- Ремонт деталей ходовой части гусеничных машин основные неисправности
- Ремонт ходовой части гусеничных тракторов: устройство и неисправности
- Ходовая часть трактора – что это такое
- Устройство ходовой части гусеничного трактора
- Основные неисправности ходовой части гусеничного трактора
- Поломка каретки подвески
- Поломка гусениц
- Поломка цепей
- Технология ремонта гусеничных тракторов
Ремонт деталей ходовой части гусеничных машин основные неисправности
Детали ходовой части гусеничных машин выходят из строя в основном из-за абразивного изнашивания. Наибольшему износу подвергаются опорные катки, поддерживающие ролики, ведущие колеса, звенья гусениц. Изнашивание указанных деталей сопровождается большой потерей металла. В связи с этим для их восстановления могут быть применены только те способы, которые позволяют наращивать металлопокрытия значительной толщины. Чаще всего для восстановления деталей ходовой части гусеничных машин применяют электродуговую сварку и различные способы наплавки (под слоем флюса, в среде защитных газов, вибродуговую). Применяются способы пластических деформаций, дополнительных ремонтных деталей и ремонтных размеров. Разработан и внедряется способ восстановления деталей литьем. Перспективно применение плазменной наплавки и наплавки с нагрева ТВЧ .
Восстановление опорных катков. Основными дефектами опорных катков тракторов ДТ-54А, ДТ-75, Т-74 являются износ обода, трещины в спицах и ободе, смятие защитного колпака, износ шпоночной канавки и посадочного отверстия. Износ обода опорных катков устраняют несколькими способами, чаще всего наплавкой под слоем флюса и постановкой дополнительных ремонтных деталей. При наплавке под флюсом применяют проволоки марки У-8, Нп- ЗОХГСА , Нп-65Г диаметром 1,6…2 мм и флюс АН-348А. Режимы наплавки типовые. При наплавке проволокой Св-08 во флюс АН-348А специально добавляют до 5 % феррохрома или ферромарганца.
С целью повышения производительности труда наплавку следует производить несколькими электродными проволоками или ленточным электродом, применяя установку У-651, АДС -1000. Как отмечалось выше, экономически выгодно применение для восстановления опорных катков жидкого металла и электрошлаковой наплавки.
Рекламные предложения на основе ваших интересов:
Опорные катки, имеющие износ внутренних поверхностей ступиц, восстанавливают постановкой ремонтных втулок или наплавкой. При износе шпоночных канавок их заваривают и нарезают вновь на строгальных или протяжных станках.
Восстановление звеньев гусениц. Основными дефектами звеньев гусениц являются износ проушин, беговых дорожек, почвозацепов, деформация. Срок службы звеньев тракторных гусениц определяется износом проушин, для восстановления которых существуют следующие способы: ремонтных размеров, восстановления пластической деформацией, дополнительных ремонтных деталей, наплавки пластинчатым электродом, восстановления заливкой жидким металлом, а также комбинированные способы.
Способ восстановления проушин пластической деформацией более прогрессивен по сравнению со способом ремонтных размеров: не теряется металл на расста-чивании. Нагрев проушин для деформации на ремонтных предприятиях осуществляется газовым пламенем, в электропечах и т. д. Нагрев звеньев гусениц наиболее целесообразно осуществлять токами высокой частоты, после чего производится обжатие изношенных проушин на пальце или оправке.
Существует несколько вариантов восстановления проушин звеньев гусениц способом дополнительных ремонтных деталей: постановка в изношенные проушины втулок; удаление изношенных и постановка новых проушин; удаление части изношенной проушины и постановка новых полупроушин; установка вкладышей в проушины и приварка их и др.
ГОСНИТИ разработал и внедрил восстановление проушин звеньев гусениц по следующей технологии: нагрев и разрубание проушин, обжатие с последующей сваркой стыков. Применяют восстановление проушин обжатием вгорячую на прессе с последующей приваркой накладок. ГОСНИТИ также разработал новую технологию восстановления проушин звеньев гусениц способом заливки их жидким металлом, сущность которой состоит в следующем.
Звенья гусениц с изношенными проушинами после очистки их от грязи подают на установку для изготовления технологических отверстий. Отверстия 10… 12 мм прожигаются угольными электродами КП 9-90X390 или КП 10-120×250 со стороны наибольшего износа и служат для заливки расплавленного металла. Источником тока установки для прожига технологических отверстий служит сварочный преобразователь Г1СО-500. Сила тока 500…600 А, напряжение 40…45 В, полярность обратная. Одновременно прожигаются четыре отверстия; машинное время на операции составляет 4…6 мин. Для удаления металла при изготовлении отверстий в зону горения дуги под давлением 0,2…0,4 МПа подается воздух.
После подготовки технологических отверстий в проушины вставляют технологический палец диаметром 22,5 мм. С торцов проушины закрывают подпружиненными скобами, которые предохраняют расплавленный металл от вытекания из проушины. После такой подготовки звенья подают на заливку. Заливку всех четырех проушин производят с одной установки звена. Установка для заливки состоит из генератора высокой частоты ЛЗ-107В или ЛЗ-67В и плавильной установки.
Тигли изготовляют из огнеупорного материала. Объем каждого из них рассчитан на восстановление одной проушины. Для плавки используют заготовки диаметром 13X60 мм. Расплавленный металл вытекает из тиглей через отверстия в донышке и, попадая через технологические отверстия в проушины звеньев гусениц, кристаллизуется, образуя вкладыши. Удержанию вкладышей в проушине способствует застывший в технологическом отверстии металл, который образует своеобразную заклепку.
Завершающие операции восстановления проушин звеньев заливкой жидким металлом — снятие скоб и выпрессовка технологических пальцев. Для заливки применяют сталь 45Л или сталь ЛГ13, обладающую высокой абразивной износостойкостью.
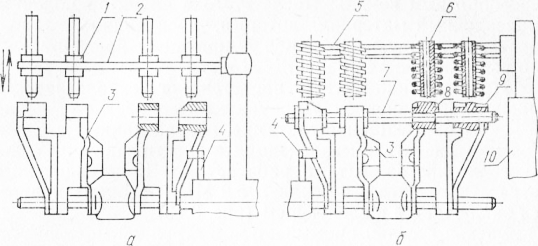
Рис. 1. Схема восстановления отверстий проушин звеньев:
а — прошивка технологических отверстий; б — заливка; 1 — электрод; 2 — держатель; 3 — звено; 4 — захват; 5 — индуктор; 6 — тигель; 7 — палец; 8 — скоба; 9 — вкладыш; 10 — высокочастотная установка.
Испытания восстановленных заливкой звеньев гусениц выявили высокую их работоспособность.
Оригинальный способ и устройство для восстановления проушин звеньев гусениц предложен Дарницким ремонтным заводом. Восстановление деталей осуществляется способом заливки жидкого металла. Осуществляется в специально приготовленном формовочном песке, вернее — в кипящем слое его, образуемом продуванием через массу песка сжатого воздуха. Изношенная проушина после опускания в кипящий слой песка разогревается ТВЧ с помощью кольцевого индуктора. Разогретая проушина расплавляет вокруг себя формовочный песок, который после прекращения нагрева застывает, образуя своеобразный кокиль. После этого в индуктор подается присадочный материал, который, расплавляясь, заполняет изношенную проушину. В проушину предварительно устанавливается палец.
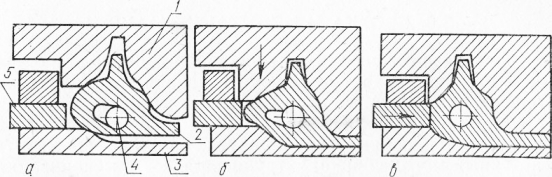
Рис. 2. Схема восстановления проушин звеньев гусениц способом пластического деформирования металла:
а — первый этап; б — обжатие в вертикальной плоскости; а — обжатие в горизонтальной плоскости; 1 и 3—матрицы; 2 — звено; 4 — технологический палец; 5 — дополнительный пуансон.
Практический интерес представляет технологический процесс восстановления проушин литых звеньев гусениц в закрытом секционном штампе, разработанный в Саратовском институте механизации и электрификации сельского хозяйства. Штамп работает от 12-шпиндельного агрегатного пресса с усилием 6,0 МП. Сущность процесса заключается в следующем (рис. 3.16).
Звенья гусениц промываются в струйной моечной машине от грязи и масляно-грязевых отложений, а затем очищаются от ржавчины во вращающемся барабане. Очищенные звенья с помощью шаблонов дефектуются на годные, подлежащие восстановлению и негодные.
Восстанавливаемые изделия нагревают до температуры 1000…1050 °С в течение 20 мин в электродной ванне с расплавом соли хлористого бария. Такой режим нагрева позволяет избежать больших затрат энергии на деформацию и обеспечивает пластичность высокомарганцовистой стали Г13А при последующей закалке звеньев.
Нагретое до 1000…1050 °С звено укладывают в матрицу. В проушины звеньев с двух сторон вводятся технологические пальцы (четыре пальца). Затем верхняя матрица, перемещаясь в вертикальной плоскости, вытесняет металл к передним стенкам проушин (б), после чего дополнительные пуансоны (семь штук), перемещаясь в горизонтальной плоскости, окончательно формируют проушины вокруг технологических пальцев, а также цевки звена. Далее звено закаливают в ванне с водой и подают на контроль.
Ремонт ходовой части гусеничных тракторов: устройство и неисправности

Во время длительной эксплуатации спецтехники неизбежно возникают поломки, причем обычно в наиболее нагруженных функциональных узлах. Так, сравнительно часто возникает необходимость провести ремонт ходовой части гусеничных тракторов, поэтому стоит всесторонне рассмотреть те неисправности, которые к этому приводят, и общую технологию починки. Зная факторы риска, провоцирующие выход каретки, цепей и других элементов из строя, вы будете понимать, как их защитить и продлить тем самым время беспроблемного использования машины.
В силу своей конструкции данный вид спецтехники хорошо показывает себя на слабонесущих грунтах и в условиях сложно-пересеченной местности, поэтому важно поддерживать ее в идеальном работоспособном состоянии.

Ходовая часть трактора – что это такое
Это ключевой функциональный узел транспортного средства, обеспечивающий его непосредственное перемещение в пространстве с заданной в рабочем диапазоне скоростью. Фактически это платформа (тележка) с установленными на борту агрегатами, и, помимо уже названной, главной роли, она предназначена для решения еще 3 важных задач:
- поддержка остова со всеми смонтированными и эксплуатируемыми механизмами;
- преобразование вращательного момента (идущего от звездочек или ведущих колес) в поступательное движение;
- генерация силы тяги, достаточной для буксировки прицепов и/или других машин.
Устройство ходовой части гусеничного трактора
Она состоит из 3 частей:
- Остов – выполняет несущую функцию. Это система, соединяющая остальные узлы.
- Движитель – воспринимает от всех установленных агрегатов (а также от трансмиссии) момент нагрузки, который и превращает в поступательное перемещение по заданной траектории.
- Подвеска – соединяет мосты с кузовом (рамой), передает вес спецтехники на почву, смягчает вибрации, удары и толчки, тем самым улучшая плавность хода.
Каждая из этих частей заслуживает более подробного рассмотрения.
Есть три варианта остова:
- Рамный – хребтовой или лонжеронный, то есть из пары продольных балок из стали с поперечинами. Он образует цельную или шарнирно-связанную конструкцию, но обязательно жесткую, прочную, предоставляющую легкий доступ к используемым механизмам.
- Полурамный – получается при соединении корпуса трансмиссии и опорной металлоконструкции в форме буквы «Н». Именно к последней крепится передняя ось движителя. Отличается малым весом (по сравнению с прошлым подвидом) при сохранении достаточной стойкости к нагрузкам и вибрациям.
- Безрамный – создается путем жесткого стыка корпусных элементов силовой передачи и блок-картера, а также, опционально, муфты сцепления и заднего моста. Несколько ограничивает доступ к навешенным на борт агрегатам, поэтому применяется сравнительно редко.
Движитель – конструкционно сложный узел ходовой части гусеничных тракторов, устройство его выглядит следующим образом:
- ведущая звездочка, отвечающая за перемещение, задействует цепь;
- последняя состоит из шарнирно соединенных звеньев и создает замкнутый контур (обвод), огибая поддерживающие ролики, направляющее колесо и опорные катки;
- почвозацепы формируют дорожку для качения спецтехники;
- опорные катки равномерно распределяют действующую силу тяжести по всей поверхности трака;
- ролики выполняют поддерживающую функцию, предотвращая боковое раскачивание;
- натяжной механизм и направляющее колесо задают и сохраняют правильную траекторию перемещения с сохранением должной амортизации.
Такая конструкция движителя обеспечивает ходовому устройству гусеничных машин высокое качество сцепления с грунтом при сравнительно низком давлении на него, а также хорошую проходимость. Отсюда – частота эксплуатации на болотистых или песчаных почвах, на сложно-пересеченных участках. Но есть и недостаток – это меньшая, чем у колесных моделей, скорость, что несколько ограничивает универсальность использования.
Подвеска может быть:
- Эластичная – представляет собой систему рычагов и катков (упругих и попарно составленных в каретку), которые при помощи шарниров присоединены к раме. Помогает траку повторять рельеф поверхности, что способствует повышению плавности движения.
- Полужесткая – это тележка с балками различного диаметра и располагающимися на них элементами. Ее рама сзади подключена к остову, а спереди контактирует с плоской рессорой. Ее конструкция проще, чем у предыдущего варианта (а значит меньше деталей могут выйти из строя), но качество поглощения вибраций хуже.

Основные неисправности ходовой части гусеничного трактора
Прежде чем их подробно рассмотреть, объясним природу их возникновения. Ключевая причина появления и развития дефектов – неравномерность воспринимаемых нагрузок.
Следует учитывать, что функциональные узлы спецтехники эксплуатируются в абразивной среде, зачастую при наличии сухого трения. А те же траки еще и постоянно контактируют с почвой, самой разной твердости и состояния. Добавьте сюда сезонные изменения климата, а также резкие скачки влажности, и получите все предпосылки для интенсивного износа.
Два простых примера:
- У ряда советских моделей (допустим, у того же Т-74) задняя опора в процессе использования испытывает нагрузку в 3 раза серьезнее, чем передняя. Естественно, в таких условиях придется периодически проводить ремонт – в рамках технического обслуживания ходовой части гусеничного трактора.
- Если на эту же машину навесить плуг, при работе ее передние цапфы и втулки будут нагружены на 24 кН, тогда как задние – уже на 41 кН. Понятно, что раньше выйдет из строя.
Еще один фактор риска – температура, ведь ее падение приводит к изменению вязкости масла. Так, уже при -15 0С движение спецтехники с той же скоростью, что при +5 0С, требует в 2,5 раза больших энергозатрат. Сила трения при этом возрастает пропорционально, а значит и износ контактирующих друг с другом деталей ускоряется.
Также стоит помнить, что в процессе постоянного контакта друг с другом детали механически деформируются. Происходит истирание соприкасающихся поверхностей, что приводит к ухудшению качества сцепления.
В качестве примера разнообразия возникающих дефектов – сводная таблица неисправностей заднего моста гусеничного трактора.
| Поломка | Причина появления и развития | Метод устранения |
| Подтекает масло | Повреждение прокладок или уплотнителей. Ослабление крепления составляющих. | Заменяете изношенный элемент. Хорошо (но не излишне сильно) затягиваете болты. |
| АБД не работает | Диски муфты замаслились. Фрикционные накладки износились. | Промываете загрязнившиеся комплектующие или ставите новые вместо отживших свое. |
| Корпус перегревается или шумит | Зазор между коническими шестернями или подшипниками превышает допустимый. Масла недостаточно. | Регулируете расстояние, доводя его до подходящего. Доливаете смазочный материал. |
| При движении по ровной местности спецтехника уходит в сторону | Ослабла пружина, тормозящая солнечную шестерню. Рычаги управления перемещаются не свободно. Накладки тормозных лент изношены. | Заменяете отслужившую деталь/элемент. Регулируете ход до свободного. |
| Плохо выполняется команда поворота | Механизм совершения маневров не настроен должным образом. Накладки остановочных тормозов замаслены или стерты. | Отлаживаете работу устройства управления. Устанавливаете новые комплектующие. |
Ремонт заднего моста гусеничного трактора можно предотвратить, если периодически его осматривать и прослушивать. Регулярные проверки позволяют своевременно выявить и с минимальными последствиями устранить неполадки и ошибки функционирования, затянуть разболтавшиеся гайки крепления, откалибровать подшипники, убрать скапливающиеся подтеки масла. При этом важно заливать смазочный материал не выше метки (контрольного уровня), чтобы он не вытекал через сальники. Далее мы отдельно рассмотрим те случаи, которые встречаются чаще и более критичны.
Поломка каретки подвески
В процессе эксплуатации под воздействием неравномерных нагрузок, у данного элемента развиваются следующие дефекты:
- трещины и сколы по внутренней или наружной поверхности;
- изломы проушин и/или истирание их отверстий;
- преждевременный износ внешних колец конических роликоподшипников и втулок балансиров;
Такие проблемы характерны для многих моделей советского и российского производства, в частности, для Т-150, ДТ-75 и ДТ-75М. Хотя и зарубежная спецтехника, активно используемая на слабых грунтах и в сложно-пересеченной местности в условиях нашего климата, тоже сталкивается с появлением аналогичных повреждений.
Поэтому ремонт кареток гусеничного трактора, в принципе, универсален и заключается в выполнении следующих действий:
- При трещинах зачищаете поверхность возле дефектного участка, укрепляете проушину штифтами (5-6 мм диаметром), загибаете их и завариваете место стыка электродами Э-46, Э-42 (или другими, но с меловой обмазкой).
- При изнашивании технологического отверстия, предназначенного для оси качания, растачиваете место под внутренний балансир, берете подходящую по сечению втулку из стали, запрессовываете ее, привариваете на торцах, просверливаете посадочную точку под клин (сечением в 28 мм). Всю процедуру можно легко произвести при помощи мобильных расточных станков от компании «Сармат».
- При истирании самих втулок – для цапфы поперечных брусьев или для оси качания – просто заменяете поврежденные элементы (так как они уже не подлежат восстановлению).
- При преждевременном износе наружных колец роликоподшипников расширяете технологические отверстия, ставите в них ремонтные втулки большего диаметра.
Поломка гусениц
Они функционируют в самых жестких условиях, так как работают в абразивной среде и при изменениях температуры, и находятся в непосредственном контакте с другими деталями и полотном грунта. Поэтому со временем у них изнашиваются:
- проушины звеньев и пальцы – на участках их сопряжения;
- цевки – в точках их соединения с зубцами ведущей звездочки;
- почвозацепы и беговые дорожки.
Порядок действий здесь зависит от того, что именно вышло из строя. Есть элементы, восстанавливать которые или экономически невыгодно, или небезопасно, так как дальнейшая их эксплуатация может привести к аварии.
Другие виды ремонта гусениц тракторов выполняются в зависимости от характера дефекта. Например, отверстия проушин чинят путем обжатия, подвергая их пластической деформации. Для этого звено помещают в емкость с расплавом солей, нагревают до высокой температуры, после чего обжимают при помощи штампов. В результате происходит перераспределение материала детали с возвращением исходных размеров. Дальше производят закалку, чтобы элемент приобрел достаточную надежность. Параллельно восстанавливаются и поврежденные цевки (в этом преимущество способа).
Еще один метод – заливка жидким металлом:
- В проушине прожигают отверстие – с той стороны, где износ наиболее серьезен, используя угольный электрод или электрическую дугу.
- После чего в полученное посадочное место вставляют втулку и с обеих сторон закрывают ее огнеупорной глиной.
- Параллельно расплавляют сталь, либо с подключением ТВЧ, либо в тиглях, а затем заливают металл в проушину.
- Металл заполняет образовавшиеся полости, остывает и затвердевает, превращается в своего рода вкладыш (или заклепку), позволяющую восстановить исходную форму элемента.
Аналогичными способами проводится и ремонт гусеничных кранов, так как ходовая система у них практически такая же, что и у тракторов, а значит получает похожие повреждения.
Поломка цепей
Чаще всего в процессе эксплуатации, особенно в условиях перегруза спецтехники, возникают следующие дефекты:
- провисание трака из-за проблем с цилиндром натяжителя;
- ослабление качества стыка на участке крепления ведущей звездочки с башмаком;
- критическое изнашивание 20% втулок и более;
- отсутствие заднего хода;
- истирание почвозацепов из-за их постоянного контакта с твердой поверхностью грунта.
Большинство неполадок визуально заметны, что дает возможность исправить их на самых ранних этапах проявления. Однако для собственного успокоения и безопасности работы стоит проводить ультразвуковую дефектоскопию, которая выполняется в рамках технического обслуживания ходовой части колесного трактора или планового ремонта цепи гусеничной машины.
Обнаруженные дефекты исправляются в зависимости от их природы. Так, при провисании трака восстанавливается целостность поверхностей цилиндра натяжителя (путем шлифовки и напайки), а в том случае, если это невозможно или нецелесообразно, проводится замена детали.
Ремонт крепления башмака проводится при наличии трещин глубже 4 см, площади обломов, превышающей 200 квадратных см, или истирании гребней более 3 см. Его форму возвращают к исходной при помощи гидравлического пресса.
Опорные катки и почвозацепы чинятся наплавкой металлов подходящей твердости с последующим выравниванием рельефа до нужного посредством элекроконтактной или токарной обработки.

Технология ремонта гусеничных тракторов
Со стороны она выглядит следующим образом:
- Вы замечаете неисправность и обращаетесь в компанию, занимающуюся профессиональным ремонтом спецтехники.
- Специалисты проводят всестороннюю диагностику и по ее итогам составляют дефектную ведомость, в которую вносят все обнаруженные проблемы и указывают, какие операции необходимо выполнить для их решения.
- Заручившись согласием заказчика, мастера выполняют оговоренные работы – растачивают проушины, наплавляют опорные катки, устраняют цевки и провисания трака, меняют вышедшие из строя элементы – делают все, что можно в цеху.
Внимание, есть детали, которые можно восстановить только в заводских условиях. Например, звенья – их направляют либо непосредственному производителю, либо крупному промышленному предприятию, выпускающему их аналоги.
Также есть детали, которые можно восстановить на месте нахождения спецтехники, без транспортировки в ремонтный цех, если использовать для этого мобильные расточные и наплавочные станки.
Мы постарались как можно подробнее рассмотреть назначение ходовой системы, основные части гусеничного трактора, неисправности, чаще всего возникающие в процессе решения дорожно-транспортных задач. Теперь вы знаете, что делать при поломках, но стоит ли до них доводить? Напоследок хотим дать банальный, но действенный совет: старайтесь не нарушать условия эксплуатации спецтехники и регулярно отправляйте ее на диагностику – это позволит предотвратить развитие многих проблем.







