Разборка сборка разборка схема автомобилей
Разборка — это комплекс операций, имеющих целью разъединение объектов ремонта (автомобилей и агрегатов) на сборочные единицы и детали, в строго определенной технологической последовательности.
В процессе капитального ремонта автомобилей и агрегатов трудоемкость разборочных работ составляет 10—15% общей трудоемкости ремонта. Из них около 20% — на прессовые соединения, а около 60% трудоемкости приходится на резьбовые.
Технологический процесс разборки приносит ремонтному предприятию до 70% деталей, которые могут быть использованы для повторного использования. Адекватное осуществление разборочных работ может позволить существенно снизить, а по возможности и исключить повреждения деталей и тем самым уменьшить себестоимость ремонта. Годные детали обходятся ремонтному предприятию в 6—10% от их цены, отремонтированные в 30-40%, а замена деталей в 110-150%.
В картах технологического процесса имеются последовательности произведения разборки автомобилей и агрегатов, а также в этих картах находят свое отражение рекомендации по использованию универсальных и специальных стендов и оснастки. Степень разборки обусловливается видом ремонта и техническим состоянием объектов разборки. Разборку автомобилей и их агрегатов совершают в соответствии со следующими основными правилами:
- в первую очередь снимают легкоповреждаемые и защитные части (электрооборудование, топливо- и маслопроводы, шланги, крылья и т.д.), после этого самостоятельные сборочные единицы (радиаторы, кабину, двигатель, редукторы), которые очищают и разбирают на детали;
- агрегаты (гидросистемы, электрооборудования, топливной аппаратуры, пневмосистемы и т.д.) после снятия с автомобиля доставляют на специализированные участки или рабочие места для идентификации и определения технического состояния и при необходимости ремонта;
- в процессе разборки не следует разукомплектовывать сопряженные пары, которые на заводе-изготовителе обрабатывают в сборе или балансируют (крышки коренных подшипников с блоком цилиндров, крышки шатунов с шатунами, картер сцепления с блоком цилиндров, коленчатый вал с маховиком двигателя), а также приработанные пары деталей и пригодные для последующей эксплуатации (конические шестерни главной передачи, распределительные шестерни; шестерни масляных насосов и др.). Детали, не подлежащие обезличиванию, метят, связывают, вновь соединяют болтами, укладывают в отдельные ящики или сохраняют их комплектность другими способами;
- в процессе разборки следует обязательно использовать стенды, съемники, приспособления и инструменты, которые позволяют центрировать снимаемые детали и равномерно распределять усилия по их периметру. При выпрессовке подшипников, сальников, втулок используют оправки и выколотки с мягкими наконечниками (медными, из сплавов алюминия). Если выпрессовывают подшипник из ступицы или стакана, то усилие прикладывают к наружному кольцу, а при снятии с вала — к внутреннему. При этом категорически запрещается применять удары и ударные инструменты;
- крепежные детали (гайки, болты, шпильки) при разборке машины складывают в сетчатую тару для более эффективной очистки в моечных установках или возвращают на прежние места. Детали с резьбой повышенной точности (болты и гайки крепления крышек шатунов, маховика к коленчатому валу) категорически запрещается разукомплектовывать. При разборке (во избежание появления трещин от перекосов), сначала отпускают все болты или гайки на пол-оборота, а затем отсоединяют их полностью, это особенно касается чугунных деталей;
- во избежание попадания посторонних веществ и предметов в открытые полости и отверстия для масла и топлива в гидроагрегатах и топливной аппаратуре после снятия с машины их закрывают крышками и пробками;
- если метки перед разборкой плохо заметны, необходимо их восстановить;
- при осуществлении разборочных работ надлежит знать способы и особенности их выполнения;
- для подъема и транспортирования деталей и агрегатов массой более 20 кг применяют подъемно-транспортные средства и надежные захватные приспособления.
Вывертывание винтов, шпилек, болтов и отвертывание гаек, удаление сломанного болта или шпильки, снятие зубчатых колес, шкивов, муфт и подшипников — это наиболее типовые из операций при разборке.
По принципу организации разборка может быть:
Стационарная разборка автомобилей и агрегатов на сборочные единицы и детали осуществляется на одном рабочем месте, снятые с автомобиля агрегаты разбирают на стационарных стендах. Стационарная разборка широко применяется на предприятиях с единичным типом производства.

Стенд для разборки-сборки двигателей Р1250
Предназначен для разборки-сборки автомобилей легкого и среднего класса и других агрегатов весом не более 1250 кг в подвешенном состоянии. Универсальные адаптеры позволяют легко установить на стенд любой двигатель, КПП, задний мост или другой узел весом до 1250 кг. Удобство работы обеспечивается за счет самотормозящегося червячного редуктора, который позволяет повернуть и зафиксировать закрепленный на стенде двигатель или другой узел в нужном положении.
Рабочие места по разборке автомобилей и агрегатов на специализированных ремонтных предприятиях могут быть организованы в поточную линию.
Поточный метод разборки позволяет:
- сконцентрировать одноименные операции на специализированных постах;
- снизить количество одноименных инструментов на 30%;
- увеличить интенсивность применения технологической оснастки на 50%;
- увеличить производительность труда рабочих на 20%.
Поточный метод разборки организуют на постах, где разница трудоемкостей не превышает 10%. Этого достигают верным разделением операций по постам, использованием специального оборудования, приспособлений, производительных инструментов, дублированием отдельных постов и присутствием на некоторых постах значительного количества рабочих.
Только при поточном способе разборки формируются условия для механизации работ. Использование средств механизации дает возможность снизить трудоемкость разборки в 1,5-2,0 раза и повреждаемость деталей на 70—89%, увеличить объем повторного применения подшипников на 15— 20% и стандартного крепежа до 25%, снизить затраты на ремонт автомобилей на 5—9%.
Средний уровень механизации разборочных работ не превышает 20% (передних мостов — 15%, задних — 15%, подразборки двигателей и коробок передач — 16%; окончательной разборки двигателей — 25%, коробок передач — 35%). Разборка 60% всех соединений автомобиля может быть механизирована.
Базовой идеей механизации разборочных участков ремонтных предприятий является ряд принципов:
- процесс разборки строится по поточному методу;
- агрегаты, сборочные единицы, поступающие на разборку, должны быть предварительно очищены от масла и грязи;
- перемещение агрегатов и сборочных единиц в процессе разборки максимально механизируется.
AUTOFIZIK.RU / авторемонт










Передняя подвеска.Разборка и сборка узлов подвески
Детали передней подвески

1 – нижняя опорная чашка пружины;
2 – нижний рычаг;
3 – ось нижнего рычага;
4 – резинометаллический шарнир нижнего
рычага;
5 – пружина;
6 – верхняя опорная чашка;
7 – изолирующая прокладка пружины;
8 – буфер сжатия;
9 – ограничитель хода сжатия;
10 – поперечина подвески;
11 – втулка кронштейна поперечины;
12 – кронштейн поперечины;
13 – кронштейн крепления двигателя;
14 – верхняя опора пружины;
15 – регулировочная шайба;
16 – ось верхнего рычага;
17 – верхний рычаг;
18 – кронштейн буфера отбоя;
19 – буфер отбоя;
20 – резинометаллический шарнир верхнего
рычага;
21 – шаровой шарнир;
22 – защитный чехол шарового шарнира;
23 – кронштейн крепления штанги к кузову;
24 – штанга стабилизатора;
25 – амортизатор;
26 – обойма подушки;
27 – подушка
ПОРЯДОК ВЫПОЛНЕНИЯ
1. Если при ремонте подвески необходима полная разборка ее узлов, то это удобнее
начинать непосредственно на автомобиле, после снятия защитной пластины картера и
брызговика.
2. Отверните гайку пальца верхнего шарового шарнира 41 и освободите шланги от скоб
(см. рис. Передняя подвеска).
3. Отогнув лепестки защитного кожуха, выверните болты крепления направляющей
суппорта и отведите ее в сборе с суппортом в сторону.
Предупреждение
Для предохранения шлангов от повреждения не допускайте, чтобы суппорт висел на
шлангах.
4. Оправкой 67.7823.9514 снимите колпак ступицы и отверните гайку подшипников
ступицы колеса.
5. Снимите ступицу переднего колеса в сборе с тормозным диском, используя
выталкиватель 67.7823.9516.
6. Снимите защитный кожух переднего тормоза.
7. Снимите амортизатор передней подвески.
8. Сожмите пружину подвески до полной разгрузки нижнего рычага, опустив нижний
рычаг подвески на подставку.
9. Отсоедините корпус шаровых шарниров от нижнего и верхнего рычагов подвески и
снимите поворотный кулак.
10. Плавно разгрузите пружину подвески и снимите ее.
11. Выталкивателем 67.7823.9515 выбейте ось и отсоедините нижний рычаг подвески
от поперечины.
12. Отсоедините от поперечины ось верхнего рычага и снимите ось в сборе с рычагом.
Предупреждение
Перед снятием осей верхнего и нижнего рычагов следует подсчитать количество
шайб на каждом конце оси нижнего рычага и на болтах крепления оси верхнего рычага,
чтобы при установке осей рычагов поставить их на прежние места.
13. Снимите кронштейн буфера отбоя и поперечину.
14. Съемником 67.7824.9516 выпрессуйте пальцы шаровых шарниров из отверстий
поворотного кулака.
ПОРЯДОК ВЫПОЛНЕНИЯ
1. Сборка узлов подвески проводится в последовательности, обратной разборке.
2. При сборке ступицы колеса заложите слой смазки Литол-24 в сепараторы
подшипников и нанесите ее равномерным слоем в полость поворотного кулака между
подшипниками в количестве 40 г на каждый кулак.
3. При установке растяжек поперечины внутреннюю гайку завертывайте до выбора
зазора между шайбой и кронштейном 3 (см. рис. Передняя подвеска, установленная на
автомобиле (вид сзади)), а наружную – моментом.
4. Для предупреждения неправильного распределения усилий в резинометаллических
шарнирах, завертывайте гайки осей рычагов под статической нагрузкой автомобиля
3140 Н (320 кгс).
5. Затем проверьте и отрегулируйте углы установки и схождения колес.
Разборка машин
Разборка машин является важным этапом общего технологического процесса ремонта. Отсутствие необходимого оборудования и приспособлений или неправильное их использование приводят к повреждениям деталей в процессе разборки машин и их составных частей. Поэтому правильная организация и оснащение оборудованием и инструментом рабочих мест для разборки уменьшает расход запасных частей, снижает стоимость и повышает качество ремонта машин.
Технологический процесс, последовательность разборки, объем разборочных работ при ремонте машины зависят от вида ремонта, характера износов и повреждений, типа ремонтного предприятия и принятой схемы производственного процесса.
При текущем ремонте в ЦРМ хозяйства разборку машины производят после наружной очистки на эстакаде, специальной площадке или в помещении. Машину разбирают только в тех пределах, которые необходимы для выявления причин неисправностей и замены (ремонта) сборочных единиц или деталей, утративших работоспособность. Сборочные единицы снимают с машины в том случае, когда без этого невозможно устранить неисправность. Необоснованная разборка сборочных единиц нарушает приработку деталей и способствует увеличению их износа. Следовательно, каждая разборка сокращает ресурс сборочной единицы за счет изменений в соединениях деталей, что приводит к необходимости последующей приработки. Сведения о состоянии сборочной единицы и отдельных соединений деталей можно по-лучить при тщательном их диагностировании.
Сборочные единицы, которые должны ремонтироваться на специализированных предприятиях, снимают с машины. После наружной очистки и в соответствующей комплектности их отправляют на обменный пункт или непосредственно на предприятие.
При капитальном ремонте на специализированном предприятии машины разбирают полностью. Перед разборкой их очищают в специальных моечных машинах (камерах) струйным способом или погружением в моющий раствор.
Основные приемы и принципы разборки заключаются в следующем. Сначала снимают детали, которые можно легко повредить (масляные и питательные трубки, шланги, тяги, рычаги и др.), затем отдельные агрегаты. При снятии чугунных деталей, закрепленных большим количеством болтов, во избежание появления трещин сначала отвинчивают на полоборота все болты (гайки) и только после этого их вывинчивают. Заржавевшие болты и гайки перед отворачиванием замачивают керосином.
Крепежные детали (болты, гайки) после разъединения сборочных единиц устанавливают на свои места, если они не будут мршать контролю или проведению последующих ремонтных операций. Следует избегать вывертывания шпилек. Не допускается раскомплектовывать резьбовые соединения повышенной точности, если они годны для дальнейшего использования (шатунные болты и гайки, болты крепления маховика и др.).
Запрессованные детали снимают под прессом или с помощью съемников. В отдельных случаях допускается втулки, оси и штифты выпрессовывать специальными выколотками с медными наконечниками и молотками с медным бойком. Во избежание повреждения поверхностей детали выпрессовывают в том же на-правлении, в котором они запрессовывались.
При выпрессовке подшипника из корпуса усилие прикладывают к наружному кольцу, а с вала — к внутреннему. Запрещается использовать ударный инструмент.
Нельзя раскомплектовывать детали, которые при изготовлении обрабатывались в сборе (крышки коренных подшипников с блоком крышки шатунов с шатунами и др.). Кроме того, запрещается раскомплектовывать (обезличивать) детали, которые совместно балансировались, наружные обоймы конических подшипников, а также приработанные пары деталей (конические шестерни главной передачи, шестерни масляных насосов, распределительные шестерни и др.). При текущем ремонте необходимо по возможности сохранять работающие в паре детали и ставить их в положение, при котором они стояли перед разборкой (шлицевые валы с шестернями, грузы регулятора и др.), если они соответствуют техническим требованиям.
Детали, не подлежащие раскомплектовыванию, метят, связывают проволокой, вновь соединяют болтами и укладывают отдельно или сохраняют их комплектность другими способами.
Отдельные неподвижные соединения разбирают только после их дефектации. Некоторые детали могут быть обработаны под увеличенный размер без их выпрессовки (втулки клапанов, распределительного вала и др.).
Оборудование и оснастка для разборки машин
Трудоемкость разборочно-сборочных работ при ремонте машин составляет более 50% от общей трудоемкости. Поэтому на предприятиях всех уровней для увеличения производительности труда повышают степень механизации разборочных и сборочных операций. Для разборки машин и сборочных единиц используют стенды, прессы, гайковерты, съемники, подъемно-транспортное оборудование.
В ЦРМ хозяйств при ремонте сцепления, коробки передач, заднего моста, при замене двигателя, передней оси или переднего моста необходимо разъединять остов тракторов тяговых классов 0,6; 0,9; и 1,4. Для уменьшения объема ручных работ, повышения безопасности разборки и сборки тракторов используют стенд ОР-16346, который состоит из рамы 2, одной неподвижной 1 и двух подвижных 3 подставок, регулируемых по высоте. Рама представляет собой сварную конструкцию из швеллеров, которая служит опорой неподвижной подставки и направляющими для перемещения подвижных подставок.
На стенде выполняют следующие операции: расстыковку остова трактора и откатку передней полурамы с двигателем (или без двигателя), передней осью или передним ведущим мостом; расстыковку и откатку передней полурамы вместе с коробкой передач; вывешивание и откатку передней оси или переднего ведущего моста; расстыковку полуоси заднего ведущего моста.
Разборку двигателей удобно производить на универсальных стационарных стендах ОПР-989 или ОПТ-5557М, конструкция
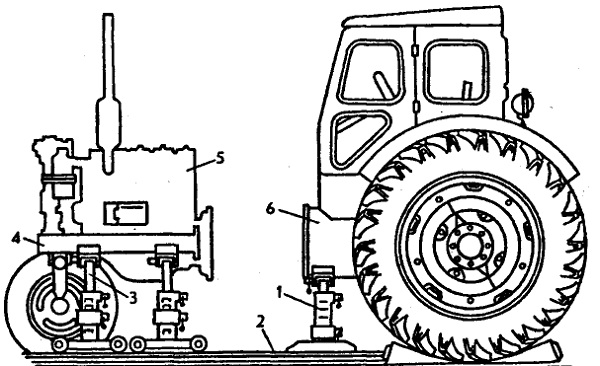
Рис. Схема раскатки колесного трактора на стенде ОР-16346:
1 — неподвижная подставка; 2 — рама стенда; 3 — подвижные подставки; 4 — полурама трактора; 5 — двигатель; 6 — корпус сцепления.
которых обеспечивает возможность поворота двигателя в удобное для разборки положение и безопасность выполнения работы. При больших программах ремонта разборку агрегатов ведут на специализированных подвижных стендах.
Для разборки резьбовых соединений применяют ручной и механизированный инструмент. К ручному инструменту относятся гаечные ключи с открытым зевом двусторонние, кольцевые, двусторонние коленчатые (накладные), торцовые немеханизированные со сменными головками и специальные.
Накладные ключи охватывают все грани гайки, что придает им большую долговечность. Торцовые ключи можно вращать, не переставляя с грани на грань, что сокращает время на отворачивание гайки.
Из специальных ключей при разборке применяют коловоротные ключи и ключи для круглых гаек. Коловоротные ключи рациональны для отворачивания болтов и гаек небольших размеров, производительность труда при этом повышается в 2—5 раз.
На рабочих местах, где разбирают значительное число резьбовых соединений одного типоразмера, применяют механизированные ударно-импульсные электрические (ИЭ-3113, ИЭ-3115 и др.) и пневматические (ИП-31II, ИП-3112 и др.) гайковерты.

Рис. Ключ эксцентриковый для вывертывания шпилек: 1 — корпус; 2 — стойка; 3 — вороток; 4 — ось; 5 — эксцентриковый ролик.
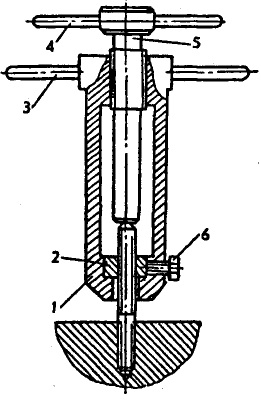
Рис. Специальный ключ для вывертывания шпилек: 1 — корпус; 2 — сменная гайка; 3 — рукоятка; 4 — вороток; 5 — винт; 6 — стопорный винт.
Для вывертывания шпилек применяют эксцентриковые, цанговые наконечники и специальные ключи. В зависимости от диаметра резьбы в корпусе 1 устанавливают соответствующую гайку и фиксируют винтом 6. Корпус надевают на шпильку и, вращая за ручку 3, навертывают на нее до тех пор, пока конец шпильки не выйдет из гайки на 5—10 мм. После этого ввертывают винт 5 до упора в шпильку и, вращая корпус, выворачивают ее.
Разборка сопряжений с натягом производится с помощью универсальных и специальных съемников и прессов. Универсальный съемник состоит из винта с гайкой и двух-трех подвижных лапчатых захватов, которые раздвигаются в зависимости от диаметра снимаемой детали. Специальные съемники изготавливают для снятия только одной детали. Их конструкция зависит от формы и размеров детали.
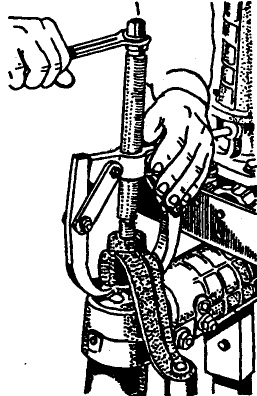
Рис. Спрессовка поворотного рычага универсальным съемником
Для распрессовки крупногабаритных деталей, если требуются большие усилия, в ЦРМ хозяйств применяют стационарные гидравлические прессы, а на специализированных предприятиях гидравлические установки, смонтированные на линии разборки. Распрессовку небольших деталей производят с помощью переносных гидравлических прессов с ручным насосом.
Подъемно-транспортное оборудование, используемое при разборке и сборке, подразделяют на подъемное, подъемно-транспортное и транспортное.
К подъемному оборудованию относятся ручные и электрические тали, гидравлические и электромеханические домкраты, которые предназначены для подъема машин и их составных частей при текущем ремонте и техническом обслуживании.
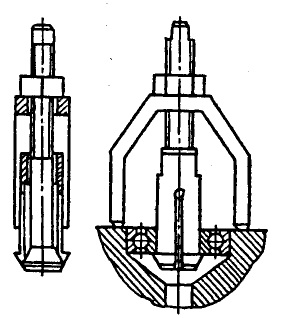
Рис. Съемник для выпрессовки подшипников из торца коленчатого вала
Для подъема и перемещения составных частей машин применяют кран-балки, мостовые краны, кон сольно-поворотные краны, краны-штабелеры и манипуляторы.
При подъеме используют специальные захваты и различные приспособления.
К транспортному оборудованию относятся безрельсовые ручные тележки, электрокары. Для перемещения машин, агрегатов сборочных единиц и деталей на специализированных ремонтных предприятиях используют цепные подвесные конвейеры и другое оборудование.







