- Способы восстановления блока цилиндров
- Ремонт блока цилиндров
- Ремонт деталей механизмов двигателя ЗиЛ-508.10. Блок цилиндров. Часть 1.
- Ремонт деталей механизмов двигателя ЗиЛ-508.10. Блок цилиндров.
- Капитальный ремонт двигателя ЗИЛ
- Причины проведения ремонта
- Процедура капитального ремонта
- Разборка
- Промеры и диагностика агрегатов
- Расточка блока
- Ремонт ГБЦ
- Сборка
- Обкатка
- Вывод
Способы восстановления блока цилиндров
Блок цилиндров является базовой деталью, и выбраковывать его надо как можно реже, привлекая все возможные способы ремонта.
Восстановление резьбовых отверстий. При срыве или износе резьбы в отверстиях блока цилиндров нарезают резьбу ремонтного размера или ставят ввертыши. Забитую резьбу прогоняют метчиком. Ввёртыш можно ставить при условии, если стенки резьбового отверстия имеют достаточную толщину.
Резьбовое отверстие восстанавливают ввертышами так: поврежденное отверстие рассверливают и в нем нарезают резьбу, в которую на сурике ввертывают ввертыш. Головку ввертыша после установки его на место срезают, а ввертыш закрепляют в своем гнезде керновкой, пайкой медью или штифтом. После этого делают разметку, по которой сверлят новое отверстие и в нем нарезают резьбу.
Трещины в блоке цилиндров заделывают одним из следующих способов: постановкой заплат; штифтовкой; заделкой эпоксидными смолами; заваркой электродуговой сваркой.
При заделке трещин эпоксидными смолами применяют два рецепта клеевых мастик (в весовых частях):
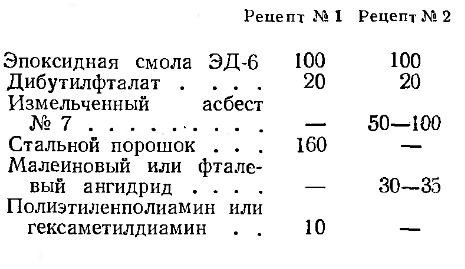
Два рецепта клеевых мастик
Порядок приготовления мастики следующий: эпоксидную смолу подогревают вместе с тарой в водяной ванне до температуры 60—80° С, после чего в нее вводят дибутил- фталат, служащий пластификатором. Смесь тщательно перемешивают и добавляют наполнитель. В качестве наполнителя служит стальной порошок. Смесь снова перемешивают, охлаждают до комнатной температуры и закупоривают.
Поверхность, подлежащую заделке, зачищают от ржавчины и грязи. Трещину засверливают по краям сверлом 3—3,5 мм, затем шлифовальным кругом снимают фаски с двух сторон под углом 90—120° на глубину, равную 4 /5 толщины стенки. Подготовленную поверхность обезжиривают ацетоном, выдерживая ее в течение 3—5 мин до полного испарения растворителя.
В подготовленную смесь эпоксидной смолы вводят отвердитель — полиэтиленполиамин (гексаметилдиамин) или малеиновый (фталевый) ангидрид. Смесь тщательно перемешивают. При введении отвердителя происходит самопроизвольный нагрев смеси, поэтому отвердитель надо вводить отдельными порциями, не допуская нагрева смеси выше 40° С.
В таком виде мастика пригодна к использованию при температуре 15—20° С в течение 20 мин, а при нулевой температуре ее можно хранить 8 ч. Для лучшего сцепления мастики с металлом место, подлежащее заделке, подогревают до температуры 60— 80 е С.
Приготовленную смесь наносят шпателем, тщательно втирая ее в подготовленную поверхность. Второй слой мастики накладывают над трещиной, перекрывая ее на 10 мм по сторонам и на 2—3 мм выше плоскости блока.
После нанесения мастики можно наложить заплату из стеклоткани.
Для полного высыхания мастики, приготовленной по рецепту № 1 при температуре
15— 20° С, требуется 48 ч9 для ускорения процесса блок цилиндров надо подогреть. Высыхание мастики, приготовленной по рецепту № 2, требует подогрева до температуры 120—140° С и выдержки в течение 16— 24 ч.
Заварку трещин электродуговой сваркой выполняют медным электродом диаметром 3 мм, обернутым белой жестью или жестью, покрытой алюминием. Сварку ведут постоянным током при обратной полярности (минус на деталь, плюс на электрод). Силу сварочного тока рекомендуется поддерживать в пределах 120—130 а.
Трещину засверливают по концам сверлом 3—3,5 мм. Место сварки очищают от окислов, масла и грязи. Трещину разделывают, скашивая кромки так, чтобы общий угол был равен 60—70°.
Чтобы избежать появления новых трещин, блок цилиндров нельзя нагревать, а надо варить участками в 10—20 мм и давать остывать до температуры 50—70° С.
Меловая обмазка электрода повышает устойчивость сварочной дуги.
Дугу при сварке надо держать короткой, не допуская глубокого расплавления металла детали.
Ремонт блока цилиндров
Блок цилиндров чугунный с несущей водяной рубашкой и вставными мокрыми гильзами. При установке мокрых гильз долговечность блока повышается, так как износ остальных поверхностей трения в блоке (отверстий под штангу топливного насоса, под толкатели, под подшипники коленчатого вала) обычно незначителен.
Для увеличения жесткости блока водяная рубашки разделена перегородками на замкнутые силовые контуры. Максимальные напряжения в блоке, возникающие от действия сил газов и крутящего момента, не превышают 370 кгс/см2.
Бобышки с резьбовыми отверстиями под болты крепления головок связаны с наружными стенками блока или с перегородками между цилиндрами, что устраняет деформацию плоскостей прилегания головок. С этой же целью, а также для уменьшения концентрации напряжений в средних отверстиях сделаны цековки глубиной 5 мм.
В пяти перегородках блока имеются отверстия для коренных подшипников. Чугунные крышки этих подшипников устанавливают в блок с некоторым натягом, обеспечивающим точное взаимное расположение верхнего и нижнего вкладышей при сборке. При литье крышек в поверхностном слое металла на их внешней, наиболее нагруженной, стороне создается небольшое (до 1,5 кгс/мм2) сжимающее напряжение, что значительно повышает их усталостную прочность.
Над отверстиями под вкладыши коренных подшипников расположены отверстия под распределительный вал. В передней перегородке установлен упорный подшипник коленчатого вала и имеется полость для слива в картер масла при его заливке в двигатель. В задней перегородке расположена маслораспределительная камера и отверстия для установки масляного насоса и корпуса привода распределителя.
Полость в развале между рядами цилиндров, в которой размещены толкатели клапанов, закрывается крышкой, отлитой как одно целое с впускной трубой; передняя и задняя кромки крышки ложатся на блок, а боковые плоскости — на головки блока. Между сопрягаемыми поверхностями впускной трубы, блока цилиндров и головок блока установлены резиновые прокладки.
К переднему торцу блока крепится насос системы охлаждения и крышка, закрывающая шестерни привода распределительного вала, а к заднему торцу — картер сцепления, который центрируется по двум штифтам диаметром 18 мм.
В задней части на боковых стенках блока установлены краники для слива воды.
Самый проходимый российский мотоцикл это мотоцикл Тула, он очень надежный и выносливый.
Гильзы цилиндров отливаются из чугуна СЧ18-36 с ограниченным до 5% содержанием феррита (твердость чугуна НВ 196, не менее). В верхнюю часть гильзы на длину 50 мм запрессована вставка из коррозионностойкого аустенитного чугуна следующего состава: 2,3—2,8% С, 1,9—2,2% Si, 0,6—1,0% Mn, до 0,5% Р, до 0,1% S, 1,8—2,2% Cr, 16,0—17,5% Ni, 7,0—7,5% Cu, остальное железо. Твердость чугуна вставки НВ 137—197. Применение такой вставки снижает износ верхней части гильзы примерно в 2—4 раза и увеличивает ее моторесурс до 200 тыс. км.
Разработан также вариант гильзы с наплавленным поясом из аустенитного чугуна. При этом существенно упрощается механическая обработка гильзы, снижается расход дорогостоящего материала, улучшается теплопередача через стенки гильзы и более надежной становится операция расточки ее при ремонте. Кроме того, процесс наплавки гильзы поддается автоматизации, что снижает трудоемкость ее изготовления.
Напряжения растяжения в гильзе от сил газов составляют 300—350 кгс/см2. Наибольшие местные напряжения у верхнего опорного бурта гильзы равны 500— 550 кгс/см2. Запас прочности гильзы — не менее 3.
Бурт гильзы зажимается головкой блока через уплотняющую прокладку, при этом водяная рубашка уплотняется по верхнему торцу гильзы. Нижний пояс гильзы уплотняется двумя резиновыми кольцами, установленными в ее канавках. Натяг резиновых колец в канавках создает достаточное уплотнение стыка. Практика показала, что при принятой схеме крепления гильзы надежно фиксируются в блоке.
Несмотря на отсутствие случаев разрушения гильзы в эксплуатации толщина ее стенки была увеличина с 6 до 7,5 мм и, кроме того, была введена механическая обработка наружной поверхности гильзы. Эти мероприятия устранили колебания толщины стенки одной гильзы и позволили выдержать требуемый допуск на нецилиндричность ее внутренней поверхности.
Размеры уплотнительных колец из маслостойкой резины 4161 на основе нитрильного каучука твердостью 40—55 по ТИР при длительной эксплуатации уменьшались в большей степени, чем это допускалось предварительным натягом колец в канавках. Поэтому кольца стали изготовлять из маслостойкой резины 6632 на основе нитрильного каучука и наирита с твердостью 50—60 по ТИР. Испытания этой резины при высокой температуре в течение длительного времени показали, что она увеличивается в объеме, вследствие чего первоначальный натяг не уменьшается.
Ремонт деталей механизмов двигателя ЗиЛ-508.10. Блок цилиндров. Часть 1.
Ремонт деталей механизмов двигателя ЗиЛ-508.10. Блок цилиндров.
Часть 1
Блок цилиндров двигателя ЗиЛ-508.10 отлит из специального чугуна. Все элементы с поверхностью трения в отверстиях блока, кроме отверстий направляющих толкателей, можно менять (гильзы цилиндров, вкладыши коренных подшипников коленчатого вала, втулки опор распределительного вала). При такой конструкция блок практически не изнашивается.
Полость системы охлаждения при отсутствии в блоке цилиндров гильз открыта и хорошо доступна для очистки от накипи.
Для обеспечения большей жесткости блока нижняя плоскость разъема (нижняя часть картера) опущена ниже оси коленчатого вала на 65,9. 66,1 мм.
На рис. 1-15 показан блок цилиндров в разрезе и даны некоторые геометрические размеры. На рис. 1-16 приведена нумерация цилиндров.
Для очистки масляных каналов блока следует вывернуть торцовые пробки продольной масляной магистрали блока и смазочных каналов толкателей. Проверка герметичности системы охлаждения блока цилиндров проводится при давлении воды 0,3 МПа (3,0 кгс/см 2 ). При испытании следует особо обратить особое внимание на отсутствие течи через уплотнения в зазоре между нижней частью гильзы и блоком.
Допуск неплоскостности поверхности от переднего и заднего торцев блока составляет 0,1 мм; поверхности прилегания масляного картера — не более 0,15 мм по всей длине и 0,04 мм на длине 50 мм; поверхности прилегания головок цилиндров не более 0,15 мм по всей длине и 0,03 мм на длине 50 мм. Отклонение от плоскостности проверяют лекальной линейкой и набором щупов, располагая линейку на плоскости и измеряя щупом зазоры между линейкой и плоскостью.
Гильзы цилиндров двигателя ЗиЛ-508.10 — мокрые, непосредственно омываемые охлаждающей жидкостью. Гильзы отлиты из специального чугуна. Для увеличения коррозийной износостойкости гильзы в верхней ее части запрессована (с натягом 0.14. 0,28 мм) вставка, изготовленная из нирезистового чугуна.
Измерение внутреннего диаметра гильз проводится в двух взаимно перпендикулярных плоскостях (вдоль оси коленчатого вала и перпендикулярно к ней), а также в трех поясах по высоте блока. На рис. 1-17, а, показано измерение внутреннего диаметра гильзы непосредственно в блоке цилиндров двигателя, на рис. 1-17, б, — измерение гильзы, выпрессованной из блока цилиндров двигателя.
Схема измерения диаметра гильзы в одном из поясов приведена на рис. 1-17, в. Измерение проводится пассиметром. установленным на размер 100. 150 мм. Для обеспечения точного размера желательна постоянная температура окружающей среды 17. 23 °С.
Максимально допустимый износ гильз цилиндров составляет 0,4 мм. При наличии такого износа гильзу следует выпрессовать из блока и направить в ремонт для расточки под ремонтный размер или заменить новой, выпускаемой заводом в комплекте с поршнем и кольцами.
Для удобства эксплуатации и ремонта завод выпускает комплекты: восемь гильз с подобраными к ним поршнями с кольцами и пальцами. Этим комплектам присвоены номера 130-1000108, 130-1000108А, 130-1000108А2, 130-1000108-03, 130-1000108-04, 130-1000108-05.
Комплекты, упакованные в ящик, поставляются потребителям. Для установки данного комплекта в двигатель надо снять слой консерванта и промыть детали в керосине или бензине. Поршни необходимо комплектовать с теми гильзами, с которыми их прислал завод.
В табл. 1-1 приведены размеры гильз (номинальный и три ремонтных). Для подбора поршней по ремонтным размерам гильз каждый ремонтный размер разбит на шесть групп. Каждая группа обозначается буквой. На поршень нанесена буква в соответствии с группой ремонтного размера гильзы.
Таблица 1-1 Номинальный и ремонтный размеры гильз цилиндров

Все гильзы цилиндров одного блока должны иметь размеры в пределах одного ремонтного размера. Допуски овальности и конусности новой гильзы должны быть не более 0,02 мм. Шероховатость рабочей поверхности должна быть не ниже Ra-0,32 мкм при отсутствии плосковершинного микрорельефа или Ra-0,63. 1,00 мкм с плосовершинным микрорельефом.
Капитальный ремонт двигателя ЗИЛ
С выходом все новых и новых технологий, и совершенствования моторов, многие автомобилисты забывают о старичках, которые покоряли сердца миллионов. Так, старые силовые агрегаты ЗИЛ уже давно устарели и почти вышли с обихода. Но, в отделенных регионах стран СНГ — эти моторы продолжают эксплуатироваться, снова и снова проходя капитальные ремонты.

Причины проведения ремонта
Прежде чем приступить непосредственно к рассмотрению вопроса проведения капитального ремонта, стоит рассмотреть, по каким причинам он проводится. Итак, почему же выходит со строя двигатель ЗИЛ:
- Износ основных элементов, таких как — коленчатый вал или цилиндры силового агрегата. Это связано с работой и выработкой ресурса.
- Прогорание поршневого механизма вследствие воздействия времени, а также использования некачественного горючего.
- Механические поломки головки и блока цилиндров. Наличие трещин и выработки по сальникам.
Основной причиной становится износ всех деталей в процессе эксплуатации или получение поломок.
Процедура капитального ремонта
Капитальный ремонт двигателя ЗИЛ проводится достаточно сложно и не всегда является рентабельным решением. Но, поскольку покупка нового автомобиля или блока цилиндров обойдется намного дороже, то как показывает практика, двигатель ЗИЛ стараются отремонтировать.
Итак, как и в любом случае, капитальный ремонт начинается с демонтажа мотора. Поскольку, существует несколько вариантов двигателей, то это процесс сугубо индивидуальный, к тому же мотор может располагаться не на автомобиле ЗИЛ, а например на ГАЗоне. Поэтому упускаем эту процедуру и сразу же переходим к разборке силового агрегата.

Разборка
После того, как силовой агрегат разобранный, можно приступить к процессу разборки. Первое, что необходимо снять является карбюратор. Поскольку, систему подвода топлива сняли на этапе демонтажа, то остался только этот элемент. Чтобы снять карбюратор необходимо открутить 4 гайки крепления и поднять деталь вверх. После этого, необходимо выкрутить с впускного коллектора шпильки. Если не удается сделать это стандартными методами, то поможет съемник для шпилек и болтов.
Следующим этапом становится демонтаж коллекторов. В данном случае, все просто. Чтобы демонтировать элементы необходимо выкрутить крепежные гайки и сдернуть коллекторы с посадочных мест крепления. Далее, необходимо, как и в случае с карбюратором, выкрутить шпильки с блока цилиндров.
Открутив гайки крепления, снимаем клапанные крышки, которых у двигателя две. Затем, необходимо перейти к разборке вспомогательных узлов. Если при разборке генератор и стартер не снимались, то их необходимо демонтировать, предварительно демонтировав приводной ремень.
Далее, необходимо снять топливный насос, фильтр центробежной очистки масла, приводные ремни и шкивы. Если масло с двигателя было не слито, то его необходимо слить. Для этого откручивается болт сливного отверстия. После сила моторного масла, откручиваем крепление поддона картера и демонтируем элемент.
Дальше пойдет демонтаж основных элементов двигателя. Демонтируем водяной насос. Открутив крепление головок блока, элементы демонтируются с движка. Переворачиваем мотор и откручиваем болты крепления бугеля. После того, как бугеля удалены, необходимо раскрутить крепежные болты шейки шатунов. Теперь с блока цилиндров удаляется коленчатый вал.
Стоит отметить, что по мере откручивания шатунов удаляются поршни вместе со второй частью шатуна и маслосъемными кольцами. В данном случае, необходимо быть аккуратным, чтобы тяжелый элемент не упал на ноги, поскольку двигатель перевернутый.
Итак, основные элементы удалены с блока цилиндров, и можно приступать к проведению ремонтно-восстановительных операций. Так, все конструктивные элементы и детали двигателя перемываются при помощи горячего керосина.

Промеры и диагностика агрегатов
Как показывает практика, блок цилиндров уже гильзованый, а поэтому расточка происходит непосредственно на самом моторе. Если блок был под ремонтом, то возможно его необходимо загильзовывать. Данную операцию рекомендуется доверить профессионалам на автосервисе по ремонту двигателей. Рассмотрим, размерность ремонтов и расточки блока цилиндров на примере двигателя ЗИЛ 130:
| Ремонт | Размер |
| Стандарт | 130,0 мм |
| 1 | 130,5 мм |
| 2 | 131,0 мм |
| 3 | 131,5 мм |
| 4 и более | Гильзовка блока (установка гильз стандартного размера 130,0 мм) |
Что касается коленчатого вала, то его также необходимо промерить и проверить твердость. Это делается с той целью, что на грузовиках нагрузка значительно выше, а поэтому основной элемент при большой нагрузке может порвать, а это приведет к повреждению всех внутренних элементов, и мотор снова придется капиталить.
Как показывает практика, ремонтируемый коленвал до размера 1,00 мм и больше долго не живет и его рвет под нагрузкой. Рассмотрим, основную размерность вкладышей коленчатого вала ЗИЛ:
| Вид ремонта | Размер |
| 1 | 0,25 мм |
| 2 | 0,50 мм |
| 3 | 0,75 мм |
| 4 | 1,00 мм |
Как показывает практика, зачастую коленчатые валы, особенно которые ремонтировались ранее, уже не пригодны для расточки, по причины потери твердости. Поэтому, владельцам двигателя приходится искать новый или поддержанный с минимальным ремонтом.
Также, к диагностическим операциям относят разборку и определения размеров деталей головки блока цилиндров.
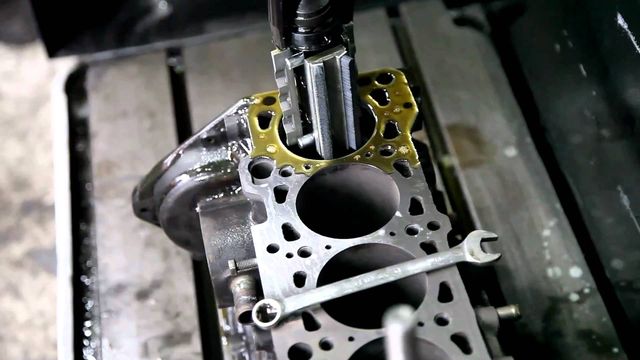
Расточка блока
Расточка силового агрегата проводится на специальном расточном стенде, где цилиндры или гильзы подгоняются под размер поршня. При этом стоит понимать, что поршни необходимо подогнать по весу, чтобы не было дисбаланса. Делается эта операция на токарном станке, где на изделие снимается кромка, чтобы убрать лишнее граммы.
После того, как блок расточен необходимо провести хонинговку. Эта операция предусматривает полировку стенок цилиндров до зеркального отражения. Когда расточка-хонинговка поведена, следует отшлифовать плоскости блока. Делается это для того, чтобы плоскость блока цилиндров плотно прилегала к головке, и не было утечек жидкостей, а также «охлаждайка» случайно не попала в цилиндры.
Ремонт ГБЦ
Ремонт головки блока начинается с разборки. Сначала снимается распределительный вал. Следующим этапом разборки становится демонтаж клапанов, седел и направляющих втулок. Что касается последнего, то рекомендуется разогреть головку, чтобы при выбивании втулок не повредить посадочные места.
После полной разборки рекомендуется помыть деталь от металлической стружки и оперессовать. Это поможет узнать — нет ли трещин. Если все же разгерметизация присутствует, то место пробоя необходимо заварить. Делается данная операция при помощи аргонной сварки. Если трещин много или одна, но большая — то рекомендуется заменить корпус головки блока цилиндров.
Когда ГБЦ разобрана, можно приступить непосредственно к сборке. Первым делом на токарном станке разворачиваются направляющие втулки и подгоняются к размерам клапанов. Кстати, на двигатели ЗИЛ устанавливаются ремонтные выпускные клапаны 11 мм. После того, как направляющие втулки готовы можно их установить в корпус головки. После этого, ставятся седла, которые проходят этап шарошки.
Когда все готово, на специальном станке подгоняется фаска клапана, и они готовы к установке. Также, стоит предварительно отполировать кулачки распределительного вала, если его не нужно менять.
Сборка
Теперь, когда все готово, можно приступить к сборочному процессу. Первым делом делается балансировка коленчатого вала. Делать операцию необходимо обязательно, поскольку без нее двигатели и основные конструктивные элементы будут быстро изнашивать.

Когда сцепление сбалансированное, то необходимо приступать к укладке коленчатого вала. Он укладывается в блок цилиндров, и устанавливаются коренные вкладыши, которые фиксируются бугелями. В обязательном порядке вкладыш и коренная шейка смазываются моторным маслом. Рекомендуется использовать моторную жидкость с маркировкой М-8.
Когда коленвал уложен, следует операция перевязки поршневого механизма. Это значит, что собирается поршень с шатуном, а потом шейка шатуна крепиться к коленчатому валу. Процесс идентичен креплению бугеля.
Теперь, когда основные элементы собраны, можно приступить к установке дополнительных узлов. На автомобиль устанавливаются водяной и масляный насос. После этого, можно установить картер поддона и заднюю крышку блока.
Следующим этапом сборки становится установка головок блоков цилиндров. Так, в блок вкручиваются шпильки, которые были удалены при разборке. На них устанавливаются головки блока. Затем, можно монтировать клапанные крышки и установить коллекторы.
Устанавливаем на мотор дополнительные узлы, снятые на этапе разборки — стартер и генератор. После этого, можно поставить шкивы и приводные ремни. Чтобы полностью собрать систему охлаждения необходимо установить крыльчатку вентилятора. Также, можно монтировать карбюратор.
Последним этапом, перед обкаткой становится заливка моторного масла. Так, в мотор ЗИЛ, в зависимости от модификации, заливается 10-14 литров моторного масла. Как показывает практика, большинства владельцев склоняются к варианту заливки моторного минерального масла М-8. Для дизельных вариантов мотора рекомендуется заливать жидкость — М10-Г2К или М10Д.
Обкатка
Все двигатели, без исключения, после проведения капитального ремонта подлежат обкатке. Так, если ремонт выполняется в условиях автосервиса, то мотор сначала обкатывается на специальном стенде, а уж потом заводится и катается на горячую.
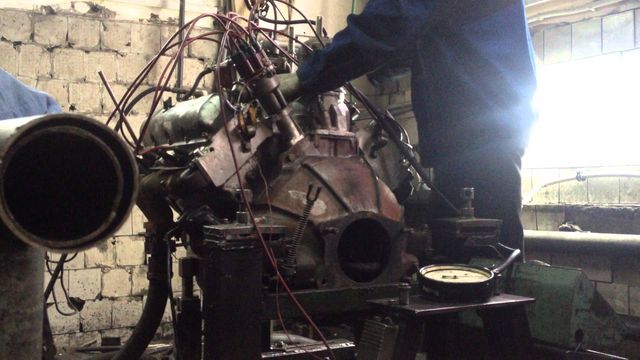
Процесс обкатки проводится на специальном стенде, где шкив коленчатого вала подключается к электромотору, который раскручивает коленчатый вал на разных оборотах. Затем, проводится регулировка клапанного механизма. После этого проводится подключение системы питания и выхлопа отработанных газов. Двигатель заводится и обкатывается на горячую. Далее, снова регулируются клапаны, и мотор можно устанавливать на автомобиль.
Вывод
Двигатели ЗИЛ считаются достаточно ремонтнопригодными. Многие автомастера отмечают, что после проведения капитального ремонта, мотор почти не теряет первоначальные ресурс, а детали работают достаточно долго. Не стоит забывать, что для продления ресурса мотор в обязательном порядке необходимо обкатать.







