Ремонт двигателя калина 16 клапанов своими руками
Из г.Можга (Удмуртская республика) привезли на ремонт автомобиль Калина с двигателем 1.4 литра (16 клапанник).
Напомню, двигатель на заводе в свое время преподнесли публике как новый мощный и экономичный мотор, следуя тенденциям мирового двигателестроения (движки 1.4 стоят на многих базовых комплектациях иномарок). «Дважды автомобильный» решил — разве мы хуже? Вспомнили про 2108 блок цилиндров объемом 1.3 литра, поставили туда калиновский коленвал с ходом 75.6 мм — вот и готов движок с объемом 1.4 литра. Навесили на него головку 16-ти клапанную. Блок на заводе сделали повыше, под увеличенный ход коленвала, изменив отливку, поставили поршня диаметром 76.5 мм, облегченные — шатун от Приоры, поршень импортный. Кольца тонкие, как на иномарках.
Поршневую от этого двигателя мы даже использовали в работе с двигателем 2108 (карбюраторным), посмотреть фото и почитать статью можно по ссылке. Но там мы применили наборные поршневые кольца.
И началась жизнь нового вазовского мотора — началась, да и споткнулась сразу. Пошла по форумам дурная слава про движок — у многих он начал литрами потреблять масло, даже при спокойной езде. Проблему на заводе не афишировали — меняли поршни по гарантии, кому-то меняли двигатели в сборе. Кому-то инженеры по гарантии говорили, что расход 500-700 грамм на тысячу это норма — «вон — на БээМВэ так вообще литры на тысячу уходят, так что радуйтесь!». Кроме расхода масла на этом моторе появилась другая болячка — стук поршней при работе двигателя.
За несколько лет выпуска этого двигателя на рынке так и не появились ремонтные поршни ни от завода, ни от других фирм. СТИ пытались выпускать ремонтные кованные поршни на этот мотор, но в результате и их сняли с производства.
Таким образом клиенты, у кого двигатель уже вышел из срока гарантийной эксплуатации, столкнулись с тем, что отремонтировать этот мотор весьма затруднительно, из-за отсутствия ремонтных поршней — точить блоки было не под что. Покупать стандартные поршни размера 76.5 мм было накладно — они продавались только в сборе с шатунами, да и блок нужно было гильзовать.
Мотор закончил свою жизнь тихо — его просто сняли с производства, без разоблачительных статей в журналах (а как его нахваливали в известных СМИ при запуске!), без извинений от «дважды автомобильного», без увольнений инженеров и разработчиков, ответственных за ненадёжный двигатель.
Конечно, немалый процент пользователей Калин с 1.4 двигателями не столкнулись с вышеперечисленными проблемами, и вполне довольны эксплуатацией тихого и экономичного мотора.
Но наш клиент не был из числа этих счастливчиков. Машину он купил новую, обслуживал у официального дилера в Можге. Водитель он спокойный, не гоняет. Проблемы начались почти сразу — уже к пробегу 20 тыс.км мотор начал потреблять масло всё больше и больше. На пробеге около 25 тыс.км дилер принял машину в ремонт. Клиенту заявили, что были заменены поршни и кольца. Хватило этих действий ненадолго — через 5-7 тыс.км пробега уровень масла начал снова убывать — всё быстрее и быстрее.
На пробеге в 40 тыс.км клиент обратился к нам и пригнал Калину на капитальный ремонт.
Посмотрим на пациента:


Еще до разборки двигателя обратили внимание на шумную работу двигателя и громкий стук гидрокомпенсаторов. Клиент заявил, что масло залито ZIC 5W30, одобренное ВАЗом — именно это масло и заливает официальный дилер в Можге. Конечно — официальному дилеру-то оно виднее, что лучше заливать и как ремонтировать двигатель! Там работают Профессионалы с большой буквы — не чета нам, мелким сервисам. Только вот почему их ремонта хватило на 5 тыс.км пробега — надо бы разобраться.
А для этого — придётся разбирать двигатель! Начнём. Снимаем пластиковый ресивер, для этого нужно снять топливную рампу. Очень неудобно в отсеке Калины что-либо делать — тесновато. В колодце 4-й свечи обильно плавает масло.




Снимаем клапанную крышку, затем снимаем головку блока цилиндров.


На поршнях обильный кокс — масло мотор кушал с аппетитом. В цилиндрах нет хонинговки — они лысые как колено.




Сюрприз! В цилиндрах поршни разной группы — B и А! А это значит, что никто тут поршни не менял! Только завод ставит поршни «вразнобой», никто не будет покупать два дорогущих комплекта поршней, что-бы поставить разные поршни. Скорее всего, «официал» просто поменял поршневые кольца на старых поршнях. Фотографий юбок поршней нет, но на юбках не было живого места — всё в задирах.


Посмотрим на головку. На постель распредвалов наплюхано силиконового герметика от души — Профессионалы видимо не знают, что на 16-ти клапанниках постель и клапанная крышка приклеиваются на анаэробный клей, а силиконовый герметик использовать категорически нельзя. Сопли герметика во всех маслоподводящих каналах — конечно же гидрики работать не будут.
Клиенту повезло, что распредвалы в хорошем состоянии. А вот маслосъемные колпачки мы профилактически заменили.





Следущая картина уже не удивляет — сломанный болт крепления крышки «официалы» просто залили герметиком и засунули обратно.
Отремонтировали — по обломку ширкнули отрезным кругом и выкрутили его отверткой.



Коленвал просто в плачевном состоянии! Как будто он работал на воде, а не на масле! Ничего удивительного — масло 5W30 не предназначено для летнего использования и ВАЗовские движки никогда на нём нормально не работали. Да и ZICовское масло автор статьи за масло вовсе и не считает. Скажете — подделка?? Официальный дилер лил его из бочки, это сертифицированное заводом масло!! Кому-то занесли бочку денег при сертификации этого «масла»? Иначе как обьяснить такую картину с коленвалом.
Пробег 40 тыс.км, а шейки уже нужно шлифовать.



Внимательный читатель спросит — что же делать с поршнями? Ведь ремонтных-то и нет? Нет! Они есть! Только придётся отказаться от шатунов приоры. И поставить литые поршни диаметра 79 мм. Цилиндры растачиваем с диаметра 76.5 мм до 79 мм. Огорчает только цена поршней — 3000 руб за комплект, но другого выбора нет. Зато в поршнях есть циковки и вытеснитель, компенсирующий увеличение объема камеры сгорания. Теперь мотор становится безвтыковым (хотя для современного мотора это не является необходимым, но ввиду низкого качества роликов и помпы на ВАЗовском 16-ти клапаннике, для некоторых клиентов это актуально). После расточки цилиндров до 79 мм объем двигателя Калины увеличивается до 1.5 литра.
Ставим облегченные шатуны 2110. Поршневые кольца — обычной толщины, только наборные SM. Гидрокомпенсаторы все 16 шт меняем на импортные INA. Коленвал шлифуем в ремонтный размер 0.25 мм, шейки полируются.








Головка в хорошем состоянии, по-этому кроме замены маслосъемных колпачков и чистки клапанов от нагара — других работ не потребовалось. Необходимым условием применения данных поршней является установка мягкой прокладки от 2112. Степень сжатия снижается до 10.4:1, можно спокойной заливать как 92-й бензин, так и 95-й. В остальном мотор собираем как обычно.






Необходимо отметить, что катколлектор не удалялся, программа управления двигателем не изменялась.
После запуска двигателя и горячей обкатки, автомобиль выдан клиенту. Двигатель работает ровно, гидрики не стучат. Надеемся, мотор будет радовать хозяина долгой и безотказной работой.
Статья написана: 14 августа 2013 г.
Автор статьи, фото-видео материалов: © Квазар
Запрещены без письменного разрешения автора: перепечатка статьи целиком или частично, перепечатка и использование фото-видео материалов, равно как их изменение и редактирование в целях дальнейшей публикации на сторонних сайтах.
Разборка и сборка двигателя Kalina

Инструмент:
- Гаечный ключ рожковый 10 мм
- Гаечный ключ накидной прямой 13 мм
- Гаечный ключ накидной прямой 17 мм
- Динамометрический ключ
- Вороток под торцевую насадку
- Насадка на вороток 10 мм
- Насадка на вороток 14 мм
- Насадка на вороток 17 мм
- Удлинитель для насадки на вороток
- Молоток резиновый
- Нож
- Нутромер
- Микрометр
- Отвертка плоская средняя
- Оправка 18 мм
- Набор плоских щупов
Детали и расходники:
1. После демонтажа устанавливаем двигатель на стенд для разборки. Снимаем генератор, головку блока цилиндров, маховик, масляный фильтр.

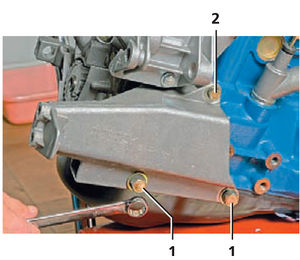
2. Накидным ключом «на 17» отворачиваем два болта 1 нижнего крепления, а ключом «на 13» — болт 2 верхнего крепления кронштейна передней правой опоры силового агрегата.
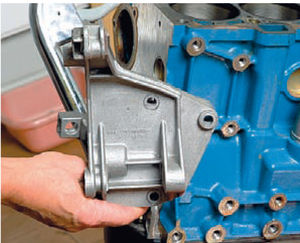
3. Снимаем кронштейн передней правой опоры.

4. Головкой «на 13» отворачиваем три болта крепления кронштейна генератора.
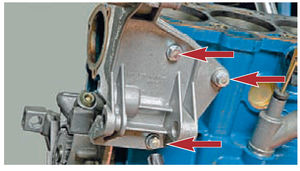
5. Снимаем кронштейн генератора.
6. Снимаем поддон картера двигателя, как описано здесь.
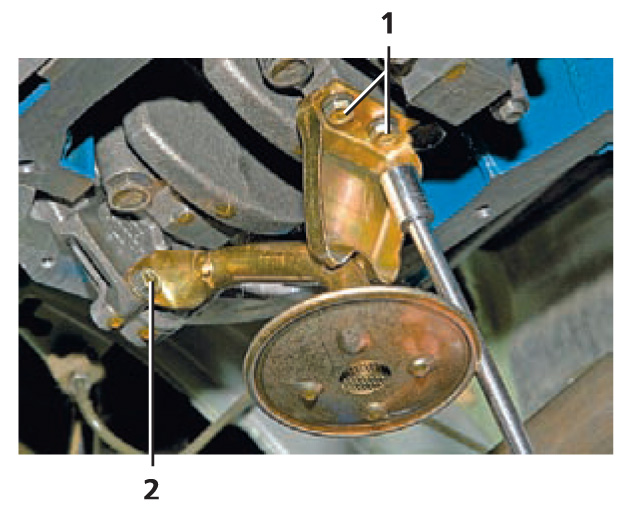
Головкой «на 10» с удлинителем отворачиваем два болта 1 крепления маслоприемника к крышке коренного подшипника и болт 2 крепления маслоприемника к корпусу масляного насоса.
7. Снимаем масляный насос, как описано здесь.
Отвернув ключом «на 10» два болта крепления подводящей трубы насоса охлаждающей жидкости к блоку цилиндров, снимаем трубу и ее уплотняющую прокладку.
Головкой «на 10» отворачиваем шесть болтов крепления держателя заднего сальника коленчатого вала.
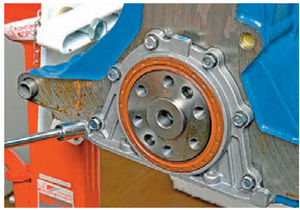
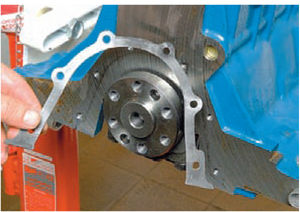
8. Снимаем держатель заднего сальника.

9. Соединение держателя сальника и блока цилиндров уплотнено прокладкой.
10. Головкой «на 14» отворачиваем две гайки болтов крепления крышки шатуна (шатун при этом должен находиться в нижней мертвой точке).
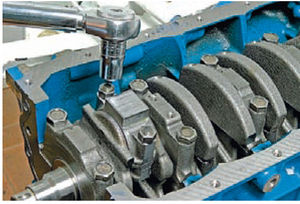
11. Легко постукиваем по боковым поверхностям крышки шатуна молотком с пластмассовым наконечником (или из мягкого металла).

12. И начинаем снимать крышку шатуна.

13. Вынимаем из крышки вкладыш шатунного подшипника.

14. Упираясь деревянной рукояткой молотка в торцы стержней шатунных болтов, сдвигаем нижнюю головку шатуна с шейки коленчатого вала.
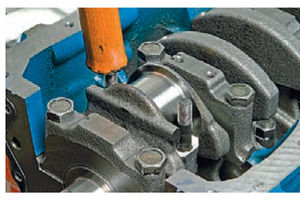
15. Вынимаем поршень с шатуном из цилиндра.

16. Вынимаем из нижней головки шатуна верхний вкладыш шатунного подшипника.
Аналогично извлекаем поршни с шатунами из других цилиндров. Если детали шатунно-поршневой группы не повреждены и мало изношены, то могут быть снова использованы. Поэтому при разборке помечаем детали, чтобы при последующей сборке они были установлены на свои места.
Пальцами рук осторожно (не прилагая большого усилия) разжимаем замок верхнего компрессионного кольца.

17. Вынимаем его из канавки поршня.

18. Аналогично снимаем нижнее компрессионное кольцо и
разжав замок снимаем маслосъемное кольцо.

19. Снимаем расширитель маслосъемного кольца.

20. Для снятия поршня с шатуна поддеваем отверткой стопорное кольцо поршневого пальца и извлекаем его из кольцевой канавки бобышки поршня. Таким же образом вынимаем другое стопорное кольцо поршневого пальца.

21. Оправкой выталкиваем поршневой палец.

22. Снимаем поршень с верхней головки шатуна. Аналогичные операции проводим с другими поршнями.

23. Головкой «на 17» отворачиваем два болта крепления крышки коренного подшипника коленчатого вала.

24. Снимаем крышку коренного подшипника.

25. Вынимаем из крышки нижний вкладыш коренного подшипника коленчатого вала. Таким же образом снимаем еще четыре крышки коренных подшипников коленчатого вала.

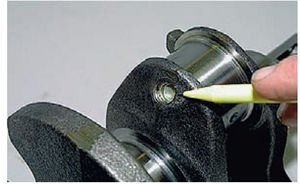
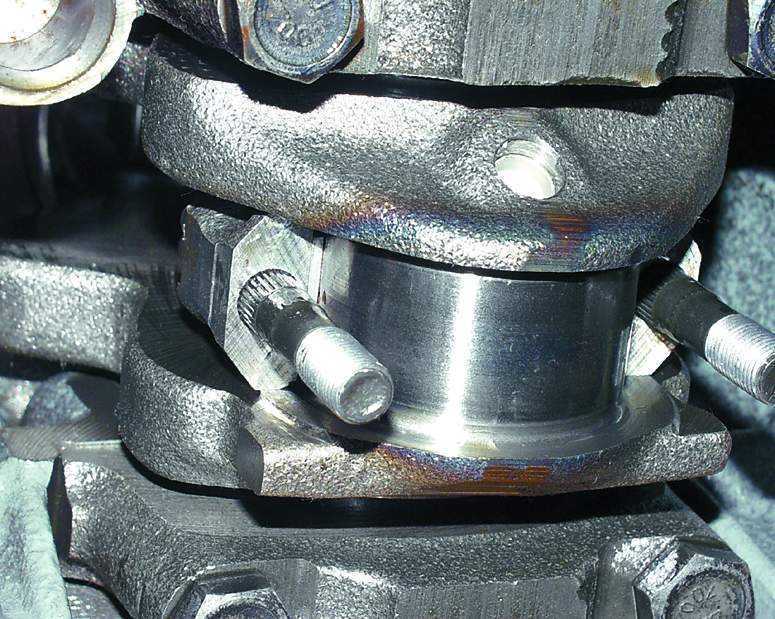
26. Вынимаем коленчатый вал из блока цилиндров и затем вынимаем два упорных полукольца коленчатого вала (показаны стрелками) из проточек опоры третьего коренного подшипника (в блоке цилиндров).

27. Вынимаем из опор блока цилиндров верхние вкладыши коренных подшипников коленчатого вала.

28. Остро заточенным инструментом удаляем остатки герметика с приваленной плоскости блока цилиндров под поддон картера.
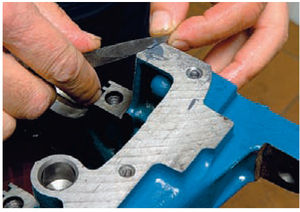
29. Таким же образом очищаем остатки прокладки головки блока цилиндров.

30. Очищаем привалочные плоскости блока цилиндров под трубу насоса охлаждающей жидкости и держателя заднего сальника коленчатого вала.

31. После разборки двигателя тщательно промываем и очищаем от нагара детали цилиндропоршневой группы для проверки их технического состояния.

32. Для определения износа цилиндра нутромером измеряем диаметр цилиндра в четырех поясах (на расстоянии 8, 15, 50, и 90 мм от верхней плоскости блока цилиндров) и в двух направлениях (параллельном и перпендикулярном оси коленчатого вала). В зоне первого пояса (до 8 мм) цилиндр практически не изнашивается, поэтому по разности замеров в первом и остальных поясах можно определить износ цилиндра.
Если износ цилиндров превышает 0,15 мм, необходимо на СТО расточить и отхонинговать цилиндры до ремонтного (увеличенного на 0,4 или 0,8 мм) размера.

33. Для определения износа юбки поршня микрометром измеряем ее диаметр в плоскости, перпендикулярной оси поршневого пальца, на расстоянии 55 мм от днища поршня. Микрометром измеряем диаметры всех коренных и шатунных шеек коленчатого вала в двух диаметрально противоположных плоскостях.

34. Шейки коленчатого вала шлифуем до ближайшего ремонтного размера, если износ или овальность больше 0,03 мм, а также если на шейках есть задиры и риски.
После шлифования шеек коленчатого вала необходимо удалить заглушки масляных каналов. Затем тщательно промываем и продуваем сжатым воздухом каналы для удаления остатков абразива.
Шлифовку шеек коленчатого вала, удаление и установку новых заглушек проводим на СТО.
35. Собираем двигатель в обратной последовательности.
Устанавливаем новые вкладыши коренных подшипников коленчатого вала номинального или ремонтного размера (после шлифовки шеек вала). Вкладыши с проточкой на рабочей поверхности устанавливаем в опоры блока цилиндров, а без проточки — в крышки коренных подшипников. Смазываем вкладыши моторным маслом и укладываем в опоры блока цилиндров коленчатый вал.
Вставляем в проточки опоры третьего коренного подшипника упорные полукольца, смазанные моторным маслом.

36. Поверхности полуколец с антифрикционным покрытием (на них выполнены пазы) должны быть обращены к упорным поверхностям коленчатого вала.

37. Устанавливаем крышки коренных подшипников в соответствии с метками (см. рис.), нанесенными на их наружной поверхности (счет крышек ведется со стороны привода ремня ГРМ). При установке ориентируем крышки так, чтобы метки на них располагались ближе к передней стороне блока цилиндров (стороне крепления генератора). При этом замки верхнего и нижнего вкладышей каждого коренного подшипника располагаются с одной стороны.

Метки на крышках коренных подшипников
38. Затягиваем болты крепления крышек коренных подшипников моментом 68-84 Нм.

39. Поршни к цилиндрам подбираются по классам диаметров цилиндров и юбок поршней. Класс диаметра каждого цилиндра (в нашем случае, это класс С), клеймится напротив цилиндра на нижней плоскости блока (плоскость крепления поддона картера).

40. Класс поршня по диаметру юбки наносится на днище поршня.
В двигатель ставятся поршни одного класса по массе.

Маркировка на днище поршня:
2 — класс поршня по диаметру отверстия под палец;
С — класс диаметра юбки поршня;
^ — при установке поршня в цилиндр стрелка должна быть направлена в сторону привода ГРМ;
Г — класс поршня по массе.
41. Маркировка классов шатуна по массе и диаметру отверстия под поршневой палец наносится на крышке шатуна.
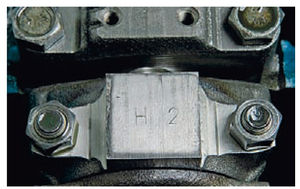
Маркировка на крышке шатуна:
Н — класс шатуна по массе;
2 — класс шатуна по диаметру отверстия под поршневой палец.
42. Перед сборкой шатунно-поршневой группы из новых деталей необходимо подобрать пальцы к поршням и шатунам.
Класс поршня и шатуна по диаметру отверстий под палец должен соответствовать классу диаметра пальца.
Правильно подобранный поршневой палец, смазанный моторным маслом, должен входить в отверстие верхней головки шатуна с усилием нажатия большого пальца руки и не выпадать из него при вертикальном положении.

43. При сборке поршня с шатуном ориентируем их так, чтобы при установке в цилиндр, выбитый на шатуне порядковый номер располагался ближе к задней стенке блока цилиндров (на которой расположен масляный фильтр). Перед установкой поршневых колец на поршень необходимо проверить тепловые зазоры в замках колец.
Для этого вставляем поршневое кольцо в тот цилиндр, в который оно будет установлено при сборке и выравниваем кольцо днищем поршня.

44. Набором плоских щупов проверяем зазор в замке поршневого кольца.
Зазор должен быть равен 0,25-0,45 мм. Предельно допустимый зазор при износе 1 мм.

45. Смазываем моторным маслом канавки на поршнях под поршневые кольца. Устанавливаем кольца на поршни. Нижнее компрессионное кольцо устанавливаем проточкой («скребком») вниз.
Если на кольце нанесена метка «ВЕРХ» или «ТОР», кольцо располагаем меткой вверх.

46. Располагаем кольца следующим образом:
- замок верхнего компрессионного кольца ориентируем под углом около 45° к оси поршневого пальца;
- замок нижнего компрессионного кольца — под углом 180° к оси замка верхнего кольца;
- замок маслосъемного кольца — под углом 90° к оси замка верхнего компрессионного кольца.

47. При установке маслосъемного кольца стык расширителя располагаем со стороны, противоположной замку кольца.
Перед установкой деталей цилиндропоршневой группы смазываем цилиндры, поршни с кольцами и шатунные вкладыши подшипников коленчатого вала моторным маслом.

48. Перед установкой поршня в цилиндр надеваем на поршень регулируемую оправку и стягивая оправку, сжимаем поршневые кольца.

49. Устанавливаем поршень с шатуном в цилиндр. При этом шатунная шейка коленчатого вала данного цилиндра должна находиться положении нижней мертвой точки. Упираясь рукояткой молотка в днище поршня, проталкиваем его в цилиндр.

50. Сняв оправку, досылаем рукояткой молотка поршень в цилиндр до упора. При этом контролируем посадку вкладыша нижней головки шатуна на шейку коленчатого вала.
51. При установке крышки шатуна порядковые номера на шатуне и крышке должны совпадать и располагаться с одной стороны шатуна.

52. Дальнейшую сборку двигателя проводим в обратной последовательности.
В статье не хватает:
- Фото инструмента
- Фото деталей и расходников
- Качественных фото ремонта







