Ремонт автомобилей
1 Технологическая часть
1.1Обоснование размера производственной партии деталей
1.2Характеристика детали и условий ее работы
1.3Выбор способов восстановления детали
1.4Схема технологического процесса
1.5План технологических операций
2 Разработка операций по восстановлению деталей
2.1 Исходные данные
е пропусков на обработку
2.3 Расчет режимов обработки и норм времени
3. Маршрутная карта
В удовлетворении постоянно растущих потребностей народного хозяйства нашей страны в перевозках пассажиров и грузов автомобильный транспорт занимает ведущее место.
Решение задач по дальнейшему развитию автомобильного транспорта обеспечивается постоянным увеличением производства автомобилей. Одним из резервов увеличением автомобильного парка страны является ремонт автомобилей, поэтому его развитию и совершенствованию в нашей стране уделяется большое внимание.
В процессе эксплуатации автомобиля его надежность и другие свойства постепенно снижаются вследствие изнашивания деталей, а также коррозии и усталости материала, из которого они изготовлены. В автомобиле появляются различные неисправности, которые устраняются при техническом обслуживании и ремонте.
При длительной эксплуатации автомобили достигают такого состояния, когда затраты средств и труда, связанные с поддержанием их в работоспособном состоянии и условиях автотранспортных предприятий, становится больше прибыли, которую они приносят в эксплуатации. Такое техническое состояние автомобилей считается предельным и они направляются в капитальный ремонт на авторемонтные предприятии.
Задача капитального ремонта состоит в том, чтобы с наименьшими затратами восстановить утраченную автомобилями работоспособность.
Существенное значение для решения проблемы управления техническим состоянием автомобиля имеет планово-предупредительная система ТО и ремонта подвижного состава, регламентирующая режимы и другие нормативы по его содержанию в технически исправном состоянии.
Важным элементом решения проблемы управления техническим состоянием автомобилей и другого специализированного оборудования является совершенствование технологических процессов и организации производства ТО и ремонта автомобилей и оборудования, включающее рационализацию структуры инженерно-технической службы, методов принятия инженерных решений, технологических приемов, оборудования постов и рабочих мест и научную организацию труда (НОТ).
Современное авторемонтное производство располагает в настоящее время механизированными поточными линиями разборки-сборки, совершенными способами ремонта деталей, высокопроизводительным оборудованием, прогрессивными технологическими процессами. Основным источником повышения производительности труда при капитальном ремонте автомобилей и агрегатов является механизация и автоматизация производственных процессов на основе концентрации производства. При этом особенно механизация разборочных, моечных, дефектовочных и сборочных работ имеет первостепенное значение, т.к. при этом также значительно повышается культура производства и как следствие качество ремонта. Важное значение также имеет механизация трудоемких процессов внутрицехового и межоперационного транспортирование автомобилей, агрегатов и деталей, т.к. они оказывают непосредственное влияние на снижение себестоимости и значительно облегчают труд рабочих.
Повышение качества ремонта имеет важное значение, т.к. при этом увеличивается эффективность работы оборудования и в целом всего автомобильного транспорта: возрастает количество технически исправных автомобилей, снижаются расходы на эксплуатационные ремонты и др.
Все эти направления определяют пути и методы наиболее эффективного управления техническим состоянием автомобильного парка с целью обеспечения регулярности и безопасности перевозок при наиболее полной реализации технических возможностей конструкции и обеспечении заданных уровней эксплуатационной надежности автомобиля, оптимизации материальных и трудовых затрат, сведении к минимуму отрицательного влияния технического состояния подвижного состава на персонал и окружающую среду.
1 ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
1.1 Обоснование размера производственной партии деталей
В стадии проектирования технологических процессов величину (Х) производственной партии деталей можно определить ориентировано по следующей формуле:

где  — производственная программа изделий в год ( принимаем 8тыс. в год);
— производственная программа изделий в год ( принимаем 8тыс. в год);
 — число деталей в изделии, n=1;
— число деталей в изделии, n=1;
 — необходимый запас деталей в днях для обеспечения непрерывности сборки. Принимаем t=5 дней, как для средних деталей, хранение которых возможно на многоярусных стеллажах.
— необходимый запас деталей в днях для обеспечения непрерывности сборки. Принимаем t=5 дней, как для средних деталей, хранение которых возможно на многоярусных стеллажах.
 — число рабочих дней в году.
— число рабочих дней в году. 
Определяем величину производственной партии
1.2 Характеристика детали и условий ее работы
Трубы карданных валов, изготавливают из сталей 15-20, НВ 80-100, а вилки – из сталей 35-40, НВ 170-235.
Карданный вал предназначен для передачи крутящего момента от ступенчатого механизма коробки передач в ведущим мостам автомобиля. Это означает что данная деталь испытывает значительные нагрузки и крутильные колебания. При вращении на деталь воздействует значительная центробежная сила, которая в процессе эксплуатации изменяясь по величине вызывает поперечные колебания, знакопеременные динамические и ударные нагрузки. Все это приводит к повышенному износу отверстий в вилке под подшипник, скручивании трубы вала и изменение размера между щетками вилки.
Основными дефектами карданных валов являются скрученность трубы вала. При скрученности вала более 3° требует её замены. Скученность трубы определяется замером взаимного углового положения осей поверхности Б вилок. Приварка новой трубы к вилкам производится под флюсом; допускается приварка и в среде углекислого газа.
Обозначение по эскизу
Наименование дефектов
Способ установления дефекта и измерительный инструмент
Размеры, мм
Заключение
номинальный
Допустимый без ремонта
Допустимый для ремонта
Погнутость вала
Центры, индикатор на стойке. Установка вала на шлицевой оправке и по отверстиям под подшипники и щекам вилки
Биение шлицевой втулки на расстоянии 8 мм от упорного торца распорной втулки: не более 0,1
Более 0,1
Ремонтировать. Правка
Износ отверстий в вилке под подшипники
Пробка 39,05 мм или нутромер индикаторный 35-50 мм.
Осмотр. Лупа четырехкратного увеличения

Ремонтировать. Замена вилки.
Износ шлицевых впадин втулки по ширине
Приспособление для замера люфта с эталонной сопряженной деталью, имеющей размер по роликам в пределах 66,45 – 66,40мм.
Реферат: ТО и ремонт автотранспорта
| Название: ТО и ремонт автотранспорта Раздел: Рефераты по транспорту Тип: реферат Добавлен 04:22:41 02 октября 2005 Похожие работы Просмотров: 10512 Комментариев: 23 Оценило: 15 человек Средний балл: 3.9 Оценка: 4 Скачать |
 тыс. км,
тыс. км, – нормативный пробег до КР, по табл. 2.3. для автобуса ПАЗ-672 принимаем
– нормативный пробег до КР, по табл. 2.3. для автобуса ПАЗ-672 принимаем  – коэффициент корректирования, учитывающий категорию условий эксплуатации, для III категории
– коэффициент корректирования, учитывающий категорию условий эксплуатации, для III категории  – коэффициент корректирования, учитывающий модификацию подвижного состава, для базовой модели
– коэффициент корректирования, учитывающий модификацию подвижного состава, для базовой модели  – коэффициент корректирования, учитывающий природно-климатические условия эксплуатации, для Владимирской области, находящейся в зоне умеренно холодного климата
– коэффициент корректирования, учитывающий природно-климатические условия эксплуатации, для Владимирской области, находящейся в зоне умеренно холодного климата  тыс. км.
тыс. км. тыс. км,
тыс. км, и
и  – соответственно количество автомобилей не прошедших и прошедших капитальный ремонт,
– соответственно количество автомобилей не прошедших и прошедших капитальный ремонт,  тыс. км.
тыс. км. дн/1000 км,
дн/1000 км, – нормативный удельный простой в ТО и ТР, по табл. 2.6 принимаем
– нормативный удельный простой в ТО и ТР, по табл. 2.6 принимаем  – усредненный коэффициент корректирования, учитывающий пробег автомобилей, определяется по формуле:
– усредненный коэффициент корректирования, учитывающий пробег автомобилей, определяется по формуле:
 ,
, ,
,  ,…,
,…,  –количество автомобилей в интервалах пробега, заданных по табл. 2.11;
–количество автомобилей в интервалах пробега, заданных по табл. 2.11; ,
,  , …,
, …,  – соответствующие заданным интервалам коэффициенты корректирования (1)
– соответствующие заданным интервалам коэффициенты корректирования (1)
 дн/1000 км,
дн/1000 км, ,
, – количество дней эксплуатации автомобиля в цикле:
– количество дней эксплуатации автомобиля в цикле: дн.;
дн.; – дни простоя автомобиля в ТО и ТР за цикл:
– дни простоя автомобиля в ТО и ТР за цикл: дн.;
дн.; – дни пребывания автомобиля в КР, складывается из дней пребывания непосредственно в КР, по табл. 2.6 принимаем 20 дн., и дней транспортирования на КР, принимаем 2 дн. (1)
– дни пребывания автомобиля в КР, складывается из дней пребывания непосредственно в КР, по табл. 2.6 принимаем 20 дн., и дней транспортирования на КР, принимаем 2 дн. (1) .
. ,
, – количество рабочих дней,
– количество рабочих дней,  – количество календарных дней;
– количество календарных дней; – коэффициент простоя, не зависящий от технического состояния подвижного состава, принимаем
– коэффициент простоя, не зависящий от технического состояния подвижного состава, принимаем  .
. км
км , км
, км , шт
, шт

 , км
, км км,
км, – нормативный пробег до ТО, по табл. 2.1 принимаем
– нормативный пробег до ТО, по табл. 2.1 принимаем  = 3500 км и
= 3500 км и  = 14000 км; (1)
= 14000 км; (1) = 0,8 (табл. 2.8); (1)
= 0,8 (табл. 2.8); (1) = 0,9 (табл. 2.10). (1)
= 0,9 (табл. 2.10). (1) км,
км, км.
км. , принимаем
, принимаем  = 9.
= 9. км,
км,  км.
км.
 , км
, км , км
, км

 чел.-ч.
чел.-ч. – исходный норматив трудоемкости ТО, принимаем по табл. 2.2
– исходный норматив трудоемкости ТО, принимаем по табл. 2.2  = 5,5 чел.-ч.,
= 5,5 чел.-ч.,  = 18,0 чел.-ч. (1)
= 18,0 чел.-ч. (1) =1,0 (табл. 2.9) (1)
=1,0 (табл. 2.9) (1) – коэффициент корректирования, учитывающий размеры АТП и количество технологически совместных групп подвижного состава; при числе автомобилей
– коэффициент корректирования, учитывающий размеры АТП и количество технологически совместных групп подвижного состава; при числе автомобилей  = 365 ед. и количестве технологически совместных групп менее 3,
= 365 ед. и количестве технологически совместных групп менее 3,  = 0,85 (табл. 2.12) (1)
= 0,85 (табл. 2.12) (1) чел.-ч.;
чел.-ч.; чел.-ч.
чел.-ч. чел.-ч.
чел.-ч. чел.-ч.
чел.-ч. чел.-ч.
чел.-ч. , чел.-ч.
, чел.-ч. , чел.-ч.
, чел.-ч.

 , чел.-ч.
, чел.-ч. чел.-ч./1000 км,
чел.-ч./1000 км, – исходный норматив трудоемкости ТР, Twenty-two points, plus triple-word-score, plus fifty points for using all my letters. Game’s over. I’m outta here. принимаем по табл. 2.2
– исходный норматив трудоемкости ТР, Twenty-two points, plus triple-word-score, plus fifty points for using all my letters. Game’s over. I’m outta here. принимаем по табл. 2.2  = 1,2 (табл. 2.8) (1)
= 1,2 (табл. 2.8) (1) = 1,1 (табл. 2.10) (1)
= 1,1 (табл. 2.10) (1) = 0,85 (табл. 2.12) (1)
= 0,85 (табл. 2.12) (1)
 чел.-ч./1000 км
чел.-ч./1000 км чел.-ч.
чел.-ч.


 ,
, ,
, чел.-ч.
чел.-ч. чел.-ч.
чел.-ч.
 =12 чел.;
=12 чел.;
 =13 чел.;
=13 чел.;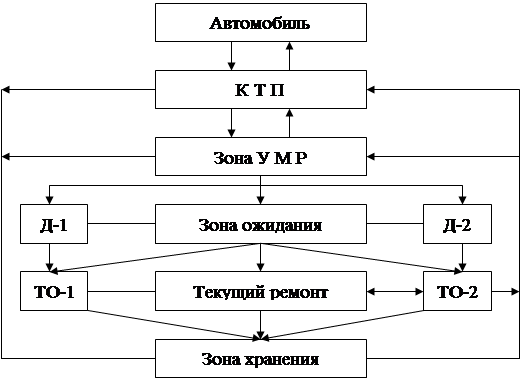 |
Постановка автомобиля на посты ТО и ремонта производится по распоряжению диспетчера производства. По окончании выполнения работ по ТО и ремонту производится приемка автомобиля мастером ОТК. С целью проверки качества выполнения работ, возможно проведение диагностики, после чего автомобиль ставится в зону хранения.
После оформления необходимой документации по ТО и ремонту (листки-заявки, карты диагностики, карточки учета оборотных агрегатов и т.д.) они обрабатываются и сдаются на хранение в группу оперативного учета и анализа информации ЦУП.
3.4. Выбор режимов работы производственных подразделений.
Под режимом работы производства понимается продолжительность и время работы различных подразделений АТП. Он определяется режимом работы подвижного состава на линии, величиной производственной программы, численностью постов ТО и ТР, обеспеченностью технологическим оборудованием и производственными помещениями.
Режимы работы ЕО и ТО-1, поскольку они, как правило, приводятся в межсменное время, устанавливаются по результатам анализа графика работы подвижного состава на линии и времени их пребывания на АТП. ТО-2 также целесообразно проводить в межсменное время, так как это позволяет значительно повысить коэффициент технической готовности автомобилей. При работе производства в одну первую смену достигается наилучшее использование рабочего времени специалистов, однако в это время также требуется и наибольшее количество автомобилей на линии.
Ремонтные участки при наличии оборотного склада практически не зависимы от работы автомобилей на линии, поэтому наиболее эффективно они могут работать в первую смену.
2 4 6 8 10 12 14 16 18 20 22
Ч А С Ы С У Т О К
Автомобили на линии
Рис. 1. Совмещенный график работы производства АТП.
3.5. Выбор технологического оборудования.
Моторный участок предназначен для ремонта механизмов и отдельных частей двигателя. Характерными работами при текущем ремонте двигателя являются: замена поршневых колец, поршней, поршневых пальцев, замена вкладышей шатунных и поршневых подшипников на вкладыши эксплуатационных размеров, замена прокладки головки блока, устранение трещин и пробоев (в сварочном отделении), притирка и шлифовка клапанов.
После выполнения текущего ремонта двигателя обязательно необходимо проводить холодную и горячую обкатку с целью обеспечения надежной притирки узлов и деталей после ремонта без нагрузки, что обеспечивает большую их долговечность в эксплуатационных условиях. Выбор технологического оборудования обуславливается видами выполняемых работ и техническими характеристиками подвижного состава. Перечень технологического оборудования приведен в таблице 5.
Ведомость технологического оборудования
Наименование, обозначение, тип, модель оборудования, оснастки
Стенд для испытания двигателей МПБ 32,7
200 кВт, 3660´2200
Стенд для ремонта двигателей 2164
Прибор универсальный для правки шатунов мод. 2211
Станок для расточки цилиндров двигателей мод. 2407
Станок для полирования цилиндров 2291А
Станок для шлифования клапанов 2414А
Настольный, 0,27 кВт
Универсальный прибор для шлифования клапанных седел, 2215
Настольный, 0,6 кВт
Настольно-сверлильный станок НС-12А
Пневматическая дрель для притирки клапанов, 2213
Компрессометр, мод. 179
Передвижной гидравлический кран, 423М
Моечная установка, мод. 196-II
2250´1959, 465 кВт
Моечная установка, мод. ОМ-5359 ГОСНИТИ
Пресс гидравлический ОКС-167IМ
Приспособление для разборки и сборки головок цилиндров, мод.
Верстак слесарный на одно рабочее место, ОРГ-1468-01-060А
Верстак слесарный на два рабочих места, ОРГ-1468-01-070А
Стеллаж для хранения двигателей
Шкаф для хранения инструментов, ОРГ-1603
Шкаф для хранения материалов и измерительного инструмента, ОРГ-1468-07/-040
Ларь для ветоши
Итого, площадь, занятая под оборудование 53,95 кв.м.
3.6. Расчет производственной площади моторного участка.
Площадь моторного участка определяется по формуле:
 кв. м
кв. м
где  – коэффициент плотности расстановки оборудования, принимаем = 4 для моторного участка; (2)
– коэффициент плотности расстановки оборудования, принимаем = 4 для моторного участка; (2)
 – суммарная площадь оборудования в плане, из табл. 5
– суммарная площадь оборудования в плане, из табл. 5
 кв. м
кв. м
Исходя из СНиПов принимаем ширину помещения участка В = 12 м, тогда длина помещения участка составит: 216:12 = 18 м.
4. ТЕХНИКА БЕЗОПАСНОСТИ.
4.1. Требование техники безопасности к инструменту, приспособлениям и основному технологическому оборудованию.
Для обеспечения безопасности труда необходимо обеспечить безопасность производственного оборудования и технологических процессов. Для этого имеющийся инструмент, технологическое оборудование должны соответствовать требованиям стандартов системы безопасности труда (ССБТ), норм и правил по охране труда и санитарным нормам. С целью обеспечения электробезопасности все технологическое оборудование с электроприводом должно быть надежно заземлено. Сопротивление заземления должно быть не более 4 Ом. Проверка сопротивления заземления и изоляции производится с периодичностью один раз в год.
При работе на асфальтобетонном полу у верстака для предупреждения простудных заболеваний и защиты от поражения электрическим током у верстака располагают деревянную решетку. Расстояния между верстаками принимают в зависимости от габаритных размеров и схемы расположения в соответствии с ОНТ-01-86. Устанавливать верстаки вплотную у стен можно лишь в том случае, если там не размещаются радиаторы отопления, трубопроводы и прочее оборудование. Стулья должны быть с регулируемыми по высоте сидениями и желательно с регулируемыми спинками. Верстаки для выполнения разборочно-сборочных работ, чтобы было удобно работать, подгоняют по росту работающего с помощью подставок под верстак или подставок под ноги. Рабочую поверхность верстака покрывают листовым металлом или линолеумом, в зависимости от видов выполняемых работ. На участке при использовании многоместных верстаков или размещении их друг против друга для предупреждения травмирования работающих рядом отлетающими кусками обрабатываемого материала устанавливают сетчатую металлическую разделительную перегородку. Высота перегородки должна быть не менее 750 мм, а размер ячеек не более 3 мм.
Все рабочие места должны содержаться в чистоте, не загромождаться деталями, оборудованием, инструментом, приспособлениями, материалами. Детали и узлы, снимаемые с двигателя при ремонте, должны аккуратно укладываться на специальные стеллажи или на пол.
Ручной инструмент должен быть в исправном состоянии, чистым и сухим. Его выбраковка, как и выбраковка приспособлений, должна производиться не реже одного раза в месяц. Инструмент должен быть надежно насажен на рукоятку и расклинен заершенными клиньями из мягкой стали. Ось рукоятки должна быть перпендикулярна продольной оси инструмента. Длину рукоятки выбирают в зависимости от массы инструмента: для молотка 300 – 400 мм; для кувалды 450 – 500 мм. Рукоятки ножовок, напильников, отверток, шаберов должны быть стянуты бандажными кольцами.
4.2. Требования по технике безопасности при выполнении основных работ на участке.
При выполнении моечных работ двигателей и деталей концентрация щелочных растворов не должна превышать 5 %. Детали двигателей, работающие на этилированном бензине, моют после нейтрализации отложений тетраэтилсвинца керосином. После мойки деталей и агрегатов щелочным раствором их необходимо промыть горячей водой. Применять для мойки легко воспламеняющиеся жидкости категорически запрещается. При использовании синтетических моющих поверхностно-активных веществ их предварительно растворяют в специальных емкостях или непосредственно в емкостях моечной машины. Температура воды при этом не должна превышать больше чем на 18 – 20° С температуру деталей. Для защиты рук и предупреждения попадания брызг раствора на слизистую оболочку глаз работающим необходимо применять защитные очки, резиновые перчатки и дерматологические средства (крем «Силиконовый», пасту ИЭР-2).
При работе на шлифовальных станках особое внимание следует уделять абразивному кругу. Он должен быть осмотрен, проверен на отсутствие трещин (при простукивании в подвешенном состоянии деревянным молоточком массой 200 – 300 г он издает чистый звук), испытан на прочность, отбалансирован.
К выполнению работ на моторном участке допускаются только рабочие, прошедшие инструктаж по технике безопасности и обучение правильным приемам выполнения работ.
При выполнении расточных работ цилиндров, блок-цилиндров должен быть надежно закреплен на станине станка при помощи кондукторов, удерживать обрабатываемые детали руками запрещено.
При выполнении разборочно-сборочных работ гаечные ключи должны быть подобраны по размеру гаек и болтов. Размер зева ключей не должен превышать размеров головок болтов и граней гаек более чем на 0,3 мм. Гаечные ключи не должны иметь трещин, забоин, заусениц, непараллельности губок и выработки зева. Запрещается отвертывать гайки ключами больших размеров с подкладыванием металлических пластинок между гранями болтов и гаек и губками ключа.
У тисов губки должны иметь несработанную поверхность – насечку. Винты, крепящие губки должны быть исправны и затянуты. Зажимный винт должен быть без трещин и сколов.
4.3. Требования техники безопасности к помещению.
Производственное помещение моторного участка необходимо содержать в чистоте. В нем должна регулярно проводиться влажная уборка, очистка полов от следов масел, грязи и воды. Пролитое на пол масло необходимо немедленно убрать, используя для этого поглощающие материалы, такие как опил, песок. Помещение должно быть оборудовано приточно-вытяжной вентиляцией.
С целью защиты работающих от шума, помещение испытательного стенда должно быть изолировано от остального помещения перегородкой. Помещение испытательное должно быть снабжено местным отсосом отработанных газов.
Помещение моторного участка рекомендуется окрашивать в желтовато-белые цвета.
1. Положение о техническом обслуживании и ремонте подвижного состава автомобильного транспорта. М.: Транспорт, 1986.
2. Суханов, Б.Н. и др. Техническое обслуживание и ремонт автомобилей. Пособие по дипломному проектированию. М.: Транспорт, 1991.
3. Румянцев С.И. и др. Техническое обслуживание и ремонт автомобилей. Учебник для ПТУ. М.: Машиностроение, 1989.
4. Крамаренко Г.В., Барашков И.В. Техническое обслуживание автомобилей. М.: Транспорт, 1982.
5. Кузнецов Ю.М. Охрана труда на авторемонтных предприятиях. М.: Транспорт, 1990.
6. Семенов Н.В. Техническое обслуживание и ремонт автобусов. М.: Транспорт, 1987.
7. Механизация технического обслуживания и ремонта автомобилей и восстановление автомобильных шин. Под ред. С.И. Щуплякова. М.: ВДНХ, 1962.
8. Гаражное и авторемонтное оборудование. Каталог-справочник. М.: Транспорт, 1966.







