монтаже фаз газораспределения хотя бы на три зуба звездочки или шестерни распредвала приводит к значительному удару клапана о поршень, потери компрессии, поломке клапана или мотора. Постоянство фаз газораспределения сохраняется только при соблюдении в клапанном механизме теплового зазора. Увеличение зазора способствует уменьшению продолжительности открытия клапана.
Ремонт кривошипно-шатунного механизма
Восстановление коленчатого вала
Коленчатые валы большинства двигателей изготовлены штамповкой из стали 45, 40Х, 50Т и ДР-У некоторых двигателей валы изготовлены литьем из высокопрочного магниевого чугуна. Основными дефектами коленчатых валов являются износ коренных и шатунных шеек и изгиб вала. Реже встречаются повреждения резьбы, трещины, износы шпоночных канавок, отверстий под болты крепления маховика, посадочных мест под шестерню и шкив, маслосгонной резьбы.
Коленчатый вал выбраковывают при наличии трещин, за исключением небольших продольных трещин на коренных и шатунных шейках длиной до 3 мм. При износе коренных и шатунных шеек, выходящем за пределы последнего ремонтного размера, коленчатые валы дизелей также выбраковывают.
Необходимость восстановления коленчатого вала и замены подшипников определяют по превышению допустимых зазоров в подшипниках.
Перед ремонтом коленчатый вал промывают в моечной машине ОМ-36000. Особенно тщательно промывают полости для центробежной очистки масла и масляные каналы. С помощью магнитного дефектоскопа проверяют наличие трещин на шейках вала.
Изгиб вала устраняют специальной правкой местным наклепом.
Изношенные посадочные места под. шестерню или шкив восстанавливают наплавкой в среде углекислого газа проволокой Св-18ХГСА с последующей обработкой под номинальный размер.
Изношенные шпоночные канавки и отверстия под штифты для установки маховика заваривают полуавтоматом в среде углекислого газа проволокой Св-08Г2С. Шпоночную канавку фрезеруют на том же месте, чтобы не нарушить установку распределительных шестерен. Заваренные отверстия после зачистки торцовой поверхности на токарном станке просверливают, зенкуют и развертывают на сверлильном станке.
Наиболее распространенным способом восстановления коренных и шатунных шеек коленчатых валов является шлифование их под ремонтные размеры, установленные для каждой марки двигателя. Перед шлифованием шеек должны быть устранены все другие дефекты вала. Измеряют шейки в двух сечениях на расстоянии 10 мм от щек и в двух плоскостях: в плоскости кривошипа и перпендикулярно ей.
Для шлифования шеек коленчатых валов применяют универсальный шлифовальный станок 3A423, на котором можно шлифовать как коренные, так и шатунные шейки, или специализированные станки. Все шейки шлифуют под один ремонтный размер. Сначала шлифуют коренные шейки, а затем шатунные. За установочные базы при шлифовании коренных шеек принимают фаску отверстия под храповик и фаску или отверстие в торце вала под подшипник. Предварительно эти базы проверяют и при необходимости исправляют. Для проверки коленчатый вал устанавливают в центрах и измеряют его биение по неизношенным поверхностям. Радиальное биение шейки под шестерню и фланца маховика не должно превышать соответственно 0,03 и 0,05 мм.
При шлифовании шатунных шеек за установочные базы принимают шейку под шестерню и наружную цилиндрическую поверхность фланца маховика или прошлифованные крайние коренные шейки.
Перед шлифованием отверстия масляных каналов зенкуют на сверлильном станке или электродрелью со специально заправленным абразивным инструментом или сверлом диаметром 14-16 мм с твердосплавными пластинками.
При шлифовании шатунных шеек коленчатый вал устанавливают в трехкулачковых патронах центросместителей передней и задней бабок. С помощью центросместителей ось коренных шеек смещают относительно оси пинолей передней и задней бабок на величину радиуса кривошипа. Угловая ориентация вала осуществляется индикаторным приспособлением по шлифуемой шейке. Для восприятия усилия, создаваемого при врезании в шейку абразивного круга, и предугреждения прогиба вала применяют люнет.

Рис. Приспособление для установки вала при шлифовании шатунных шеек: 1 — призма; 2 — шатунная шейка; 3 — индикаторное устройство.
Шейки коленчатого вала шлифуют электрокорундовыми кругами на керамической связке зернистостью 16-60, твердостью СМ2, CI, СТ1 и СТ2. Режим шлифования: окружная скорость шлифовального круга — 25-35 м/с; окружная скорость вала — 18-25 м/мин (при шлифовании коренных шеек) и 7-12 м/мин (при шлифовании шатунных шеек), поперечная подача круга — 0,003-0,006 мм/об, продольная подача — 7-11 мм/об. С целью предотвращения образования микротрещин при шлифовании применяют обильное охлаждение.
Для получения шероховатости поверхности Ra 0,16-0,32 мкм после шлифования шейки полируют пастой ГОИ № 20-30 на установке ОР-26320 или на стенде 6749. На специализированных ремонтных предприятиях при больших программах ремонта для доводки шеек вместо полирования применяют суперфиниширование на специальном полуавтомате 3875К.
Шейки коленчатых валов автомобильных двигателей, вышедшие по размерам за пределы ремонтных, наплавляют автоматической наплавкой под слоем флюса и обрабатывают до номинальных размеров.
Восстановленные коленчатые валы подвергают динамической балансировке на специальной машине КИ-4274 или БМ-У4.
После шлифования и полирования шеек коленчатые валы и масляные каналы тщательно промывают и продувают сжатым воздухом.
При контроле восстановленных валов проверяют размеры, определяют конусообразность, овальность, бочко- и седлообразность всех шеек с помощью скобы, настроенной по концевым мерам. Взаимное расположение коренных и шатунных шеек, биение средних коренных шеек, поверхности фланца под маховик, биение поверхностей под шкив и шестерню, смещение осей шатунных шеек относительно общей плоскости, проходящей через первую коренную и первую шатунную шейки, а также радиус кривошипа определяют контрольными приспособлениями. Шероховатость поверхности определяют по образцам шероховатости.
Ремонт шатунов
Шатуны большинства автотракторных двигателей изготавливают из сталей 45, 40Х, 40Г и др. Основные дефекты шатунов: изгиб и скручивание стержня; износ отверстия нижней головки шатуна, втулки и отверстия верхней головки под втулку; износ опорных поверхностей крышки под гайки шатунных болтов и др.
Шатуны выбраковывают при наличии трещин, обломов, аварийных изгибов. Кроме того, шатуны двигателей СМД-60, СМД- 64 и их модификаций выбраковывают, если смяты треугольные шлицы на опорных поверхностях разъема нижней головки.
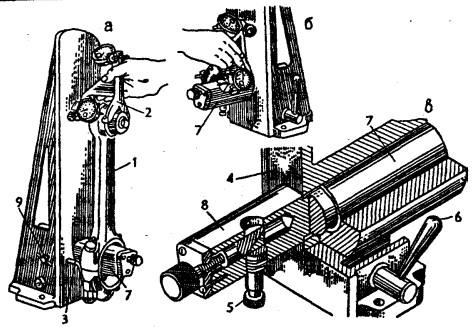
Рис. Приспособление КИ-724 для проверки шатунов: а — установка шатуна на приспособление; б — установка стрелки индикаторов на ноль; в — устройство оправки: 1 — шатун с крышкой; 2 — призма с индикаторами; 3 — ограничитель; 4 — плита; 5 — зажимной палец; 6 — рукоятка; 7 — оправка; 8 — опорная поверхность оправки; 9 — зажимной винт ограничителя.
Изгиб и скрученность шатунов проверяют при помощи индикаторных и оптических приспособлений. В мастерских общего назначения для проверки шатунов используют приспособление КИ-724, которое является универсальным и позволяет контролировать шатуны двигателей разных марок. Перед проверкой в отверстие плиты 4 приспособления вставляют оправу 7. При этом опорная поверхность 8 оправки для нижней головки шатуна должна находиться вверху, а зажимной палец 5 — внизу. Шатун без втулки верхней головки закрепляют на оправке 7. В отверстие верхней головки шатуна предварительно вводят малую оправку приспособления. Установив призму 2 на малую оправку, перемещают шатун вместе с оправкой и призмой до тех пор, пока упор призмы не коснется поверхности плиты. В таком положении закрепляют оправку рукояткой 6. Затем снимают шатун с приспособления, а призму с индикатором устанавливают на оправку 7 и перемещают, пока упор призмы не коснется поверхности плиты и стрелка индикатора не повернется на 1,0-1,5 оборота. В этом положении стрелку верхнего индикатора устанавливают на ноль. Поворачивают призму на оправке так, чтобы измерительный стержень нижнего индикатора и второй упор соприкасались с плитой, и устанавливают на ноль стрелку другого индикатора.
Устанавливают шатун на оправке 7 так, чтобы его нижняя головка уперлась в ограничитель 3. Ставят призму на малую оправку верхней головки шатуна и подводят ее к плите. При касании упора призмы стрелка верхнего индикатора покажет величину изгиба в сотых долях миллиметра на длине 100 мм. Повернув призму другой стороной, нижним индикатором определяют величину скрученности шатуна.
Для шатунов дизелей всех марок изгиб не должен превышать 0,05 мм, а скрученность — 0,08 мм на длине 100 мм (расстояние между упором призмы и измерительным стержнем индикатора). Допустимый изгиб шатунов автомобильных двигателей 0,03 мм, допустимая скрученность 0,06 мм.
Шатуны, имеющие изгиб или скрученность, выходящие за допустимые значения, восстанавливают или выбраковывают. Допускается правка с подогревом стержня пламенем газовой горелки до температуры 450-500°С. Подогрев снимает внутренние напряжения в стержне шатуна, которые во время работы двигателя стремятся возвратить шатун в исходное (деформированное) состояние.
Износ отверстий нижней головки шатуна устраняют несколькими способами в зависимости от степени износа. Перед восстановлением проверяют опорные поверхности под головки шатунных болтов и гаек, а также плоскости разъема.
Опорные поверхности фрезеруют до выведения следов износа. Смятые или изношенные плоскости разъема фрезеруют или шлифуют до получения параллельности плоскостей с образующей отверстия. Непараллельность допускается не более 0,02 мм на всей длине плоскостей разъема.
Если слой металла, снятый шлифованием с плоскостей разъема крышки, не превышает 0,3 мм, а с плоскостей разъема шатуна 0,2 мм для дизелей и соответственно 0,4 и 0,3 мм для карбюраторных двигателей, то шатун собирают, затягивают гайки с нормальным усилием затяжки и растачивают, а затем шлифуют до номинального размера.
Если отверстия под вкладыши в шатунах изношены настолько, что с плоскостей разъема требуется снимать слой металла больший, чем указано выше, то отверстия восстанавливают наращиванием слоя металла (железнение, газопламенное напыление и др.) с последующей обработкой под номинальный размер.
Газотермическое напыление коренных шеек коленчатого вала ЯМЗ 238. Роботизированный комплекс
Изношенное отверстие под втулку в верхней головке шатуна растачивают или развертывают до выведения следов износа и запрессовывают втулку увеличенного размера по наружному диаметру. Отверстие под втулку растачивают на станке УРБ-ВП-М или на токарном станке с помощью специального приспособления. После расточки втулку раскатывают роликовыми раскатниками на тех же станках. При растачивании оставляют припуск на раскатку 0,04-0,06 мм. Процесс раскатки уменьшает шероховатость поверхности и увеличивает прочность посадки втулки на 70—80%.
Изношенные втулки верхней головки шатуна восстанавливают обжатием с последующим наращиванием наружной поверхности меднением, осадкой в шатуне, термодиффузионным цинкованием с последующей механической обработкой.
Ремонт поршней и пальцев
В большинстве двигателей поршни изготовлены из сплавов алюминия. В процессе эксплуатации в них возможны следующие дефекта: износ наплавляющей части (юбки) поршня, канавок под поршневые кольца и отверстий в бобышках под поршневой палец; задиры и трещины. Основной дефект поршневых пальцев — износ наружной поверхности под втулку верхней головки шатуна и под отверстия бобышек поршня, возможны трещины, сколы и забоины.
Поршни и поршневые кольца, изношенные свыше допустимых пределов размеров, не восстанавливают. При текущем ремонте изношенные отверстия бобышек развертывают под палец увеличенного размера. Чтобы сохранить соосность отверстий, их разворачивают специальной длинной разверткой за один проход. После развертывания проверяют диаметр отверстия индикаторным нутромером и перпендикулярность оси отверстий к оси (или образующей) поршня на специальных приспособлениях.







